JP2010023459A - ノズル不良検査方法 - Google Patents
ノズル不良検査方法 Download PDFInfo
- Publication number
- JP2010023459A JP2010023459A JP2008191042A JP2008191042A JP2010023459A JP 2010023459 A JP2010023459 A JP 2010023459A JP 2008191042 A JP2008191042 A JP 2008191042A JP 2008191042 A JP2008191042 A JP 2008191042A JP 2010023459 A JP2010023459 A JP 2010023459A
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- recording
- ink
- test pattern
- area
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Landscapes
- Ink Jet (AREA)
Abstract
【解決手段】テストパターンにおけるベタ記録エリア31aに発生した白抜けラインより異常ノズルを見出し、異常ノズルがあった場合に、ドット群エリア31bによるドットの有無からインク不吐出又はインク飛行曲がりを判別する。この不良判断により、テストパターンを記録する記録媒体が非コート紙であっても、インクの滲みによる誤判断を防止して異常ノズルを検出するノズル不良検査方法である。
【選択図】 図1
Description
そこで本発明は、記録媒体の種別にかかわらず、記録ヘッドのノズルにおける吐出状態を正しく判断することができるテストパターンを用いたノズル不良検査方法を提供することを目的とする。
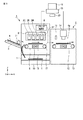
図1は、本実施形態に係るノズル不良検査装置と、画像記録装置の構成例を示した概略図である。以下に説明する各実施形態において、記録媒体の搬送方向を副走査方向(X方向)とし、この搬送方向に直交する方向を主走査方向(Y方向)と定義する。X,Y方向と直交する上下方向(又は、鉛直方向)をZ方向とする。ここでは、各色の記録ヘッドをそれぞれ副走査方向に並べ、各色を主走査方向に媒体幅以上の長さのラインヘッド型のインクジェットプリンタを一例としている。
この制御系は、主として、画像処理及び判断部15と、表示部16と、検査装置本体10内の記録媒体検知センサ13及び撮像部14と、プリンタ1内のプリンタ制御部8と、表示部16と、入力部20と、により構成される。
検査装置制御部21は、CPU等の処理演算回路で構成される。ユーザによる入力部20の操作により、検査装置制御部21にノズル不良検査の実行が指示される。入力部20は、キーボードやタッチパネル等により構成され、ユーザの操作による指示を入力する。
濃度データ変換部24は、画像データ記憶部23から読み出されたテストパターン画像を濃度データとして変換すると共に、テストパターン画像のベタ記録エリア31aの濃度データを各ノズルラインの濃度データに分割する。各ノズルラインの濃度データは、ノズルラインを形成する各ノズルの濃度特性(濃度データ)に置き換える。
比較演算部28は、各ノズルのフィルタ処理を施された濃度データを任意に設定された所定の濃度閾値と比較する。ここで、濃度データが閾値に達していない低い(薄い)濃度である場合には、その濃度データをもたらしたノズルを異常ノズルと判断する。一方、濃度データが閾値よりも高い(濃い)濃度である場合には、そのノズルを正常ノズルと判断する。これらの判断を全ノズルの濃度データに対して行う。この判断においては、閾値に対して比較するものであり、閾値よりも高い濃度であれば、良と判断された濃度データ間における濃度差は問題とはしない。
記録媒体4は、記録媒体供給部5から取り出されて、搬送機構6に受け渡される。この受け渡しの際に、記録媒体4の向きを補正し、斜行搬送されることを防止する。搬送機構6では、ファン17による負圧により、記録媒体4を吸着した状態で搬送して、記録ヘッド3のノズル面の前方を通過させる。この通過の際に、プリンタ制御部8から送信された画像データに基づき、各ノズルより各色のインクを吐出して、記録媒体4に画像が記録される。尚、ノズル検査を行う場合には、後述するテストパターンが画像記録される。
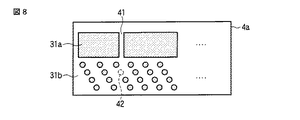
テストパターン31は、2つのエリアから成り、記録媒体の先端側(搬送方向)に、記録ヘッド3の全ノズルからインクを吐出したベタ記録エリア31aを形成し、続いて、互いに離間するドット群エリア31bを形成する。
まず、ノズル不良検査を実施する前に、検査初期設定を行う。表示部16に検査初期設定画面を表示させて、入力部20を操作して、ノズル不良検査の結果、「異常ノズル有」と判断された際に引き続き、メンテナンス処理、ここではクリーニング動作によるノズル回復処置を行うか否かを選択する(ステップS1)。この選択において、クリーニング処理を実施することを選択した場合には(YES)、ノズル不良の種別により、そのクリーニング回数の上限を設定する(ステップS2)。即ち、ノズル不良が「インク不吐出」と「インク飛行曲がり」のそれぞれの場合におけるクリーニング回数の上限値を設定する。この上限設定は、設定回数を超えてクリーニング動作を実行しても、ノズル回復処置だけではノズル不良が回復できないと判断するための閾値(回数)である。この上限に達するとクリーニング動作を終了する。
まず、画像データ記憶部23から濃度データ変換部24に画像データとして、テストパターン画像を読み出し、濃度データに変換する(ステップS31)。
この比較において、閾値aよりも濃度が高い(濃い)場合には(YES)、そのノズルラインを形成した対象ノズルを正常と判断する。正常と判断された場合には、全てのノズルラインに亘って比較したかどうかを判断し(ステップS36)、検査したノズルラインNLがノズルライン総数の300に達していなければ(NO)、次のノズルラインを指定し(ステップS37)、同様に閾値aとの比較を行う。
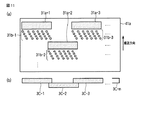
この第1の変形例によるテストパターンは、副走査方向において、ベタ記録エリア31aとドット群エリア31bの組が複数段となるように配置した例である。
図11(a)に示すテストパターンは、主走査方向に沿って、ベタ記録エリア31a-1とドット群エリア31b-1の組が二列で、副走査方向に交互に前後して配置されている。これらのエリアの組で、前後で隣接する組どうしは、端部が互いに重なるように配置されている。このテストパターンは、図11(b)に示すように記録ヘッドに好適する。
図13A,13Bに示すフローチャートを参照して、第2の実施形態におけるノズル不良検査について説明する。尚、本実施形態のノズル不良検査装置及び、画像記録装置は、図1,2に示した第1の実施形態の構成例と同等であるため説明を省略し、ここでは検査方法について説明する。
本実施形態は、テストパターンを複数個又は複数の記録媒体に亘って記録し、これらを繰り返し検査して、ノズル不良検査の検査精度を上げる検査方法である。
画像処理及び判断部15は、取り込んだ画像データ(テストパターン画像)に対して、前述した図6により説明したサブルーチンによるノズル不良検査を実施する(ステップS60)。
(1)インクを液滴状に吐出する記録ヘッドのノズルからインクを吐出させ、用紙にテストパターンを記録するステップと、記録された前記テストパターンを光学的に読取るステップと、読取った前記テストパターンに基づき、記録ヘッドにおける前記ノズルの異常を検査するステップと、を有するノズル不良検査方法において、
前記テストパターンは、ベタ記録エリアと、ドットが互いに離間するドット群エリアと、から構成され、前記読取りステップで前記ベタ記録エリアを読取ると共に、前記ドット群エリアを読取り、前記検査ステップでベタ記録エリアを構成する全ノズルラインについて、そのノズルライン毎の濃度を算出し、全ノズルラインに亘って、ノズルラインの濃度と予め定めた所定濃度とを比較して、ノズルの異常の有無を判断し且つ、異常と判断されたノズルに対応する前記ドット群エリアにおけるドットの有無を確認することで、前記ノズルの異常がインク不吐出又はノズルから吐出されたインクの飛行曲がりかを判断することを特徴とするノズル不良検査方法。
前記テストパターンは、ベタ記録エリアと、互いに離間するドット群エリアと、から構成され、前記読取りステップで前記ベタ記録エリアを読取ると共に、前記ドット群エリアを読取り、前記検査ステップでベタ記録エリアを構成する全ノズルラインについて、そのノズルライン毎の濃度を算出し、全ノズルラインに亘って、ノズルラインの濃度と予め定めた所定濃度とを比較して、ノズルの異常の有無を判断し且つ、ドット群エリアのドットの個数を計数し、計数したドット個数と前記ドット群エリアのドットを形成するために駆動させたノズル個数とを比較することで、ノズルからのインク不吐出かノズルから吐出されたインクの飛行曲がりかを判断することを特徴とするノズル不良検査方法。
検査結果で判断された異常ノズルに対応する前記ドット群エリアのドットが無かった場合は、インク不吐出と判定し、前記異常ノズルと判断されたノズルに対応するドット群エリアのドットがあった場合は、ノズルのインクの飛行曲がりと判定する(1)に記載のノズル不良検査方法。
前記テストパターン上のドット群エリアの個数がドットを形成するために駆動させたノズル個数より少ない場合は、ノズルのインク不吐出と判定し、テストパターン上のドット群エリアの個数がドットを形成するために駆動させたノズル個数と同じ場合はノズルのインクの飛行曲がりと判定する(2)に記載のノズル不良検査方法。
テストパターンを光学的に撮像するカメラ、画像処理手段、検査を行う検査手段、検査結果の出力手段、該結果に基づき、所定の記録ヘッド回復処置を実施するメンテナンス処理部を備える記録ヘッドのノズル不良検査装置。
(7)ノズル不良の検査方法であって、検査精度を上げるためにテストパターンを複数枚記録し、複数枚にわたってノズル不良の検査を実施する検査であって、記録予定枚数を全て記録する前に、ノズル不良が見出された場合には、記録予定枚数を全て記録する前に前記テストパターンの記録を停止する(1)から(6)に記載のノズル検査方法。
Claims (9)
- インクを吐出する記録ヘッドの全ノズルを用いて、同時に全ノズルからインクを吐出して記録するベタ記録エリアと、隣接するノズルを所定の時間間隔をあけて順次駆動させてインクを吐出して記録するドット群エリアと、で構成されるテストパターンを記録媒体に記録する記録ステップと、
前記記録ステップによって記録された前記テストパターンを光学的に読み取る読み取りステップと、
前記読取りステップで読取ったベタ記録エリアの画像情報に基づき、該ベタ記録エリアを構成する前記ノズルのドットライン毎の濃度を、全ドットラインに亘って、それぞれ算出し、算出したドットライン毎の濃度を予め定めた基準濃度と比較して、インク吐出ヘッドの全ノズルの中からインク吐出が異常な異常ノズルの有無を判断する第1の検査ステップと、
前記ドット群エリアによる画像情報に基づき、該ドット群エリアを構成する前記記録ヘッドの各ノズルに対応する各ドットの着弾予定エリアを設定し、当該着弾予定エリア毎の濃度を、全着弾予定エリアに亘ってそれぞれ算出し、それらの算出した着弾予定エリア毎の濃度を予め定めた基準濃度と比較して、前記記録ヘッドにおける不吐出ノズル又は、飛行曲がりノズルの有無を判断する第2の検査ステップと、
を有することを特徴とするノズル不良検査方法。 - 前記第2のステップは、前記第1の検査ステップにおいて、前記異常ノズルが有ったと判断された場合に実行することを特徴とする請求項1に記載のノズル不良検査方法。
- 前記第2の検査ステップは、算出した着弾予定エリアの濃度が前記基準濃度未満の場合には、インク不吐出ノズルが有ると判断し、算出した着弾予定エリアの濃度が基準濃度以上の場合には、飛行曲がりノズルが有ると判断することを特徴とする請求項2に記載のノズル不良検査方法。
- 第2の検査ステップは、基準濃度以上の濃度を有するドットの個数を計数し、計数したドット個数と予め定めた基準個数を比較して、前記記録ヘッドにおけるインク不吐出ノズル又は、インク飛行曲がりノズルの有無を判断することを特徴とする請求項2に記載のノズル不良検査方法。
- 第2の検査ステップは、計数したドット個数が基準個数よりも少ない場合には、不吐出ノズルが有ると判断し、計数したドット個数が基準個数以上の場合には、飛行曲がりノズルが有ると判断することを特徴とする請求項4に記載のノズル不良検査方法。
- 前記記録ステップは、ドットライン方向に沿ってテストパターンを複数組記録することを特徴とする請求項2に記載のノズル不良検査方法。
- 前記記録ステップにおいて、複数の記録ヘッドにより画像を記録する場合に、該記録ヘッド毎に記録媒体上の離間する位置に、それぞれに前記テストパターンを記録することを特徴とする請求項2に記載のノズルの不良検査方法。
- 前記記録ステップは、前記テストパターンを記録する前に、1ドットラインのみ白スジとなるように、1ノズルのみ非駆動とするベタ記録パターンを、複数の諧調毎に複数個を記録媒体に記録すると共に、複数個のベタ記録パターンの中から、1ドットラインの白スジが視認されるベタ記録パターンの諧調を用いて、前記テストパターンを記録することを特徴とする請求項2に記載のノズル不良検査方法。
- 前記読取りステップは、
ベタ記録エリアを読取る第1の読取りステップと、
ドット群エリアを読取る第2の読取りステップと、を含み、前記第1の検査ステップは、該第1のステップ終了後に実行し、
前記第2の読取りステップは、前記第1の検査ステップで吐出異常ノズルが有ったと判断された場合のみに実行し、
第2の検査ステップは、第2の読取りステップ終了後に実行することを特徴とする請求項1に記載のノズル不良検査方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008191042A JP5227686B2 (ja) | 2008-07-24 | 2008-07-24 | ノズル不良検査方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008191042A JP5227686B2 (ja) | 2008-07-24 | 2008-07-24 | ノズル不良検査方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010023459A true JP2010023459A (ja) | 2010-02-04 |
| JP5227686B2 JP5227686B2 (ja) | 2013-07-03 |
Family
ID=41729734
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008191042A Active JP5227686B2 (ja) | 2008-07-24 | 2008-07-24 | ノズル不良検査方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5227686B2 (ja) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012000904A (ja) * | 2010-06-18 | 2012-01-05 | Seiko Epson Corp | 液滴吐出装置及び液滴吐出ヘッドの検査方法 |
| EP2484532A2 (en) | 2010-12-13 | 2012-08-08 | Ricoh Company, Ltd. | Image Forming Apparatus and Computer Program Product |
| US8915563B2 (en) | 2011-04-19 | 2014-12-23 | Seiko Epson Corporation | Liquid droplet ejecting apparatus and liquid droplet ejecting method |
| JP2015074108A (ja) * | 2013-10-07 | 2015-04-20 | 富士ゼロックス株式会社 | 画像形成装置 |
| JP2015223793A (ja) * | 2014-05-29 | 2015-12-14 | 理想科学工業株式会社 | インクジェット印刷装置 |
| JP2015223723A (ja) * | 2014-05-26 | 2015-12-14 | 富士フイルム株式会社 | インクジェット記録装置及びイジェクタの異常検出方法 |
| JP2016087895A (ja) * | 2014-10-31 | 2016-05-23 | 株式会社リコー | 画像形成装置、画像形成方法、及びプログラム |
| US9370930B2 (en) | 2014-06-30 | 2016-06-21 | Ricoh Company, Ltd. | Nozzle testing device and image forming apparatus |
| JP2016187931A (ja) * | 2015-03-30 | 2016-11-04 | 富士フイルム株式会社 | 吐出異常検出方法、液体吐出装置、及び吐出異常検出プログラム |
| WO2018168191A1 (ja) * | 2017-03-16 | 2018-09-20 | コニカミノルタ株式会社 | 画像検出装置及びインクジェット記録装置 |
| CN117341364A (zh) * | 2023-11-03 | 2024-01-05 | 广州市森扬电子科技有限公司 | 一种打印过程检测喷嘴断针的方法、设备及存储介质 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US12459264B2 (en) | 2023-03-03 | 2025-11-04 | Ricoh Company, Ltd. | Printhead maintenance for recommending printhead replacement |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005246650A (ja) * | 2004-03-01 | 2005-09-15 | Sony Corp | 印刷装置、情報処理装置、印刷制御方法、プログラム、テストパターンデータ及び記録媒体 |
-
2008
- 2008-07-24 JP JP2008191042A patent/JP5227686B2/ja active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005246650A (ja) * | 2004-03-01 | 2005-09-15 | Sony Corp | 印刷装置、情報処理装置、印刷制御方法、プログラム、テストパターンデータ及び記録媒体 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012000904A (ja) * | 2010-06-18 | 2012-01-05 | Seiko Epson Corp | 液滴吐出装置及び液滴吐出ヘッドの検査方法 |
| EP2484532A2 (en) | 2010-12-13 | 2012-08-08 | Ricoh Company, Ltd. | Image Forming Apparatus and Computer Program Product |
| US8915563B2 (en) | 2011-04-19 | 2014-12-23 | Seiko Epson Corporation | Liquid droplet ejecting apparatus and liquid droplet ejecting method |
| JP2015074108A (ja) * | 2013-10-07 | 2015-04-20 | 富士ゼロックス株式会社 | 画像形成装置 |
| JP2015223723A (ja) * | 2014-05-26 | 2015-12-14 | 富士フイルム株式会社 | インクジェット記録装置及びイジェクタの異常検出方法 |
| JP2015223793A (ja) * | 2014-05-29 | 2015-12-14 | 理想科学工業株式会社 | インクジェット印刷装置 |
| US9370930B2 (en) | 2014-06-30 | 2016-06-21 | Ricoh Company, Ltd. | Nozzle testing device and image forming apparatus |
| JP2016087895A (ja) * | 2014-10-31 | 2016-05-23 | 株式会社リコー | 画像形成装置、画像形成方法、及びプログラム |
| JP2016187931A (ja) * | 2015-03-30 | 2016-11-04 | 富士フイルム株式会社 | 吐出異常検出方法、液体吐出装置、及び吐出異常検出プログラム |
| WO2018168191A1 (ja) * | 2017-03-16 | 2018-09-20 | コニカミノルタ株式会社 | 画像検出装置及びインクジェット記録装置 |
| CN110418717A (zh) * | 2017-03-16 | 2019-11-05 | 柯尼卡美能达株式会社 | 图像检测装置及喷墨记录装置 |
| JPWO2018168191A1 (ja) * | 2017-03-16 | 2020-01-16 | コニカミノルタ株式会社 | 画像検出装置及びインクジェット記録装置 |
| CN117341364A (zh) * | 2023-11-03 | 2024-01-05 | 广州市森扬电子科技有限公司 | 一种打印过程检测喷嘴断针的方法、设备及存储介质 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5227686B2 (ja) | 2013-07-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5227686B2 (ja) | ノズル不良検査方法 | |
| JP5584733B2 (ja) | 記録装置及び印刷物の排出方法 | |
| JP4684801B2 (ja) | 印刷装置、ノズル異常検査方法、およびプログラム | |
| JP5328965B2 (ja) | 記録装置およびその吐出状態の推定方法 | |
| JP6472058B2 (ja) | 画像形成装置及び画像補正方法 | |
| JP5473435B2 (ja) | 記録装置の制御方法 | |
| JP6572151B2 (ja) | インクジェットプリンター | |
| USRE41609E1 (en) | Liquid ejection inspecting method, liquid ejection inspector, and image forming apparatus | |
| JP5943710B2 (ja) | 記録装置およびテストパターンの記録方法 | |
| US20050030327A1 (en) | Image recording apparatus and method for determining defective image-recording elements | |
| CN109311317B (zh) | 信息处理装置及方法、喷墨记录装置和图像记录方法 | |
| JP2015003515A (ja) | 画像処理方法及び画像処理装置 | |
| JP2020093399A (ja) | インクジェット印刷装置および印字不良検出方法 | |
| JP5190202B2 (ja) | 画像記録装置及びその方法並びに品質判定プログラム | |
| JP2010006000A (ja) | 画像出力装置及び画像検査方法 | |
| JP5303503B2 (ja) | 画像検査装置および印刷装置、並びに、画像検査方法 | |
| JP3820506B2 (ja) | 画像記録装置 | |
| JP2000094655A (ja) | インクジェットノズルの不良検知方法及び装置 | |
| JP2006181842A (ja) | 記録装置及び記録素子の不良検出方法 | |
| JP2011051225A (ja) | 画像記録装置の記録不良検査方法 | |
| JP5380191B2 (ja) | インク吐出不良検査方法及びその装置 | |
| JP2011121293A (ja) | 印刷装置、および、不良ノズル検査方法 | |
| JP2006240148A (ja) | インクジェット記録装置 | |
| JP6151595B2 (ja) | インクジェット印刷装置及びその段差ずれ補正方法 | |
| JP7099540B2 (ja) | 検反装置およびそれを備えたインクジェット捺染装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20110225 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20110616 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110705 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20111201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121009 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121010 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121203 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130219 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130318 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5227686 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160322 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |