JP2010050418A - 電子部品実装装置の制御方法 - Google Patents
電子部品実装装置の制御方法 Download PDFInfo
- Publication number
- JP2010050418A JP2010050418A JP2008215870A JP2008215870A JP2010050418A JP 2010050418 A JP2010050418 A JP 2010050418A JP 2008215870 A JP2008215870 A JP 2008215870A JP 2008215870 A JP2008215870 A JP 2008215870A JP 2010050418 A JP2010050418 A JP 2010050418A
- Authority
- JP
- Japan
- Prior art keywords
- mounting
- electronic component
- substrate
- jig substrate
- component
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images













Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
【解決手段】部品を搭載する目標位置を示す基準マークのついた透明の冶具基板30を、ヘッドユニットのXY軸の移動可能な範囲に設置する。搭載ずれ測定を行う際に、部品20と冶具基板30の表面の基準マークを認識する実装位置認識カメラ71を、冶具基板30の下側に配置する。搭載ずれ測定を行う際に、部品下面を冶具基板上面に接触しない隙間がある高さで、且つ、その高さが上記カメラの被写界深度内に位置している高さへ移動後に、部品の位置を前記カメラで認識して、冶具基板に対する部品の位置や角度のずれ量を測定する。更に、部品下面を冶具基板上面に接触させた後に、部品の位置を前記カメラで認識して、冶具基板に対する部品の位置や角度のずれ量を測定する。
【選択図】図6
Description
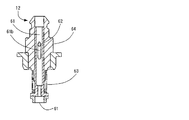
12…吸着ノズル
14…搭載ヘッド
15…X軸移動機構
16…Y軸移動機構
20…電子部品
30…冶具基板
43…基板認識カメラ
54…部品認識カメラ
60…マーク
70…レンズ
71…実装位置認識カメラ
Claims (3)
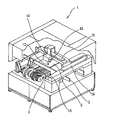
- 部品供給装置から吸着した電子部品を認識装置や基板へ移動可能な搭載ヘッドが、XY軸上に配置され、吸着した電子部品を基板に搭載する際の搭載ずれ測定を行う電子部品実装装置の制御方法において、
搭載ずれ測定を行う際に電子部品を搭載する目標位置を示す基準マークのついた透明の冶具基板を、搭載ヘッドのXY軸の移動可能な範囲に設置し、
電子部品の位置や角度のずれ量を測定し、搭載ずれ測定を行う際に、該冶具基板に搭載された電子部品と前記基準マークを、前記冶具基板の下方から認識する実装位置認識カメラを、前記冶具基板の下側に配置し、
搭載ずれ測定を行う際に、電子部品下面を前記冶具基板上面に接触しない隙間がある高さで、且つ、その高さが上記実装位置認識カメラの被写界深度内に位置している高さへ移動後に、電子部品の位置及び前記基準マークの位置を前記実装位置認識カメラで認識して、前記冶具基板に対する電子部品の位置や角度のずれ量を測定し、
更に、電子部品下面を冶具基板上面に接触させた後に、電子部品の位置及び前記基準マークの位置を前記実装位置認識カメラで認識して、前記冶具基板に対する電子部品の位置や角度のずれ量を測定することを特徴とする電子部品実装装置の制御方法。 - 請求項1において、電子部品下面を前記冶具基板上面に接触しない状態、及び、接触した状態のそれぞれで、電子部品の位置や角度のずれ量を測定し、各ノズルの補正量を持たせ、搭載位置や搭載角度を、用いているノズルの該補正量に基づいて補正することを特徴とする電子部品実装装置の制御方法。
- 請求項1において、電子部品下面を前記冶具基板上面に接触しない状態、及び、接触した状態のそれぞれで、電子部品の位置や角度のずれ量を測定し、該測定結果に従って使用出来るノズルを選別することを特徴とする電子部品実装装置の制御方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008215870A JP5174583B2 (ja) | 2008-08-25 | 2008-08-25 | 電子部品実装装置の制御方法 |
| CN200910171230.3A CN101662926B (zh) | 2008-08-25 | 2009-08-25 | 电子部件安装装置的控制方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008215870A JP5174583B2 (ja) | 2008-08-25 | 2008-08-25 | 電子部品実装装置の制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010050418A true JP2010050418A (ja) | 2010-03-04 |
| JP5174583B2 JP5174583B2 (ja) | 2013-04-03 |
Family
ID=41790573
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008215870A Active JP5174583B2 (ja) | 2008-08-25 | 2008-08-25 | 電子部品実装装置の制御方法 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5174583B2 (ja) |
| CN (1) | CN101662926B (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013151043A (ja) * | 2012-01-25 | 2013-08-08 | Honda Motor Co Ltd | 締付トルク管理システム |
| CN103987242A (zh) * | 2013-02-07 | 2014-08-13 | 松下电器产业株式会社 | 电子部件组装系统和载体识别方法 |
| JP2018014511A (ja) * | 2017-09-05 | 2018-01-25 | 富士機械製造株式会社 | 電子部品実装装置、基板の製造方法 |
| CN116677686A (zh) * | 2023-07-31 | 2023-09-01 | 常州铭赛机器人科技股份有限公司 | 基于机器视觉的贴片机多次拍照的贴装方法 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5873320B2 (ja) * | 2011-12-16 | 2016-03-01 | ヤマハ発動機株式会社 | 部品実装装置 |
| JP6051409B2 (ja) * | 2013-09-24 | 2016-12-27 | パナソニックIpマネジメント株式会社 | 部品実装装置 |
| US9435685B2 (en) * | 2014-10-03 | 2016-09-06 | Hanwha Techwin Co., Ltd. | Part holding head assembly for chip mounting device |
| EP3506728B1 (en) * | 2016-08-24 | 2024-05-15 | Fuji Corporation | Mounting device |
| CN116718605B (zh) * | 2017-07-11 | 2024-03-15 | 深圳宜美智科技股份有限公司 | Pcb板的校正检测系统及相应的pcb板自动检测机 |
| DE102019111580A1 (de) * | 2018-05-28 | 2019-11-28 | Besi Switzerland Ag | Verfahren zur Kalibrierung einer Vorrichtung für die Montage von Bauelementen |
| CN110996644B (zh) * | 2019-11-14 | 2020-10-16 | 深圳市旗众智能科技有限公司 | 贴片机多吸杆高度调节方法 |
| WO2022130444A1 (ja) * | 2020-12-14 | 2022-06-23 | 株式会社Fuji | 部品実装機およびクランプ制御方法 |
| CN115312442A (zh) * | 2021-05-06 | 2022-11-08 | 台湾爱司帝科技股份有限公司 | 电子组件转移装置、电子组件转移方法、以及发光二极管面板的制造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05251893A (ja) * | 1992-03-06 | 1993-09-28 | Matsushita Electric Ind Co Ltd | 電子部品装着方法 |
| JP2004031868A (ja) * | 2002-06-28 | 2004-01-29 | Toray Eng Co Ltd | 実装方法および実装装置 |
| JP2005317806A (ja) * | 2004-04-28 | 2005-11-10 | Matsushita Electric Ind Co Ltd | 装着精度測定方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005101263A (ja) * | 2003-09-25 | 2005-04-14 | Juki Corp | 電子部品実装装置 |
| JP2005252118A (ja) * | 2004-03-08 | 2005-09-15 | Juki Corp | 電子部品実装装置 |
| JP2006041260A (ja) * | 2004-07-28 | 2006-02-09 | Juki Corp | 電子部品搭載装置のノズル位置補正方法 |
| JP2006313839A (ja) * | 2005-05-09 | 2006-11-16 | Juki Corp | 部品実装装置 |
| JP4616694B2 (ja) * | 2005-05-09 | 2011-01-19 | Juki株式会社 | 部品実装装置 |
-
2008
- 2008-08-25 JP JP2008215870A patent/JP5174583B2/ja active Active
-
2009
- 2009-08-25 CN CN200910171230.3A patent/CN101662926B/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05251893A (ja) * | 1992-03-06 | 1993-09-28 | Matsushita Electric Ind Co Ltd | 電子部品装着方法 |
| JP2004031868A (ja) * | 2002-06-28 | 2004-01-29 | Toray Eng Co Ltd | 実装方法および実装装置 |
| JP2005317806A (ja) * | 2004-04-28 | 2005-11-10 | Matsushita Electric Ind Co Ltd | 装着精度測定方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013151043A (ja) * | 2012-01-25 | 2013-08-08 | Honda Motor Co Ltd | 締付トルク管理システム |
| CN103987242A (zh) * | 2013-02-07 | 2014-08-13 | 松下电器产业株式会社 | 电子部件组装系统和载体识别方法 |
| JP2018014511A (ja) * | 2017-09-05 | 2018-01-25 | 富士機械製造株式会社 | 電子部品実装装置、基板の製造方法 |
| CN116677686A (zh) * | 2023-07-31 | 2023-09-01 | 常州铭赛机器人科技股份有限公司 | 基于机器视觉的贴片机多次拍照的贴装方法 |
| CN116677686B (zh) * | 2023-07-31 | 2023-10-20 | 常州铭赛机器人科技股份有限公司 | 基于机器视觉的贴片机多次拍照的贴装方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5174583B2 (ja) | 2013-04-03 |
| CN101662926A (zh) | 2010-03-03 |
| CN101662926B (zh) | 2014-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5174583B2 (ja) | 電子部品実装装置の制御方法 | |
| JP5059518B2 (ja) | 電子部品実装方法及び装置 | |
| US20090252400A1 (en) | Method for mounting electronic component | |
| JP6640214B2 (ja) | 部品実装機の制御装置および制御方法 | |
| JP3744251B2 (ja) | 電子部品実装方法 | |
| JP6355097B2 (ja) | 実装システム、キャリブレーション方法及びプログラム | |
| JP7112341B2 (ja) | 実装装置および実装方法 | |
| JP5113406B2 (ja) | 電子部品実装装置 | |
| CN105283063B (zh) | 电子部件安装装置以及电子部件安装方法 | |
| CN119446996A (zh) | 电子部件接合装置 | |
| US20090288292A1 (en) | Surface mounting apparatus | |
| JP6271514B2 (ja) | 生産設備 | |
| US20190239400A1 (en) | Component determination device and component determination method | |
| JP2020061571A (ja) | 部品実装機の制御装置および制御方法 | |
| KR101266714B1 (ko) | 부품 장착 장치의 부품 실장 방법 및 부품 장착 장치 | |
| JPH07162200A (ja) | 電子部品の装着方法及び装置 | |
| JP6580419B2 (ja) | カメラ用の測定装置および測定方法 | |
| JP7524127B2 (ja) | 部品実装装置 | |
| KR100696211B1 (ko) | 본딩 장치 | |
| KR100672227B1 (ko) | 본딩 장치 | |
| JP5113657B2 (ja) | 表面実装方法及び装置 | |
| JP2009170586A (ja) | 電子部品認識方法及び装置 | |
| KR102920422B1 (ko) | 전자 부품 접합 장치 | |
| KR101146319B1 (ko) | 본더의 반도체 칩 공급 방법 | |
| JP5041242B2 (ja) | 電子部品装着装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110823 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120824 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120828 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121022 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121211 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121228 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5174583 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |