JP2010023345A - 射出成形機の制御方法 - Google Patents
射出成形機の制御方法 Download PDFInfo
- Publication number
- JP2010023345A JP2010023345A JP2008187292A JP2008187292A JP2010023345A JP 2010023345 A JP2010023345 A JP 2010023345A JP 2008187292 A JP2008187292 A JP 2008187292A JP 2008187292 A JP2008187292 A JP 2008187292A JP 2010023345 A JP2010023345 A JP 2010023345A
- Authority
- JP
- Japan
- Prior art keywords
- screw
- rotation speed
- heating cylinder
- resin
- initial
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000001746 injection moulding Methods 0.000 title claims abstract description 31
- 238000000034 method Methods 0.000 title claims description 55
- 239000011347 resin Substances 0.000 claims abstract description 154
- 229920005989 resin Polymers 0.000 claims abstract description 154
- 239000000463 material Substances 0.000 claims abstract description 59
- 238000010438 heat treatment Methods 0.000 claims abstract description 52
- 238000002347 injection Methods 0.000 claims abstract description 48
- 239000007924 injection Substances 0.000 claims abstract description 48
- 230000008569 process Effects 0.000 claims description 51
- 238000005259 measurement Methods 0.000 claims description 28
- 238000005303 weighing Methods 0.000 claims description 13
- 230000000630 rising effect Effects 0.000 claims description 12
- 239000007787 solid Substances 0.000 claims description 6
- 230000001133 acceleration Effects 0.000 claims description 5
- 239000000243 solution Substances 0.000 abstract 1
- 230000002093 peripheral effect Effects 0.000 description 17
- 230000007246 mechanism Effects 0.000 description 8
- 230000033001 locomotion Effects 0.000 description 7
- 230000008859 change Effects 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 230000005540 biological transmission Effects 0.000 description 5
- 238000010008 shearing Methods 0.000 description 5
- 238000011144 upstream manufacturing Methods 0.000 description 4
- 230000004913 activation Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000010365 information processing Effects 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000001141 propulsive effect Effects 0.000 description 1
Images




Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【解決手段】先端に射出ノズルが設けられた加熱シリンダと、樹脂材料を供給するホッパと、加熱シリンダ内に配設されたスクリュとを備え、計量・貯留工程、及び射出工程を順に行う射出成形機において、計量・貯留工程におけるスクリュの設定回転数を設定させる設定回転数設定手段26と、計量・貯留工程の開始初期におけるスクリュの初期回転数を設定させる初期回転数設定手段27と、スクリュの回転数が初期回転数に到達してから設定回転数に達するまでの回転数立上り時間を設定させる立上り時間設定手段28とを具備する。そして、設定されたこれらの回転数及び時間に基づいて、スクリュの回転数を漸次上昇させる。
【選択図】図3
Description
該加熱シリンダの先端に設けられた射出ノズルと、
前記加熱シリンダの根元側に個体状の樹脂材料を供給するホッパと、
前記加熱シリンダ内に配設され、回転可能で且つ軸方向に移動可能に支持されたスクリュと、
前記スクリュを回転方向及び軸方向に夫々駆動する駆動手段と、
該駆動手段によって前記スクリュを回転させることにより、前記ホッパから供給された樹脂材料を溶融しながら前記加熱シリンダの先端部に送るとともに、該先端部において蓄積される樹脂圧によって前記スクリュが後退することで、溶融樹脂を計量しつつ貯留させる計量・貯留工程、
及び前記駆動手段によって前記スクリュを軸方向に前進させることにより、前記先端部に貯留された溶融樹脂を前記射出ノズルから所定の圧力で射出させる射出工程、
を順に実行する工程実行手段と、
前記スクリュの先端部分に、回動可能で且つ前記スクリュの軸方向に所定量移動可能な状態で遊嵌され、前記加熱シリンダの前記先端部に蓄積される溶融樹脂の逆流を防止するチェックリングと、
前記計量・貯留工程における前記スクリュの設定回転数を設定させるための設定回転数設定手段と、
前記計量・貯留工程の開始初期における前記スクリュの初期回転数を設定させるための初期回転数設定手段と、
前記計量・貯留工程において前記スクリュの回転数が前記初期回転数に到達してから前記設定回転数に達するまでの回転数立上り時間を設定させるための立上り時間設定手段と
を具備し、
前記工程実行手段は、作業者によって設定された前記初期回転数、前記設定回転数、及び前記回転数立上り時間を基に前記駆動手段を制御し、前記計量・貯留工程における前記スクリュの回転数を漸次上昇させる回転数制御手段を有する」ことを特徴とするものである。
図1に示すように、本例の射出成形機1は、樹脂通路2aを内部に有する略円筒状のシリンダ2と、シリンダ2の先端部分に設けられた射出ノズル3と、シリンダ2の外周面に巻かれたヒータ4と、シリンダ2の根元側の上部に貫通状態で接続されたホッパ5と、シリンダ2の樹脂通路2aに配設されたスクリュ6とを具備して構成されている。なお、射出ノズル3はシリンダ2と一体に成形されもよく、シリンダ2の先端部に着脱可能に取着されてもよい。
次に、計量・貯留工程、及び射出工程について、図2に基づき説明する。まず、計量・貯留工程では、図2(a)に示すように、ホッパ5から樹脂材料Kを供給しつつ、回転用モータ9(図1参照)及び回転伝達機構10によってスクリュ6を一定方向(矢印の方向)に回転させる。ここで、スクリュ6は基本的に設定回転数になるように制御されるが、計量・貯留工程の初期の段階ではスクリュ6の回転数を漸次上昇させるように特別な制御が行われる。なお、この制御についての詳細は後述する。
ところで、図3に示すように、本例の射出成形機1には、回転用モータ9及び進退用モータ15等を制御し、計量・貯留工程、及び射出工程を実行するためのコントローラ25が備えられている。このコントローラ25は、演算及び制御を行う中央情報処理装置(CPU)と、読出し専用メモリ(ROM)及びランダムアクセスメモリ(RAM)等からなる記憶装置とを備えており、予め入力されたプログラムに従って、指定された処理を順に行うものである。なお、このコントローラ25の入力ポートには、溶融樹脂Yの圧力を検出する圧力センサ、スクリュ6の位置を検出する位置検出センサ、溶融樹脂Yの温度を検出する温度センサ(いずれも図示しない)等が接続されており、コントローラ25ではこれらの入力に基づいて溶融樹脂Yの計量や各駆動手段の制御が行われるが、これらの基本的な構成及び制御は従来から周知であるため、ここでは詳細な説明を省略し、本発明の特徴的な構成である、計量・貯留工程の開始初期におけるスクリュ6の回転数制御について以下に説明する。
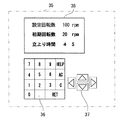
作業者によって初期回転数、設定回転数、及び回転数立上り時間が設定されると、コントローラ25は、これらの設定値を基に回転用モータ9を制御し、計量・貯留工程におけるスクリュ6の回転数を漸次上昇させるように制御する。具体的に説明すると、図5(a)に示すように、初期回転数を20rpm、設定回転数を100rpm、立上り時間を4秒と設定した場合には、計量・貯留工程の開始初期におけるスクリュ6の回転数が20rpmから4秒間で100rpmに達するように、回転数を漸次上昇させ、その後100rpmに維持する。このため、樹脂材料Kがシリンダ2の先端部2bに移送されるまで、すなわち樹脂圧によってスクリュ6が後退し計量及び貯留が可能になるまで樹脂材料Kを比較的ゆっくりと送ることが可能となり、比較的多くの樹脂材料Kが一度に供給された場合でも、それらの樹脂材料Kに対してヒータ4の熱やスクリュ6の回転による摩擦熱及びせん断熱を効果的に加えることができ、ひいては樹脂材料Kがおこし状態となることを抑制し、円滑な可塑化が可能になる。また、図5(a)に示すように、初期回転数から設定回転数に達するまで、スクリュ6の回転数を等加速度で(すなわち直線的に)上昇させるため、段階的(階段状)に変化させるものに比べて、スクリュ6の回転を滑らかに立ち上げることができるとともに、コントローラ25における制御が簡単になる。
2 シリンダ(加熱シリンダ)
2a 樹脂通路(通路)
2b 先端部
3 射出ノズル
4 ヒータ(加熱シリンダ)
5 ホッパ
6 スクリュ
8 チェックリング
9 回転用モータ(駆動手段)
15 進退用モータ(駆動手段)
25 コントローラ(工程実行手段,回転数制御手段)
26 設定回転数設定手段
27 初期回転数設定手段
28 立上り時間設定手段
K 樹脂材料
Y 溶融樹脂
該加熱シリンダの先端に設けられた射出ノズルと、
前記加熱シリンダの根元側に個体状の樹脂材料を供給するホッパと、
前記加熱シリンダ内に配設され、回転可能で且つ軸方向に移動可能に支持されたスクリュと、
前記スクリュを回転方向及び軸方向に夫々駆動する駆動手段と、
該駆動手段によって前記スクリュを回転させることにより、前記ホッパから供給された樹脂材料を溶融しながら前記加熱シリンダの先端部に送るとともに、該先端部において蓄積される樹脂圧によって前記スクリュが後退することで、溶融樹脂を計量しつつ貯留させる計量・貯留工程、
及び前記駆動手段によって前記スクリュを軸方向に前進させることにより、前記先端部に貯留された溶融樹脂を前記射出ノズルから所定の圧力で射出させる射出工程、
を順に実行する工程実行手段と、
前記スクリュの先端部分に、回動可能で且つ前記スクリュの軸方向に所定量移動可能な状態で遊嵌され、前記加熱シリンダの前記先端部に蓄積される溶融樹脂の逆流を防止するチェックリングと、
前記計量・貯留工程における前記スクリュの設定回転数を設定させるための設定回転数設定手段と、
前記計量・貯留工程の開始初期における前記スクリュの初期回転数を設定させるための初期回転数設定手段と、
前記計量・貯留工程において前記スクリュの回転数が前記初期回転数に到達してから前記設定回転数に達するまでの回転数立上り時間を設定させるための立上り時間設定手段と
を具備し、
前記工程実行手段は、作業者によって設定された前記初期回転数、前記設定回転数、及び前記回転数立上り時間を基に前記駆動手段を制御し、溶融樹脂が前記加熱シリンダの前記先端部に送られ樹脂圧による前記スクリュの後退が可能になるまでの間、前記スクリュの回転数を漸次上昇させる回転数制御手段を有する」ことを特徴とするものである。
該加熱シリンダの先端に設けられた射出ノズルと、
前記加熱シリンダの根元側に個体状の樹脂材料を供給するホッパと、
前記加熱シリンダ内に配設され、回転可能で且つ軸方向に移動可能に支持されたスクリュと、
前記スクリュを回転方向及び軸方向に夫々駆動する駆動手段と、
該駆動手段によって前記スクリュを回転させることにより、前記ホッパから供給された樹脂材料を溶融しながら前記加熱シリンダの先端部に送るとともに、該先端部において蓄積される樹脂圧によって前記スクリュが後退することで、溶融樹脂を計量しつつ貯留させる計量・貯留工程、
及び前記駆動手段によって前記スクリュを軸方向に前進させることにより、前記先端部に貯留された溶融樹脂を前記射出ノズルから所定の圧力で射出させる射出工程、
を順に実行する工程実行手段と、
前記スクリュの先端部分に、回動可能で且つ前記スクリュの軸方向に所定量移動可能な状態で遊嵌され、前記加熱シリンダの前記先端部に蓄積される溶融樹脂の逆流を防止するチェックリングと、
前記計量・貯留工程における前記スクリュの設定回転数を設定させるための設定回転数設定手段と、
前記計量・貯留工程の開始初期における前記スクリュの初期回転数を設定させるための初期回転数設定手段と、
前記計量・貯留工程において前記スクリュの回転数が前記初期回転数に到達してから前記設定回転数に達するまでの回転数立上り時間を設定させるための立上り時間設定手段と
を具備する射出成形機を用いて、
作業者によって設定された前記初期回転数、前記設定回転数、及び前記回転数立上り時間を基に前記駆動手段を制御し、溶融樹脂が前記加熱シリンダの前記先端部に送られ樹脂圧による前記スクリュの後退が可能になるまでの間、前記スクリュの回転数を漸次上昇させる」ことを特徴とするものである。
Claims (2)
- 円筒状の通路を有し該通路内を通過する樹脂材料を加熱する加熱シリンダと、
該加熱シリンダの先端に設けられた射出ノズルと、
前記加熱シリンダの根元側に個体状の樹脂材料を供給するホッパと、
前記加熱シリンダ内に配設され、回転可能で且つ軸方向に移動可能に支持されたスクリュと、
前記スクリュを回転方向及び軸方向に夫々駆動する駆動手段と、
該駆動手段によって前記スクリュを回転させることにより、前記ホッパから供給された樹脂材料を溶融しながら前記加熱シリンダの先端部に送るとともに、該先端部において蓄積される樹脂圧によって前記スクリュが後退することで、溶融樹脂を計量しつつ貯留させる計量・貯留工程、
及び前記駆動手段によって前記スクリュを軸方向に前進させることにより、前記先端部に貯留された溶融樹脂を前記射出ノズルから所定の圧力で射出させる射出工程、
を順に実行する工程実行手段と、
前記スクリュの先端部分に、回動可能で且つ前記スクリュの軸方向に所定量移動可能な状態で遊嵌され、前記加熱シリンダの前記先端部に蓄積される溶融樹脂の逆流を防止するチェックリングと、
前記計量・貯留工程における前記スクリュの設定回転数を設定させるための設定回転数設定手段と、
前記計量・貯留工程の開始初期における前記スクリュの初期回転数を設定させるための初期回転数設定手段と、
前記計量・貯留工程において前記スクリュの回転数が前記初期回転数に到達してから前記設定回転数に達するまでの回転数立上り時間を設定させるための立上り時間設定手段と
を具備し、
前記工程実行手段は、作業者によって設定された前記初期回転数、前記設定回転数、及び前記回転数立上り時間を基に前記駆動手段を制御し、前記計量・貯留工程における前記スクリュの回転数を漸次上昇させる回転数制御手段を有する
ことを特徴とする射出成形機。 - 前記回転数制御手段は、前記初期回転数から前記設定回転数に達するまで、前記スクリュの回転数を等加速度で上昇させることを特徴とする請求項1に記載の射出成形機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008187292A JP4268999B1 (ja) | 2008-07-18 | 2008-07-18 | 射出成形機の制御方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008187292A JP4268999B1 (ja) | 2008-07-18 | 2008-07-18 | 射出成形機の制御方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP4268999B1 JP4268999B1 (ja) | 2009-05-27 |
| JP2010023345A true JP2010023345A (ja) | 2010-02-04 |
Family
ID=40785259
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008187292A Expired - Fee Related JP4268999B1 (ja) | 2008-07-18 | 2008-07-18 | 射出成形機の制御方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4268999B1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010083074A (ja) * | 2008-10-01 | 2010-04-15 | Toyo Mach & Metal Co Ltd | 射出成形機 |
| JP2011194714A (ja) * | 2010-03-19 | 2011-10-06 | Toshiba Mach Co Ltd | 射出成形機の制御方法 |
| JP2012168423A (ja) * | 2011-02-16 | 2012-09-06 | Kyocera Document Solutions Inc | 画像形成装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7333245B2 (ja) * | 2019-10-28 | 2023-08-24 | 芝浦機械株式会社 | 溶融樹脂の流動性指標制御方法および装置 |
-
2008
- 2008-07-18 JP JP2008187292A patent/JP4268999B1/ja not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010083074A (ja) * | 2008-10-01 | 2010-04-15 | Toyo Mach & Metal Co Ltd | 射出成形機 |
| JP2011194714A (ja) * | 2010-03-19 | 2011-10-06 | Toshiba Mach Co Ltd | 射出成形機の制御方法 |
| JP2012168423A (ja) * | 2011-02-16 | 2012-09-06 | Kyocera Document Solutions Inc | 画像形成装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4268999B1 (ja) | 2009-05-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6758312B2 (ja) | 射出成形システムおよび部品製造方法 | |
| JP5729587B2 (ja) | 高せん断装置及び高せん断方法 | |
| TWI522227B (zh) | Injection molding machine | |
| WO2008016005A1 (fr) | Équipement intégrant des parties de malaxage et d'injection | |
| JP4268999B1 (ja) | 射出成形機の制御方法 | |
| JP5846998B2 (ja) | 可塑化装置、射出装置、射出成形装置、押出機、及び成形品の製造方法 | |
| JP5306772B2 (ja) | 成形サイクル停止時の樹脂劣化防止手段を備えた射出成形機 | |
| EP3381644A1 (en) | Molding machine screw | |
| JP2010214839A (ja) | 射出成形機におけるパージ制御 | |
| JP5601871B2 (ja) | 射出成形機 | |
| JP2018069574A (ja) | インラインスクリュ式射出成形機およびその成形制御方法 | |
| JP7218646B2 (ja) | 材料供給装置、射出成形装置及び三次元造形装置 | |
| JP5210785B2 (ja) | 射出成形機 | |
| JP7277323B2 (ja) | 射出成形機の制御装置および制御方法 | |
| US20210094213A1 (en) | Control device and control method for injection molding machine | |
| JP5941727B2 (ja) | スクリュ、可塑化装置、射出装置、射出成形装置、押出機、及び成形品の製造方法 | |
| CN112936796A (zh) | 注射成形机的控制装置及控制方法 | |
| KR20150082160A (ko) | 사출성형기 | |
| JP2021011034A (ja) | 射出成形機 | |
| JP3546357B2 (ja) | 射出成形機の自動パージ制御装置 | |
| JPH09207180A (ja) | スクリュプリプラ式射出装置 | |
| JP4628751B2 (ja) | プリプラ式射出装置及びこの装置における漏出樹脂の排出方法 | |
| JP5822120B2 (ja) | 高せん断加工機の回転速度制御装置と回転速度制御方法 | |
| US20250135694A1 (en) | Maintenance method for discharge unit | |
| JP6429923B2 (ja) | 可塑化装置とプランジャ式射出装置とからなる射出装置の運転方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090223 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120227 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120227 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150227 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |