JP2010051985A - 鋼の連続鋳造方法 - Google Patents
鋼の連続鋳造方法 Download PDFInfo
- Publication number
- JP2010051985A JP2010051985A JP2008217434A JP2008217434A JP2010051985A JP 2010051985 A JP2010051985 A JP 2010051985A JP 2008217434 A JP2008217434 A JP 2008217434A JP 2008217434 A JP2008217434 A JP 2008217434A JP 2010051985 A JP2010051985 A JP 2010051985A
- Authority
- JP
- Japan
- Prior art keywords
- molten steel
- magnetic field
- mold
- magnetic pole
- magnetic poles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Continuous Casting (AREA)
Abstract
【解決手段】鋳型長辺部を挟んで対向する1対の上部磁極3a、3bと1対の下部磁極4a、4bを備え、且つ溶鋼吐出孔の水平方向から下向きの溶鋼吐出角度αが30°以上50°未満の浸漬ノズルを備えた連続鋳造機を用い、上部磁極と下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、鋼の連続鋳造を行う方法において、鋳造するスラブ幅と鋳造速度に応じて、上部磁極と下部磁極に各々印加する直流磁界の強度および両直流磁界の強度比を最適化することにより、従来問題とされてきたような非金属介在物やモールドフラックスによる欠陥だけでなく、微小な気泡やモールドフラックスによる欠陥が少ない高品質の鋳片を得る。
【選択図】図1
Description
例えば、特許文献1には、鋳型長辺部を挟んで対向する1対の上部磁極と1対の下部磁極に各々印加される直流磁界により溶鋼流を制動する方法が開示されている。この方法は、浸漬ノズルの吐出口から吐出された後、上昇流と下降流に分かれる溶鋼流のうち、下降流を下部の直流磁界で制動し、上昇流を上部の直流磁界で制動することで、溶鋼流に随伴する非金属介在物やモールドフラックスが凝固シェルに捕捉されないようするものである。
[1]鋳型外側に、鋳型長辺部を挟んで対向する1対の上部磁極と1対の下部磁極を備えるとともに、溶鋼吐出孔の水平方向から下向きの溶鋼吐出角度が30°以上50°未満の浸漬ノズルを備え、前記上部磁極の磁場のピーク位置と前記下部磁極の磁場のピーク位置の間に前記溶鋼吐出孔が位置する連続鋳造機を用い、前記1対の上部磁極と1対の下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、鋼の連続鋳造を行う方法であって、
鋳造速度を1.0m/分以上とし、且つ下記条件(イ)および(ロ)に従って連続鋳造を行うことを特徴とする鋼の連続鋳造方法。
・条件(イ):鋳造するスラブ幅と鋳造速度が下記(a)、(b)の場合には、上部磁極に印加する直流磁界の強度Aと下部磁極に印加する直流磁界の強度Bの比A/Bを1.5〜2.5、上部磁極に印加する直流磁界の強度Aを0.10〜0.30T、下部磁極に印加する直流磁界の強度Bを0.05〜0.18Tとする。
(a)スラブ幅1150mm未満
(b)スラブ幅1150mm以上1250mm未満で且つ鋳造速度1.6m/分以上
・条件(ロ):鋳造するスラブ幅と鋳造速度が下記(c)、(d)の場合には、上部磁極に印加する直流磁界の強度Aと下部磁極に印加する直流磁界の強度Bの比A/Bを0.3〜0.6、上部磁極に印加する直流磁界の強度Aを0.10〜0.25T、下部磁極に印加する直流磁界の強度Bを0.25〜0.45Tとする。
(c)スラブ幅1150mm以上1250mm未満で且つ鋳造速度1.6m/分未満
(d)スラブ幅1250mm以上
[3]上記[1]または[2]の連続鋳造方法において、浸漬ノズルのノズル内径(但し、溶鋼吐出孔の位置でのノズル内径)を70〜90mmとすることを特徴とする鋼の連続鋳造方法。
[4]上記[1]〜[3]のいずれかの連続鋳造方法において、浸漬ノズルの各溶鋼吐出孔の開口面積を3600〜8100mm2とすることを特徴とする鋼の連続鋳造方法。
また、特に、浸漬ノズルのノズル浸漬深さ、ノズル内径、溶鋼吐出孔の開口面積を最適化することにより、より高品質な鋳片を得ることができる。
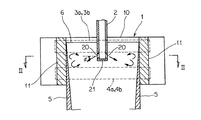
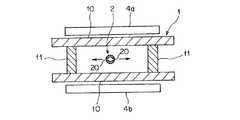
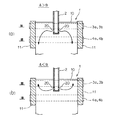
図1および図2は、本発明の実施に供される連続鋳造機の鋳型および浸漬ノズルの一実施形態を示すもので、図1は鋳型および浸漬ノズルの縦断面図、図2は同じく水平断面図(図1のII−II線に沿う断面図)である。
2は浸漬ノズルであり、この浸漬ノズル2を通じて鋳型1の上方に設置されたタンディッシュ(図示せず)内の溶鋼を鋳型1内に注入する。この浸漬ノズル2は、筒状のノズル本体の下端に底部21を有するとともに、この底部21の直上の側壁部に、両鋳型短辺部11と対向するように1対の溶鋼吐出孔20が貫設されている。
溶鋼中のアルミナなどの非金属介在物が浸漬ノズル2の内壁面に付着・堆積してノズル閉塞を生じることを防止するため、浸漬ノズル2のノズル本体内部に設けられたガス流路にArガスなどの不活性ガスが導入され、この不活性ガスがノズル内壁面からノズル内に吹き込まれる。
また、浸漬ノズル2の内壁面から吹き込まれた不活性ガスの気泡は、溶鋼吐出孔20から溶鋼とともに鋳型1内に吐出される。
上部磁極3a,3bと下部磁極4a,4bは、鋳型1の上下方向において、上部磁極3a,3bの磁場のピーク位置(上下方向でのピーク位置:通常は上部磁極3a,3bの上下方向中心位置)と下部磁極4a,4bの磁場のピーク位置(上下方向でのピーク位置:通常は下部磁極4a,4bの上下方向中心位置)の間に溶鋼吐出孔20が位置するように、配置される。また、1対の上部磁極3a,3bは、通常、メニスカス6をカバーする位置に配置される。
(a)スラブ幅1150mm未満
(b)スラブ幅1150mm以上1250mm未満で且つ鋳造速度1.6m/分以上
上記(a),(b)の場合に、上部磁極3a,3bの直流磁界と下部磁極4a,4bの直流磁界の強度比A/Bが1.5未満では、上部磁極3a,3bの直流磁界の強度が相対的に弱くなりすぎるため、溶鋼上昇流(反転流)によるモールドフラックスの巻き込みが生じやすくなる。一方、強度比A/Bが2.5を超えると、溶鋼上昇流(反転流)の制動効果はあるものの、浸漬ノズル2から吐出した溶鋼流が下方向への大きな流れになりやすく、この溶鋼流に随伴する非金属介在物や気泡が下方向に潜り込み、凝固シェルに捕捉されやすくなる。
また、下部磁極4a,4bの直流磁界の強度Bが0.05T未満では、その直流磁界による溶鋼下降流の制動効果が不十分であるため、溶鋼下降流に随伴する非金属介在物や気泡が下方向に潜り込み、凝固シェルに捕捉されやすくなる。一方、強度Bが0.18Tを超えると、溶鋼下降流による洗浄効果が低下するため非金属介在物や気泡が凝固シェルに捕捉されやすくなる。
(c)スラブ幅1150mm以上1250mm未満で且つ鋳造速度1.6m/分未満
(d)スラブ幅1250mm以上
また、上部磁極3a,3bの直流磁界の強度Aが0.10T未満では、その直流磁界による溶鋼上昇流の制動効果が不十分で湯面変動が大きく、モールドフラックスの巻き込みが生じやすい。一方、強度Aが0.25Tを超えると、溶鋼上昇流による洗浄効果が低下するため非金属介在物や気泡が凝固シェルに捕捉されやすくなる。
また、上記(c)、(d)の場合には、特に最適な上部磁極3a,3bの直流磁界の強度A、下部磁極4a,4bの直流磁界の強度B、および両直流磁界の強度比A/Bがあり、上部磁極3a,3bの直流磁界の強度Aを0.14〜0.20T、下部磁極4a,4bの直流磁界の強度Bを0.32〜0.38T、両直流磁界の強度比A/Bを0.44〜0.53とすることが好ましい。
(i) 鋳型外側に、鋳型長辺部を挟んで対向する1対の上部磁極と1対の下部磁極を備えるとともに、溶鋼吐出孔の水平方向から下向きの溶鋼吐出角度が30°以上50°未満の浸漬ノズルを備え、前記上部磁極の磁場のピーク位置と前記下部磁極の磁場のピーク位置の間に前記溶鋼吐出孔が位置する連続鋳造機を用い、前記1対の上部磁極と1対の下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、鋼の連続鋳造を行う方法であって、
鋳造速度1.0m/分以上であって、スラブ幅と鋳造速度を下記(a)、(b)のいずれかの条件とし、上部磁極に印加する直流磁界の強度Aと下部磁極に印加する直流磁界の強度Bの比A/Bを1.5〜2.5、上部磁極に印加する直流磁界の強度Aを0.10〜0.30T、下部磁極に印加する直流磁界の強度Bを0.05〜0.18Tとして連続鋳造を行うことを特徴とする鋼の連続鋳造方法。
(a)スラブ幅1150mm未満
(b)スラブ幅1150mm以上1250mm未満で且つ鋳造速度1.6m/分以上
また、上記(a)、(b)の各場合には、それぞれにさきに述べたような特に最適な上部磁極3a,3bの直流磁界の強度A、下部磁極4a,4bの直流磁界の強度B、および両直流磁界の強度比A/Bがある。
鋳造速度1.0m/分以上であって、スラブ幅と鋳造速度を下記(c)、(d)のいずれかの条件とし、上部磁極に印加する直流磁界の強度Aと下部磁極に印加する直流磁界の強度Bの比A/Bを0.3〜0.6、上部磁極に印加する直流磁界の強度Aを0.10〜0.25T、下部磁極に印加する直流磁界の強度Bを0.25〜0.45Tとして連続鋳造を行うことを特徴とする鋼の連続鋳造方法。
(c)スラブ幅1150mm以上1250mm未満で且つ鋳造速度1.6m/分未満
(d)スラブ幅1250mm以上
また、上記(c)、(d)の各場合には、さきに述べたような特に最適な上部磁極3a,3bの直流磁界の強度A、下部磁極4a,4bの直流磁界の強度B、および両直流磁界の強度比A/Bがある。
まず、浸漬ノズル2のノズル浸漬深さは230〜290mmとすることが好ましい。ここで、ノズル浸漬深さとは、メニスカス6から溶鋼吐出孔20上端までの距離をいう。
このノズル浸漬深さが、本発明の効果に影響を及ぼすのは、ノズル浸漬深さが大きすぎても、小さすぎても、浸漬ノズル2から吐出される溶鋼の流動量や流速が変化したときに、鋳型内での溶鋼の流動状態が大きく変化するため、溶鋼流の適切な制御が難しくなるためである。すなわち、ノズル浸漬深さが230mm未満では、浸漬ノズル2から吐出される溶鋼の流動量や流速が変化したときに、ダイレクトに溶鋼表面(メニスカス)が変動し、表面の乱れが大きくなってモールドフラックスの巻き込みが起こり易くなり、一方、290mmを超えると、溶鋼の流動量などが変動したときに、下方への流速が大きくなって非金属系介在物や気泡の潜り込みが大きくなる傾向がある。
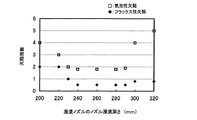
鋳造されたスラブについて、超音波探傷装置を用い、スラブ表層2〜3mmの深さ位置に存在する粒径が概ね80μm以上の気泡性欠陥およびフラックス性欠陥の個数を測定し、欠陥発生の程度を指数化したものである。図3によれば、本発明法において、特に、浸漬ノズル2のノズル浸漬深さを230〜290mmとすることにより、気泡性欠陥、フラックス性欠陥がより効果的に低減していることが判る。
鋳造されたスラブについて、超音波探傷装置を用い、スラブ表層2〜3mmの深さ位置に存在する粒径が概ね80μm以上のフラックス性欠陥の個数を測定し、欠陥発生の程度を指数化したものである。図4によれば、本発明法において、特に、浸漬ノズル2のノズル内径を70〜90mmとすることにより、フラックス性欠陥がより効果的に低減していることが判る。
鋳造されたスラブについて、超音波探傷装置を用い、スラブ表層2〜3mmの深さ位置に存在する粒径が概ね80μm以上の気泡性欠陥およびフラックス性欠陥の個数を測定し、欠陥発生の程度を指数化したものである。図5によれば、本発明法において、特に、浸漬ノズル2の各溶鋼吐出孔20の開口面積を3600〜8100mm2とすることにより、気泡性欠陥、フラックス性欠陥がより効果的に低減していることが判る。
鋳造されるスラブ厚さは220〜300mmとすることが好ましい。浸漬ノズル2の溶鋼吐出孔20から吐出される溶鋼は気泡を随伴しており、スラブ厚さが小さすぎると、溶鋼吐出孔20から吐出される溶鋼流が鋳型長辺部側の凝固シェル5に近づき、凝固シェル界面に気泡が捕捉されやすくなる。特に、スラブ厚さが220mm未満では、本発明のような溶鋼流の電磁流動制御を実施しても、上記のような理由により気泡分布の制御が難しくなる。一方、スラブ厚さが300mmを超えると、熱延工程の生産性が低くなる難点がある。
浸漬ノズル2の内壁面からの不活性ガス吹き込み量は5〜20L/minとすることが好ましい。気泡性欠陥を低減するには、不活性ガス吹き込み量が少ない方が好ましく、一方、不活性ガス吹き込み量が少なすぎるとノズル閉塞を起こしやすく、かえって偏流を大きくするために流速の制御が困難となる。
使用するモールドフラックスは、1300℃での粘度が0.4〜10cpのものが好ましい。モールドフラックスの粘度が高すぎると、円滑な鋳造に支障をきたす恐れがあり、一方、モールドフラックスの粘度が低すぎるとモールドフラックスの巻き込みが生じやすくなる。
浸漬ノズルからの吹き込み不活性ガスにはArガスを使用し、このArガスの吹き込み量は、ノズル閉塞が起こらないようにスライディングノズルの開度に応じて、5〜12NL/minの範囲内で調整した。連続鋳造機の仕様および他の鋳造条件は以下のとおりである。
・浸漬ノズルの溶鋼吐出孔の溶鋼吐出角度α:45°
・浸漬ノズルの溶鋼吐出孔の形状:1辺の長さが80mmの正方形状
・浸漬ノズルの浸漬深さ:260mm
・浸漬ノズル内径:80mm
・浸漬ノズルの各溶鋼吐出孔の開口面積:4900mm2
・使用したモールドフラックスの粘度(1300℃):0.6cp
◎:欠陥個数0.20個以下
○:欠陥個数0.20個超、0.50個以下
×:欠陥個数0.50個超

2 浸漬ノズル
3a,3b 上部磁極
4a,4b 下部磁極
5 凝固シェル
6 メニスカス
10 鋳型長辺部
11 鋳型短辺部
21 底部
20 溶鋼吐出孔
Claims (4)
- 鋳型外側に、鋳型長辺部を挟んで対向する1対の上部磁極と1対の下部磁極を備えるとともに、溶鋼吐出孔の水平方向から下向きの溶鋼吐出角度が30°以上50°未満の浸漬ノズルを備え、前記上部磁極の磁場のピーク位置と前記下部磁極の磁場のピーク位置の間に前記溶鋼吐出孔が位置する連続鋳造機を用い、前記1対の上部磁極と1対の下部磁極に各々印加される直流磁界により溶鋼流を制動しつつ、鋼の連続鋳造を行う方法であって、
鋳造速度を1.0m/分以上とし、且つ下記条件(イ)および(ロ)に従って連続鋳造を行うことを特徴とする鋼の連続鋳造方法。
・条件(イ):鋳造するスラブ幅と鋳造速度が下記(a)、(b)の場合には、上部磁極に印加する直流磁界の強度Aと下部磁極に印加する直流磁界の強度Bの比A/Bを1.5〜2.5、上部磁極に印加する直流磁界の強度Aを0.10〜0.30T、下部磁極に印加する直流磁界の強度Bを0.05〜0.18Tとする。
(a)スラブ幅1150mm未満
(b)スラブ幅1150mm以上1250mm未満で且つ鋳造速度1.6m/分以上
・条件(ロ):鋳造するスラブ幅と鋳造速度が下記(c)、(d)の場合には、上部磁極に印加する直流磁界の強度Aと下部磁極に印加する直流磁界の強度Bの比A/Bを0.3〜0.6、上部磁極に印加する直流磁界の強度Aを0.10〜0.25T、下部磁極に印加する直流磁界の強度Bを0.25〜0.45Tとする。
(c)スラブ幅1150mm以上1250mm未満で且つ鋳造速度1.6m/分未満
(d)スラブ幅1250mm以上 - 浸漬ノズルのノズル浸漬深さを230〜290mmとすることを特徴とする請求項1に記載の鋼の連続鋳造方法。
- 浸漬ノズルのノズル内径(但し、溶鋼吐出孔の位置でのノズル内径)を70〜90mmとすることを特徴とする請求項1または2に記載の鋼の連続鋳造方法。
- 浸漬ノズルの各溶鋼吐出孔の開口面積を3600〜8100mm2とすることを特徴とする請求項1〜3のいずれかに記載の鋼の連続鋳造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008217434A JP5217785B2 (ja) | 2008-08-26 | 2008-08-26 | 鋼の連続鋳造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008217434A JP5217785B2 (ja) | 2008-08-26 | 2008-08-26 | 鋼の連続鋳造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012277218A Division JP5454664B2 (ja) | 2012-12-19 | 2012-12-19 | 鋼の連続鋳造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010051985A true JP2010051985A (ja) | 2010-03-11 |
| JP5217785B2 JP5217785B2 (ja) | 2013-06-19 |
Family
ID=42068464
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008217434A Active JP5217785B2 (ja) | 2008-08-26 | 2008-08-26 | 鋼の連続鋳造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5217785B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102266925A (zh) * | 2011-07-12 | 2011-12-07 | 南京钢铁股份有限公司 | 高钛合金焊条用钢的连铸工艺 |
| JP2012110952A (ja) * | 2010-11-26 | 2012-06-14 | Sumitomo Metal Ind Ltd | 鋳片の連続鋳造方法 |
| CN105964967A (zh) * | 2016-05-20 | 2016-09-28 | 首钢总公司 | 一种高碳钢铸坯浇注末期的控制方法 |
| JP2020006410A (ja) * | 2018-07-09 | 2020-01-16 | 日本製鉄株式会社 | 連続鋳造方法 |
| JP7573263B2 (ja) | 2020-09-08 | 2024-10-25 | 国立大学法人九州工業大学 | 気泡又は介在物もしくは双方の除去装置及び除去方法 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN106984786A (zh) * | 2017-04-18 | 2017-07-28 | 攀钢集团西昌钢钒有限公司 | 一种连铸结晶器的水流控制方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03142049A (ja) * | 1989-10-30 | 1991-06-17 | Kawasaki Steel Corp | 静磁場を用いた鋼の連続鋳造方法及びその装置 |
| JP2001232450A (ja) * | 2000-02-22 | 2001-08-28 | Kawasaki Steel Corp | 連続鋳造鋳片の製造方法 |
| JP2002316242A (ja) * | 1994-07-14 | 2002-10-29 | Kawasaki Steel Corp | 鋼の連続鋳造方法 |
-
2008
- 2008-08-26 JP JP2008217434A patent/JP5217785B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03142049A (ja) * | 1989-10-30 | 1991-06-17 | Kawasaki Steel Corp | 静磁場を用いた鋼の連続鋳造方法及びその装置 |
| JP2002316242A (ja) * | 1994-07-14 | 2002-10-29 | Kawasaki Steel Corp | 鋼の連続鋳造方法 |
| JP2001232450A (ja) * | 2000-02-22 | 2001-08-28 | Kawasaki Steel Corp | 連続鋳造鋳片の製造方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012110952A (ja) * | 2010-11-26 | 2012-06-14 | Sumitomo Metal Ind Ltd | 鋳片の連続鋳造方法 |
| CN102266925A (zh) * | 2011-07-12 | 2011-12-07 | 南京钢铁股份有限公司 | 高钛合金焊条用钢的连铸工艺 |
| CN105964967A (zh) * | 2016-05-20 | 2016-09-28 | 首钢总公司 | 一种高碳钢铸坯浇注末期的控制方法 |
| JP2020006410A (ja) * | 2018-07-09 | 2020-01-16 | 日本製鉄株式会社 | 連続鋳造方法 |
| JP7573263B2 (ja) | 2020-09-08 | 2024-10-25 | 国立大学法人九州工業大学 | 気泡又は介在物もしくは双方の除去装置及び除去方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5217785B2 (ja) | 2013-06-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101168195B1 (ko) | 강의 연속 주조 방법 | |
| KR101176816B1 (ko) | 강의 연속 주조 방법 | |
| JP5217785B2 (ja) | 鋼の連続鋳造方法 | |
| WO2011111858A1 (ja) | 鋼の連続鋳造方法および鋼板の製造方法 | |
| JP5929872B2 (ja) | 鋼の連続鋳造方法 | |
| JP6278168B1 (ja) | 鋼の連続鋳造方法 | |
| JP4821932B2 (ja) | 鋼の連続鋳造方法および鋼板の製造方法 | |
| JP2010058148A (ja) | 鋼の連続鋳造方法 | |
| JP5454664B2 (ja) | 鋼の連続鋳造方法 | |
| JP5217784B2 (ja) | 鋼の連続鋳造方法 | |
| JP4821933B2 (ja) | 鋼板の製造方法 | |
| JP5413277B2 (ja) | 鋼鋳片の連続鋳造方法 | |
| JP2010058147A (ja) | 鋼の連続鋳造方法 | |
| JP5354179B2 (ja) | 鋼鋳片の連続鋳造方法 | |
| JP5874677B2 (ja) | 鋼の連続鋳造方法 | |
| JP6627744B2 (ja) | 鋼の連続鋳造方法及び装置 | |
| JP4300955B2 (ja) | 鋼の連続鋳造方法 | |
| JP2011212723A (ja) | 鋼鋳片の連続鋳造方法 | |
| JP2010005691A (ja) | 鋼の連続鋳造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110421 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121219 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130205 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130218 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160315 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5217785 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |