JP2010006885A - 液状可塑剤を含有する熱可塑性樹脂組成物及びその製造方法、並びに上記熱可塑性樹脂組成物を用いた生分解性押出成形シートまたはフィルム - Google Patents
液状可塑剤を含有する熱可塑性樹脂組成物及びその製造方法、並びに上記熱可塑性樹脂組成物を用いた生分解性押出成形シートまたはフィルム Download PDFInfo
- Publication number
- JP2010006885A JP2010006885A JP2008165337A JP2008165337A JP2010006885A JP 2010006885 A JP2010006885 A JP 2010006885A JP 2008165337 A JP2008165337 A JP 2008165337A JP 2008165337 A JP2008165337 A JP 2008165337A JP 2010006885 A JP2010006885 A JP 2010006885A
- Authority
- JP
- Japan
- Prior art keywords
- thermoplastic resin
- resin composition
- liquid plasticizer
- weight
- inorganic filler
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Biological Depolymerization Polymers (AREA)
Abstract
【解決手段】(A)熱可塑性樹脂と、(B)重量平均粒子径が0.1μm以上10μm以下であり、重量平均粒子径(μm)と比表面積(m2/g)の積が10以上、且つ煮アマニ油吸油量が40ml/100g以上である無機充填剤と、(C)液状可塑剤と、を含み、上記(A)が、ポリ乳酸10重量%以上100重量%以下、生分解性脂肪族ポリエステル0重量%以上90重量%以下、および生分解性脂肪族芳香族ポリエステル0重量%以上90重量%以下の配合比率であって、上記(B)と上記(C)との重量部の比率が(B):(C)=99:1乃至50:50であって、且つ、上記(A)中におけるポリ乳酸100重量部に対して、上記(C)の配合比率が5重量部以上50重量部以下となるよう熱塑性樹脂組成物を調製する。
【選択図】なし
Description
(1)(A)熱可塑性樹脂と、(B)重量平均粒子径が0.1μm以上10μm以下であり、重量平均粒子径(μm)と比表面積(m2/g)の積が10以上、且つ煮アマニ油吸油量が40ml/100g以上である無機充填剤と、(C)液状可塑剤と、を含み、上記(A)が、ポリ乳酸10重量%以上100重量%以下、生分解性脂肪族ポリエステル0重量%以上90重量%以下、および生分解性脂肪族芳香族ポリエステル0重量%以上90重量%以下の配合比率により構成されており、上記(B)と上記(C)との重量部の比率が(B):(C)=99:1乃至50:50であって、且つ、上記(A)中におけるポリ乳酸100重量部に対して、上記(C)の配合比率が5重量部以上50重量部以下であることを特徴とする液状可塑剤を含有する熱可塑性樹脂組成物、
(2)上記(A)が、ポリ乳酸と、脂肪族ポリエステル及び/または脂肪族芳香族ポリエステルとから構成されており、ポリ乳酸10重量%以上90重量%以下、脂肪族ポリエステル10重量%以上90重量%以下、脂肪族芳香族ポリエステル10重量%以上90重量%以下の配合比率により構成されていることを特徴とする上記(1)に記載の液状可塑剤を含有する熱可塑性樹脂組成物、
(3)上記無機充填剤の粒子表面が不規則な凹凸で構成されていることを特徴とする上記(1)または(2)に記載の液状可塑剤を含有する熱可塑性樹脂組成物、
(4)上記無機充填剤が炭酸カルシウムであることを特徴とする上記(1)乃至(3)のいずれか1つに記載の液状可塑剤を含有する熱可塑性樹脂組成物、
(5)上記(1)乃至(4)のいずれか1つに記載の上記(A)、上記(B)及び上記(C)を同時に混合させることにより熱可塑性樹脂組成物を製造することを特徴とする液状可塑剤を含有する熱可塑性樹脂組成物の製造方法、
(6)上記(1)乃至(4)のいずれか1つに記載の液状可塑剤を含有する樹脂組成物を用いて形成された、引張弾性率が1200MPa以下の生分解性押出成形シートまたはフィルム、
を要旨とするものである。
本発明に用いられる熱可塑性樹脂は、ポリ乳酸を必須とし、且つ、必要に応じて生分解性脂肪族芳香族ポリエステル、あるいは生分解性脂肪族ポリエステルを、適宜配合して構成される。
本発明に用いられる無機充填剤としては、炭酸カルシウムやタルクなど、樹脂成形において使用され得る公知の無機充填剤から選択することができる。ただし、下記の条件を備えているものに限る。
(式1) y=2.2613x+0.3823
で示される直線上に略存在し、互いに比例関係にある。これに対し、ある特殊な炭酸カルシウムは、この直線にのらず、第1象限において、この直線よりも上側、即ち比表面積値が大きい領域に存在した。尚、図中、表面に凹凸がなく、且つ孔がほとんど存在しない球状の汎用炭酸カルシウムについては、黒塗りのひし形のプロットで示し、特殊な炭酸カルシウムについては白抜きのひし形のプロットで示した。
本発明における液状可塑剤としては、熱可塑性樹脂に柔軟性を付与するために用いられる、常温で液状の添加剤であれば、適宜選択して用いることができる。ただし、本発明の熱可塑性樹脂組成物を用いて成形された成形品が生分解される際には、該成形品に含有される液状可塑剤は、環境中に放出させるため、これを勘案すれば、安全性の高い液状可塑剤を用いることが望ましい。液状可塑剤の例としては、グリセリルトリアセテート、グリセリルジアセトモノラウレート、アジピン酸ジイソノニル、ポリ(1,3−ブタンジオール)アジペート、ベンジル=2−(2−メトキシエトキシ)エチル=アジペート、アセチルクエン酸トリブチル、エポキシ化大豆油などを挙げることができる。上記液状可塑剤としては、1種の添加剤、あるいは2種以上の添加剤の組合せであってよい。
本発明の熱可塑性樹脂組成物において、構成成分の配合比率は、(A)熱可塑性樹脂と、(B)無機充填剤と、(C)液状可塑剤との配合比率は、以下のとおりに特定される。即ち、(B)無機充填剤と(C)液状添加剤との重量部の比率が(B):(C)=99:1乃至50:50であって、且つ、(A)熱可塑性樹脂中におけるポリ乳酸100重量部に対して(C)液状可塑剤の配合比率が、5重量部以上50重量部以下である。
本発明の液状可塑剤を含有する熱可塑性樹脂組成物の製造方法、即ちコンパウンドの作製方法の最大の特徴は、汎用の混合装置あるいはコンパウンドの作製に用いられ得る押出成形装置を使用して、少なくともポリ乳酸を含有する熱可塑性樹脂と、上述する特定の無機充填剤と、液状可塑剤を同時に混合することができる点にある。本発明において「同時に混合」することができるという意味は、樹脂組成物の各構成材料を混合する混合工程を数回に分けることなく、一度の混合工程において混合することができることを意味する。
まず、(A)熱可塑性樹脂、(B)無機充填剤、及び(C)液状可塑剤として、表1において実施例1として示す材料及び割合(重量部)を用い、常温で、ヘンシェルミキサーに同時に投入し、10分間、350rpmの攪拌速度で混合し、上記熱可塑性樹脂組成物の構成材料が攪拌混合された実施例混合物1を作製した。実施例混合物1は、(C)液状可塑剤を吸収した(B)無機充填剤が、(A)熱可塑性樹脂のペレット表面に付着した状態として作製された。
実施例2〜10として表1に示す(A)熱可塑性樹脂、(B)無機充填剤、及び(C)液状可塑剤を用い、実施例混合物1と同様の方法で、実施例混合物2〜10を作製し、続いて実施例混合物2〜10を用いたこと以外は実施例1と同様にコンパウンドペレットを作製し、それぞれ実施例2〜10とした。
比較例1〜6として表2に示す(A)熱可塑性樹脂、(B)無機充填剤、及び(C)液状可塑剤を用い、実施例混合物1と同様の方法で、比較例混合物1〜6を作製し、続いて比較例混合物1〜6を用いたこと以外は実施例1と同様にコンパウンドペレットを作製し、それぞれ比較例1〜6とした。
<PLA>レイシアH400(ポリ乳酸:三井化学(株)社製)
<PBS>ビオノーレ#1001(ポリブチレンサクシネート:昭和高分子(株)社製)
<PBAT>エコフレックス(ポリブチレンアジペートテレフタレート:BASFジャパン(株)社製)
<カルライトKT>粒子表面が不規則な凹凸で構成されている多孔質炭酸カルシウム(無機充填剤、白石カルシウム株式会社製、重量平均粒子径2.3μm、比表面積35m2/g、重量平均粒子径と比表面積との積:80.5、吸油量70ml/100g)
<ALBACAR 5970>粒子表面が不規則な凹凸で構成されている沈降性炭酸カルシウム(無機充填剤、株式会社ファイマテック製、重量平均粒子径1.9μm、比表面積7m2/g、重量平均粒子径と比表面積との積:13.3、吸油量50ml/100g、粒子表面がバラの花びら状であることを特徴とする)
<Vigot10>略球形状の軽質炭酸カルシウム(無機充填剤、白石工業株式会社製、重量平均粒子径0.17μm、比表面積13.5m2/g、重量平均粒子径と比表面積との積:2.3、吸油量28ml/100g)
<NS2300>不定形の重質炭酸カルシウム(無機充填剤、日東粉化工業株式会社製、重量平均粒子径0.97μm、比表面積2.3m2/g、重量平均粒子径と比表面積との積:2.2、吸油量34.5ml/100g)
尚、上述する無機充填剤の吸油量は、JIS K5101における煮アマニ油法によって計測された値である。
<トリアセチン>グリセリルトリアセテート(液状可塑剤:大八化学工業(株)製)
<リケマールPL012>グリセリルジアセトモノラウレート(液状可塑剤、理研ビタミン(株)社製)
上記実施例1〜10及び比較例1〜6それぞれを作製する工程において、その成形性を以下のとおり評価した。実施例1〜10の評価結果は表1に、比較例1〜6の評価結果は表2にそれぞれ示す。
実施例混合物(あるいは比較例混合物)を、押出成形装置のホッパーに投入し、該押出成形装置内のスクリュー部に送り込まれる状態を以下のとおり評価した。
△:実施例混合物(あるいは比較例混合物)の一部が互いに結着して塊状になり、ときどきホッパー出口に詰まりが生じた。
×:実施例混合物(あるいは比較例混合物)が互いに結着しホッパー出口で固まってしまい、完全にホッパーからスクリュー部への送り込みが止まり、押出成形が出来なかった。
ホッパーに投入された実施例混合物(あるいは比較例混合物)が、押出成形装置内のスクリュー部に送り込まれて、溶融押出成形される際の溶融樹脂圧力を観察し、以下のとおり評価した。尚、以下に示す溶融樹脂圧力とは、押出成形装置内において、スクリュー先端部(ダイ側)に設置されるスクリーンメッシュを溶融樹脂が通過する直前の圧力を測定したものである。
×:押出成形装置によりコンパウンドペレットを成形する工程の開始時と終了時とでは溶融樹脂圧力が異なり、あるいは成形工程中の溶融樹脂圧力が安定しなかった。
また比較例混合物1がべたついてその一部が押出成形装置壁面に付着し、あるいは液溜まりができた結果、混合不良及び組成ムラが生じ、成形評価2では、押出成形装置内において安定した溶融樹脂圧力が示されなかった。
また、比較例混合物2あるいは3は、押出成形装置内に送り込まれなかったため、成形評価2は評価不能であった。
また、比較例混合物4は、押出成形装置内に送り込まれなかったため、成形評価2は評価不能であった。
そして上記ホッパー出口における詰まりや、液状可塑剤を吸収した無機充填剤の一部分離した結果、混合不良及び組成ムラが生じ、成型評価2では押出成形開始時から終了時にかけて、樹脂組成物の押出圧力が安定しなかった。
次に、実施例1〜10及び比較例1〜6、参考例1のコンパウンドペレット(無機充填剤及び液状可塑剤を用いなかったこと以外は、実施例1と同様に作成した。)を用いて、Tダイ押出機(スクリュー直径40mm、ダイ幅40cm)のホッパーに上記コンパウンドペレットをそれぞれ投入し、押出温度180℃、吐出速度10kg/hで溶融押出加工を行い、厚み1mmのシートを成形した。得られたシートを、それぞれ、実施例シート1〜10、比較例シート1〜6、参考例シート1とした。
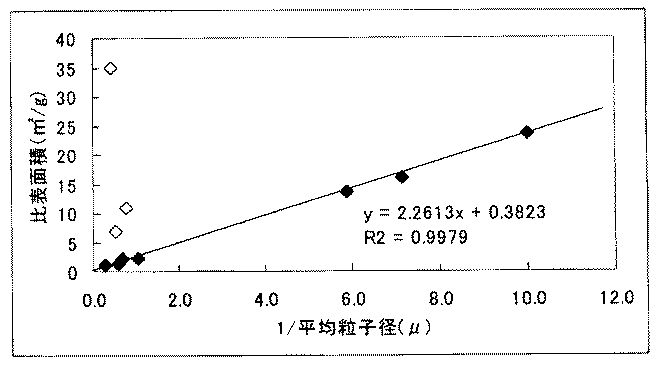
白抜きひし形プロット 特殊な炭酸カルシウムの測定結果を示す。
Claims (6)
- (A)熱可塑性樹脂と、
(B)重量平均粒子径が0.1μm以上10μm以下であり、重量平均粒子径(μm)と比表面積(m2/g)の積が10以上、且つ煮アマニ油吸油量が40ml/100g以上である無機充填剤と、
(C)液状可塑剤と、
を含み、
上記(A)が、ポリ乳酸10重量%以上100重量%以下、生分解性脂肪族ポリエステル0重量%以上90重量%以下、および生分解性脂肪族芳香族ポリエステル0重量%以上90重量%以下の配合比率により構成されており、
上記(B)と上記(C)との重量部の比率が(B):(C)=99:1乃至50:50
であって、且つ、
上記(A)中におけるポリ乳酸100重量部に対して、上記(C)の配合比率が5重量部以上50重量部以下であることを特徴とする液状可塑剤を含有する熱可塑性樹脂組成物。 - 上記(A)が、ポリ乳酸と、脂肪族ポリエステル及び/または脂肪族芳香族ポリエステルとから構成されており、
ポリ乳酸10重量%以上90重量%以下、脂肪族ポリエステル10重量%以上90重量%以下、脂肪族芳香族ポリエステル10重量%以上90重量%以下の配合比率により構成されていることを特徴とする請求項1に記載の液状可塑剤を含有する熱可塑性樹脂組成物。 - 上記無機充填剤の粒子表面が不規則な凹凸で構成されていることを特徴とする請求項1または2に記載の液状可塑剤を含有する熱可塑性樹脂組成物。
- 上記無機充填剤が炭酸カルシウムであることを特徴とする請求項1乃至3のいずれか1項に記載の液状可塑剤を含有する熱可塑性樹脂組成物。
- 請求項1乃至4のいずれか1項に記載の上記(A)、上記(B)及び上記(C)を同時に混合させることにより熱可塑性樹脂組成物を製造することを特徴とする液状可塑剤を含有する熱可塑性樹脂組成物の製造方法。
- 請求項1乃至4のいずれか1項に記載の液状可塑剤を含有する樹脂組成物を用いて形成された、引張弾性率が1200MPa以下の生分解性押出成形シートまたはフィルム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008165337A JP5356736B2 (ja) | 2008-06-25 | 2008-06-25 | 液状可塑剤を含有する熱可塑性樹脂組成物及びその製造方法、並びに上記熱可塑性樹脂組成物を用いた生分解性押出成形シートまたはフィルム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008165337A JP5356736B2 (ja) | 2008-06-25 | 2008-06-25 | 液状可塑剤を含有する熱可塑性樹脂組成物及びその製造方法、並びに上記熱可塑性樹脂組成物を用いた生分解性押出成形シートまたはフィルム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010006885A true JP2010006885A (ja) | 2010-01-14 |
| JP5356736B2 JP5356736B2 (ja) | 2013-12-04 |
Family
ID=41587737
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008165337A Active JP5356736B2 (ja) | 2008-06-25 | 2008-06-25 | 液状可塑剤を含有する熱可塑性樹脂組成物及びその製造方法、並びに上記熱可塑性樹脂組成物を用いた生分解性押出成形シートまたはフィルム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5356736B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013166906A (ja) * | 2012-02-14 | 2013-08-29 | Konno:Kk | 軟質ポリ乳酸系樹脂組成物 |
| JP2018021103A (ja) * | 2016-08-02 | 2018-02-08 | 三菱ケミカル株式会社 | ポリエステル樹脂組成物、該樹脂組成物を成形してなるフィルム、および該フィルムを成形してなる袋 |
| JP2020066721A (ja) * | 2018-10-26 | 2020-04-30 | 株式会社Tbm | 生分解性樹脂成形品、及びその製造方法並びにこれに用いられるペレット体 |
| JP2021070761A (ja) * | 2019-10-31 | 2021-05-06 | 株式会社Tbm | 樹脂組成物、及び樹脂成形品の製造方法 |
| WO2022138963A1 (ja) * | 2020-12-25 | 2022-06-30 | 旭化成株式会社 | 成形用樹脂原料組成物、微多孔膜用樹脂原料組成物およびこれらの製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003073531A (ja) * | 2001-06-18 | 2003-03-12 | Mitsui Chemicals Inc | 生分解性結束材 |
| JP2005281677A (ja) * | 2004-03-02 | 2005-10-13 | Mitsubishi Chemicals Corp | 脂肪族ポリエステル系樹脂組成物及びその成形体 |
| JP2007186543A (ja) * | 2006-01-11 | 2007-07-26 | Hiraoka & Co Ltd | 生分解性軟質シート |
-
2008
- 2008-06-25 JP JP2008165337A patent/JP5356736B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003073531A (ja) * | 2001-06-18 | 2003-03-12 | Mitsui Chemicals Inc | 生分解性結束材 |
| JP2005281677A (ja) * | 2004-03-02 | 2005-10-13 | Mitsubishi Chemicals Corp | 脂肪族ポリエステル系樹脂組成物及びその成形体 |
| JP2007186543A (ja) * | 2006-01-11 | 2007-07-26 | Hiraoka & Co Ltd | 生分解性軟質シート |
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013166906A (ja) * | 2012-02-14 | 2013-08-29 | Konno:Kk | 軟質ポリ乳酸系樹脂組成物 |
| JP2018021103A (ja) * | 2016-08-02 | 2018-02-08 | 三菱ケミカル株式会社 | ポリエステル樹脂組成物、該樹脂組成物を成形してなるフィルム、および該フィルムを成形してなる袋 |
| JP2020066721A (ja) * | 2018-10-26 | 2020-04-30 | 株式会社Tbm | 生分解性樹脂成形品、及びその製造方法並びにこれに用いられるペレット体 |
| WO2020084945A1 (ja) * | 2018-10-26 | 2020-04-30 | 株式会社Tbm | 生分解性樹脂成形品、及びその製造方法並びにこれに用いられるペレット体 |
| KR20210005735A (ko) * | 2018-10-26 | 2021-01-14 | 가부시키가이샤 티비엠 | 생분해성 수지 성형품 및 그 제조 방법, 및 이에 이용되는 펠렛체 |
| CN112352021A (zh) * | 2018-10-26 | 2021-02-09 | 株式会社Tbm | 生物降解性树脂成形品及其制造方法、以及其中所使用的颗粒体 |
| KR102244819B1 (ko) | 2018-10-26 | 2021-04-27 | 가부시키가이샤 티비엠 | 생분해성 수지 성형품 및 그 제조 방법, 및 이에 이용되는 펠렛체 |
| US11242441B2 (en) | 2018-10-26 | 2022-02-08 | Tbm Co., Ltd. | Biodegradable resin molded product, method for producing the same, and pellets used therefor |
| CN112352021B (zh) * | 2018-10-26 | 2022-06-03 | 株式会社Tbm | 生物降解性树脂成形品及其制造方法、以及其中所使用的颗粒体 |
| JP2021070761A (ja) * | 2019-10-31 | 2021-05-06 | 株式会社Tbm | 樹脂組成物、及び樹脂成形品の製造方法 |
| WO2021084800A1 (ja) * | 2019-10-31 | 2021-05-06 | 株式会社Tbm | 樹脂組成物、及び樹脂成形品の製造方法 |
| WO2022138963A1 (ja) * | 2020-12-25 | 2022-06-30 | 旭化成株式会社 | 成形用樹脂原料組成物、微多孔膜用樹脂原料組成物およびこれらの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5356736B2 (ja) | 2013-12-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5356736B2 (ja) | 液状可塑剤を含有する熱可塑性樹脂組成物及びその製造方法、並びに上記熱可塑性樹脂組成物を用いた生分解性押出成形シートまたはフィルム | |
| JP6874294B2 (ja) | ポリエステル樹脂組成物、該樹脂組成物を成形してなるフィルム、および該フィルムを成形してなる袋 | |
| JP2003073539A (ja) | 高強度生分解性樹脂組成物及び成形品 | |
| JP4618649B2 (ja) | アセチルセルロース樹脂組成物 | |
| CN112384554A (zh) | 包含柠檬酸酯的高pla含量塑料材料 | |
| JP2003160202A (ja) | 生分解性ごみ袋 | |
| AU2021221902A1 (en) | Colorant and additive concentrate carrier system with efficacy over a wide range of polymeric processing temperatures | |
| JP6880597B2 (ja) | 樹脂組成物、該樹脂組成物を成形してなるフィルム、および該フィルムを成形してなる袋 | |
| JP2006063302A (ja) | ポリ乳酸フィルムおよびその製造方法 | |
| JP2003183483A (ja) | 生分解性肥料袋 | |
| JP5332552B2 (ja) | ポリ乳酸系樹脂組成物からなるチップ状物 | |
| JP5821365B2 (ja) | 樹脂組成物の製造方法 | |
| JP2013172678A (ja) | 生分解性マルチフィルム | |
| JP5371253B2 (ja) | 液状添加剤を含有する熱可塑性樹脂組成物の製造方法 | |
| JP6901856B2 (ja) | 澱粉・樹脂複合成形加工材料の製造方法 | |
| JP6845852B2 (ja) | 脂肪族ポリエステル樹脂組成物の製造方法 | |
| JPWO2009078309A1 (ja) | 発泡性樹脂組成物及び発泡体 | |
| JP2018009107A (ja) | 脂肪族ポリエステル樹脂組成物の製造方法 | |
| JP4811982B2 (ja) | 梨地状外観を呈するポリ乳酸フィルムの製造方法 | |
| JP2006063308A (ja) | 農業用ポリ乳酸フィルムおよびその製造方法 | |
| JP2023011323A (ja) | 熱可塑性ポリマー造粒物および熱可塑性ポリマー造粒物の製造方法 | |
| JPH1059466A (ja) | 生分解性樹脂製cdトレイ | |
| JP2005139395A (ja) | マルチングフィルム | |
| JP3462808B2 (ja) | 石炭灰混入熱可塑性樹脂材料及びその製造方法 | |
| CN112384567A (zh) | 包含乳酸低聚物的高pla含量塑料材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110622 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120416 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130418 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130516 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130710 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20130710 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130821 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130829 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5356736 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |