JP2010046679A - レーザ溶接品質検査方法及び装置 - Google Patents
レーザ溶接品質検査方法及び装置 Download PDFInfo
- Publication number
- JP2010046679A JP2010046679A JP2008211966A JP2008211966A JP2010046679A JP 2010046679 A JP2010046679 A JP 2010046679A JP 2008211966 A JP2008211966 A JP 2008211966A JP 2008211966 A JP2008211966 A JP 2008211966A JP 2010046679 A JP2010046679 A JP 2010046679A
- Authority
- JP
- Japan
- Prior art keywords
- laser
- inspection light
- laser beam
- laser welding
- inspection
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Laser Beam Processing (AREA)
Abstract
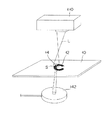
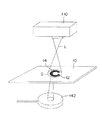
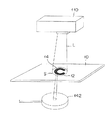
【解決手段】被溶接部材10に対するレーザ溶接の完了後において、被溶接部材10のレーザ溶接部位におけるレーザ照射面側に、検査光照射手段110から検査光を照射し、被溶接部材10を介して検査光照射手段110の逆側に配置される光感知手段142によって、検査光を検出した場合、判定手段によってレーザ溶接部位に貫通穴が存在していると判定する。
【選択図】図7
Description
12 溶接ビード、
14 貫通穴
100 溶接システム(レーザ溶接装置兼レーザ溶接品質検査装置)、
110 スキャナヘッド(レーザ照射手段兼検査光照射手段)、
112 レーザ入力部、
114 保持部、
116 位置調整機構、
118 制御ユニット、
122 レンズ/ミラー群(パワー密度調整手段)、
123 コリメートレンズ、
124 固定ミラー、
125 可動レンズ、
126 第1レンズ、
127 第2レンズ、
128 可動ミラー(ミラー部材)、
132 駆動制御系(パワー密度調整手段)、
134 第1アクチュエータ、
136 第2アクチュエータ(ミラー駆動手段)、
138 制御部(移動速度制御手段兼パワー密度調整手段)、
140 貫通穴検出装置、
142 光センサ(光感知手段)、
144 アンプ、
146 判定装置(判定手段)、
150 ロボットアーム、
152 ロボットコントローラ、
160 発振器(光源)、
162 出力調整ユニット(出力調整手段兼パワー密度調整手段)、
164 光ファイバーケーブル、
165 端部、
170 制御装置
L 検査光用レーザビーム、
S 照射スポット。
Claims (14)
- 被溶接部材に対するレーザ溶接の完了後において、前記被溶接部材のレーザ溶接部位におけるレーザ照射面側あるいは前記レーザ照射面の逆側に、検査光を照射し、
前記被溶接部材を介して前記検査光照射手段の逆側に配置される光感知手段によって、前記検査光を検出した場合、前記レーザ溶接部位に貫通穴が存在していると判定する
ことを特徴とするレーザ溶接品質検査方法。 - 前記検査光は、溶接用レーザビームを照射するレーザ照射手段から照射されるレーザビームからなり、
前記レーザ溶接部位における前記検査光用レーザビームのパワー密度を、前記溶接用レーザビームのパワー密度に比較して低減させることを特徴とする請求項1に記載のレーザ溶接品質検査方法。 - 前記検査光用レーザビームを、前記溶接用レーザビームの照射経路と一致するように、移動させることを特徴とする請求項2に記載のレーザ溶接品質検査方法。
- 前記検査光用レーザビームのパワー密度の低減は、前記レーザ照射手段の光源の発振出力を低下させることによって、実行されることを特徴とする請求項2又は請求項3に記載のレーザ溶接品質検査方法。
- 前記検査光用レーザビームのパワー密度の低減は、前記レーザ溶接部位における前記検査光用レーザビームの照射スポットの移動速度を増加させることによって、実行されることを特徴とする請求項2又は請求項3に記載のレーザ溶接品質検査方法。
- 前記検査光用レーザビームのパワー密度の低減は、前記検査光用レーザビームの焦点を前記レーザ溶接部位から離間させることによって、実行されることを特徴とする請求項2又は請求項3に記載のレーザ溶接品質検査方法。
- 前記検査光用レーザビームの照射スポットが前記レーザ溶接部位の全体を覆うように、前記検査光用レーザビームの焦点を調整することを特徴とする請求項2に記載のレーザ溶接品質検査方法。
- 被溶接部材に対するレーザ溶接の完了後において、前記被溶接部材のレーザ溶接部位におけるレーザ照射面側あるいは前記レーザ照射面の逆側に、検査光を照射するための検査光照射手段、
前記被溶接部材を介して前記検査光照射手段の逆側に配置される光感知手段、および、
前記光感知手段によって前記検査光を検出した場合、前記レーザ溶接部位に貫通穴が存在していると判定する判定手段
を有することを特徴とするレーザ溶接品質検査装置。 - 前記検査光の光源は、溶接用レーザビームを照射するレーザ照射手段の光源を兼ねていることを特徴とする請求項8に記載のレーザ溶接品質検査装置。
- 前記レーザ溶接部位における検査光のパワー密度を調整するためのパワー密度調整手段をさらに有し、
前記検査光照射手段は、前記レーザ照射手段を兼ねており、
前記検査光は、レーザビームからなり、
前記パワー密度調整手段は、前記レーザ溶接部位における前記検査光用レーザビームのパワー密度を、前記溶接用レーザビームのパワー密度に比較して低減させることを特徴とする請求項9に記載のレーザ溶接品質検査装置。 - 前記光源の発振出力を調整するための出力調整手段を有し、
前記パワー密度調整手段は、前記出力調整手段からなり、前記光源の発振出力を低下させることによって、前記検査光用レーザビームのパワー密度を低減する
ことを特徴とする請求項10に記載のレーザ溶接品質検査装置。 - 前記検査光照射手段は、
前記光源からの前記検査光用レーザビームを、前記レーザ溶接部位に向かって照射するためのミラー部材、
前記ミラー部材を回転駆動することで、前記レーザ溶接部位における前記検査光用レーザビームの照射スポットを移動させるためのミラー駆動手段、および、
前記ミラー駆動手段を制御し、前記照射スポットの移動速度を調整するための移動速度制御手段を有しており、
前記パワー密度調整手段は、前記移動速度制御手段からなり、前記レーザ溶接部位における前記照射スポットの移動速度を増加させることによって、前記検査光用レーザビームのパワー密度を低減する
ことを特徴とする請求項10に記載のレーザ溶接品質検査装置。 - 前記検査光照射手段は、前記レーザ溶接部位に向かって照射される前記検査光用レーザビームの焦点を調整するための光学系を有し、
前記パワー密度調整手段は、前記光学系からなり、前記焦点を前記レーザ溶接部位から離間させることによって、前記検査光用レーザビームのパワー密度を低減することを特徴とする請求項10に記載のレーザ溶接品質検査装置。 - 前記検査光照射手段は、前記検査光用レーザビームの照射スポットが前記レーザ溶接部位の全体を覆うように、前記検査光用レーザビームの焦点を調整するための光学系を有することを特徴とする請求項10に記載のレーザ溶接品質検査装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008211966A JP5223537B2 (ja) | 2008-08-20 | 2008-08-20 | レーザ溶接品質検査方法及び装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008211966A JP5223537B2 (ja) | 2008-08-20 | 2008-08-20 | レーザ溶接品質検査方法及び装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010046679A true JP2010046679A (ja) | 2010-03-04 |
| JP5223537B2 JP5223537B2 (ja) | 2013-06-26 |
Family
ID=42064226
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008211966A Expired - Fee Related JP5223537B2 (ja) | 2008-08-20 | 2008-08-20 | レーザ溶接品質検査方法及び装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5223537B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017122391A1 (ja) * | 2016-01-14 | 2017-07-20 | 日産自動車株式会社 | レーザー溶接部における穴検出方法、およびレーザー溶接装置 |
| CN113263260A (zh) * | 2020-02-17 | 2021-08-17 | 三星Sdi株式会社 | 用于二次电池的激光焊接方法和监测系统 |
| CN117324769A (zh) * | 2023-11-14 | 2024-01-02 | 江西瑞升科技股份有限公司 | 一种基于ccd视觉检测的自动精密激光焊接方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6391539A (ja) * | 1986-10-06 | 1988-04-22 | Ueno Hiroshi | 薄板の透孔検査装置 |
| JPH0758448A (ja) * | 1993-08-09 | 1995-03-03 | Mitsubishi Electric Corp | レーザーボンディング装置及び方法 |
| JPH0871782A (ja) * | 1994-09-09 | 1996-03-19 | Matsushita Electric Ind Co Ltd | 溶接結果判定装置 |
| JP2002137073A (ja) * | 2000-10-31 | 2002-05-14 | Laser Oyo Kogaku Kenkyusho:Kk | ダイカスト材のレーザ溶接モニタリング方法及び装置 |
-
2008
- 2008-08-20 JP JP2008211966A patent/JP5223537B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6391539A (ja) * | 1986-10-06 | 1988-04-22 | Ueno Hiroshi | 薄板の透孔検査装置 |
| JPH0758448A (ja) * | 1993-08-09 | 1995-03-03 | Mitsubishi Electric Corp | レーザーボンディング装置及び方法 |
| JPH0871782A (ja) * | 1994-09-09 | 1996-03-19 | Matsushita Electric Ind Co Ltd | 溶接結果判定装置 |
| JP2002137073A (ja) * | 2000-10-31 | 2002-05-14 | Laser Oyo Kogaku Kenkyusho:Kk | ダイカスト材のレーザ溶接モニタリング方法及び装置 |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017122391A1 (ja) * | 2016-01-14 | 2017-07-20 | 日産自動車株式会社 | レーザー溶接部における穴検出方法、およびレーザー溶接装置 |
| KR20180094124A (ko) * | 2016-01-14 | 2018-08-22 | 닛산 지도우샤 가부시키가이샤 | 레이저 용접부에 있어서의 구멍 검출 방법 및 레이저 용접 장치 |
| JPWO2017122391A1 (ja) * | 2016-01-14 | 2018-10-25 | 日産自動車株式会社 | レーザー溶接部における穴検出方法、およびレーザー溶接装置 |
| EP3404404A4 (en) * | 2016-01-14 | 2019-01-09 | Nissan Motor Co., Ltd. | METHOD FOR DETECTING A HOLE IN A LASER WELDED PART AND LASER WELDING DEVICE |
| KR101941417B1 (ko) | 2016-01-14 | 2019-01-22 | 닛산 지도우샤 가부시키가이샤 | 레이저 용접부에 있어서의 구멍 검출 방법 및 레이저 용접 장치 |
| CN113263260A (zh) * | 2020-02-17 | 2021-08-17 | 三星Sdi株式会社 | 用于二次电池的激光焊接方法和监测系统 |
| KR20210104547A (ko) * | 2020-02-17 | 2021-08-25 | 삼성에스디아이 주식회사 | 이차전지용 레이저 용접 방법 및 모니터링 방법 |
| KR102622753B1 (ko) * | 2020-02-17 | 2024-01-10 | 삼성에스디아이 주식회사 | 이차전지용 레이저 용접 방법 및 모니터링 방법 |
| US11897054B2 (en) | 2020-02-17 | 2024-02-13 | Samsung Sdi Co., Ltd. | Laser welding method and monitoring method for secondary battery |
| US12172234B2 (en) | 2020-02-17 | 2024-12-24 | Samsung Sdi Co., Ltd. | Laser welding method and monitoring method for secondary battery |
| CN117324769A (zh) * | 2023-11-14 | 2024-01-02 | 江西瑞升科技股份有限公司 | 一种基于ccd视觉检测的自动精密激光焊接方法 |
| CN117324769B (zh) * | 2023-11-14 | 2024-03-29 | 江西瑞升科技股份有限公司 | 一种基于ccd视觉检测的自动精密激光焊接方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5223537B2 (ja) | 2013-06-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5266647B2 (ja) | レーザ溶接装置およびその調整方法 | |
| JP3761657B2 (ja) | レーザ加工方法および装置 | |
| JP7696107B2 (ja) | レーザ溶接装置およびレーザ溶接方法 | |
| US20240116122A1 (en) | A method for optimising a machining time of a laser machining process, method for carrying out a laser machining process on a workpiece, and laser machining system designed for carrying out this process | |
| CN111069787B (zh) | 用于加工工件的方法和加工机 | |
| JP2001191187A (ja) | 材料加工プロセスのプロセス・パラメータを測定する方法および装置 | |
| US20210023652A1 (en) | Method for centering laser beam and laser processing machine | |
| KR101941417B1 (ko) | 레이저 용접부에 있어서의 구멍 검출 방법 및 레이저 용접 장치 | |
| JP5223537B2 (ja) | レーザ溶接品質検査方法及び装置 | |
| JP2013154365A (ja) | 溶接装置および溶接方法 | |
| JP6327172B2 (ja) | レーザー溶接システム及びレーザー溶接方法 | |
| KR100448334B1 (ko) | 레이저 용접 헤드 제어시스템과 레이저 용접 헤드 및 그제어방법 | |
| JP2008272767A (ja) | レーザ溶接装置及びレーザ溶接の品質管理方法 | |
| JP2007181840A (ja) | レーザ照射アーク溶接ヘッド | |
| JP6157245B2 (ja) | レーザ加工装置およびレーザ光軸調整方法 | |
| JP2010105015A (ja) | レーザスポット溶接装置 | |
| JP6780544B2 (ja) | レーザ溶接装置 | |
| JP2005254618A (ja) | 樹脂溶着装置 | |
| CN205798696U (zh) | 激光加工机 | |
| JP2005138126A (ja) | 溶接システム | |
| JP4923459B2 (ja) | レーザ溶接装置およびレーザ溶接システム | |
| JP2004216440A (ja) | レーザ加工機 | |
| JP7713645B2 (ja) | レーザ溶接装置及びレーザ光の照射位置ずれの補正方法 | |
| JP7568522B2 (ja) | レーザ加工装置 | |
| JP2020055009A (ja) | シーム溶接装置及びシーム溶接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110725 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121127 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130122 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130212 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130225 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160322 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |