JP2010042997A - ガラス容器成形装置にガラスゴブを搬送するための装置及び方法 - Google Patents
ガラス容器成形装置にガラスゴブを搬送するための装置及び方法 Download PDFInfo
- Publication number
- JP2010042997A JP2010042997A JP2009265104A JP2009265104A JP2010042997A JP 2010042997 A JP2010042997 A JP 2010042997A JP 2009265104 A JP2009265104 A JP 2009265104A JP 2009265104 A JP2009265104 A JP 2009265104A JP 2010042997 A JP2010042997 A JP 2010042997A
- Authority
- JP
- Japan
- Prior art keywords
- gob
- scoop
- scooping
- elongated
- contact surface
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Classifications
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03B—MANUFACTURE, SHAPING, OR SUPPLEMENTARY PROCESSES
- C03B7/00—Distributors for the molten glass; Means for taking-off charges of molten glass; Producing the gob, e.g. controlling the gob shape, weight or delivery tact
- C03B7/14—Transferring molten glass or gobs to glass blowing or pressing machines
- C03B7/16—Transferring molten glass or gobs to glass blowing or pressing machines using deflector chutes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P40/00—Technologies relating to the processing of minerals
- Y02P40/50—Glass production, e.g. reusing waste heat during processing or shaping
- Y02P40/57—Improving the yield, e-g- reduction of reject rates
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Re-Forming, After-Treatment, Cutting And Transporting Of Glass Products (AREA)
- Jigging Conveyors (AREA)
Abstract
【解決手段】傾斜したゴブ掬い(20,40)は、昇温された成形可能なガラスゴブを、その自重によって、並列型のガラス容器成形機械の部分に搬送する。
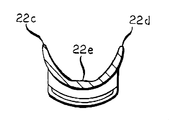
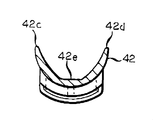
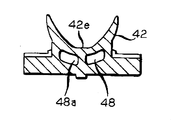
ゴブ掬い(20,40)の横断面の形態は、上向きの略V字形になっていて、屈曲した部材(22,42)は曲線状の湾曲部(22e,42e)を有していて、ここから上方向に曲線状の対向する足部(22c,22d;42c,42d)が延在している。
【選択図】図1
Description
本発明とその目的とをさらに良く理解できるように、以下に本発明の実施形態について添付図面を参照しつつ説明する。
[1]細長い揺動可能なゴブ掬いであって、溶融ガラスゴブを該装置の入口から該装置の出口へ搬送するための掬いにおいて、前記部材は、前記装置の長手軸線に対して平行に延在してなる平面において、高い位置にある入口から低い位置にある出口へと屈曲していて、前記部材の横断面の形態は、上向きのV字形と略一致する形態になっていて、対向する一対の足部はその底部端の湾曲部にて結合されており、足部の上方の自由端部は、細長い部材を通過させようとする広範囲のゴブサイズのうちの最大のゴブ幅に比べて、より大きい距離の間隔を隔てており、湾曲部の半径は、ゴブサイズのうちの最小サイズのゴブの半径に比べて、より小さい半径を有していることを特徴とする細長いゴブ掬い。
[2]装置がさらに、
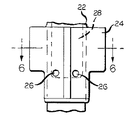
前記屈曲した部材の下方に設けられたマニホールドを備えていて、前記マニホールドは冷媒が循環する通路を有しており、前記部材の足部のゴブ接触表面を冷却する、
ことを特徴とする[1]に記載の細長いゴブ掬い。
[3]前記細長い部材の足部を貫通してなる複数の小さい開口をさらに備え、前記開口は、前記マニホールドから前記細長い部材の足部を通して、ガス冷媒を運ぶために用いられることを特徴とする[2]に記載の細長いゴブ掬い。
[4]前記揺動可能な掬いは、滑らかで被覆されていないようなゴブ接触表面を有していて、この装置がさらに、
前記ゴブ接触表面を間接的に冷却する手段を備えている、
ことを特徴とする[1]に記載の細長いゴブ掬い。
[5]前記ゴブ接触表面を間接的に冷却する前記手段は、
前記ゴブ接触表面と間接的に接触している前記掬いに通すように液体冷媒を循環させる、前記掬いの下方に設けられた手段である、
ことを特徴とする[4]に記載の細長いゴブ掬い。
[6]前記接触表面と間接的に接触するように冷媒を循環させる、前記掬いの下方に設けられた手段は、前記掬いに通すようにガス冷媒を循環させる手段であることを特徴とする[4]に記載の細長いゴブ掬い。
[7]装置がさらに、
前記ゴブ掬いに設けられた複数の開口をさらに備えていて、ガス冷媒は、前記掬いの下方にある前記手段に流入し、その後、前記掬いに流入して、前記掬いを通り過ぎるガラスゴブに直接接触して冷却する、
ことを特徴とする[6]に記載の細長いゴブ掬い。
[8]前記ゴブ接触表面は少なくとも10RMSの表面仕上げを有していることを特徴とする[4]に記載の細長いゴブ掬い。
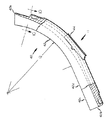
[9]前記部材の入口付近における長手軸線に沿った半径は、出口付近における長手軸線に沿った半径に比べて小さくなっていて、細長い部材における出口のすぐ内側の最後の部分は真っ直ぐになつていることを特徴とする[4]に記載の細長いゴブ掬い。
Claims (11)
- 細長い揺動可能なゴブ掬いであって、
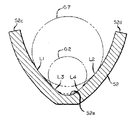
溶融ガラスゴブを該掬いの入口から該掬いの出口へ搬送するための掬いにおいて、前記掬いは、その長手軸線に対して平行に延在してなる平面において、高い位置にある入口から低い位置にある出口へと屈曲していて、前記出口及びこの出口に隣接する真っ直ぐな部分に進むにつれて徐々に大きくなる曲率半径(R)を有し、
前記掬いの横断面の形態は、上向きのV字形と略一致する形態になっていて、対向する一対の足部はその底部端の湾曲部にて結合されており、足部の上方の自由端部は、細長い掬いを通過させようとする広範囲のゴブサイズのうちの最大のゴブ幅に比べて、より大きい距離の間隔を隔てており、湾曲部の半径は、ゴブサイズのうちの最小サイズのゴブの半径に比べて、より小さい半径を有していることを特徴とする細長いゴブ掬い。 - さらに、屈曲した前記掬いの下方に設けられたマニホールドを備えていて、前記マニホールドは冷媒が循環する通路を有しており、前記掬いの足部のゴブ接触表面を冷却する、
ことを特徴とする請求項1に記載の細長いゴブ掬い。 - 前記掬いの足部を貫通してなる複数の小さい開口をさらに備え、前記開口は、前記マニホールドから前記掬いの足部を通して、ガス冷媒を運ぶために用いられることを特徴とする請求項2に記載の細長いゴブ掬い。
- 前記揺動可能な掬いは、滑らかで被覆されていないようなゴブ接触表面を有していて、この掬いがさらに、
前記ゴブ接触表面を間接的に冷却する手段を備えている、
ことを特徴とする請求項1に記載の細長いゴブ掬い。 - 前記ゴブ接触表面を間接的に冷却する前記手段は、
前記ゴブ接触表面と間接的に接触している前記掬いに通すように液体冷媒を循環させる、前記掬いの下方に設けられた手段である、
ことを特徴とする請求項4に記載の細長いゴブ掬い。 - 前記接触表面と間接的に接触するように冷媒を循環させる、前記掬いの下方に設けられた手段は、前記掬いに通すようにガス冷媒を循環させる手段であることを特徴とする請求項5に記載の細長いゴブ掬い。
- 前記ゴブ掬いに設けられた複数の開口をさらに備えていて、ガス冷媒は、前記掬いの下方にある前記手段に流入し、その後、前記掬いに流入して、前記掬いを通り過ぎるガラスゴブに直接接触して冷却する、
ことを特徴とする請求項6に記載の細長いゴブ掬い。 - 前記ゴブ接触表面は少なくとも10RMSの表面仕上げを有していることを特徴とする請求項4に記載の細長いゴブ掬い。
- 前記掬いの入口付近における長手軸線に沿った半径は、出口付近における長手軸線に沿った半径に比べて小さくなっていて、細長い掬いにおける出口のすぐ内側の最後の部分は真っ直ぐになつていることを特徴とする請求項4に記載の細長いゴブ掬い。
- さらに、1つ又は複数のさらなる掬いと、溶融ガラスを前記細長いコブ掬い及び前記1つ又は複数のさらなる掬いに配送するガラスコブの供給源と、を含み、前記細長いコブ掬い、及び、前記1つ又は複数のさらなる掬いのそれぞれのマニホルドは、掬い毎の温度を均等化し、前記細長いコブ掬い及び前記1つ又は複数のさらなる掬いの出口にゴブが到着する時間を均一にする請求項2に記載の細長いコブ掬い。
- さらに、1つ又は複数のさらなる掬いと、溶融ガラスを前記細長いコブ掬い及び前記1つ又は複数のさらなる掬いに配送するガラスコブの供給源と、を含み、前記細長いコブ掬い、及び、前記1つ又は複数のさらなる掬いを冷却する手段は、掬い毎の温度を均等化し、前記細長いコブ掬い及び前記1つ又は複数のさらなる掬いの出口にゴブが到着する時間を均一にする請求項8に記載の細長いコブ掬い。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/942899 | 2001-08-30 | ||
| US09/942,899 US6776011B2 (en) | 2000-08-21 | 2001-08-30 | Apparatus for conveying gobs of glass to a glass container forming machine |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002254451A Division JP4447825B2 (ja) | 2001-08-30 | 2002-08-30 | ガラス容器成形装置にガラスゴブを搬送するための装置及び方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010042997A true JP2010042997A (ja) | 2010-02-25 |
| JP5094820B2 JP5094820B2 (ja) | 2012-12-12 |
Family
ID=25478790
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002254451A Expired - Fee Related JP4447825B2 (ja) | 2001-08-30 | 2002-08-30 | ガラス容器成形装置にガラスゴブを搬送するための装置及び方法 |
| JP2009265104A Expired - Fee Related JP5094820B2 (ja) | 2001-08-30 | 2009-11-20 | ガラス容器成形装置にガラスゴブを搬送するための装置及び方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002254451A Expired - Fee Related JP4447825B2 (ja) | 2001-08-30 | 2002-08-30 | ガラス容器成形装置にガラスゴブを搬送するための装置及び方法 |
Country Status (20)
| Country | Link |
|---|---|
| US (1) | US6776011B2 (ja) |
| EP (1) | EP1288168B1 (ja) |
| JP (2) | JP4447825B2 (ja) |
| CN (1) | CN1243675C (ja) |
| AR (1) | AR036367A1 (ja) |
| AT (1) | ATE314320T1 (ja) |
| AU (1) | AU2002300772B2 (ja) |
| BR (1) | BR0203435B1 (ja) |
| CA (1) | CA2399845C (ja) |
| CO (1) | CO5400111A1 (ja) |
| DE (1) | DE60208277T2 (ja) |
| DK (1) | DK1288168T3 (ja) |
| EE (1) | EE04875B1 (ja) |
| ES (1) | ES2254571T3 (ja) |
| HU (1) | HU230178B1 (ja) |
| MX (1) | MXPA02008455A (ja) |
| PE (1) | PE20030529A1 (ja) |
| PL (1) | PL200253B1 (ja) |
| RU (1) | RU2296722C2 (ja) |
| ZA (1) | ZA200206950B (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2862960A1 (fr) * | 2003-11-27 | 2005-06-03 | Jacques Mathey | Forme de goulottes utilisees pour le transport des paraisons destinees a la fabrication des flacons en verre |
| US8621008B2 (en) | 2007-04-26 | 2013-12-31 | Mcafee, Inc. | System, method and computer program product for performing an action based on an aspect of an electronic mail message thread |
| US8199965B1 (en) | 2007-08-17 | 2012-06-12 | Mcafee, Inc. | System, method, and computer program product for preventing image-related data loss |
| US20130276061A1 (en) | 2007-09-05 | 2013-10-17 | Gopi Krishna Chebiyyam | System, method, and computer program product for preventing access to data with respect to a data access attempt associated with a remote data sharing session |
| US8893285B2 (en) | 2008-03-14 | 2014-11-18 | Mcafee, Inc. | Securing data using integrated host-based data loss agent with encryption detection |
| US9077684B1 (en) | 2008-08-06 | 2015-07-07 | Mcafee, Inc. | System, method, and computer program product for determining whether an electronic mail message is compliant with an etiquette policy |
| US20110197635A1 (en) * | 2010-02-12 | 2011-08-18 | Mcdermott Braden A | Optimized Scoop for Improved Gob Shape |
| US9333697B2 (en) * | 2012-04-24 | 2016-05-10 | Nissei Asb Machine Co., Ltd. | Preform supplying apparatus |
| US11912608B2 (en) | 2019-10-01 | 2024-02-27 | Owens-Brockway Glass Container Inc. | Glass manufacturing |
| WO2021076644A1 (en) | 2019-10-15 | 2021-04-22 | Emhart Glass S.A. | Trough to thermally balance loaded gob temp |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5145114A (en) * | 1974-10-16 | 1976-04-17 | Nippon Electric Glass Co | Garasuseikeiki niokeru gobushuuto |
| JPS58160232U (ja) * | 1982-04-15 | 1983-10-25 | 東洋ガラス株式会社 | スク−プ |
| JPS63236718A (ja) * | 1987-03-25 | 1988-10-03 | Nabeya:Kk | ガラス成形用デリバリ |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1638593A (en) | 1924-08-19 | 1927-08-09 | Hartford Empire Co | Method of and apparatus for conveying plastic glass |
| US1959328A (en) | 1931-03-10 | 1934-05-22 | Bartholomew Tracy | Method for conveying molten slag |
| US3198616A (en) | 1960-12-09 | 1965-08-03 | Owens Illinois Glass Co | Apparatus for conveying molten glass charges |
| US3340038A (en) | 1964-09-21 | 1967-09-05 | Owens Illinois Inc | Gob chute with fluid flow means |
| US3650723A (en) | 1969-03-12 | 1972-03-21 | Corning Glass Works | Glass gob delivery |
| US3721544A (en) * | 1971-11-17 | 1973-03-20 | Emhart Corp | Molten glass gob distribution system |
| US4529431A (en) | 1983-10-28 | 1985-07-16 | Owens-Illinois, Inc. | Multiple gob delivery and reject mechanism |
| US4718933A (en) | 1986-10-08 | 1988-01-12 | Emhart Industries, Inc. | Internally cooled gob chute |
| US4772306A (en) | 1987-10-13 | 1988-09-20 | Owens-Illinois Glass Container Inc. | Molten glass gob delivery system |
| IT1236745B (it) | 1989-12-15 | 1993-03-31 | Boscato & Dalla Fontana | Perfezionamenti al distributore di gocce di vetro fuso nelle macchine formatrici di oggetti in vetro cavo. |
| DE4116593C1 (ja) | 1991-05-22 | 1993-01-07 | Fa. Hermann Heye, 3063 Obernkirchen, De | |
| GB9206830D0 (en) | 1992-03-28 | 1992-05-13 | Emhart Glass Mach Invest | Trough system |
| JP2549972B2 (ja) | 1992-10-06 | 1996-10-30 | 東洋ガラス株式会社 | 製びん機のゴブ分配装置 |
| GB9325781D0 (en) | 1993-12-16 | 1994-02-16 | Emhart Glass Mach Invest | Trough assembly |
| DE19501762C2 (de) | 1995-01-21 | 1997-04-30 | Gps Glasprod Serv Gmbh | Rinnenanordnung zur Überführung eines Glastropfens von einem Tropfenverteiler zu einer Vorform einer Glasmaschine |
| DE29508465U1 (de) | 1995-05-26 | 1995-07-27 | Fa. Hermann Heye, 31683 Obernkirchen | Rinneneinrichtung für eine I.S.-Glasformmaschine |
| DE19643108C2 (de) | 1996-10-21 | 2000-01-13 | Haver & Boecker | Rinnensystem für eine Reihenmaschine zur Herstellung von Hohlglaskörpern |
| US6494061B1 (en) * | 2000-08-21 | 2002-12-17 | Owens-Brockway Glass Container Inc. | Apparatus and method for conveying gobs of glass to a glass container forming machine |
-
2001
- 2001-08-30 US US09/942,899 patent/US6776011B2/en not_active Expired - Lifetime
-
2002
- 2002-08-22 AU AU2002300772A patent/AU2002300772B2/en not_active Ceased
- 2002-08-22 CO CO02073699A patent/CO5400111A1/es active IP Right Grant
- 2002-08-22 HU HU0202778A patent/HU230178B1/hu not_active IP Right Cessation
- 2002-08-23 EP EP02018812A patent/EP1288168B1/en not_active Expired - Lifetime
- 2002-08-23 DK DK02018812T patent/DK1288168T3/da active
- 2002-08-23 DE DE60208277T patent/DE60208277T2/de not_active Expired - Lifetime
- 2002-08-23 ES ES02018812T patent/ES2254571T3/es not_active Expired - Lifetime
- 2002-08-23 AT AT02018812T patent/ATE314320T1/de active
- 2002-08-27 PL PL355733A patent/PL200253B1/pl unknown
- 2002-08-27 EE EEP200200478A patent/EE04875B1/xx not_active IP Right Cessation
- 2002-08-27 CA CA002399845A patent/CA2399845C/en not_active Expired - Fee Related
- 2002-08-27 AR ARP020103219A patent/AR036367A1/es active IP Right Grant
- 2002-08-28 PE PE2002000826A patent/PE20030529A1/es active IP Right Grant
- 2002-08-29 MX MXPA02008455A patent/MXPA02008455A/es active IP Right Grant
- 2002-08-29 RU RU2002123287/12A patent/RU2296722C2/ru not_active IP Right Cessation
- 2002-08-29 CN CNB021443815A patent/CN1243675C/zh not_active Expired - Fee Related
- 2002-08-29 BR BRPI0203435-2A patent/BR0203435B1/pt not_active IP Right Cessation
- 2002-08-29 ZA ZA200206950A patent/ZA200206950B/xx unknown
- 2002-08-30 JP JP2002254451A patent/JP4447825B2/ja not_active Expired - Fee Related
-
2009
- 2009-11-20 JP JP2009265104A patent/JP5094820B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5145114A (en) * | 1974-10-16 | 1976-04-17 | Nippon Electric Glass Co | Garasuseikeiki niokeru gobushuuto |
| JPS58160232U (ja) * | 1982-04-15 | 1983-10-25 | 東洋ガラス株式会社 | スク−プ |
| JPS63236718A (ja) * | 1987-03-25 | 1988-10-03 | Nabeya:Kk | ガラス成形用デリバリ |
Also Published As
| Publication number | Publication date |
|---|---|
| HU0202778D0 (ja) | 2002-10-28 |
| CA2399845C (en) | 2008-03-11 |
| CN1243675C (zh) | 2006-03-01 |
| ATE314320T1 (de) | 2006-01-15 |
| DE60208277D1 (de) | 2006-02-02 |
| EE200200478A (et) | 2003-04-15 |
| ZA200206950B (en) | 2003-04-30 |
| PL355733A1 (en) | 2003-03-10 |
| AR036367A1 (es) | 2004-09-01 |
| CO5400111A1 (es) | 2004-05-31 |
| AU2002300772B2 (en) | 2008-02-14 |
| HU230178B1 (hu) | 2015-09-28 |
| BR0203435A (pt) | 2004-05-25 |
| CN1406888A (zh) | 2003-04-02 |
| DE60208277T2 (de) | 2006-08-17 |
| MXPA02008455A (es) | 2004-08-12 |
| DK1288168T3 (da) | 2006-04-10 |
| HUP0202778A2 (hu) | 2003-04-28 |
| BR0203435B1 (pt) | 2011-12-27 |
| CA2399845A1 (en) | 2003-02-28 |
| RU2296722C2 (ru) | 2007-04-10 |
| ES2254571T3 (es) | 2006-06-16 |
| HUP0202778A3 (en) | 2012-09-28 |
| PE20030529A1 (es) | 2003-06-18 |
| EE04875B1 (et) | 2007-08-15 |
| JP4447825B2 (ja) | 2010-04-07 |
| US20020046575A1 (en) | 2002-04-25 |
| US6776011B2 (en) | 2004-08-17 |
| PL200253B1 (pl) | 2008-12-31 |
| JP2003104732A (ja) | 2003-04-09 |
| EP1288168B1 (en) | 2005-12-28 |
| JP5094820B2 (ja) | 2012-12-12 |
| EP1288168A1 (en) | 2003-03-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5094820B2 (ja) | ガラス容器成形装置にガラスゴブを搬送するための装置及び方法 | |
| CN108350519A (zh) | 在热处理期间用来支撑铸件的系统 | |
| US5961680A (en) | Internally cooled glass gob deflector | |
| JP3939515B2 (ja) | ガラスゴブをガラス容器成形装置に搬送するための装置及び方法 | |
| JPH059037A (ja) | ガラス板の曲げ成形方法およびその装置 | |
| EP0511272A1 (en) | Cooling device for glass container forming machine | |
| KR920703459A (ko) | 롤러 반송된 유리판을 냉각하는 장치 | |
| US20210107821A1 (en) | Trough to thermally balance loaded gob temp | |
| US6038888A (en) | Apparatus for delivering glass gobs in a glass forming machines | |
| JP2022515339A (ja) | リボンを搬送するための搬送装置及び方法 | |
| IE970475A1 (en) | Method and installation for manufacturing glass objects,¹especially bottles | |
| JP4220084B2 (ja) | 低温コンベア装置 | |
| FR2862960A1 (fr) | Forme de goulottes utilisees pour le transport des paraisons destinees a la fabrication des flacons en verre | |
| JP2001133116A (ja) | 低温コンベア装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20091120 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110422 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110427 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20110726 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20110729 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110823 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120524 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120823 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120913 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120918 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5094820 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150928 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |