JP2010023459A - Nozzle defect examination method - Google Patents
Nozzle defect examination method Download PDFInfo
- Publication number
- JP2010023459A JP2010023459A JP2008191042A JP2008191042A JP2010023459A JP 2010023459 A JP2010023459 A JP 2010023459A JP 2008191042 A JP2008191042 A JP 2008191042A JP 2008191042 A JP2008191042 A JP 2008191042A JP 2010023459 A JP2010023459 A JP 2010023459A
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- recording
- ink
- test pattern
- area
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000034 method Methods 0.000 title claims abstract description 86
- 230000007547 defect Effects 0.000 title claims abstract description 81
- 238000012360 testing method Methods 0.000 claims abstract description 147
- 238000007689 inspection Methods 0.000 claims abstract description 143
- 239000007787 solid Substances 0.000 claims abstract description 44
- 230000002159 abnormal effect Effects 0.000 claims abstract description 36
- 230000002950 deficient Effects 0.000 abstract description 8
- 238000005452 bending Methods 0.000 abstract description 4
- 239000011800 void material Substances 0.000 abstract 1
- 239000000976 ink Substances 0.000 description 107
- 230000008569 process Effects 0.000 description 55
- 238000004140 cleaning Methods 0.000 description 44
- 238000003384 imaging method Methods 0.000 description 22
- 238000012545 processing Methods 0.000 description 20
- 238000001514 detection method Methods 0.000 description 19
- 230000007723 transport mechanism Effects 0.000 description 18
- 238000010586 diagram Methods 0.000 description 12
- 230000032258 transport Effects 0.000 description 11
- 230000000740 bleeding effect Effects 0.000 description 10
- 238000013500 data storage Methods 0.000 description 9
- 238000012423 maintenance Methods 0.000 description 9
- 230000004048 modification Effects 0.000 description 9
- 238000012986 modification Methods 0.000 description 9
- 238000006243 chemical reaction Methods 0.000 description 8
- 230000005856 abnormality Effects 0.000 description 7
- 238000011084 recovery Methods 0.000 description 6
- 239000003086 colorant Substances 0.000 description 5
- 230000004044 response Effects 0.000 description 4
- 238000004364 calculation method Methods 0.000 description 3
- 238000007599 discharging Methods 0.000 description 3
- 241000519995 Stachys sylvatica Species 0.000 description 2
- 230000007246 mechanism Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
- 238000011144 upstream manufacturing Methods 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
Images











Landscapes
- Ink Jet (AREA)
Abstract
Description
本発明は、画像記録装置に搭載され、インクを吐出して画像記録を行う記録ヘッドにおけるノズルの不良を検出するノズル不良検査方法に関する。 The present invention relates to a nozzle defect inspection method for detecting a nozzle defect in a recording head mounted on an image recording apparatus and performing image recording by discharging ink.
一般に、インクジェットプリンタとして知られる画像記録装置には、微小なインク滴を吐出する多数のノズルが配置された記録ヘッドを搭載している。これらのノズルは微小な径の吐出口からインクを吐出するため、ノズル面に付着したインクの塊や紙粉等の異物により、ノズルが完全に目詰まりされた不吐出やノズルの一部が塞がれた吐出飛行曲がりが発生する。このため、ノズル不良を検出した場合には、メンテナンス処理によるクリーニングを実施している。このノズル不良は、実際に記録媒体に記録した画像から白スジ等により見出される場合が多い。 In general, an image recording apparatus known as an ink jet printer is equipped with a recording head in which a large number of nozzles for discharging minute ink droplets are arranged. Since these nozzles eject ink from a small-diameter ejection port, the nozzles are completely clogged by foreign matter such as lump of ink or paper dust adhering to the nozzle surface, or part of the nozzles are blocked. Discharged flight flight bending occurs. For this reason, when a nozzle failure is detected, cleaning by a maintenance process is performed. This nozzle failure is often found by white stripes or the like from an image actually recorded on a recording medium.
ノズル不良を発見するためには、例えば特許文献1においては、テストパターンを用いた技術が開示されている。この特許文献1には、記録媒体にドットパターン(テストパターン)からなる画像を記録して、その画像をスキャナで読取り、ドットの間隔が正規なドット間隔であるか否かを判断している。この判断において、互いに隣接するドットの間隔が正規のドット間隔に対して、ずれが生じている場合は、飛行曲がりが発生しているものと判断される。一方、読取ったドット径が正規のドットの径よりも小さい又はドット自体が無い場合には、ノズルに目詰まりが発生していると判断される。これらのノズル不良に対して、不良形態に見合ったメンテナンス処理を実施することが開示されている。
In order to find a nozzle defect, for example,
また、特許文献2には、ドットパターン(テストパターン)を用紙に記録して、電子画像として撮像し、画像処理を行い、隣接するドットの間隔や面積を測定することにより、各ノズルからの吐出不良を判断する技術が開示されている。さらに、特許文献3には、ドットの濃度を受光素子により読取り、その濃度が所定値に達しないドットに対応するノズル(記録画素)を異常ノズルと特定する方法が開示されている。
前述した特許文献1乃至3に記載されるようなテストパターンを記録する記録媒体としては、光沢紙等のインクジェット記録層を有する所謂、コート紙を用いることにより、微少な差を見出して十分な効果を発揮することができる。
As a recording medium for recording a test pattern as described in
しかし、ユーザは、コストや使い勝手の面から通常の画像記録に使用する記録媒体は、普通紙や再生紙等の非コート紙を用いている。非コート紙は、着弾したインクが滲みやすく、また滲み度合いにもバラツキが発生する。 However, the user uses uncoated paper such as plain paper or recycled paper as a recording medium used for normal image recording from the viewpoint of cost and usability. Uncoated paper tends to spread the landed ink, and the degree of bleeding also varies.
非コート紙に対して、互いに所定間隔で離間する微細なドット群からなるテストパターンを記録した場合、記録ヘッドのノズルが正常であるにもかかわらず、ドット径の大きさにバラツキが出たり、インクの溶み方によって、形成されたドットの位置ずれ、形状の変形、又はドットの濃度差が生じる場合がある。 When a test pattern consisting of fine dot groups separated from each other at a predetermined interval is recorded on uncoated paper, the size of the dot diameter varies even though the nozzles of the recording head are normal, Depending on how the ink melts, there may be a positional deviation of the formed dots, a deformation of the shape, or a density difference of the dots.
このようなテストパターンを用いて判断を行うと、正常であるにも拘わらず、インクの飛行曲がりやインクの不吐出があるという間違った判断が行われる虞がある。その結果、無駄に記録ヘッドのメンテナンスや調整を実行することとなる。 If the determination is made using such a test pattern, there is a possibility that an erroneous determination is made that there is an ink flight curve or ink non-ejection, although it is normal. As a result, the maintenance and adjustment of the recording head are performed wastefully.
つまり、特許文献1乃至3に開示されている技術では、専用に別途コート紙を準備しない場合には、良不良判断において、用紙自体に問題があるのか、実際にノズルに問題があるのかを正しく判断することが難しい。従って、効果的にインクの飛行曲がりやインクの不吐出を検出することができなくなる。
そこで本発明は、記録媒体の種別にかかわらず、記録ヘッドのノズルにおける吐出状態を正しく判断することができるテストパターンを用いたノズル不良検査方法を提供することを目的とする。
In other words, in the technologies disclosed in
Accordingly, an object of the present invention is to provide a nozzle defect inspection method using a test pattern that can correctly determine the ejection state of the nozzles of a recording head regardless of the type of the recording medium.
上記目的を達成するために、本発明の従う実施形態は、インクを吐出する記録ヘッドの全ノズルを用いて、同時に全ノズルからインクを吐出して記録するベタ記録エリアと、隣接するノズルを所定の時間間隔をあけて順次駆動させてインクを吐出して記録するドット群エリアと、で構成されるテストパターンを記録媒体に記録する記録ステップと、前記記録ステップによって記録された前記テストパターンを光学的に読取る読取りステップと、前記読取りステップで読取ったベタ記録エリアの画像情報に基づき、該ベタ記録エリアを構成する前記ノズルのドットライン毎の濃度を、全ドットラインに亘って、それぞれ算出し、算出したドットライン毎の濃度を予め定めた基準濃度と比較して、インク吐出ヘッドの全ノズルの中からインク吐出が異常な異常ノズルの有無を判断する第1の検査ステップと、前記ドット群エリアによる画像情報に基づき、該ドット群エリアを構成する前記記録ヘッドの各ノズルに対応する各ドットの着弾予定エリアを設定し、当該着弾予定エリア毎の濃度を、全着弾予定エリアに亘ってそれぞれ算出し、それらの算出した着弾予定エリア毎の濃度を予め定めた基準濃度と比較して、前記記録ヘッドにおける不吐出ノズル又は、飛行曲がりノズルの有無を判断する第2の検査ステップと、を有するノズル不良検査方法を提供する。 In order to achieve the above object, according to an embodiment of the present invention, all the nozzles of a recording head that ejects ink are used, and a solid recording area for ejecting and recording ink from all the nozzles at the same time, and an adjacent nozzle are predetermined. A dot group area that is sequentially driven at intervals of time to eject and record ink, a recording step for recording a test pattern on a recording medium, and the test pattern recorded by the recording step is optically recorded The density of each nozzle dot line constituting the solid recording area is calculated over all the dot lines based on the image reading of the solid recording area read in the reading step and the solid recording area read in the reading step, Compare the calculated density for each dot line with a predetermined reference density, and eject ink from all nozzles of the ink ejection head. Based on the first inspection step for determining the presence or absence of an abnormal nozzle and the image information of the dot group area, the planned landing area of each dot corresponding to each nozzle of the recording head constituting the dot group area is set. Then, the density for each planned landing area is calculated over the total planned landing area, and the calculated density for each planned landing area is compared with a predetermined reference density, so that the non-ejection nozzles in the recording head Or the 2nd test | inspection step which judges the presence or absence of a flight curve nozzle is provided.
本発明によれば、記録媒体の種別にかかわらず、記録ヘッドのノズルにおける吐出状態を正しく判断することができるテストパターンを用いたノズル不良検査方法を提供することができる。 According to the present invention, it is possible to provide a nozzle defect inspection method using a test pattern that can correctly determine the ejection state of the nozzles of the recording head regardless of the type of the recording medium.
以下、図面を参照して本発明の実施形態について詳細に説明する。
図1は、本実施形態に係るノズル不良検査装置と、画像記録装置の構成例を示した概略図である。以下に説明する各実施形態において、記録媒体の搬送方向を副走査方向(X方向)とし、この搬送方向に直交する方向を主走査方向(Y方向)と定義する。X,Y方向と直交する上下方向(又は、鉛直方向)をZ方向とする。ここでは、各色の記録ヘッドをそれぞれ副走査方向に並べ、各色を主走査方向に媒体幅以上の長さのラインヘッド型のインクジェットプリンタを一例としている。
Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings.
FIG. 1 is a schematic diagram illustrating a configuration example of a nozzle defect inspection apparatus and an image recording apparatus according to the present embodiment. In each embodiment described below, a conveyance direction of a recording medium is defined as a sub-scanning direction (X direction), and a direction orthogonal to the conveyance direction is defined as a main scanning direction (Y direction). The vertical direction (or vertical direction) orthogonal to the X and Y directions is taken as the Z direction. Here, an example is a line head type ink jet printer in which the recording heads of each color are arranged in the sub-scanning direction and each color is longer than the medium width in the main scanning direction.
図1は、画像形成装置であるインクジェットプリンタ(以下、プリンタと称する)1と、プリンタ1に搭載されている、インクを吐出する記録ヘッド3のノズル不良を検出する検査装置2を示している。本実施形態は、プリンタ1と検査装置2が別体となる構成例である。
FIG. 1 shows an inkjet printer (hereinafter referred to as a printer) 1 that is an image forming apparatus and an
プリンタ1は、複数の記録媒体4を収納し1枚ずつ順次、供給する記録媒体供給部5と、記録媒体4を搬送する搬送機構6と、記録媒体4にインクを微小な液滴として吐出して画像を形成する記録ヘッド(液滴吐出ヘッド)3と、複数の記録媒体4を収納する記録媒体カセット7と、画像記録を含め装置全体を制御するプリンタ制御部8と、で構成される。
The
検査装置2は、テストパターンが記録されたテスト記録媒体4aを搬送する搬送機構12と、搬送機構12の搬入側に設けられた記録媒体検知センサ13と、テスト記録媒体4aのテストパターンを撮像する撮像部14と、撮像部14により撮像されたテストパターン画像信号の処理及びノズルに対する良不良判断を行う画像処理及び判断部15と、画像処理されたテストパターン画像を表示する表示部16とで構成される。ここでは、画像処理及び判断部15と表示部16は、パーソナルコンピュータで代用することができ、検査装置本体10とは別体となっている。
The
記録ヘッド3は、記録媒体4と対向するノズル面を有している。ノズル面には、インクを吐出する300個のノズルが列状に開口されたノズル列が設けられている。本実施形態では、搬送方向の上流側から少なくとも4色のインクを吐出する4つの記録ヘッド3C(シアン色),3K(ブラック色),3M(マゼンタ色),3Y(イエロー色)を有し、記録媒体4に単一色画像又はカラー画像を記録する。尚、本実施形態では、ライン型の記録ヘッドを例として記載しているが、これに限定されるものではなく、記録媒体1上を主走査方向に反復移動するシリアル型の記録ヘッドであっても同様に適用できる。
The
本実施形態では、2系統の記録媒体供給系を備えており、共に搬送機構12に記録媒体4を受け渡している。記録媒体供給部5は、装置外部に取り付けられたトレイ(又は、カセット)に複数の記録媒体4を収納し、ピックアップローラ11により、1枚ずつ順次取り出して、搬送機構6に供給する。他方は、装置内部に設けられた記録媒体カセット7は、複数の記録媒体4を収納し、1枚ずつ順次取り出されて、搬送機構6に供給する。
In the present embodiment, two recording medium supply systems are provided, and both transfer the
搬送機構6は、例えば、少なくとも2つ以上のプーリ17と、これらのプーリ17にテンションを掛けた状態で捲回する搬送ベルト18とにより構成される。プーリ17の少なくとも一方には、図示しないモータ等の駆動源が接続され、プーリ17を回転させることにより、搬送ベルト18を回転させる。この搬送ベルト18は、多数の小孔(図示せず)が設けられ、記録ヘッド3の全てのノズル面と平行(又は、同じ間隔)で対向するように構成される。この搬送ベルト18の内側には、ファン19が設けられており、記録媒体4をファン19による負圧で搬送ベルト18上に吸着しつつ搬送して、記録ヘッド3のノズル面の前方を通過させる。尚、検査装置2の搬送機構12の基本的な構成は、プリンタ1の搬送機構6と同じ構成である。本実施形態においては、検査装置2は、プリンタ1とは別体として構成される。
The
検査装置2は、画像処理及び判断部15と、表示部16と、検査装置本体10と、表示部16と、入力部20と、により構成される。検査装置本体10内には、記録媒体検知センサ13及び撮像部14が設けられている。
The
図2には、検査装置2の制御系のブロック構成を示し説明する。
この制御系は、主として、画像処理及び判断部15と、表示部16と、検査装置本体10内の記録媒体検知センサ13及び撮像部14と、プリンタ1内のプリンタ制御部8と、表示部16と、入力部20と、により構成される。
In FIG. 2, the block configuration of the control system of the
The control system mainly includes an image processing and
画像処理及び判断部15は、検査装置制御部21と、テストパターン記憶部22と、画像データ記憶部23と、濃度データ変換部24、濃度データ変換部25、フィルタ部26と、計数部27と、比較演算部28と、比較演算部29と、で構成される。
The image processing and
この画像処理及び判断部15は、撮像部14により撮像されたテストパターン画像信号を画像データに処理し、テストパターンの対象部分の濃度を算出したり、予め設けられた基準と比較することにより、その基準外のノズルを異常ノズル(インク吐出が不良なノズル)として特定する。
The image processing and
以下、各構成部位の構成及び動作について詳細に説明する。
検査装置制御部21は、CPU等の処理演算回路で構成される。ユーザによる入力部20の操作により、検査装置制御部21にノズル不良検査の実行が指示される。入力部20は、キーボードやタッチパネル等により構成され、ユーザの操作による指示を入力する。
Hereinafter, the configuration and operation of each component will be described in detail.
The inspection
検査装置制御部21は、この指示に基づいて、テストパターン記憶部22に予め記憶された複数のテストパターンの中から1つ(又は1組)が選択され、プリンタ制御部8に送出される。プリンタ制御部8は、前述したように、記録媒体4を供給搬送して、記録媒体4にテストパターンを画像記録する。テストパターンが記録された記録媒体4aは、検査装置2に搬入される。尚、テストパターンが記録された記録媒体4aと記録媒体4は、同一の媒体(非コート紙)であり、単に説明上で区別するために符号を4aとしている。
Based on this instruction, the inspection
記録媒体検知センサ13は、記録媒体4aの先端を検知すると、検査装置制御部21にその検知信号を送出する。この記録媒体検知センサ13は、例えば、記録媒体4による遮光を検出する赤外線センサなど非接触センサである。この記録媒体検知センサ13は、記録媒体4を検出すると、検査装置制御部21に検知信号を送出する。記録媒体検知センサ13は、他にも、記録媒体4との接触片を有する機械的スイッチ等を用いることもできる。
When the recording
撮像部14は、CCD又はCMOS等の個体撮像素子からなるラインセンサと、例えば固定焦点の撮像光学系を備える。撮像部14は、検査装置制御部21からの読取り開始指示により、記録媒体4aに記録されたテストパターンの撮像(画像読み取り)を開始し、テストパターン選択時に設定された撮像時間まで画像読取りを行う。
The
表示部16は、液晶ディスプレイ等からなる表示装置であり、撮像されたテストパターン、良不良の判断結果を表示する。
The
テストパターン記憶部22は、複数のテストパターンが読取り時間と関係づけて予め記憶されている。検査装置制御部21の命令により、選択されたテストパターンをプリンタ制御部8に送信する。読取り時間は、テストパターンの先端から終端までのエリアが完全に撮像できるように、読取り速度(記録媒体の搬送速度)が考慮された時間設定である。このテストパターン及び読取り時間は、ノズル検査を実施するその都度、設定される。
The test
画像データ記憶部23は、撮像部14に撮像されたテストパターン画像(画像データ)を一旦記憶する。
濃度データ変換部24は、画像データ記憶部23から読み出されたテストパターン画像を濃度データとして変換すると共に、テストパターン画像のベタ記録エリア31aの濃度データを各ノズルラインの濃度データに分割する。各ノズルラインの濃度データは、ノズルラインを形成する各ノズルの濃度特性(濃度データ)に置き換える。
The image
The density
濃度データ変換部25は、画像データ記憶部23から読み出されたテストパターン画像を濃度データとして変換すると共に、テストパターン画像のドット群エリア31bについて、ノズルエリア毎の濃度データに分割する。ノズルエリアは、ドット毎に設定される、ドット及びその周辺を含むエリアである。そして、ドットが含まれたノズルエリア毎の濃度データから一番高い(濃い)値を算出する。 フィルタ部26は、濃度データ変換部24によって置き換えられた濃度データにフィルタ処理を施して、異常ノズルの検出を容易にする。
比較演算部28は、各ノズルのフィルタ処理を施された濃度データを任意に設定された所定の濃度閾値と比較する。ここで、濃度データが閾値に達していない低い(薄い)濃度である場合には、その濃度データをもたらしたノズルを異常ノズルと判断する。一方、濃度データが閾値よりも高い(濃い)濃度である場合には、そのノズルを正常ノズルと判断する。これらの判断を全ノズルの濃度データに対して行う。この判断においては、閾値に対して比較するものであり、閾値よりも高い濃度であれば、良と判断された濃度データ間における濃度差は問題とはしない。
The density
The
計数部27は、比較演算部24で異常ノズル有りと判断された場合に、濃度データ変換部25より送られてくるテストパターンのノズルエリア毎の濃度データから、異常ノズルと判断されたノズル部分のドットデータの有無を確認する。各ノズルエリアの一番高い濃度値が、設定した値より大きい場合は「ドットデータ有り」、設定した値より小さい場合は「ドットデータ無し」と判断する。
When the
比較演算部29は、計数部27によって確認されたドットデータの有無に基づき、異常ノズルと判断されたノズルのドットデータが無かった場合は、「インク不吐出」、ドットデータがあった場合は「インク飛行曲がり」と判断する。
Based on the presence or absence of the dot data confirmed by the
このように構成された画像記録装置における記録動作について説明する。
記録媒体4は、記録媒体供給部5から取り出されて、搬送機構6に受け渡される。この受け渡しの際に、記録媒体4の向きを補正し、斜行搬送されることを防止する。搬送機構6では、ファン17による負圧により、記録媒体4を吸着した状態で搬送して、記録ヘッド3のノズル面の前方を通過させる。この通過の際に、プリンタ制御部8から送信された画像データに基づき、各ノズルより各色のインクを吐出して、記録媒体4に画像が記録される。尚、ノズル検査を行う場合には、後述するテストパターンが画像記録される。
A recording operation in the image recording apparatus configured as described above will be described.
The
次に、検査装置2は、プリンタ1とは別体として構成され、検査時にプリンタの排出口からテストパターンが記録された記録媒体4aを受け取るように連結される。
Next, the
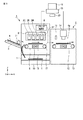
図3は、本実施形態で用いているテストパターンの構成を示している。図4は、テストパターンと記録媒体の搬送方向の関係を概念的に示している。
テストパターン31は、2つのエリアから成り、記録媒体の先端側(搬送方向)に、記録ヘッド3の全ノズルからインクを吐出したベタ記録エリア31aを形成し、続いて、互いに離間するドット群エリア31bを形成する。
FIG. 3 shows the configuration of the test pattern used in this embodiment. FIG. 4 conceptually shows the relationship between the test pattern and the conveyance direction of the recording medium.
The
ベタ記録エリア31aは、記録ヘッド3の全ノズルから副走査方向にノズル列の長さに相当する幅で記録が行われている。また、ドット群エリア31bは、ドットが重なりを持たないように記録するものであり、一定の間隔をあけた複数のノズルにより一段のドット列を記録し、引き続き、1ずつ隣のノズルに移動して次の後段にドット列を記録する。図3においては、全ノズルを4つのノズルのグループ(群)に分割して、まず、1,5,9,12,…,番目のノズルから同時にインクを1ドットとなるようにインク滴を吐出する。次に、2,6,10,13,…,番目のノズルからインクを吐出する。上記のように、多数のノズルを複数の群に分割して時間をずらしてインクを吐出することを時分割インク吐出と称する。このドット列の記録を全ノズルに対して行う。このようなテストパターンが記録されて記録媒体4aは、図4に示すように、先にベタ記録エリア31aを撮像部14により撮像(読み取り)し、引き続き、ドット群エリア31bを撮像(読み取る)する。撮像されたテストパターンの画像信号は、画像データ記憶部23に格納される。
In the
次に図5に示すフローチャートを参照して、ノズル検査装置によるノズルの不良検査について説明する。
まず、ノズル不良検査を実施する前に、検査初期設定を行う。表示部16に検査初期設定画面を表示させて、入力部20を操作して、ノズル不良検査の結果、「異常ノズル有」と判断された際に引き続き、メンテナンス処理、ここではクリーニング動作によるノズル回復処置を行うか否かを選択する(ステップS1)。この選択において、クリーニング処理を実施することを選択した場合には(YES)、ノズル不良の種別により、そのクリーニング回数の上限を設定する(ステップS2)。即ち、ノズル不良が「インク不吐出」と「インク飛行曲がり」のそれぞれの場合におけるクリーニング回数の上限値を設定する。この上限設定は、設定回数を超えてクリーニング動作を実行しても、ノズル回復処置だけではノズル不良が回復できないと判断するための閾値(回数)である。この上限に達するとクリーニング動作を終了する。
Next, the nozzle defect inspection by the nozzle inspection apparatus will be described with reference to the flowchart shown in FIG.
First, the inspection initial setting is performed before the nozzle defect inspection is performed. The inspection initial setting screen is displayed on the
ユーザは、検査初期設定を確認の後、画像処理及び判断部15を通じて、プリンタ制御部8にノズル検査の指示を出す。この検査の指示により、テストパターン記憶部22からテストパターンデータを読み出して、プリンタ制御部8へ送信する(ステップS3)。
After confirming the inspection initial setting, the user issues a nozzle inspection instruction to the
プリンタ制御部8は、記録媒体供給部5から記録媒体4を取り出して搬送機構6により搬送し、記録媒体4に前述したテストパターンを画像記録する(ステップS4)。
The
テストパターンが記録されたテスト用記録媒体4aは、搬送機構6から検査装置2の搬送機構12に受け渡される(ステップS5)。この受け渡し時には、プリンタの記録ヘッド3により記録される速度即ち、テスト用記録媒体4aの搬送速度と、検査装置2の搬送機構12の搬送速度は同じ速度であることが望ましい。テスト用記録媒体4aは搬送機構12により搬送され、記録媒体検知センサ13が記録媒体4aの先端部を検知して、検知信号(読み取り開始信号)を検査装置制御部21に送出する(ステップS6)。検査装置制御部21は、その検知信号を受け取り、撮像部14にテストパターンの読取り開始を命令し(ステップS7)、併せて、テストパターンの読取り時間(読取り終了時間)の指示も行う。
The
撮像部14は、検査装置制御部21からの読取り開始指示により、記録媒体4aに記録されたテストパターンの撮像(画像読み取り)を開始する。まず、ベタ記録エリア31aを撮像し、続いて、ドット群エリア31bを撮像する(ステップS8)。撮像されたテストパターン画像信号は、画像データ記憶部23に入力される。
The
画像処理及び判断部15は、取り込んだ画像データ(テストパターン画像)に対して、後述するサブルーチンによるノズル不良検査を実施する(ステップS9)。
The image processing and
次に、ノズル不良検査による検査結果において、ノズル不良の有無を判断する(ステップS10)。この判断でノズル不良が無ければ(NO)、その結果を表示部16に表示して(ステップS11)、ルーチンを終了する。ここでは、ノズルが正常である旨を表示する。一方、ノズル不良があった場合には(YES)、初期設定においてメンテナンス処理を実施するように設定されているか否かを判断する(ステップS12)。この判断で、クリーニング処理の実施が設定されていなければ(NO)、ステップS11に移行して、検査結果を表示部16に表示する。ここでは、ノズル不良が有る旨を表示する。
Next, it is determined whether or not there is a nozzle defect in the inspection result of the nozzle defect inspection (step S10). If there is no nozzle failure in this determination (NO), the result is displayed on the display unit 16 (step S11), and the routine is terminated. Here, the fact that the nozzle is normal is displayed. On the other hand, if there is a nozzle failure (YES), it is determined whether or not the initial setting is set to perform the maintenance process (step S12). If it is determined that the execution of the cleaning process is not set (NO), the process proceeds to step S11 and the inspection result is displayed on the
次に、ステップS12において、クリーニング処理を実施するように設定されている場合(YES)、ノズル不良の検査結果が「インク不吐出」と「インク飛行曲がり」のいずれであるかを判断する。(ステップS13)。この判断で、「インク不吐出」であれば、これまで実施したクリーニング回数が、ステップS2で設定した上限設定回数を超えたか否かを判断する(ステップS14)。ここで、インク不吐出における上限設定回数に満たなければ(NO)、クリーニング処理を実施し(ステップS15)、その回数を1つカウントアップした後(ステップS16)、クリーニング終了を表示する(ステップS17)。その表示後に、ステップS3に戻り、再度、テストパターンを記録媒体に記録して、再度、ノズル不良の検査を実施する。 Next, in step S12, when it is set to perform the cleaning process (YES), it is determined whether the inspection result of the nozzle failure is “ink non-ejection” or “ink flying curve”. (Step S13). If “no ink ejection” is determined in this determination, it is determined whether or not the number of cleanings performed so far exceeds the upper limit set number set in step S2 (step S14). Here, if the upper limit number of ink ejection failure is not reached (NO), a cleaning process is performed (step S15), the count is incremented by 1 (step S16), and the cleaning end is displayed (step S17). ). After the display, the process returns to step S3, the test pattern is recorded again on the recording medium, and the nozzle defect is inspected again.
また、ノズル不良が「インク飛行曲がり」であれば、これまで実施したクリーニング回数が設定回数を超えたか否かを判断する(ステップS18)。また、ここで、インク飛行曲がりにおける設定回数に満たなければ(NO)、クリーニング処理を実施し(ステップS19)、その回数を1つカウントアップした後(ステップS20)、クリーニング終了を表示する。その表示後に、ステップS3に戻り、再度、ノズル不良の検査を実施する。 If the nozzle failure is “ink flying curve”, it is determined whether or not the number of cleanings performed so far exceeds the set number (step S18). If the set number of ink flight bends is not reached (NO), the cleaning process is performed (step S19), the number is incremented by one (step S20), and the end of cleaning is displayed. After the display, the process returns to step S3, and a nozzle defect inspection is performed again.
また、ステップS14,18において、共に、クリーニング処理がそれぞれの設定回数に達したならば(YES)、クリーニング処理によるノズル回復処置だけではノズル不良が回復できないと判断して、ステップS11において、ノズル不良を回復できなかったことを表示して終了する。 If the cleaning process has reached the set number of times in both steps S14 and S18 (YES), it is determined that the nozzle defect cannot be recovered only by the nozzle recovery process by the cleaning process. In step S11, the nozzle defect is determined. Display that it was not possible to recover and exit.
次に、図6に示すフローチャートを参照して、図5のステップS9におけるノズル不良検査の第1のサブルーチンについて説明する。
まず、画像データ記憶部23から濃度データ変換部24に画像データとして、テストパターン画像を読み出し、濃度データに変換する(ステップS31)。
Next, the first subroutine for nozzle defect inspection in step S9 in FIG. 5 will be described with reference to the flowchart shown in FIG.
First, a test pattern image is read out as image data from the image
次に、変換された濃度データにフィルタ処理を施す(ステップS32)。これは濃度データから異常ノズルを検出しやすくするように、本実施例形態では、ハイパスフィルタを用いて、低周波数領域を排除する。 Next, filter processing is performed on the converted density data (step S32). In this embodiment, a high-pass filter is used to eliminate the low frequency region so that an abnormal nozzle can be easily detected from the density data.
次に、ノズル毎の濃度特性を調べるために、フィルタ処理を施されたベタ記録エリアの濃度データを、各ノズルライン(ドットライン)毎に分割する(ステップS33)。ここでいうノズルラインとは、1〜300個の各ノズルによって形成される、副走査方向に沿ったライン状に構成されるドット列のことを指す。 Next, in order to examine the density characteristics for each nozzle, the density data of the solid recording area subjected to the filter process is divided for each nozzle line (dot line) (step S33). A nozzle line here refers to the dot row | line | column comprised by 1-300 each nozzle, and comprised by the line form along a subscanning direction.
その後、ノズルラインの濃度を順次調べていくために、1番目のノズルラインを指定し(ステップS34)、その1番目のノズルラインの濃度データと、任意に設定した所定の閾値aとを比較する(ステップS35)。この閾値aは、白スジ(白抜け)と判断できる濃度に設定され、テストパターンを記録する記録媒体の種類毎に異なった値に設定することもできる。
この比較において、閾値aよりも濃度が高い(濃い)場合には(YES)、そのノズルラインを形成した対象ノズルを正常と判断する。正常と判断された場合には、全てのノズルラインに亘って比較したかどうかを判断し(ステップS36)、検査したノズルラインNLがノズルライン総数の300に達していなければ(NO)、次のノズルラインを指定し(ステップS37)、同様に閾値aとの比較を行う。
Thereafter, in order to sequentially check the density of the nozzle line, the first nozzle line is designated (step S34), and the density data of the first nozzle line is compared with a predetermined threshold value a set arbitrarily. (Step S35). The threshold value a is set to a density at which it can be determined as white stripes (white spots), and can be set to a different value for each type of recording medium on which the test pattern is recorded.
In this comparison, when the density is higher (higher) than the threshold value a (YES), it is determined that the target nozzle that forms the nozzle line is normal. If it is determined to be normal, it is determined whether or not the comparison has been made for all the nozzle lines (step S36). If the inspected nozzle lines NL has not reached 300 of the total number of nozzle lines (NO), the next A nozzle line is designated (step S37), and similarly compared with the threshold value a.
ステップS36で、検査したノズルラインNLがノズルライン総数の300に達したならば(YES)、正常又は不良無しと判断する(ステップS38)。一方、ステップS35において、閾値aの濃度より低い(薄い)と判定された場合は(NO)、そのノズルラインに対応する対象ノズルを異常と判断し、ドット群エリアを複数のノズルエリアに分割する(ステップS39)。このノズルラインの濃度の判定において、1つでも閾値aよりも低い濃度のノズルラインが有ると判定された場合には、以降の未検査のノズルラインNLについては、検査せずに、直ちにノズル不良有りと判断し、ステップS39以降の処理に移行する。 If the inspected nozzle line NL reaches 300 of the total number of nozzle lines in step S36 (YES), it is determined that the nozzle line is normal or not defective (step S38). On the other hand, if it is determined in step S35 that the density is lower (thin) than the density of the threshold value a (NO), the target nozzle corresponding to the nozzle line is determined to be abnormal, and the dot group area is divided into a plurality of nozzle areas. (Step S39). In the determination of the density of the nozzle line, if it is determined that there is at least one nozzle line having a density lower than the threshold value a, the nozzle defect immediately after the subsequent uninspected nozzle line NL is not inspected. It is determined that there is, and the process proceeds to step S39 and subsequent steps.
ここで、図7には、テストパターンのドット群エリア31bの各ドットにおけるノズルエリア32の概念を示す。
Here, FIG. 7 shows the concept of the
このノズルエリア32は、テストパターンの画像データが記憶されるメモリ上において規定されるエリアであって、ドット毎に、当該ドット及びその周辺を含む所定サイズのエリアであり、そのサイズは隣接するドットを含まない程度に設定されている。なお、このノズルエリア32の位置は、記録されたドットを基準にして設定されるのではなく、記録されうるであろうドットの着弾位置を想定して規定される。
The
次に、これらのノズルエリア32毎に、最大濃度値を算出する(ステップS40)。これは、エリアの中で一番高い(濃い)即ち、最大濃度値を算出することで、例えば、非コート紙の滲みにより広がり、形成されたドット位置(中心位置)が狙いの位置よりずれたり、ドット形状が狙いの形状でなかったとしても、ノズルからインクが吐出されたか否かの判別できる。ドットが有る場合は、ドットが記録された部分での一番高い濃度が抽出される。また、インク不吐出でドットデータが無かった場合は、そのエリア内の中で一番高い値が抽出される。 Next, the maximum density value is calculated for each nozzle area 32 (step S40). This is because the highest (dark) area, that is, the maximum density value is calculated in the area, for example, spread due to bleeding of uncoated paper, and the formed dot position (center position) may deviate from the target position. Even if the dot shape is not the target shape, it can be determined whether or not ink is ejected from the nozzle. When there is a dot, the highest density in the portion where the dot is recorded is extracted. If there is no dot data due to ink ejection failure, the highest value in the area is extracted.
そして、これらのノズルエリア32の濃度データを順次調べるために、複数のノズルエリア32から1番目のノズルエリアNAを指定する(ステップS41)と共に、ドットカウント数Dを0に初期設定する(ステップS42)。
In order to sequentially check the density data of these
指定された1番目のノズルエリア32について、その最大濃度値と、予め設定した閾値bとを比較する(ステップS43)。予め設定した閾値bとは、記録媒体上にドットが記録された際に得られる濃度の基準値である。この比較において、算出された最大濃度値が閾値bよりも大きければ(YES)、記録されたドットが存在するものと判断し、ドット群エリア31bを構成するドット数Dとしてカウントアップする(ステップS44)。そして、ノズルエリアNAがノズルエリア総数の300に達したか否かを判断し(ステップS45)、まだ達していない(検査すべきノズルエリアが残っている)場合(NO)には、次のノズルエリア32を指定して(ステップS46)、ステップS43に戻り、閾値bと次のノズルエリアの最大濃度値との比較を行う。一方、算出された最大濃度値が閾値aよりも小さければ(NO)、ドットはノズルエリア32内には無いものと判断し、ドット数Dをカウントアップすることなく、ステップS45に移行する。
For the designated
即ち、各ノズルエリア32内で最大濃度値を算出することで、例えば、非コート紙の滲みなどにより着弾位置が狙いの位置からずれたり、着弾形状(面積)が狙いの形状(面積)でなかったとしても、記録媒体上にドットが記録され、そのドットの画像データがノズルエリア32内に存在していたならば、ドットの濃度値がそのノズルエリア内において最も高くなるはずで、その濃度値は閾値bを上回る。その結果ドットが有ると判別できる。逆に、インク不吐出により、ノズルエリア32内にドットの画像データが無い場合には、抽出される最大濃度値は非常に低くなり、閾値bを下回ることになるため、ドットが無いと判断できる。
That is, by calculating the maximum density value in each
ステップS45において、検査したノズルエリア数NAがノズルエリア総数に達したならば(YES)、計数したドット数Dが、テストパターンの画像記録の際に用いたノズル数に合致するかどうかを判断する(ステップS47)。この判定で、駆動させたノズル数とドット数Dの計数結果に差があれば(NO)「インク不吐出」であり(ステップS48)、差がなく一致する場合には(YES)、「インク飛行曲がり」と判断して(ステップS49)、リターンし、図5のステップS10に戻る。 In step S45, if the inspected nozzle area number NA reaches the total number of nozzle areas (YES), it is determined whether or not the counted dot number D matches the number of nozzles used in recording the test pattern image. (Step S47). In this determination, if there is a difference between the number of driven nozzles and the count result of the number of dots D (NO), “no ink ejection” (step S48), and if there is no difference (YES), It is determined that the flight bends (step S49), the process returns, and the process returns to step S10 in FIG.
以上のように、第1のサブルーチンによるノズル不良検査によれば、テストパターンのベタ記録エリア31aにおけるノズルラインNLの判断(閾値による判断)により異常ノズル有りと判断されたならば、ドット群エリア31bにおけるドットの有無により、ドット有りを「インク飛行曲がり」、ドット無しを「インク不吐出」であると判断することができる。これにより、テストパターンを記録する記録媒体が非コート紙であっても、異常なノズルを検出することが可能となり、好適なメンテナンス処理や修理を選定して実施することができる。
As described above, according to the nozzle defect inspection by the first subroutine, if it is determined that there is an abnormal nozzle by determining the nozzle line NL in the
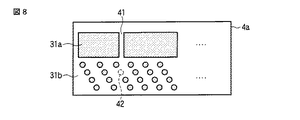
ここで、図8及び図9を参照して、本実施形態におけるテストパターンに対する記録ヘッドの「インク不吐出」と「インク飛行曲がり」の検出について説明する。図8は、インク不吐出によってドットが記録されなかった例を示し、図9は、インク飛行曲がりによってドットが所望の位置からずれて記録された例を示している。 Here, with reference to FIG. 8 and FIG. 9, detection of “ink non-ejection” and “ink flying curve” of the recording head for the test pattern in the present embodiment will be described. FIG. 8 shows an example in which dots are not recorded due to non-ejection of ink, and FIG. 9 shows an example in which dots are recorded with a deviation from a desired position due to ink flight bending.
記録ヘッド3において、ノズル列のうち、インク不吐出を発生させている異常ノズルが存在した場合には、図8に示すように、ベタ記録エリア31a内に白抜け(インク滴が未着弾による)ライン41が生じる。また、記録ヘッド3において、インク飛行曲がりを発生させているノズル(異常ノズル)があった場合には、図9に示すように、ベタ記録エリア31a内に白抜けライン41よりも狭い幅の白抜けライン44が生じている。
In the
このような白抜けライン41,44は、異常ノズルの存在により、ベタ記録エリアにおいて、インクが付着せず、筋状の白い(記録媒体の素地の色)ラインが発生する、又は異常ノズルが記録を担当する部分のインク濃度が低く(薄く)なる。
Such white-
次に、ドット群エリア31bでは、ノズルの異常により、インク不吐出の不良が発生している場合は、その異常ノズルからインク(インク滴)が噴射されないため、図8の破線で示すドット42が形成されてない。また、インク飛行曲がりの不良が発生している場合は、図9のドット43に示すように、噴射方向が狙いの方向から外れて、着弾位置にズレが生じているが、インクは着弾しているため、本来とは外れた位置にドットが存在する。
Next, in the
テストパターンの記録に非コート紙を用いたことにより、インクの滲みが大きかったり、インクの着弾位置に応じてインクの滲み度合いにバラツキが発生する。その結果、ドットの形状が狙いの形状にならなかったり、滲みにより最大濃度が発生する位置にずれが発生したとしても、前述したように、ドットの有無のみを判断できれば、インク不吐出かインク飛行曲がりかが正確に判断できる。 By using uncoated paper for recording the test pattern, ink bleeding is large, or the degree of ink bleeding varies depending on the ink landing position. As a result, even if the dot shape does not become the target shape or the position where the maximum density occurs due to bleeding occurs, as described above, if only the presence or absence of dots can be determined, ink ejection or ink flight It is possible to accurately determine whether it is bent.
以上説明したように、本実施形態によれば、テストパターンを記録する記録媒体に、普段使用している普通紙(非コート紙)を用いたとしても、記録ヘッドの各ノズルにおける吐出不良、飛行曲がりを正確に判断できる。従って、誤判断によりメンテナンス処理を実施するようなことを防止できる。 As described above, according to the present embodiment, even if ordinary paper (uncoated paper) that is normally used is used as a recording medium for recording a test pattern, ejection failure or flight at each nozzle of the recording head. Can accurately determine the bend. Accordingly, it is possible to prevent the maintenance process from being performed due to an erroneous determination.
また、テストパターンを記録する記録媒体として、インク滲みの少ない高価なコート紙を用いることなく、普段使用している非コート紙のまま、ノズル不良検査に移行できるため、テストパターン記録用の専用紙(又は非コート紙)を差し込む又は交換する作業も必要ない。 In addition, it is possible to shift to nozzle defect inspection without using an expensive coated paper with little ink bleeding as a recording medium for recording a test pattern. There is no need to insert or replace (or uncoated paper).
次に、図10は、前述した第1の実施形態に用いたテストパターンの第1の変形例を示す図である。
この第1の変形例によるテストパターンは、副走査方向において、ベタ記録エリア31aとドット群エリア31bの組が複数段となるように配置した例である。
Next, FIG. 10 is a diagram showing a first modification of the test pattern used in the first embodiment described above.
The test pattern according to the first modification is an example in which the set of the
このように、テストパターンを複数段に配置することにより、例えば、図1に示したプリンタ1のように、それぞれに異なる色のインクを吐出する記録ヘッドが、副走査方向に沿って複数段に配置されている構成でも、記録位置をずらすことにより、一枚の記録媒体に記録したテストパターンで全インク色の記録ヘッドにおけるノズル不良検査を実施することが可能となる。
As described above, by arranging the test patterns in a plurality of stages, for example, as in the
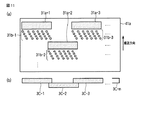
次に、図11(a),(b)は、前述した第1の実施形態に用いたテストパターンの第2の変形例を示す図である。ここで、図11(a)は、テストパターンの配置例を示し、図11(b)は、このテストパターンを適用する記録ヘッドの配置例を示している。
図11(a)に示すテストパターンは、主走査方向に沿って、ベタ記録エリア31a-1とドット群エリア31b-1の組が二列で、副走査方向に交互に前後して配置されている。これらのエリアの組で、前後で隣接する組どうしは、端部が互いに重なるように配置されている。このテストパターンは、図11(b)に示すように記録ヘッドに好適する。
Next, FIGS. 11A and 11B are diagrams showing a second modification of the test pattern used in the first embodiment described above. Here, FIG. 11A shows an example of arrangement of test patterns, and FIG. 11B shows an example of arrangement of recording heads to which this test pattern is applied.
In the test pattern shown in FIG. 11A, a set of a
図11(b)は、1ラインヘッドに代わって、記録媒体の幅よりも短いノズル列を有する短尺記録ヘッド3C-1〜3C-nを用いた構成である。複数の短尺記録ヘッド3C-1〜3C-nは、主走査方向に沿って交互で搬送方向から見て前後に配置した構成である。所謂、千鳥配置である。さらに、前後で隣接する短尺記録ヘッド3Cの両端どうしが数ノズル分の重なり部分を持つように配置されている。このように記録ヘッド3Cの両端に重なり部分を持つことにより、長尺な1本の記録ヘッドでなくとも、隙間無く画像を記録することができる。
FIG. 11B shows a configuration in which short recording heads 3C-1 to 3C-n having nozzle rows shorter than the width of the recording medium are used in place of the one line head. The plurality of short recording heads 3C-1 to 3C-n are alternately arranged along the main scanning direction and arranged in the front-rear direction when viewed from the transport direction. This is a so-called staggered arrangement. Further, both ends of the
この第2の変形例によるテストパターンを用いることにより、前述した交互に配置されて記録エリアに重複部分を有する記録ヘッドに対して、記録ヘッド毎に分離したテストパターンで各ノズルに対する不良検査を実行できる。 By using the test pattern according to the second modification, the defect inspection for each nozzle is executed with the test pattern separated for each recording head on the recording heads which are alternately arranged and have overlapping portions in the recording area. it can.
さらに、第1の変形例と第2の変形例とを組み合わせることにより、複数のインク色分の記録ヘッドにおける全インク色、及び個々の記録ヘッド(ノズル列)毎に、全記録ヘッドの各ノズルに対して、1枚の記録媒体に記録したテストパターンで検査を実施できる。 Further, by combining the first modification and the second modification, all the ink colors in the recording head for a plurality of ink colors and each nozzle of all the recording heads for each recording head (nozzle row) are combined. On the other hand, the inspection can be performed with the test pattern recorded on one recording medium.
次に、第3の変形例として、多諧調記録ヘッドに対するテストパターンについて説明する。図12を参照して、テスト用記録媒体にテストパターンのベタ記録エリア31aを形成する場合のインク濃度の設定について説明する。
Next, a test pattern for a multi-tone recording head will be described as a third modification. With reference to FIG. 12, the setting of the ink density when the
前述した実施形態においては、ベタ記録エリア31aの濃度を読取り、各ノズルラインに対応する濃度が設定した閾値aより濃度が低い(薄い)場合には、ノズル不良と判断していた。即ち、インクの不吐出又はインクの飛行曲がりのどちらか一方でも発生した場合に「ノズル不良」として検出していた。ここで、ノズルラインの濃度が閾値aよりも低くなる要因として、白抜けのラインが発生していることが挙げられる。つまり、ノズル不良を検出するためには、ノズル不良による白抜けラインがベタ記録エリア31aに現れなければならない。しかし、ベタ記録エリア31aの濃度によっては、非コート紙上でのインクの滲みが激しく、たとえノズル不良が生じていても、白抜けラインが現れない、もしくは、僅かしか現れない場合がある。
In the above-described embodiment, the density of the
図12は、多諧調記録ヘッドにおける各濃度と全ノズルにてベタ記録を行った場合の関係を表している。2値記録ヘッドの場合、インク濃度は一定であり、吐出したインクは非コート紙上では滲みがはげしく、僅かなインク飛行曲がりがあったとしても、ベタ記録部分に本来ならば現れる白抜けラインは滲みによって現れず、白抜けラインを検出することが困難となる。また、面積諧調を行った場合、途中の幾つかのノズルからのインク吐出を意図的に停止してドットを間引くため、全ノズルに対するインク飛行曲がりの判別は困難である。 FIG. 12 shows the relationship in the case of performing solid recording with each density and all nozzles in the multi-tone recording head. In the case of a binary recording head, the ink density is constant, and the ejected ink is blurred on uncoated paper. Even if there is a slight ink flight curve, the white lines that originally appear in the solid recording portion are blurred. This makes it difficult to detect a white line. In addition, when area gradation is performed, ink ejection from some nozzles on the way is intentionally stopped and dots are thinned out, so it is difficult to determine the ink flight curve for all nozzles.
一方、多諧調記録ヘッドでは、全ノズルを駆動させつつも、インク吐出量を変えてドット径を変えることで濃度が可変されるため、ドットを間引くことがなく、全ドットを記録している。このため、インク不吐出が発生した場合はもとより、わずかなインク飛行曲がりが発生した場合でも、譜調におけるいずれかの濃度で、ベタ記録による白抜けライン51を検出できる濃度になる。つまり、滲みがあまり発生しない濃度のベタ記録エリアであれば、僅かな白抜けライン51を検出することができ、この検出により、白抜けライン51を担当するノズルを異常ノズルとして検出することができる。
On the other hand, in the multi-tone recording head, while all the nozzles are driven, the density is changed by changing the ink discharge amount and changing the dot diameter. Therefore, all the dots are recorded without thinning out the dots. For this reason, not only when ink ejection failure occurs but also when slight ink flight bend occurs, the density at which the
以上のように、記録媒体4a上に諧調値が段階的に変化するテストパターン(ベタ記録部分)を記録する。その諧調値の中から滲みの影響が最も少ない濃度の諧調値のテストパターンを採択する。諧調値の変化は、記録中に連続的に変化しなくともよく、諧調値毎に白抜けラインが見分け可能な幅を有して断続的に(バーコードのように)記録されてあってもよい。このテストパターンを検査に用いて、前述した検査シーケンスによりノズル不良検査を行うため、非コート紙であってもコート紙と同様に、正確にノズル不良を検出することが可能となる。
As described above, the test pattern (solid recording portion) in which the gradation value changes stepwise is recorded on the
次に、第2の実施形態について説明する。
図13A,13Bに示すフローチャートを参照して、第2の実施形態におけるノズル不良検査について説明する。尚、本実施形態のノズル不良検査装置及び、画像記録装置は、図1,2に示した第1の実施形態の構成例と同等であるため説明を省略し、ここでは検査方法について説明する。
本実施形態は、テストパターンを複数個又は複数の記録媒体に亘って記録し、これらを繰り返し検査して、ノズル不良検査の検査精度を上げる検査方法である。
Next, a second embodiment will be described.
With reference to the flowcharts shown in FIGS. 13A and 13B, the nozzle defect inspection in the second embodiment will be described. The nozzle defect inspection apparatus and the image recording apparatus of the present embodiment are the same as the configuration example of the first embodiment shown in FIGS. 1 and 2 and thus will not be described. The inspection method will be described here.
The present embodiment is an inspection method in which a test pattern is recorded over a plurality of or a plurality of recording media, and these are repeatedly inspected to increase the inspection accuracy of nozzle defect inspection.
まず、検査の初期設定として、検査初期設定画面を表示させて入力部20を操作し、テストパターンの記録数(又は、記録する記録媒体の枚数)を設定する(ステップS51)。尚、以下のステップS52〜S59においては、前述したステップS1〜S8に相当し、ここでは簡易に説明する。
First, as an initial setting for inspection, an inspection initial setting screen is displayed and the
次に、ノズル不良検査の結果が「異常ノズル有」と判断された際に引き続き、クリーニング処理によるノズル回復処置を行うか否かを選択する(ステップ52)。クリーニング処理を実施する場合には(YES)、「インク不吐出」と「インク飛行曲がり」に応じて、実施回数の上限を設定する(ステップS53)。この上限に達するとクリーニング処理を終了する。その設定後に、プリンタ制御部8にノズル検査の指示が出され、テストパターン記憶部22からプリンタ制御部8にテストパターンデータが送信される(ステップS54)。
Next, when it is determined that the result of the nozzle defect inspection is “abnormal nozzle present”, it is selected whether or not to perform nozzle recovery treatment by cleaning processing (step 52). When the cleaning process is performed (YES), the upper limit of the number of executions is set according to “ink non-ejection” and “ink flight curve” (step S53). When this upper limit is reached, the cleaning process is terminated. After the setting, an instruction for nozzle inspection is issued to the
そのデータ受信後に、プリンタ制御部8は、記録媒体4を取り出し、記録媒体4に前述したテストパターンを画像記録する(ステップS55)。記録後のテスト用記録媒体4aは、搬送機構6から検査装置2の搬送機構12に受け渡される(ステップS56)。
After receiving the data, the
記録媒体検知センサ13は、搬送されているテスト用記録媒体4aの先端部を検知して、その検知信号を検査装置制御部21に送出する(ステップS57)。検査装置制御部21では、その検知信号を受け取り、撮像部14にテストパターンの読取り開始を命令し(ステップS58)、併せて、テストパターンの読取り時間(読取り終了時間)の指示も行う。
The recording
撮像部14は、検査装置制御部21からの読取り開始指示により、記録媒体4aに記録されたテストパターンの撮像(画像読み取り)を開始する。まず、ベタ記録エリア31aを撮像し、続いて、ドット群エリア31bを撮像して読取る(ステップS59)。撮像されたテストパターン画像信号は、画像データ記憶部23に入力される。
画像処理及び判断部15は、取り込んだ画像データ(テストパターン画像)に対して、前述した図6により説明したサブルーチンによるノズル不良検査を実施する(ステップS60)。
The
The image processing and
次に、ノズル不良検査において、ノズル不良が有ったか否かを判断して(ステップS61)、ノズル不良無しと判断されたならば(NO)、ステップS51において設定した記録枚数に達したか否か、即ち、テストパターンの必要枚数の検査が終了したか否かを判断する(ステップS62)。この判断で、必要枚数に達していたならば(YES)、表示部16に不良無しの結果表示を行い(ステップS63)、検査を終了する。一方、テストパターンの必要枚数の検査が終了していなければ(NO)、ステップS55に戻って再度、テストパターンを記録して、ノズル不良検査を実施する。また、前述したステップS61の判断において、ノズル不良有りと判断されたならば(NO)、検査装置制御部21からプリンタ制御部8に、テストパターンの画像記録を中止する信号を送信し、テストパターンの記録を中止する(ステップS64)。
Next, in the nozzle defect inspection, it is determined whether or not there is a nozzle defect (step S61). If it is determined that there is no nozzle defect (NO), whether or not the number of recording sheets set in step S51 has been reached. That is, it is determined whether or not the inspection of the required number of test patterns has been completed (step S62). If it is determined that the required number has been reached (YES), a result indicating no defect is displayed on the display unit 16 (step S63), and the inspection is terminated. On the other hand, if the inspection of the required number of test patterns has not been completed (NO), the process returns to step S55, and the test pattern is recorded again to perform the nozzle defect inspection. If it is determined in step S61 described above that there is a nozzle defect (NO), a signal for stopping image recording of the test pattern is transmitted from the inspection
次に、ステップS72において、クリーニング実行することが設定されているか否かを判断し(ステップS65)、設定されていなければ(NO)、ステップS63に移行して、表示部16にノズル不良有りの表示を行う。一方、クリーニング実行が設定されていたならば(YES)、ステップS60で行ったノズル不良検査の結果がインク不吐出又は飛行曲がりの何れであるかを判断する(ステップS66)。
Next, in step S72, it is determined whether or not cleaning is set (step S65). If it is not set (NO), the process proceeds to step S63, and there is a nozzle defect on the
このステップS66の判断で、異常ノズルがインク不吐出であれば、これまで実施したインク不吐出に対するクリーニング処理の実施回数の確認を行い、ステップS53において設定した回数に達したか否かを判断する(ステップS67)。クリーニング処理の実施回数が設定回数に達していれば(YES)、ステップS63に移行して、表示部16にノズル不良の検査結果及びクリーニング処理の結果を表示して終了する。一方、クリーニング処理の実施回数が設定回数以下であれば(NO)、クリーニング処理を実施して(ステップS68)、インク不吐出において設定されたクリーニング処理の実施回数をカウントアップして(ステップS69)、表示部16に実施したクリーニング処理の結果を表示する(ステップS70)。このクリーニング処理における結果には、クリーニング処理によって、インク不吐出が改善されたか否かの結果ではなく、予め指定されたクリーニング処理が終了したか否かの結果表示である。再度、インク不吐出が改善されたか否かを検査するために、テストパターンの記録枚数の設定をクリアして(ステップS74)、ステップS54に戻り、テストパターンを読み出して、その画像記録を記録媒体に記録して、再度のノズル不良の検査を継続する。従って、前述したクリーニング処理により、インク不吐出が改善されていた場合には、次のノズル検査では、異常ノズル無しの判定となる。
If it is determined in step S66 that the abnormal nozzle is not ejecting ink, the number of times the cleaning process has been performed for the ink non-ejection performed so far is confirmed, and it is determined whether or not the number set in step S53 has been reached. (Step S67). If the number of executions of the cleaning process has reached the set number of times (YES), the process proceeds to step S63, and the inspection result of the nozzle failure and the result of the cleaning process are displayed on the
また同様に、ステップS66の判断で、異常ノズルが飛行曲がりであれば、これまで実施した飛行曲がりに対するクリーニング処理の実施回数の確認を行い、ステップS53において設定した回数に達したか否かを判断する(ステップS71)。クリーニング処理の実施回数が設定回数に達していれば(YES)、ステップS63に移行して、表示部16にノズル不良の検査結果及びクリーニング処理の結果を表示して終了する。一方、クリーニング処理の実施回数が設定回数以下であれば(NO)、クリーニング処理を実施して(ステップS72)、飛行曲がりにおいて設定されたクリーニング処理の実施回数をカウントアップして(ステップS73)、ステップS70,S74に移行して、クリーニング処理の結果を表示した後、再度、飛行曲がりが改善されたか否かを検査するために、テストパターンの記録枚数の設定をクリアして(ステップS94)、ステップS54に戻り、再度、ノズル不良検査を実施する。
Similarly, if it is determined in step S66 that the abnormal nozzle is bent in flight, the number of cleaning processes performed for the flying curve performed so far is confirmed, and it is determined whether or not the number of times set in step S53 has been reached. (Step S71). If the number of executions of the cleaning process has reached the set number of times (YES), the process proceeds to step S63, and the inspection result of the nozzle failure and the result of the cleaning process are displayed on the
以上説明したように本実施形態によれば、ノズル不良検査を実施しつつ、平行して設定された枚数まで、テストパターンの記録を行っている。従って、検査結果がノズル不良有りと判断され、設定枚数までの記録が終了していない場合には、引き続き、テストパターンの記録を継続する。一方、検査結果がノズル不良無しと判断され、設定枚数までの記録が終了していない場合には、記録媒体へのテストパターンの記録を終了させているため、余分なテストパターンの記録を防止することができる。 As described above, according to the present embodiment, the test pattern is recorded up to the number set in parallel while performing the nozzle defect inspection. Therefore, when it is determined that there is a nozzle defect and the recording up to the set number has not been completed, the recording of the test pattern is continued. On the other hand, if it is determined that there is no nozzle defect and the recording up to the set number of sheets has not been completed, the recording of the test pattern onto the recording medium is terminated, so that the recording of an extra test pattern is prevented. be able to.
また、本実施形態によれば、テストパターンのベタ記録エリア31aとドット群エリア31bの画像情報を、続けて一度に読み込んでいるが、最初にベタ記録エリア31aの画像を取得し、画像処理した後に、異常ノズル有りの検査結果であった場合のみ、ドット記録エリアの画像を取得するステップとしても良い。これにより、ベタ記録エリアのノズル不良検査で異常が無かった場合には、ドット群部分の画像読み込み時間が短縮できる。
Further, according to the present embodiment, the image information of the
さらに、ノズル不良の検査を行う際に設定するクリーニング処理の実施回数は、検査を受ける全記録ヘッドに対して一律に行う回数だけでなく、例えば、複数の記録ヘッドを搭載する画像記録装置においては、個別にクリーニング処理の実施回数又はその有無を設定してもよい。これにより、異常ノズルが有った記録ヘッドに対してのみ、設定された回数のクリーニング処理が実施される。 Furthermore, the number of times the cleaning process is set when inspecting nozzle defects is not limited to the number of times performed uniformly for all recording heads to be inspected. For example, in an image recording apparatus equipped with a plurality of recording heads. Alternatively, the number of cleaning processes or the presence / absence of the cleaning process may be set individually. As a result, the set number of cleaning processes is performed only on the recording head having the abnormal nozzle.
また、本実施形態では、画像記録装置と検査装置を別体として、画像記録装置の搬送機構の録媒体排出側(搬送方向下流側)から受け取るように配置したがこれに限定されるものではなく、検査装置内(本体フレーム内)の搬送系下流側に設けてもよい。インクジェットプリンタのような液滴吐出装置の内部に撮像カメラと画像処理手段を配し、液滴吐出装置内部で自動的にノズルの吐出不良を検査しても良い。 In the present embodiment, the image recording apparatus and the inspection apparatus are separately provided so as to be received from the recording medium discharge side (downstream in the transport direction) of the transport mechanism of the image recording apparatus. However, the present invention is not limited to this. Alternatively, it may be provided on the downstream side of the transport system in the inspection apparatus (in the main body frame). An imaging camera and image processing means may be arranged inside a droplet discharge device such as an ink jet printer, and nozzle discharge defects may be automatically inspected inside the droplet discharge device.
本実施形態によれば、インク溶みの少ない高価なコート紙を用いることなく、低価格な非コート紙であっても確実にノズルの吐出異常(インク不吐出/インクの飛行曲がり)を発見することができる。また、正常なノズルを不良と判断してしまう誤判定が無くなり、不必要なヘッド回復処置のためにヘッドメンテナンス処理を実施してしまう無駄が発生しない。 According to the present embodiment, nozzle ejection abnormalities (ink non-ejection / ink flying bend) are reliably detected even with low-cost uncoated paper without using expensive coated paper with low ink solubility. be able to. Further, there is no misjudgment that determines that a normal nozzle is defective, and there is no waste of performing head maintenance processing for unnecessary head recovery.
以上説明した実施形態には、以下の本発明を含んでいる。
(1)インクを液滴状に吐出する記録ヘッドのノズルからインクを吐出させ、用紙にテストパターンを記録するステップと、記録された前記テストパターンを光学的に読取るステップと、読取った前記テストパターンに基づき、記録ヘッドにおける前記ノズルの異常を検査するステップと、を有するノズル不良検査方法において、
前記テストパターンは、ベタ記録エリアと、ドットが互いに離間するドット群エリアと、から構成され、前記読取りステップで前記ベタ記録エリアを読取ると共に、前記ドット群エリアを読取り、前記検査ステップでベタ記録エリアを構成する全ノズルラインについて、そのノズルライン毎の濃度を算出し、全ノズルラインに亘って、ノズルラインの濃度と予め定めた所定濃度とを比較して、ノズルの異常の有無を判断し且つ、異常と判断されたノズルに対応する前記ドット群エリアにおけるドットの有無を確認することで、前記ノズルの異常がインク不吐出又はノズルから吐出されたインクの飛行曲がりかを判断することを特徴とするノズル不良検査方法。
The embodiment described above includes the following present invention.
(1) a step of ejecting ink from a nozzle of a recording head that ejects ink in the form of droplets to record a test pattern on a sheet; a step of optically reading the recorded test pattern; and the read test pattern Inspecting nozzle abnormalities in the recording head based on the nozzle defect inspection method,
The test pattern includes a solid recording area and a dot group area in which dots are separated from each other. The solid recording area is read in the reading step, the dot group area is read, and the solid recording area is read in the inspection step. For all the nozzle lines constituting the nozzle line, the density for each nozzle line is calculated, the nozzle line density is compared with the predetermined density over all the nozzle lines, and the presence or absence of the nozzle is judged. Determining whether the abnormality of the nozzle is an ink ejection failure or a flight curve of the ink ejected from the nozzle by checking the presence or absence of a dot in the dot group area corresponding to the nozzle judged to be abnormal. Nozzle defect inspection method.
(2)記録ヘッドのノズルからインクを吐出させ、用紙にテストパターンを記録する記録ステップと、記録されたテストパターンを光学的に読取る読取りステップと、読取ったテストパターンに基づき、記録ヘッドのノズルの異常を検査する検査ステップと、を有するノズル不良検査方法において、
前記テストパターンは、ベタ記録エリアと、互いに離間するドット群エリアと、から構成され、前記読取りステップで前記ベタ記録エリアを読取ると共に、前記ドット群エリアを読取り、前記検査ステップでベタ記録エリアを構成する全ノズルラインについて、そのノズルライン毎の濃度を算出し、全ノズルラインに亘って、ノズルラインの濃度と予め定めた所定濃度とを比較して、ノズルの異常の有無を判断し且つ、ドット群エリアのドットの個数を計数し、計数したドット個数と前記ドット群エリアのドットを形成するために駆動させたノズル個数とを比較することで、ノズルからのインク不吐出かノズルから吐出されたインクの飛行曲がりかを判断することを特徴とするノズル不良検査方法。
(2) A recording step of ejecting ink from the nozzles of the recording head to record a test pattern on the paper, a reading step of optically reading the recorded test pattern, and a nozzle of the recording head based on the read test pattern An inspection step for inspecting abnormality, and a nozzle defect inspection method comprising:
The test pattern is composed of a solid recording area and a dot group area spaced apart from each other. The solid recording area is read in the reading step, the dot group area is read, and a solid recording area is configured in the inspection step. For all nozzle lines, the density for each nozzle line is calculated, the density of the nozzle line is compared with a predetermined density over all nozzle lines, and the presence or absence of nozzle abnormality is determined. By counting the number of dots in the group area and comparing the counted number of dots with the number of nozzles driven to form the dots in the dot group area, ink was not ejected from the nozzle or ejected from the nozzle. A method for inspecting defective nozzles, comprising determining whether the ink is bent or not.
(3)異常と判断されたノズルに対応する前記テストパターン上のドット群エリアのドットの有無を確認することで、前記ノズルからのインク不吐出又は前記ノズルから吐出されたインクの飛行曲がりかを判断することを特徴とするノズル不良検査方法において、
検査結果で判断された異常ノズルに対応する前記ドット群エリアのドットが無かった場合は、インク不吐出と判定し、前記異常ノズルと判断されたノズルに対応するドット群エリアのドットがあった場合は、ノズルのインクの飛行曲がりと判定する(1)に記載のノズル不良検査方法。
(3) By confirming the presence or absence of dots in the dot group area on the test pattern corresponding to the nozzle determined to be abnormal, it is possible to determine whether ink is ejected from the nozzle or the flight of the ink ejected from the nozzle is bent. In the nozzle defect inspection method characterized by determining,
When there is no dot in the dot group area corresponding to the abnormal nozzle determined from the inspection result, it is determined that ink is not ejected, and there is a dot in the dot group area corresponding to the nozzle determined to be the abnormal nozzle Is a nozzle defect inspection method according to (1), in which it is determined that the flying curve of ink at the nozzle.
(4)計数された前記テストパターン上のドット群エリアのドット数の個数と、ドットを形成するために駆動させたノズル個数とを比較するノズル不良検査方法において、
前記テストパターン上のドット群エリアの個数がドットを形成するために駆動させたノズル個数より少ない場合は、ノズルのインク不吐出と判定し、テストパターン上のドット群エリアの個数がドットを形成するために駆動させたノズル個数と同じ場合はノズルのインクの飛行曲がりと判定する(2)に記載のノズル不良検査方法。
(4) In a nozzle defect inspection method for comparing the number of dots in the dot group area on the counted test pattern with the number of nozzles driven to form dots,
If the number of dot group areas on the test pattern is smaller than the number of nozzles driven to form dots, it is determined that the nozzles do not eject ink, and the number of dot group areas on the test pattern forms dots. The nozzle defect inspection method according to (2), wherein when the number of nozzles driven for the same reason is determined, it is determined that the flying ink of the nozzles is bent.
(5)記録ヘッドのノズル不良を検出するノズル不良検査装置であって、
テストパターンを光学的に撮像するカメラ、画像処理手段、検査を行う検査手段、検査結果の出力手段、該結果に基づき、所定の記録ヘッド回復処置を実施するメンテナンス処理部を備える記録ヘッドのノズル不良検査装置。
(5) A nozzle defect inspection device for detecting a nozzle defect of a recording head,
Nozzle defect of a recording head including a camera for optically imaging a test pattern, an image processing unit, an inspection unit for performing an inspection, an output unit for an inspection result, and a maintenance processing unit for performing a predetermined recording head recovery procedure based on the result Inspection device.
(6)前記(1)乃至(5)に記載の記録ヘッドのノズル不良検査方法と検査装置を備えたことを特徴とする画像記録装置。
(7)ノズル不良の検査方法であって、検査精度を上げるためにテストパターンを複数枚記録し、複数枚にわたってノズル不良の検査を実施する検査であって、記録予定枚数を全て記録する前に、ノズル不良が見出された場合には、記録予定枚数を全て記録する前に前記テストパターンの記録を停止する(1)から(6)に記載のノズル検査方法。
(6) An image recording apparatus comprising the recording head nozzle defect inspection method and inspection apparatus according to any one of (1) to (5).
(7) An inspection method for defective nozzles, in which a plurality of test patterns are recorded in order to increase the inspection accuracy, and a plurality of test patterns are inspected for defective nozzles. The nozzle inspection method according to any one of (1) to (6), in which, when a nozzle failure is found, the recording of the test pattern is stopped before all the expected number of recordings is recorded.
1…プリンタ(画像記録装置)、2…検査装置、3…記録ヘッド、4…記録媒体、4a…テスト記録媒体、5…記録媒体供給部、6,12…搬送機構、7…記録媒体カセット、8…プリンタ制御部、11…ピックアップローラ、13…記録媒体検知センサ、14…撮像部、15…画像処理及び判断部、10…検査装置本体、16…表示部、17…プーリ、18…搬送ベルト、19…ファン、20…入力部、21…検査装置制御部、22…テストパターン記憶部、23…画像データ記憶部、24,25…濃度データ変換部、26…フィルタ部、27…計数部、28,29…比較演算部。
DESCRIPTION OF
Claims (9)
前記記録ステップによって記録された前記テストパターンを光学的に読み取る読み取りステップと、
前記読取りステップで読取ったベタ記録エリアの画像情報に基づき、該ベタ記録エリアを構成する前記ノズルのドットライン毎の濃度を、全ドットラインに亘って、それぞれ算出し、算出したドットライン毎の濃度を予め定めた基準濃度と比較して、インク吐出ヘッドの全ノズルの中からインク吐出が異常な異常ノズルの有無を判断する第1の検査ステップと、
前記ドット群エリアによる画像情報に基づき、該ドット群エリアを構成する前記記録ヘッドの各ノズルに対応する各ドットの着弾予定エリアを設定し、当該着弾予定エリア毎の濃度を、全着弾予定エリアに亘ってそれぞれ算出し、それらの算出した着弾予定エリア毎の濃度を予め定めた基準濃度と比較して、前記記録ヘッドにおける不吐出ノズル又は、飛行曲がりノズルの有無を判断する第2の検査ステップと、
を有することを特徴とするノズル不良検査方法。 Using all the nozzles of the recording head that ejects ink, the solid recording area where ink is ejected from all nozzles at the same time and the adjacent nozzles are sequentially driven at predetermined time intervals to eject ink and record A dot group area, and a recording step for recording a test pattern configured on a recording medium;
A step of optically reading the test pattern recorded by the recording step;
Based on the image information of the solid recording area read in the reading step, the density for each dot line of the nozzles constituting the solid recording area is calculated over all the dot lines, and the calculated density for each dot line. Comparing with a predetermined reference density, and determining whether or not there is an abnormal nozzle in which ink ejection is abnormal among all nozzles of the ink ejection head;
Based on the image information of the dot group area, a spot landing area for each dot corresponding to each nozzle of the recording head constituting the dot group area is set, and the density for each spot landing area is set to all the spot landing areas. A second inspection step for determining whether or not there is a non-ejection nozzle or a flying bent nozzle in the recording head by comparing the calculated density for each planned landing area with a predetermined reference density; ,
A nozzle defect inspection method characterized by comprising:
ベタ記録エリアを読取る第1の読取りステップと、
ドット群エリアを読取る第2の読取りステップと、を含み、前記第1の検査ステップは、該第1のステップ終了後に実行し、
前記第2の読取りステップは、前記第1の検査ステップで吐出異常ノズルが有ったと判断された場合のみに実行し、
第2の検査ステップは、第2の読取りステップ終了後に実行することを特徴とする請求項1に記載のノズル不良検査方法。 The reading step includes
A first reading step for reading a solid recording area;
A second reading step of reading a dot group area, and the first inspection step is executed after the first step is completed,
The second reading step is executed only when it is determined in the first inspection step that there is an ejection abnormal nozzle,
The nozzle defect inspection method according to claim 1, wherein the second inspection step is performed after the second reading step is completed.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008191042A JP5227686B2 (en) | 2008-07-24 | 2008-07-24 | Nozzle defect inspection method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008191042A JP5227686B2 (en) | 2008-07-24 | 2008-07-24 | Nozzle defect inspection method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010023459A true JP2010023459A (en) | 2010-02-04 |
| JP5227686B2 JP5227686B2 (en) | 2013-07-03 |
Family
ID=41729734
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008191042A Active JP5227686B2 (en) | 2008-07-24 | 2008-07-24 | Nozzle defect inspection method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5227686B2 (en) |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012000904A (en) * | 2010-06-18 | 2012-01-05 | Seiko Epson Corp | Liquid droplet discharging device and inspection method of liquid droplet discharging head |
| EP2484532A2 (en) | 2010-12-13 | 2012-08-08 | Ricoh Company, Ltd. | Image Forming Apparatus and Computer Program Product |
| US8915563B2 (en) | 2011-04-19 | 2014-12-23 | Seiko Epson Corporation | Liquid droplet ejecting apparatus and liquid droplet ejecting method |
| JP2015074108A (en) * | 2013-10-07 | 2015-04-20 | 富士ゼロックス株式会社 | Image formation device |
| JP2015223793A (en) * | 2014-05-29 | 2015-12-14 | 理想科学工業株式会社 | Ink jet printer |
| JP2015223723A (en) * | 2014-05-26 | 2015-12-14 | 富士フイルム株式会社 | Inkjet recording device and abnormality detection method for ejector |
| JP2016087895A (en) * | 2014-10-31 | 2016-05-23 | 株式会社リコー | Image formation device, image formation method, and program |
| US9370930B2 (en) | 2014-06-30 | 2016-06-21 | Ricoh Company, Ltd. | Nozzle testing device and image forming apparatus |
| JP2016187931A (en) * | 2015-03-30 | 2016-11-04 | 富士フイルム株式会社 | Discharge abnormality detection method, liquid discharge device, and discharge abnormality detection program |
| WO2018168191A1 (en) * | 2017-03-16 | 2018-09-20 | コニカミノルタ株式会社 | Image detection device and inkjet recording device |
| CN117341364A (en) * | 2023-11-03 | 2024-01-05 | 广州市森扬电子科技有限公司 | Method, equipment and storage medium for detecting nozzle needle breakage in printing process |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005246650A (en) * | 2004-03-01 | 2005-09-15 | Sony Corp | Printer, image processor, printing control method, program, test pattern data, and recording medium |
-
2008
- 2008-07-24 JP JP2008191042A patent/JP5227686B2/en active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005246650A (en) * | 2004-03-01 | 2005-09-15 | Sony Corp | Printer, image processor, printing control method, program, test pattern data, and recording medium |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012000904A (en) * | 2010-06-18 | 2012-01-05 | Seiko Epson Corp | Liquid droplet discharging device and inspection method of liquid droplet discharging head |
| EP2484532A2 (en) | 2010-12-13 | 2012-08-08 | Ricoh Company, Ltd. | Image Forming Apparatus and Computer Program Product |
| US8915563B2 (en) | 2011-04-19 | 2014-12-23 | Seiko Epson Corporation | Liquid droplet ejecting apparatus and liquid droplet ejecting method |
| JP2015074108A (en) * | 2013-10-07 | 2015-04-20 | 富士ゼロックス株式会社 | Image formation device |
| JP2015223723A (en) * | 2014-05-26 | 2015-12-14 | 富士フイルム株式会社 | Inkjet recording device and abnormality detection method for ejector |
| JP2015223793A (en) * | 2014-05-29 | 2015-12-14 | 理想科学工業株式会社 | Ink jet printer |
| US9370930B2 (en) | 2014-06-30 | 2016-06-21 | Ricoh Company, Ltd. | Nozzle testing device and image forming apparatus |
| JP2016087895A (en) * | 2014-10-31 | 2016-05-23 | 株式会社リコー | Image formation device, image formation method, and program |
| JP2016187931A (en) * | 2015-03-30 | 2016-11-04 | 富士フイルム株式会社 | Discharge abnormality detection method, liquid discharge device, and discharge abnormality detection program |
| WO2018168191A1 (en) * | 2017-03-16 | 2018-09-20 | コニカミノルタ株式会社 | Image detection device and inkjet recording device |
| CN110418717A (en) * | 2017-03-16 | 2019-11-05 | 柯尼卡美能达株式会社 | Image detection device and ink-jet recording apparatus |
| JPWO2018168191A1 (en) * | 2017-03-16 | 2020-01-16 | コニカミノルタ株式会社 | Image detection device and ink jet recording device |
| CN117341364A (en) * | 2023-11-03 | 2024-01-05 | 广州市森扬电子科技有限公司 | Method, equipment and storage medium for detecting nozzle needle breakage in printing process |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5227686B2 (en) | 2013-07-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5227686B2 (en) | Nozzle defect inspection method | |
| JP5283685B2 (en) | Defect recording element detection apparatus and method, and image forming apparatus and method | |
| JP4684801B2 (en) | Printing apparatus, nozzle abnormality inspection method, and program | |
| JP5328965B2 (en) | Recording apparatus and method for estimating discharge state thereof | |
| JP5584733B2 (en) | Recording apparatus and printed matter discharge method | |
| JP6472058B2 (en) | Image forming apparatus and image correction method | |
| JP5473435B2 (en) | Control method of recording apparatus | |
| JP2018054560A (en) | Image inspection method and device, program, and image recording system | |
| US20050030327A1 (en) | Image recording apparatus and method for determining defective image-recording elements | |
| USRE41609E1 (en) | Liquid ejection inspecting method, liquid ejection inspector, and image forming apparatus | |
| JP2015003515A (en) | Image processing method and image processing apparatus | |
| JP5190202B2 (en) | Image recording apparatus and method, and quality determination program | |
| JP2010006000A (en) | Image output device and image inspection method | |
| JP5750888B2 (en) | Image forming apparatus and program | |
| JP2010173289A (en) | Printing apparatus, and method for inspection of printing | |
| JP2020093399A (en) | Inkjet printing device and poor printing detecting method | |
| JP5303503B2 (en) | Image inspection apparatus, printing apparatus, and image inspection method | |
| JP4032359B2 (en) | Image recording apparatus and method for identifying inappropriate image recording element | |
| JP2006240148A (en) | Ink jet recorder | |
| JP2005067191A (en) | Image recording apparatus and method for specifying defective image recording element | |
| JP2011051225A (en) | Inspection method for defective recording in image recorder | |
| JP2006181842A (en) | Recording apparatus and failure detecting method for recording element | |
| JP5380191B2 (en) | Ink ejection defect inspection method and apparatus | |
| JP2011121293A (en) | Printer and defective nozzle inspection method | |
| JP5943710B2 (en) | Recording apparatus and test pattern recording method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20110225 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20110616 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110705 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20111201 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121009 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121010 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121203 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130219 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130318 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5227686 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160322 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |