JP2010043371A - 有孔不織布シートおよびその製造方法 - Google Patents
有孔不織布シートおよびその製造方法 Download PDFInfo
- Publication number
- JP2010043371A JP2010043371A JP2008207581A JP2008207581A JP2010043371A JP 2010043371 A JP2010043371 A JP 2010043371A JP 2008207581 A JP2008207581 A JP 2008207581A JP 2008207581 A JP2008207581 A JP 2008207581A JP 2010043371 A JP2010043371 A JP 2010043371A
- Authority
- JP
- Japan
- Prior art keywords
- nonwoven fabric
- fiber
- sheet
- holes
- fabric sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Absorbent Articles And Supports Therefor (AREA)
- Nonwoven Fabrics (AREA)
Abstract
【解決手段】熱接着性合成繊維を主成分とし、全体目付けが15〜150g/m2であり、多数の孔を有するエアレイド不織布であって、孔の個数が5,000〜60,000個/m2で、孔の総面積率が20〜70%である、有孔不織布シート。
【選択図】図1
Description
この有孔不織布は、分割により細繊度化し、ファインデニールであるので、柔らかくてしなやかであり、強度も大であり、有孔不織布なので、体液透過性が良好で、かつ低ウエットバック性であるとされている。
しかしながら、不織布を形成する際のウェブ形成はスパンボンド法なので、地合いの均一性に欠ける。また、特殊な割繊繊維を原料繊維とし、また高圧水流を使用し、繊維を割繊、および穿孔するため、高コスト化が避けられない。なお、特許文献1には、エアレイド法による不織布の製造はまったく開示されていない。
このフィルター材は、孔があるので厚み方向の通気性や通気性が良好で、かつ形態安定性もよいとされている。
しかしながら、ウェブ形成はカーディング法なので、地合いの均一性に欠け、また水流で孔を形成するので、孔の大きさや形状が不安定になりやすいという欠点を有する。加えて、高圧の水流を用いるので、高コストである。なお、特許文献2にも、エアレイド法による不織布の製造はまったく開示されていない。
この孔あき不織布は、連続生産が可能で、孔のパターンも種々可能である。
しかしながら、カレンダーロール方式なので、高密度化しやすく、嵩高さを維持することは困難である。また、フラットロールに付着した打ち抜き片を剥ぎ取る必要がある。さらに、抜き片はロスとなり、原単位が悪い。なお、特許文献3にも、エアレイド法による不織布の製造はまったく開示されていない。
ここで、上記不織布の構成成分は、熱接着性合成繊維のみからなるものが好ましい。
また、上記孔は、ほぼ球状および/または楕円状であり、球状の場合は直径、楕円状の場合は短径もしくは長径が好ましくは1〜30mmである。
次に、本発明は、上記有孔不織布シートを構成部材とした、吸収性物品に関する。
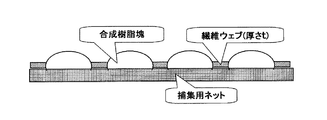
次に、本発明は、所定量の解繊された熱接着性合成繊維を主成分とする繊維を空気流に均一分散させながら搬送し、吐出部に設けた細孔から吹き出した該繊維を、下部に設置された金属またはプラスチックの繊維捕集用ネットであって、該ネット上には、積層される繊維ウェブの厚みの1.2〜5倍の高さを有する突起を局部的に設けた繊維捕集用ネット上に落とし、該ネット下部で空気をサクションしながら、上記繊維を該ネット上に堆積させ、必要に応じて、この操作を複数回繰り返す、上記有孔不織布シートの製造方法に関する。
本発明の有孔不織布シートは、熱接着性合成繊維を主成分とし、目付が15〜150g/m2のエアレイド不織布から構成されている。
ここで、「主成分とする」とは、熱接着性合成繊維が70重量%以上、好ましくは85重量%以上であることを指称し、30重量%以下程度、後記する他の繊維やパルプが含まれていてもよい。
なお、本発明の不織布シートは、熱接着性合成繊維を主成分とするものであり、該熱接着性合成繊維100重量%使いのもののほか、例えば熱接着性合成繊維+パルプ繊維、あるいは、熱接着性合成繊維+パルプ繊維+ケミカルバインダーなどからなる一層以上のエアレイド不織布から構成されていてもよい。
特に、シート強力の面から、熱接着性合成繊維のみからなることが好ましい。
本発明の不織布シートは、総目付が、15〜150g/m2、好ましくは20〜100g/m2である。15g/m2未満では、不織布強力が低下して、不織布製造工程性や商品としての取扱い性など実用上の問題を生じやすい。一方、150g/m2を超えると、シートが硬くなり、肌触りも悪化してやはり実用上の問題を生じる。
すなわち、所定量の解繊された熱接着性合成繊維を主成分とする繊維を空気流に均一分散させながら搬送し、吐出部に設けた細孔から吹き出した該繊維を、下部に設置された金属またはプラスチックの繊維捕集用ネットであって、該ネット上には、積層される繊維ウェブの厚みの1.2〜5倍の高さを有する突起を局部的に設けた繊維捕集用ネット上に落とし、該ネット下部で空気をサクションしながら、上記繊維を該ネット上に堆積させ、必要に応じて、この操作を複数回繰り返す。
例えば、第2回以降のウェブの堆積は、同様にして、上記堆積シートの上に堆積させる。
かくて、上記突起に対応した孔が形成される。
次に、この熱接着性合成繊維が充分その接着効果を発揮する温度に全体を加熱処理して、本発明の不織布を得ることができる。接着効果を十分発揮させるには、熱接着性合成繊維の接着成分の融点より5〜20℃高い温度での加熱処理が必要である。
ここで、これらのケミカルバインダー樹脂の成分としては、ポリオレフィン系、ポリ酢酸ビニル系、ポリアクリル酸エステル系、合成ゴム系、ポリウレタン系、エポキシ樹脂系、熱硬化型樹脂系などを挙げることができる。
これらのケミカルバインダー樹脂の使用量は、通常、固形分換算で、2〜20g/m2、好ましくは4〜10g/m2であり、合成繊維やパルプ繊維の結合や各層の剥離を生じない範囲で決められる。
ここで、合成樹脂塊の高さhは、捕集用ネット上に積層される繊維ウェブの厚みtの1.2〜5倍、さらに好ましくは1.3〜3.5倍とする。合成樹脂塊の高さhが積層される繊維ウェブの厚みtの1.2倍未満では、合成樹脂塊に対応する孔が形成されない場合があり、一方、5倍を超えた場合は、突起が高過ぎて安定性に欠けたものとなり、連続生産に耐えられなくなる。
合成樹脂塊の具体例は、直径(短径もしくは長径)が1〜30mm、高さが1〜10mm程度の球状、あるいは楕円状のものが挙げられる。
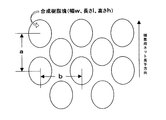
以上のように、合成樹脂塊の形成は、図2に示すような楕円状のほか、ほぼ球状であってもよい。なお、合成樹脂塊は、楕円状のものとほぼ球状のものが混在していてもよい。
また、図2に示すほぼ楕円状のサイズの具体例としては、aが3〜40mm、bが2〜30mm、幅wが1〜20mm、長さlが1.5〜30mm、高さhが1〜10mmのものが挙げられる。
エアレイドウェブの繊維間結合を付与する熱処理において、熱接着性合成繊維の接着成分の融点よりも5〜20℃高い温度を加える必要があるので、これらの合成樹脂塊を形成する樹脂は、この温度よりも高い耐熱温度のものが必要となる。耐熱温度は、140℃以上であり、好ましくは160℃以上である。
なお、合成樹脂塊などの突起の形状は、ほぼ球状や楕円状のほか、三角、四角、多角、十字、直線、曲線、格子、網目、不定形、あるいは文字や何らかのマーク、ロゴを表すものであってもよい。
さらに、例えば、この上に、1層あるいは2層の上記したような繊維ウェブを形成すれば、二層、あるいは三層の多孔繊維ウェブが得られる。
そして、図1に見られるように、合成樹脂塊の高さhは、捕集用ネット上に積層される繊維ウェブの厚さtより1.2倍以上であるので、合成樹脂塊に対応する個所には、繊維ウェブが積層されずに、この合成樹脂塊に対応する個所には、それぞれ、孔が形成される。
この加熱処理の具体例としては、熱風処理が挙げられる。例えば、この繊維間結合を形成するための熱風処理としては、熱接着性複合繊維の低融点成分(芯鞘型複合繊維の鞘成分、あるいはサイドバイサイド型複合繊維の低融点側成分)の融点以上の温度が必要である。しかしながら、低融点成分の融点よりも30℃以上高い場合、あるいは高融点成分(芯鞘型複合繊維の芯成分、あるいはサイドバイサイド型複合繊維の高融点成分)の融点以上の場合は、繊維の熱収縮が大きくなり易く、地合いの悪化を招くので好ましくない。従って、熱風処理温度は、通常、110〜200℃、好ましくは120〜180℃である。
ここで、孔の個数は、5,000〜60,000個/m2、好ましくは8,000〜50,000個/m2である。孔の個数が5,000個/m2未満の場合は、小さい孔がまばらに点在しているか、もしくは孔の大きさが極めて大きい状態を意味するかである。小さい孔がまばらの場合は、本発明の作用、効果が薄れるし、逆に孔が大き過ぎる場合は、吸収性物品に使用した場合に、液体の逆戻りの現象を生じるので、好ましくない。一方、60,000個/m2を超える場合は、孔の大きさが小さ過ぎるか、もしくは孔と孔の間隔が小さ過ぎることを意味する。孔があまりにも小さい場合は、作用、効果が薄れるばかりでなく、捕集ネット上に極めて小さい樹脂塊突起を作製することになるので、精度よく作製できなくなり、現実的でない。孔間の間隔を狭める場合は、シート強度がダウンするので実用に耐えられなくなる。
孔数は、捕集用ネット上の上記合成樹脂塊の単位面積あたりの個数によって適宜設定できる。
この孔の総面積率をこの数値範囲にするには、樹脂塊の設計を適正化すればよい。例えば、孔の総面積率は、合成樹脂塊の平面方向の大きさ、図2に示す間隔a,bの寸法、などにより、適宜設定することができる。
上記孔部のサイズは、上記合成樹脂塊(突起)のサイズを変更したり、繊維ウェブの熱処理条件を変えることにより、容易に調整することができる。
また、本発明の有孔不織布シートは、多数の孔部が存在するゾーンがシート全面の20〜70%であれば、シート全面に存在していなくてもよい。例えば、多数の孔部が存在するゾーンと、全く孔部が存在しないゾーンとがタテ、ヨコ、斜めなどの交互のストライプ状に共存してもよく、あるいは多数の孔部が存在するゾーンが円形、角形などのパターン状であってもよい。
さらに、本発明の趣旨の範囲であれば、孔部が一定形状でなくても構わなく、文字、あるいは何らかのパターンやロゴを表していても良い。
本発明のシートは、生理用品、生理ナプキン、おりものシート、紙おむつなどのほか、食品から発生する水分や血液などの液体を吸収する食品トレイのドリップ吸収体、あるいは対人、対物などに使用されるドライ状、またはウエット状のワイパーなどにも好適である。
また、本発明の有孔不織布シートは、蜂の巣状、格子状などの孔部を有し、高通気性を有する各種包装材、緩衝材などとしても用いられる。
また、本発明の有孔不織布シートは、表面積が大であるので、繊維ウェブ中に繊維状活性炭などの吸着性繊維、活性炭、シリカゲルなどの吸着性粉体などを含有させることにより、悪臭ガス、悪臭液体、湿気などの吸着性シートとしても用いられる。
実施例1(衛材用途)
図2において、a=7mm、b=10mm、w=3mm、l=5mm、h=2.2mmである形状になるよう、PET(ポリエチレンテレフタレート)製の捕集用ネットに市販の2液混合型エポキシ樹脂(コニシ(株)製、ボンド・クイック5#16123)を用いてドット状の樹脂塊を多数形成した。この上に、鞘PE(ポリエチレン)/芯PETからなる熱接着性複合繊維(帝人ファイバー(株)製、2.2dt×5mm)を12g/m2となるよう、エアレイド法でウェブを形成した。さらにこの上に、鞘PE/芯PETの熱接着性複合繊維(帝人ファイバー(株)製、1.7dt×5mm)を12g/m2となるよう、エアレイド法で形成した。次いで、この24g/m2のエアレイド2層ウェブを熱オーブン中で145℃に加熱し繊維間結合を生じさせて、有孔不織布シートを作成した。孔は28,500個/m2であり、非孔あき部で測定したシート厚さは0.4mmで、孔の総面積率は34%であった。
市販の生理用品の表面シートを剥がしてからこのシートの非ネット面が肌に接するようにして取替えて用いたところ、経血は孔あき部からすばやく吸収体に移行し、かつ逆戻りしにくいものであった。表面シートに空隙があるので肌のサラッとした感じは良好で、肌触りも良く、衛生材料として有用なシートであった。
捕集ネットとして樹脂塊のないものを用い、その他は全て実施例1と同様とし、孔のない24g/m2のエアレイド不織布シートを得た。シート厚さは0.35mmであった。
これを実施例1と同様な方法で生理用品の表面シートとして用いたところ、孔がないので経血の吸収速度がやや遅く、かつシート全面が肌に接触しているので蒸れた感触があり、快適感に欠けるものであった。
市販の生理用品の表面シートを剥がしてから、この表面シートと吸収体との間に、実施例1のシートを挟み込み、セカンドシートとして用いた。経血の初期吸収速度が悪化することもなく、実用上十分であり、しかも吸収体からの経血の逆戻りはほとんど無くなり、肌のサラッとした感じは良好で、衛生材料として有用なシートであった。
比較例1の孔なしシートを、実施例2と同様な方法でセカンドシートとして用いた。孔がないので吸収速度が遅く、肌の蒸れた感触が強くあり、快適性に欠けるものであった。
図2において、a=13mm、b=15mm、w=6mm、l=10mm、h=2.7mmなる形状となるよう、PET製の捕集用ネットに実施例1と同様にしてドット状の樹脂塊を多数形成した。この上に、鞘PE/芯PETからなる熱接着性複合繊維(帝人ファイバー(株)製、2.2dt×5mm)を50g/m2となるよう、エアレイド法でウェブを形成した。次いで、熱オーブン中で145℃に加熱し繊維間結合を生じさせて、有孔不織布シートを作成した。孔は10,250個/m2であり、非孔あき部で測定したシート厚さは0.7mmで、孔の総面積率は48%であった。
この有孔不織布シートをタテ200mm×ヨコ300mmに断裁し、市販の棒付きフローリング清掃用具に取り付け、家庭のフローリングシートとして用いた。孔を有するのでヒトや小動物の毛髪、繊維くず、塵埃などを捕獲、維持しやすく、清掃用シートとして有用であった。
実施例3と同様な形状となるよう、PET製の捕集用ネットにドット状の樹脂塊を多数形成した。
この上に、まず鞘PE/芯PETからなる熱接着性複合繊維(帝人ファイバー(株)製、2.2dt×5mm)を10g/m2、次いでこの上に、鞘PE/芯PPの熱接着性複合繊維(チッソポリプロ繊維(株)製、1.7dt×5mm)と木材パルプ(Weyerhaeuser社製、NB416)粉砕品との80/20重量%の混合物を70g/m2、さらにこの上に上記鞘PE/芯PETからなる熱接着性複合繊維(帝人ファイバー(株)製、2.2dt×5mm)を10g/m2、それぞれエアレイド法で形成した。次いで、このトータル90g/m2のエアレイド3層積層ウェブを熱オーブン中で145℃に加熱し繊維間結合を生じさせて、有孔不織布シートを作成した。孔は10,250個/m2であり、非孔あき部の厚さが1.2mmで、孔の総面積率は48%であった。
このシートを15cm×20cmに断裁したものを、発泡スチロール製のトレイに敷き、新鮮なカツオの切り身300gを収納し、全体をラップでくるんで1日室温放置した。カツオからのドリップ液はこのシートが全て保液し、トレイ底部に溜まりは無く、かつシートの接触面積が小さいので、魚肉の傷みも少なく新鮮さを保ち、食品用ドリップ吸収シートとして有用であった。
Claims (5)
- 熱接着性合成繊維を主成分とし、全体目付けが15〜150g/m2であり、多数の孔を有するエアレイド不織布であって、孔の個数が5,000〜60,000個/m2で、孔の総面積率が20〜70%である、有孔不織布シート。
- 不織布の構成成分が、熱接着性合成繊維のみからなる、請求項1記載の有孔不織布シート。
- 孔がほぼ球状および/または楕円状であり、球状の場合は直径、楕円状の場合は短径もしくは長径が1〜30mmである、請求項1または2記載の有孔不織布シート。
- 請求項1〜3いずれかに記載の有孔不織布シートを構成部材とした、吸収性物品。
- 所定量の解繊された熱接着性合成繊維を主成分とする繊維を空気流に均一分散させながら搬送し、吐出部に設けた細孔から吹き出した該繊維を、下部に設置された金属またはプラスチックの繊維捕集用ネットであって、該ネット上には、積層される繊維ウェブの厚みの1.2〜5倍の高さを有する突起を局部的に設けた繊維捕集用ネット上に落とし、該ネット下部で空気をサクションしながら、上記繊維を該ネット上に堆積させ、必要に応じて、この操作を複数回繰り返す、請求項1〜3いずれかに記載の有孔不織布シートの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008207581A JP5067808B2 (ja) | 2008-08-12 | 2008-08-12 | 有孔不織布シートおよびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008207581A JP5067808B2 (ja) | 2008-08-12 | 2008-08-12 | 有孔不織布シートおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010043371A true JP2010043371A (ja) | 2010-02-25 |
| JP5067808B2 JP5067808B2 (ja) | 2012-11-07 |
Family
ID=42014956
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008207581A Expired - Fee Related JP5067808B2 (ja) | 2008-08-12 | 2008-08-12 | 有孔不織布シートおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5067808B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014062352A (ja) * | 2008-09-19 | 2014-04-10 | Yuhan-Kimberly Ltd | 物理的または熱的変形を生じさせることなく穿孔された不織布ウェブを製造する方法及びその不織布ウェブを含む吸収性物品 |
| CN108103664A (zh) * | 2018-02-07 | 2018-06-01 | 欣龙控股(集团)股份有限公司 | 一种立体水刺非织造布及其制备方法 |
| JP2021130888A (ja) * | 2020-02-20 | 2021-09-09 | 日本製紙クレシア株式会社 | 複合型不織布 |
| CN116949673A (zh) * | 2023-06-15 | 2023-10-27 | 武汉纺织大学 | 一种增强单向导湿水刺非织造布的制造方法 |
| CN117341317A (zh) * | 2023-10-24 | 2024-01-05 | 山东希瑞新材料有限公司 | 一种弹性吸水复合材料及其制备方法和应用 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011062227A (ja) * | 2009-09-15 | 2011-03-31 | Kochi Prefecture | 吸収性物品 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004261449A (ja) * | 2003-03-03 | 2004-09-24 | Kinsei Seishi Kk | ウェットワイパー用シート |
| JP2008025085A (ja) * | 2006-06-23 | 2008-02-07 | Uni Charm Corp | 不織布及び不織布製造方法 |
-
2008
- 2008-08-12 JP JP2008207581A patent/JP5067808B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004261449A (ja) * | 2003-03-03 | 2004-09-24 | Kinsei Seishi Kk | ウェットワイパー用シート |
| JP2008025085A (ja) * | 2006-06-23 | 2008-02-07 | Uni Charm Corp | 不織布及び不織布製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014062352A (ja) * | 2008-09-19 | 2014-04-10 | Yuhan-Kimberly Ltd | 物理的または熱的変形を生じさせることなく穿孔された不織布ウェブを製造する方法及びその不織布ウェブを含む吸収性物品 |
| CN108103664A (zh) * | 2018-02-07 | 2018-06-01 | 欣龙控股(集团)股份有限公司 | 一种立体水刺非织造布及其制备方法 |
| JP2021130888A (ja) * | 2020-02-20 | 2021-09-09 | 日本製紙クレシア株式会社 | 複合型不織布 |
| JP7431612B2 (ja) | 2020-02-20 | 2024-02-15 | 日本製紙クレシア株式会社 | 複合型不織布 |
| CN116949673A (zh) * | 2023-06-15 | 2023-10-27 | 武汉纺织大学 | 一种增强单向导湿水刺非织造布的制造方法 |
| CN117341317A (zh) * | 2023-10-24 | 2024-01-05 | 山东希瑞新材料有限公司 | 一种弹性吸水复合材料及其制备方法和应用 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5067808B2 (ja) | 2012-11-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2013340407B2 (en) | Fluid-entangled laminate webs having hollow projections and a process and apparatus for making the same | |
| EP3610062B1 (en) | Hydroentangled airlaid process and industrial wipe products | |
| JP4894977B2 (ja) | 表面凹凸構造を有する不織布及びそれを用いた製品 | |
| JP5614964B2 (ja) | 積層型吸収性シート | |
| KR20090023338A (ko) | 부직포 | |
| JP6607609B2 (ja) | 極細繊維不織布 | |
| MX2007015160A (es) | Trama fibrosa con mechones. | |
| JP5067808B2 (ja) | 有孔不織布シートおよびその製造方法 | |
| WO2022202142A1 (ja) | 不織布及びその製造方法 | |
| JP5024833B2 (ja) | 立体模様を有する不織布シート | |
| JP2800841B2 (ja) | 不織布及びその製造方法並びに吸収性物品 | |
| JPS62170565A (ja) | 吸収性物品の表面材およびその製法 | |
| JP2018172803A (ja) | 立体模様を有するエアレイド不織布シート、およびその製造方法 | |
| JP6585259B1 (ja) | エアレイド不織布及びその製法 | |
| JP7131735B1 (ja) | 不織布及びその製造方法 | |
| JP2012197530A (ja) | クッション性を有する不織布シート、およびその製造方法 | |
| WO2003057965A1 (en) | Textured airlaid materials | |
| CN112088230A (zh) | 非织造布及其生产方法和设备 | |
| JP2012162823A (ja) | 凸状の立体模様を有する不織布シート | |
| HK40101793A (zh) | 吸收性复合材料 | |
| JP2021090720A (ja) | 生理用ナプキンや使い捨ておむつ等の吸液性物品 | |
| Chatterjee | NONWOVENS IN ABSORBENT MATERIALS BHUPENDER S. GUPTA | |
| CN112041495A (zh) | 用于生产非织造布的方法和适用于该方法的设备 | |
| MXPA00000181A (en) | An absorbent product having a non-woven fabric cover with a three-dimensional profile region |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110801 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120620 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120627 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120723 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120808 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120808 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150824 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5067808 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |