JP2010050435A - 配線基材の製造方法及び該製造方法により得られた配線基材 - Google Patents
配線基材の製造方法及び該製造方法により得られた配線基材 Download PDFInfo
- Publication number
- JP2010050435A JP2010050435A JP2009104086A JP2009104086A JP2010050435A JP 2010050435 A JP2010050435 A JP 2010050435A JP 2009104086 A JP2009104086 A JP 2009104086A JP 2009104086 A JP2009104086 A JP 2009104086A JP 2010050435 A JP2010050435 A JP 2010050435A
- Authority
- JP
- Japan
- Prior art keywords
- resin film
- film
- swellable resin
- circuit
- forming
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Manufacturing Of Printed Wiring (AREA)
Abstract
【解決手段】絶縁基材1表面に膨潤性樹脂皮膜2を形成する皮膜形成工程と、膨潤性樹脂皮膜2の外表面を基準として皮膜2の厚み分または該厚み分を超える深さを有する回路溝3を形成する回路溝形成工程と、前記回路溝3の表面及び膨潤性樹脂皮膜2の表面に触媒金属5を被着させる触媒被着工程と、膨潤性樹脂皮膜2を所定の液体で膨潤させることにより、絶縁基材1表面から膨潤性樹脂皮膜2を剥離する皮膜剥離工程と、膨潤性樹脂皮膜2を剥離した後に、触媒金属5が残留する部位のみに無電解メッキ膜6を形成するメッキ処理工程と、を備える製造方法を用いる。
【選択図】図1
Description
本実施形態の配線基材の製造方法は、絶縁基材表面に膨潤性樹脂皮膜を形成する皮膜形成工程と、前記膨潤性樹脂皮膜の外表面を基準として前記皮膜の厚み分または該厚み分を超える深さを有する回路溝を形成する回路溝形成工程と、前記回路溝の表面及び前記膨潤性樹脂皮膜の表面に触媒金属を被着させる触媒被着工程と、前記膨潤性樹脂皮膜を所定の液体で膨潤させることにより、前記絶縁基材表面から前記膨潤性樹脂皮膜を剥離する皮膜剥離工程と、前記膨潤性樹脂皮膜を剥離した後に、前記触媒金属が残留する部位のみに無電解メッキ膜を形成するメッキ処理工程と、を備えることを特徴とする。
第一実施形態では、平面の絶縁基材上に回路を形成する方法を説明したが、本発明の方法は、特に、段差状の立体面を有するような三次元形状の絶縁基材にも、正確な回路形成ができる。
厚み100μmのエポキシ樹脂基材(パナソニック電工(株)製のR1766)表面にスピンコート法を用いて、スチレン−ブタジエン共重合体(SBR)のメチルエチルケトン(MEK)サスペンジョン(日本ゼオン(株)製、酸当量600、粒子径200nm、固形分15%)を塗布し、80℃で30分間乾燥することにより、2μm厚の樹脂皮膜を形成した。
2 膨潤性樹脂皮膜
2a 膨潤性樹脂皮膜の残渣
3 回路溝
4 貫通孔
5 触媒金属
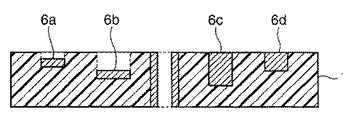
6,6a〜6d,無電解メッキ膜
8 回路
10 配線基材
51 三次元形状の絶縁基材
101 貫通孔
102 触媒金属
103フォトレジスト層
104 導電層
105 不要部
110 フォトマスク
Claims (16)
- 絶縁基材表面に膨潤性樹脂皮膜を形成する皮膜形成工程と、
前記膨潤性樹脂皮膜の外表面を基準として前記膨潤性樹脂皮膜の厚み分または該厚み分を超える深さを有する回路溝を形成する回路溝形成工程と、
前記回路溝の表面及び前記膨潤性樹脂皮膜の表面に触媒金属を被着させる触媒被着工程と、
前記膨潤性樹脂皮膜を所定の液体で膨潤させることにより、前記絶縁基材表面から前記膨潤性樹脂皮膜を剥離する皮膜剥離工程と、
前記膨潤性樹脂皮膜を剥離した後に、前記触媒金属が残留する部位のみに無電解メッキ膜を形成するメッキ処理工程と、を備えることを特徴とする配線基材の製造方法。 - 前記触媒被着工程が酸性触媒金属コロイド溶液中で処理する工程を備え、前記皮膜剥離工程がアルカリ性溶液中で前記膨潤性樹脂皮膜を膨潤させる工程を備え、
前記膨潤性樹脂皮膜は、前記酸性触媒金属コロイド溶液に対しては膨潤せず、前記アルカリ性溶液に対しては膨潤する樹脂皮膜である請求項1に記載の配線基材の製造方法。 - 前記膨潤性樹脂皮膜は、前記酸性触媒金属コロイド溶液に対する膨潤度は10%以下であり、前記アルカリ性溶液に対する膨潤度が50%以上である請求項1または2に記載の配線基材の製造方法。
- 前記膨潤性樹脂皮膜が、エラストマーのサスペンジョン又はエマルジョンを塗布した後、乾燥することにより形成される樹脂皮膜である請求項2または3に記載の配線基材の製造方法。
- 前記エラストマーがカルボキシル基を有する、ジエン系エラストマー,アクリル系エラストマー,及びポリエステル系エラストマーからなる群から選ばれる請求項4に記載の配線基材の製造方法。
- 前記ジエン系エラストマーがスチレン−ブタジエン系共重合体である請求項5に記載の配線基材の製造方法。
- 前記膨潤性樹脂皮膜が、酸当量100〜800のカルボキシル基を有するアクリル系樹脂からなる樹脂を主成分とする請求項2または3に記載の配線基材の製造方法。
- 前記膨潤性樹脂皮膜の厚みが10μm以下である請求項1〜7のいずれか1項に記載の配線基材の製造方法。
- 前記回路溝形成工程により除去される部分の幅が20μm以下の部分を有する請求項1〜8のいずれか1項に記載の配線基材の製造方法。
- 前記回路溝形成工程が、レーザー加工により回路溝を形成する工程である請求項1〜9のいずれか1項に記載の配線基材の製造方法。
- 前記回路溝形成工程が、型押法を用いて回路溝を形成する工程である請求項1〜9のいずれか1項に記載の配線基材の製造方法。
- 前記回路溝形成工程において、前記膨潤性樹脂皮膜の厚み分を超える深さの回路溝を形成する請求項1〜11のいずれか1項に記載の配線基材の製造方法。
- 前記回路溝形成工程において、前記膨潤性樹脂皮膜を通過して前記絶縁基材に穴あけをする請求項1〜12のいずれか1項に記載の配線基材の製造方法。
- 前記絶縁基材が段差状に形成された段差面を有し、前記段差面に前記皮膜形成工程、前記回路溝形成工程、前記触媒被着工程、前記皮膜剥離工程、及び前記メッキ処理工程と、を施す請求項1〜13のいずれか1項に記載の配線基材の製造方法。
- 前記膨潤性樹脂皮膜が蛍光性物質を含有するものであり、前記皮膜除去工程の後、前記蛍光性物質からの発光を用いて皮膜除去不良を検査するための検査工程をさらに備える請求項1〜14のいずれか1項に記載の配線基材の製造方法。
- 請求項1〜15の何れか1項に記載の製造方法により得られた配線基材。
Priority Applications (15)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009104086A JP5075157B2 (ja) | 2008-04-30 | 2009-04-22 | 配線基材の製造方法及び該製造方法により得られた配線基材 |
| US12/431,950 US8272126B2 (en) | 2008-04-30 | 2009-04-29 | Method of producing circuit board |
| KR1020117029869A KR101268727B1 (ko) | 2008-04-30 | 2009-04-30 | 애디티브법에 의해 회로 기판를 제조하는 방법 및 이 방법에 의해 얻어진 회로 기판과 다층 회로 기판 |
| EP12001246.3A EP2469990B1 (en) | 2008-04-30 | 2009-04-30 | Method of producing ciruit board by additive method. |
| EP13000238.9A EP2592912A1 (en) | 2008-04-30 | 2009-04-30 | Method of producing circuit board by additive method, and circuit board and multilayer circuit board obtained by the method |
| PCT/JP2009/058794 WO2009133969A2 (en) | 2008-04-30 | 2009-04-30 | Method of producing circuit board by additive method, and circuit board and multilayer circuit board obtained by the method |
| KR1020117029871A KR101183376B1 (ko) | 2008-04-30 | 2009-04-30 | 애디티브법에 의해 회로 기판를 제조하는 방법 및 이 방법에 의해 얻어진 회로 기판과 다층 회로 기판 |
| HK11101052.0A HK1147013B (en) | 2008-04-30 | 2009-04-30 | Method of producing circuit board by additive method |
| CN201210362390.8A CN102917550B (zh) | 2008-04-30 | 2009-04-30 | 用加成法制造电路板的方法、以及用该方法获得的电路板和多层电路板 |
| CN2009801118173A CN101982024B (zh) | 2008-04-30 | 2009-04-30 | 用加成法制造电路板的方法、以及用该方法获得的电路板和多层电路板 |
| KR1020117029872A KR20110137408A (ko) | 2008-04-30 | 2009-04-30 | 애디티브법에 의해 회로 기판를 제조하는 방법 및 이 방법에 의해 얻어진 회로 기판과 다층 회로 기판 |
| EP09738906A EP2255601B1 (en) | 2008-04-30 | 2009-04-30 | Method of producing circuit board by additive method |
| KR1020107021143A KR101286867B1 (ko) | 2008-04-30 | 2009-04-30 | 애디티브법에 의해 회로 기판를 제조하는 방법 및 이 방법에 의해 얻어진 회로 기판과 다층 회로 기판 |
| TW098114358A TWI362239B (en) | 2008-04-30 | 2009-04-30 | Method of producing circuit board by additive method, and circuit board and multilayer circuit board obtained by the method |
| US13/562,500 US20120292083A1 (en) | 2008-04-30 | 2012-07-31 | Method of producing circuit board by additive method, and circuit board and multilayer circuit board obtained by the method |
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008118818 | 2008-04-30 | ||
| JP2008118818 | 2008-04-30 | ||
| US12/326,169 | 2008-12-02 | ||
| US12/326,169 US8240036B2 (en) | 2008-04-30 | 2008-12-02 | Method of producing a circuit board |
| JP2009104086A JP5075157B2 (ja) | 2008-04-30 | 2009-04-22 | 配線基材の製造方法及び該製造方法により得られた配線基材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010050435A true JP2010050435A (ja) | 2010-03-04 |
| JP5075157B2 JP5075157B2 (ja) | 2012-11-14 |
Family
ID=42067250
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009104086A Expired - Fee Related JP5075157B2 (ja) | 2008-04-30 | 2009-04-22 | 配線基材の製造方法及び該製造方法により得られた配線基材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5075157B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011145294A1 (ja) | 2010-05-19 | 2011-11-24 | パナソニック電工株式会社 | 配線方法、並びに、表面に配線が設けられた構造物、半導体装置、配線基板、メモリカード、電気デバイス、モジュール及び多層回路基板 |
| US8877843B2 (en) | 2011-05-23 | 2014-11-04 | Panasonic Corporation | Resin composition and method for producing circuit board |
| JP2015206949A (ja) * | 2014-04-22 | 2015-11-19 | 住友電工プリントサーキット株式会社 | フォトマスク及び電子部品の製造方法並びにプリント配線板 |
| JP2021528572A (ja) * | 2018-06-21 | 2021-10-21 | アヴェラテック・コーポレイションAveratek Corporation | 無電解金属のパターニング |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63183445A (ja) * | 1987-01-27 | 1988-07-28 | Okuno Seiyaku Kogyo Kk | 水溶性レジストフイルム用剥離剤 |
| JP2004048030A (ja) * | 2002-07-15 | 2004-02-12 | Toshiba Corp | 電子回路の製造方法および電子回路の製造装置 |
| JP2007088288A (ja) * | 2005-09-22 | 2007-04-05 | Sumitomo Electric Ind Ltd | 回路基板、その製造方法及び多層回路基板 |
| JP2008022002A (ja) * | 2006-07-10 | 2008-01-31 | Samsung Electro Mech Co Ltd | 印刷回路基板の製造方法 |
| JP2008058710A (ja) * | 2006-08-31 | 2008-03-13 | Jsr Corp | ポジ型感放射線性樹脂組成物、転写フィルムおよびメッキ造形物の製造方法 |
-
2009
- 2009-04-22 JP JP2009104086A patent/JP5075157B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63183445A (ja) * | 1987-01-27 | 1988-07-28 | Okuno Seiyaku Kogyo Kk | 水溶性レジストフイルム用剥離剤 |
| JP2004048030A (ja) * | 2002-07-15 | 2004-02-12 | Toshiba Corp | 電子回路の製造方法および電子回路の製造装置 |
| JP2007088288A (ja) * | 2005-09-22 | 2007-04-05 | Sumitomo Electric Ind Ltd | 回路基板、その製造方法及び多層回路基板 |
| JP2008022002A (ja) * | 2006-07-10 | 2008-01-31 | Samsung Electro Mech Co Ltd | 印刷回路基板の製造方法 |
| JP2008058710A (ja) * | 2006-08-31 | 2008-03-13 | Jsr Corp | ポジ型感放射線性樹脂組成物、転写フィルムおよびメッキ造形物の製造方法 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2011145294A1 (ja) | 2010-05-19 | 2011-11-24 | パナソニック電工株式会社 | 配線方法、並びに、表面に配線が設けられた構造物、半導体装置、配線基板、メモリカード、電気デバイス、モジュール及び多層回路基板 |
| JP2011243790A (ja) * | 2010-05-19 | 2011-12-01 | Panasonic Electric Works Co Ltd | 配線方法、並びに、表面に配線が設けられた構造物、半導体装置、配線基板、メモリカード、電気デバイス、モジュール及び多層回路基板 |
| CN102893711A (zh) * | 2010-05-19 | 2013-01-23 | 松下电器产业株式会社 | 配线方法、以及在表面设有配线的构造物、半导体装置、配线基板、存储卡、电气器件、模块及多层电路基板 |
| US9082635B2 (en) | 2010-05-19 | 2015-07-14 | Panasonic Corporation | Wiring method, structure having wiring provided on surface, semiconductor device, wiring board, memory card, electric device, module and multilayer circuit board |
| US8877843B2 (en) | 2011-05-23 | 2014-11-04 | Panasonic Corporation | Resin composition and method for producing circuit board |
| US9175151B2 (en) | 2011-05-23 | 2015-11-03 | Panasonic Corporation | Resin composition and method for producing circuit board |
| JP2015206949A (ja) * | 2014-04-22 | 2015-11-19 | 住友電工プリントサーキット株式会社 | フォトマスク及び電子部品の製造方法並びにプリント配線板 |
| JP2021528572A (ja) * | 2018-06-21 | 2021-10-21 | アヴェラテック・コーポレイションAveratek Corporation | 無電解金属のパターニング |
| JP7489113B2 (ja) | 2018-06-21 | 2024-05-23 | アヴェラテック・コーポレイション | 無電解金属のパターニング |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5075157B2 (ja) | 2012-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI463930B (zh) | 電路基板及在電路基板安裝有元件之半導體裝置 | |
| CN101982024B (zh) | 用加成法制造电路板的方法、以及用该方法获得的电路板和多层电路板 | |
| US8698003B2 (en) | Method of producing circuit board, and circuit board obtained using the manufacturing method | |
| US8272126B2 (en) | Method of producing circuit board | |
| JP5583384B2 (ja) | 回路基板の製造方法、及び前記製造方法により得られた回路基板 | |
| JP5350138B2 (ja) | 電気回路の製造方法、及びその方法により得られる電気回路基板 | |
| JP5075157B2 (ja) | 配線基材の製造方法及び該製造方法により得られた配線基材 | |
| JP2014143221A (ja) | 回路基板の製造方法、並びに、その製造方法で得られる回路基板 | |
| KR101238966B1 (ko) | 회로 기판의 제조 방법, 및 상기 제조 방법에 의해 얻어진 회로 기판 | |
| JP5465512B2 (ja) | 回路基板の製造方法 | |
| JP5330156B2 (ja) | 回路基板の製造方法、及び前記製造方法により得られた回路基板 | |
| JP5350184B2 (ja) | 多層回路基板の製造方法及び該製造方法により製造された多層回路基板 | |
| JP5172565B2 (ja) | 多層配線基板の製造方法及び多層配線基板 | |
| JP5295931B2 (ja) | 回路基板の製造方法、及び前記製造方法により得られた回路基板 | |
| JP5411829B2 (ja) | 多層回路基板の製造方法及び該製造方法により製造された多層回路基板 | |
| JP2011100796A (ja) | 回路基板 | |
| WO2010064602A1 (ja) | 回路基板の製造方法、及び前記製造方法により得られた回路基板 | |
| HK1147013B (en) | Method of producing circuit board by additive method | |
| JP2006291315A (ja) | 無電解めっき方法及び回路基板の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110222 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20120111 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20120427 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20120515 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120522 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120723 |
|
| TRDD | Decision of grant or rejection written | ||
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20120723 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120814 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120824 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5075157 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150831 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |