JP2010010282A - 部品実装装置および部品実装方法 - Google Patents
部品実装装置および部品実装方法 Download PDFInfo
- Publication number
- JP2010010282A JP2010010282A JP2008165909A JP2008165909A JP2010010282A JP 2010010282 A JP2010010282 A JP 2010010282A JP 2008165909 A JP2008165909 A JP 2008165909A JP 2008165909 A JP2008165909 A JP 2008165909A JP 2010010282 A JP2010010282 A JP 2010010282A
- Authority
- JP
- Japan
- Prior art keywords
- component
- inclination
- tray
- suction nozzle
- tilt
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Wire Bonding (AREA)
- Die Bonding (AREA)
- Supply And Installment Of Electrical Components (AREA)
Abstract
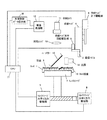
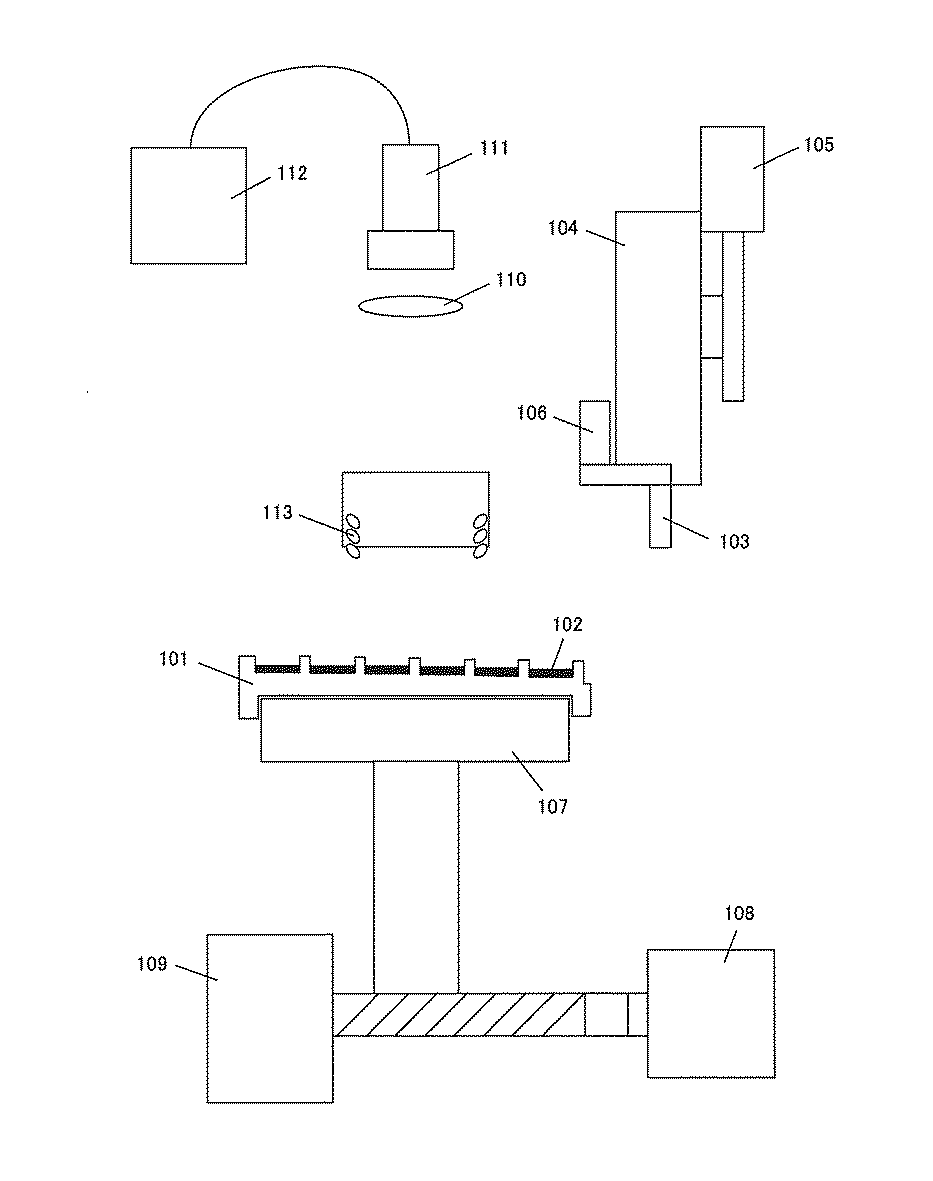
【解決手段】トレイステージ7のトレイ1にセットされている部品2を、吸着ノズル3が設けられた供給ヘッド4を上下方向に駆動する駆動部5と水平回転方向に駆動する駆動部6、およびトレイステージ7をXY水平方向に駆動する駆動部8,9を動作させて、供給カメラ11の真下に位置させる。部品2の上面で反射した照明光は対物レンズ10を通過して供給カメラ11に入射し、供給カメラ11にて得られた受像信号を画像処理部12に入力する。画像処理部12において、部品2の中心点および部品の回転角度を求め、これらのデータを受けてCPU17では、その部品中心位置に供給ヘッド4に設けられている吸着ノズル3の先端が一致するように各部をコントロールする。
【選択図】図1
Description
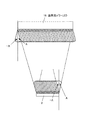
図1は本発明の実施の形態1における部品実装装置の概略構成図、図2は本実施の形態における光学系の構成図であって、1はトレイ、2は部品、3は吸着ノズル、4は供給ヘッド、5は供給ヘッド上下駆動部、6は供給ヘッド水平回転駆動部、7はトレイステージ、8はトレイステージ水平X方向駆動部、9はトレイステージ水平Y方向駆動部、10は対物レンズ、11は供給カメラ、12は画像処理部、13はトレイ段差、14は光源、15はハーフミラー、16は本体制御データ保存部、17は前記各部をコントロールする制御部としてのCPU(中央演算処理ユニット)を示す。
本例の場合、8mm+2×WD×Tan(10°)が成り立つ。また、最小検定角度を2°と設定した場合、部品2上面の鏡面に照射角度−10°〜10°の照明光を一様に照射し、部品2の最小検定角度を2°以上傾けた場合、部品上面の鏡面での反射光が対物レンズ10を通らないようにするためには、下式(2)の式が成り立たなければならない。
本例の場合、8mm+WD×Tan(10°)<WD×Tan(10°+2°×2)が成り立つ最小のWDを求めると、109.5875mmである。WDを110mmとすれば、対物レンズ径は、前記式(1)より8mm+2×110×Tan(10°)=46.79mmとなる。
また、ハーフミラー15の寸法は、下式(4)式で求められる。
本例の場合、照射角度が−10°〜10°の角度で、8×8mmエリア上面を照明光が一様に照射するためには、光源14から部品2上面までのLWD(ライトワークディスタンス)は、2×LWD×Tan(10°)+照明エリア8mm=光源直径24mmの式を満たすLWDにする必要がある。
2 部品
3 吸着ノズル
4 供給ヘッド
5 供給ヘッド上下駆動部
6 供給ヘッド水平回転駆動部
7 トレイステージ
8 トレイステージ水平X方向駆動部
9 トレイステージ水平Y方向駆動部
10 対物レンズ
11 供給カメラ
12 画像処理部
13 トレイ段差
14 光源
15 ハーフミラー
16 本体制御データ保存部
17 CPU(中央演算処理ユニット)
18 面発光パワーLED
Claims (8)
- トレイ上の部品を吸着するための吸着ノズルを有する供給ヘッド部と、
前記トレイを保持するトレイステージ部と、
前記部品の上面に一定の照射角度で光照射可能な照明部と、
前記部品の上面で反射した反射光を受光するカメラ部と、
前記反射光から得られる面輝度分布
の測定結果に基づいて前記部品の傾きを演算する演算部と、
前記演算部で演算された前記部品の傾きに基づいて前記吸着ノズルを制御する制御部と、を備えたことを特徴とする部品実装装置。 - 前記制御部が、前記部品の傾きが部品毎にあらかじめ設定されている部品傾き閾値よりも大きい場合に、部品吸着動作を停止させるものであることを特徴とする請求項1記載の部品実装装置。
- 前記トレイステージ部を傾けるチルト機構を更に備え、
前記制御部が、前記部品の傾きが部品毎にあらかじめ設定されている部品傾き閾値よりも大きい場合に、前記チルト機構により前記トレイステージ部を傾かせ、前記吸着ノズルの先端面と前記部品の上面とを平行状態にして、前記吸着ノズルにより前記部品を吸着させるものであることを特徴とする請求項1記載の部品実装装置。 - 前記供給ヘッドを傾ける傾斜機構を更に備え、
前記制御部が、前記部品の傾きが部品毎にあらかじめ設定されている部品傾き閾値よりも大きい場合に、前記傾斜機構により前記供給ヘッドを傾かせ、前記吸着ノズルの先端面と前記部品の上面とを平行状態にして、前記吸着ノズルにより前記部品を吸着させるものであることを特徴とする請求項1記載の部品実装装置。 - トレイ上の部品の上面で反射した反射光を受光して前記部品の中心が映るように部品をトレイ上にセットした後、一定間隔で前記トレイの傾きを相対的に変えながら、前記部品の上面の反射光の面輝度分布を複数回計測して前記部品の傾きと前記部品の面輝度分布との傾き・輝度分布関係を求め、求めた前記傾き・輝度分布関係に基づいて前記部品を吸着することを特徴とする部品実装方法。
- 前記部品の外形認識を行うと同時に前記面輝度分布の測定を行い、求めた前記傾き・輝度分布関係に基づいて前記部品の傾きを演算し、演算された前記部品の傾きが部品毎にあらかじめ設定されている部品傾き閾値より大きい場合に、前記部品の吸着を停止させることを特徴とする請求項5記載の部品実装方法。
- 前記部品の外形認識を行うと同時に前記面輝度分布の測定を行い、求めた前記傾き・輝度分布関係に基づいて前記部品の傾きを演算し、演算された前記部品の傾きが部品毎にあらかじめ設定されている部品傾き閾値より大きい場合に、前記トレイを保持するトレイステージ部を傾かせ、前記部品を吸着する吸着ノズルの先端面と前記部品の上面とを平行状態にして前記部品を吸着することを特徴とする請求項5記載の部品実装方法。
- 前記部品の外形認識を行うと同時に前記面輝度分布の測定を行い、求めた前記傾き・輝度分布関係に基づいて前記部品の傾きを演算し、演算された前記部品の傾きが部品毎にあらかじめ設定されている部品傾き閾値より大きい場合に、前記部品を吸着する吸着ノズルを傾かせ、前記吸着ノズルの先端面と前記部品の上面とを平行状態にして前記部品を吸着することを特徴とする請求項5記載の部品実装方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008165909A JP5040829B2 (ja) | 2008-06-25 | 2008-06-25 | 部品実装装置および部品実装方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008165909A JP5040829B2 (ja) | 2008-06-25 | 2008-06-25 | 部品実装装置および部品実装方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010010282A true JP2010010282A (ja) | 2010-01-14 |
| JP5040829B2 JP5040829B2 (ja) | 2012-10-03 |
Family
ID=41590440
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008165909A Expired - Fee Related JP5040829B2 (ja) | 2008-06-25 | 2008-06-25 | 部品実装装置および部品実装方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5040829B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011176078A (ja) * | 2010-02-24 | 2011-09-08 | Panasonic Corp | 電子部品実装方法 |
| JP2016203350A (ja) * | 2015-04-28 | 2016-12-08 | 富士電機株式会社 | 部品供給装置、ロボットピッキング装置及びロボット組立システム |
| US11353502B2 (en) | 2020-03-12 | 2022-06-07 | Advantest Corporation | Electronic component handling apparatus and electronic component testing apparatus |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003188587A (ja) * | 2001-12-18 | 2003-07-04 | Tdk Corp | 部品挟持装置、部品搬送装置及びこれらを含む部品処理装置 |
| JP2005098836A (ja) * | 2003-09-25 | 2005-04-14 | Dainippon Printing Co Ltd | 表面検査装置および表面検査プログラムおよび表面検査方法 |
-
2008
- 2008-06-25 JP JP2008165909A patent/JP5040829B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003188587A (ja) * | 2001-12-18 | 2003-07-04 | Tdk Corp | 部品挟持装置、部品搬送装置及びこれらを含む部品処理装置 |
| JP2005098836A (ja) * | 2003-09-25 | 2005-04-14 | Dainippon Printing Co Ltd | 表面検査装置および表面検査プログラムおよび表面検査方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011176078A (ja) * | 2010-02-24 | 2011-09-08 | Panasonic Corp | 電子部品実装方法 |
| JP2016203350A (ja) * | 2015-04-28 | 2016-12-08 | 富士電機株式会社 | 部品供給装置、ロボットピッキング装置及びロボット組立システム |
| US11353502B2 (en) | 2020-03-12 | 2022-06-07 | Advantest Corporation | Electronic component handling apparatus and electronic component testing apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5040829B2 (ja) | 2012-10-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6685126B2 (ja) | 半導体製造装置および半導体装置の製造方法 | |
| JP2816787B2 (ja) | 実装機の吸着ノズル制御装置 | |
| JP6145111B2 (ja) | 装着位置ずれ原因究明方法 | |
| JP6571185B2 (ja) | 部品実装装置および部品実装方法 | |
| JPH11330798A (ja) | 電気部品装着方法およびシステム | |
| JP2013016570A (ja) | レーザー高さ測定装置および部品実装機 | |
| JP4999502B2 (ja) | 部品移載装置及び表面実装機 | |
| CN101902902A (zh) | 电子部件安装装置 | |
| JP2003298294A (ja) | 電子回路部品装着システム | |
| JP5040829B2 (ja) | 部品実装装置および部品実装方法 | |
| WO2018105051A1 (ja) | 表面実装機、部品認識装置、部品認識方法 | |
| JP5296749B2 (ja) | 部品認識装置および表面実装機 | |
| KR20210082514A (ko) | 전자 부품 실장 장치 | |
| JPWO2018134862A1 (ja) | 撮像装置及びこれを用いた表面実装機 | |
| JP2000022393A (ja) | 認識用照明装置 | |
| JP5041878B2 (ja) | 部品認識装置、表面実装機、及び部品試験装置 | |
| CN1893811A (zh) | 电子部件安装装置 | |
| CN114375617A (zh) | 安装基板的制造方法以及部件安装装置 | |
| JP7285194B2 (ja) | 部品実装機、部品認識方法 | |
| JPWO2016143059A1 (ja) | 実装装置、撮像処理方法及び撮像ユニット | |
| JPH09321494A (ja) | 表面実装機の照明装置 | |
| JP2016152236A (ja) | 部品実装装置および部品実装方法 | |
| JP6831460B2 (ja) | 部品実装装置および部品データ作成方法 | |
| JP2013057561A (ja) | 物品認識装置における照明の設定値設定方法および物品認識装置 | |
| JPWO2016199237A1 (ja) | 検出方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20100910 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100915 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110428 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120612 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120625 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150720 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |