JP2010004043A - メタルボンディングパッドを有する構成要素組み立て装置 - Google Patents
メタルボンディングパッドを有する構成要素組み立て装置 Download PDFInfo
- Publication number
- JP2010004043A JP2010004043A JP2009143784A JP2009143784A JP2010004043A JP 2010004043 A JP2010004043 A JP 2010004043A JP 2009143784 A JP2009143784 A JP 2009143784A JP 2009143784 A JP2009143784 A JP 2009143784A JP 2010004043 A JP2010004043 A JP 2010004043A
- Authority
- JP
- Japan
- Prior art keywords
- component
- plate
- orifice
- bonding pad
- metal bonding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000002184 metal Substances 0.000 title claims abstract description 28
- 239000012530 fluid Substances 0.000 claims abstract description 7
- 239000007789 gas Substances 0.000 claims description 15
- 238000010438 heat treatment Methods 0.000 claims description 8
- 238000007789 sealing Methods 0.000 claims description 7
- 238000004377 microelectronic Methods 0.000 claims description 3
- 229920006395 saturated elastomer Polymers 0.000 claims description 3
- 238000013459 approach Methods 0.000 claims description 2
- 230000003647 oxidation Effects 0.000 abstract description 3
- 238000007254 oxidation reaction Methods 0.000 abstract description 3
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 6
- 239000011261 inert gas Substances 0.000 description 6
- 239000000203 mixture Substances 0.000 description 6
- 239000001301 oxygen Substances 0.000 description 6
- 229910052760 oxygen Inorganic materials 0.000 description 6
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 4
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- RPAJSBKBKSSMLJ-DFWYDOINSA-N (2s)-2-aminopentanedioic acid;hydrochloride Chemical class Cl.OC(=O)[C@@H](N)CCC(O)=O RPAJSBKBKSSMLJ-DFWYDOINSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
Images




Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3494—Heating methods for reflowing of solder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/20—Stud welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2101/00—Articles made by soldering, welding or cutting
- B23K2101/36—Electric or electronic devices
- B23K2101/40—Semiconductor devices
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/81—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a bump connector
- H01L2224/81053—Bonding environment
- H01L2224/81054—Composition of the atmosphere
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/80—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected
- H01L2224/81—Methods for connecting semiconductor or other solid state bodies using means for bonding being attached to, or being formed on, the surface to be connected using a bump connector
- H01L2224/818—Bonding techniques
- H01L2224/81801—Soldering or alloying
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/08—Treatments involving gases
- H05K2203/082—Suction, e.g. for holding solder balls or components
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/08—Treatments involving gases
- H05K2203/087—Using a reactive gas
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/15—Position of the PCB during processing
- H05K2203/1581—Treating the backside of the PCB, e.g. for heating during soldering or providing a liquid coating on the backside
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/5313—Means to assemble electrical device
- Y10T29/53174—Means to fasten electrical component to wiring board, base, or substrate
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Mechanical Engineering (AREA)
- Physical Or Chemical Processes And Apparatus (AREA)
- Wire Bonding (AREA)
- Resistance Welding (AREA)
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
- Piezo-Electric Or Mechanical Vibrators, Or Delay Or Filter Circuits (AREA)
- Casings For Electric Apparatus (AREA)
- Arc Welding In General (AREA)
- Butt Welding And Welding Of Specific Article (AREA)
- Gasket Seals (AREA)
Abstract
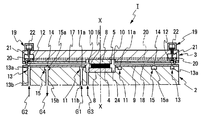
【解決手段】組立装置1はプレート2および3からなり、これらのプレート2および3は相互に相対的に移動でき、それぞれ金属製構成要素4および5を保持し、金属製構成要素4および5が接触すると、金属製構成要素4および5の間にこれらを囲む平らな室18を残す。この平らな室18は還元ガス状流体G1で飽和できる。
【選択図】図4
Description
構成要素を、それらの金属製パッドを接合して組み立てるためこのパッドの金属接触面は酸化しないことが必須である。
− 上記の第1プレートは上記の第1構成要素を囲む第1外側領域を有し、少なくとも
・ 上記の第1構成要素に対し半径方向に近く、還元ガス状の流体が供給され得る第1オリフィスと、
・上記の第1構成要素に対し半径方向に離れ、不活性ガス状の流体が供給され得る第2オリフィスと、
・ 上記の第1オリフィスと上記の第2オリフィスとの間に半径方向に置かれ、吸引手段に連結され得る第3オリフィスとを備え、
− 上記の第2プレートは上記の第2構成要素を囲む第2外側領域を有し、上記の第1プレートの少なくとも全てを覆うことができ、
− 上記の第1および第2プレートが相互に接触すると、上記の第1プレートと第2プレートとはそれらの間に上記の第1および第2構成要素とを囲む平らな室を残すことを特徴とする組立装置である。
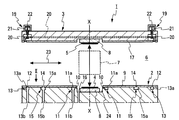
− 第1プレート2および第2プレート3が相互から離間する離間位置(図1)。この位置では、マイクロスコープ(7)が、2つのプレート(2)と(3)との間に形成された内部空間(6)に挿入され、第1構成要素(4)と第2構成要素(5)とを正確に一直線上に整列できる。そのような整列は例えば第2プレート(3)を、第1プレート(2)に対し平行な面を形成する2つの直交方向(このうちの1つは矢印(23)により象徴的に示されている)に沿って第2プレート3を移動させることにより行われる位置と、
− 第1構成要素(4)および第2構成要素(5)の金属製パッドが相互に接触して、接合準備態勢にある接合位置(図4)。
− 半径方向で第1構成要素(4)に近い第1オリフィス(10)であって、第1プレート(2)と第2プレート(3)とが上記の接合位置(図4)を採ると第1供給手段(11)により、(図4中矢印G1で象徴的に示されている)還元ガスを供給でき、第1構成要素(4)を保持する加熱プレート(8)を囲む環状空間(24)に開口する第1オリフィス(10)と、
− 半径方向で第1構成要素(4)から離れている第2オリフィス(12)であって、2つのプレート(2)と(3)とが上記の接合位置にある際、第2供給手段(13)により、(図4中矢印G2で象徴的に示されている)不活性ガスを供給でき、第1プレート(2)の第1外側領域(9)の表面に開口する第2オリフィス(12)と、
− 第1外側領域(9)の表面上に、第1オリフィス(10)と第2オリフィス(12)との間で半径方向に置かれて、吸引手段(15)に連結されている第3オリフィス(14)と、
− 第1オリフィス(10)と、第1構成要素(4)を支持する加熱プレート(8)との間に挿入され、上記の環状空間(24)を飽和できる(図4中矢印G3により象徴的に示されている)低い流量率の不活性ガスを噴射できる第4オリフィス(16)とを
備える。
Claims (8)
- メタルボンディングパッドを有する構成要素、特にマイクロエレクトロニック構成要素の組立装置であって、その装置は、相互に対面し、相互に相対的且つ平行に移動して、接近および離間する第1プレートと第2プレートとからなり、これらの第1プレートと第2プレートとはそれぞれ、少なくとも1つの第1構成要素と、少なくとも1つの第2構成要素とを有し、上記の第1および第2構成要素をそれぞれ加熱するための加熱手段を備え、上記の構成要素は相互に対面し、それぞれの金属製パッドは上記の第1プレートおよび第2プレートを接近させることにより相互に接触できるに構成してあり、
− 上記の第1プレートは上記の第1構成要素を囲む第1外側領域を有し、少なくとも
・ 上記の第1構成要素に対し半径方向に近く、還元ガス状流体が供給され得る第1オリフィスと、
・ 上記の第1構成要素から半径方向に離れ、不活性ガス状流体が供給され得る第2オリフィスと、
・ 上記の第1オリフィスと上記の第2オリフィスとの間に半径方向に置かれ、吸引手段に連結され得る第3オリフィスとを備え、
− 上記の第2プレートは上記の第2構成要素を囲む第2外側領域を有し、上記第1プレートの少なくとも全てを覆うことができ、
− 上記の第1および第2プレートが相互に接触すると、上記の第1プレートと第2プレートとはそれらの間に上記の第1および第2構成要素を囲む平らな室を残すことを特徴とするメタルボンディングパッドを有する構成要素組立装置。 - 上記の第1、第2および第3オリフィスの各々が上記の第1構成要素を囲むリングの形態を採る請求項1に記載のメタルボンディングパッドを有する構成要素組立装置。
- 上記の第1、第2および第3オリフィスが同心である請求項2に記載のメタルボンディングパッドを有する構成要素組立装置。
- 上記の第1プレートは低い流量率の不活性飽和ガスを上記の第1構成要素の周りに噴射できる第4オリフィスを含む請求項1に記載のメタルボンディングパッドを有する構成要素組立装置。
- 上記の第3オリフィスを介して吸入されるガスの流量率は上記の平らな室に導入されるガスの流量率の合計未満である請求項1に記載のメタルボンディングパッドを有する構成要素組立装置。
- 上記の第2プレートが、上記の第2外側領域の周囲に、上記の第1および第2構成要素が相互に接触する際上記の平らな室の周囲を少なくとも部分的にシールできる手段を保持する請求項1に記載のメタルボンディングパッドを有する構成要素組立装置。
- 上記のシール手段は上記の第2プレートで捕らえられている硬性リングにより形成されていて、上記の第1および第2プレートの相対的移動に対し平行に制限的に摺動自在である請求項6に記載のメタルボンディングパッドを有する構成要素組立装置。
- 上記の硬性リングは、上記のリングを上記の第2プレートに後退させることのできるアクチュエータのロッドに着脱自在に取り付けられている請求項7に記載のメタルボンディングパッドを有する構成要素組立装置。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR0803397 | 2008-06-18 | ||
| FR0803397A FR2932945B1 (fr) | 2008-06-18 | 2008-06-18 | Dispositif pour l'assemblage de composants a plots de soudure metalliques |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010004043A true JP2010004043A (ja) | 2010-01-07 |
| JP5480539B2 JP5480539B2 (ja) | 2014-04-23 |
Family
ID=40263380
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009143784A Active JP5480539B2 (ja) | 2008-06-18 | 2009-06-17 | メタルボンディングパッドを有する構成要素組み立て装置 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US8302839B2 (ja) |
| EP (1) | EP2136609B1 (ja) |
| JP (1) | JP5480539B2 (ja) |
| AT (1) | ATE550918T1 (ja) |
| DK (1) | DK2136609T3 (ja) |
| FR (1) | FR2932945B1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111727494B (zh) | 2018-02-14 | 2023-09-08 | 库利克和索夫工业公司 | 包含还原气体的使用的将半导体元件焊接到基板的方法及相关焊接机 |
| US11205633B2 (en) | 2019-01-09 | 2021-12-21 | Kulicke And Soffa Industries, Inc. | Methods of bonding of semiconductor elements to substrates, and related bonding systems |
| US11515286B2 (en) | 2019-01-09 | 2022-11-29 | Kulicke And Soffa Industries, Inc. | Methods of bonding of semiconductor elements to substrates, and related bonding systems |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06252183A (ja) * | 1993-03-01 | 1994-09-09 | Nec Corp | 半導体素子実装ステージ |
| JP2000012630A (ja) * | 1998-06-26 | 2000-01-14 | Matsushita Electric Ind Co Ltd | ワークの熱圧着装置および熱圧着方法 |
| JP2002210555A (ja) * | 2001-01-18 | 2002-07-30 | Fujitsu Ltd | はんだ接合装置 |
| JP2003318229A (ja) * | 2002-04-26 | 2003-11-07 | Toray Eng Co Ltd | 実装方法および実装装置 |
| JP2007227663A (ja) * | 2006-02-23 | 2007-09-06 | Sharp Corp | 半田付け実装構造の製造方法および製造装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6464795B1 (en) * | 1999-05-21 | 2002-10-15 | Applied Materials, Inc. | Substrate support member for a processing chamber |
| FR2864419B1 (fr) * | 2003-12-19 | 2006-04-28 | Hispano Suiza Sa | Procede pour braser un composant electronique sur une carte electronique, procede de reparation de la carte et installation pour la mise en oeuvre du procede |
-
2008
- 2008-06-18 FR FR0803397A patent/FR2932945B1/fr not_active Expired - Fee Related
-
2009
- 2009-06-11 EP EP09290433A patent/EP2136609B1/fr active Active
- 2009-06-11 DK DK09290433.3T patent/DK2136609T3/da active
- 2009-06-11 AT AT09290433T patent/ATE550918T1/de active
- 2009-06-17 US US12/486,423 patent/US8302839B2/en active Active
- 2009-06-17 JP JP2009143784A patent/JP5480539B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06252183A (ja) * | 1993-03-01 | 1994-09-09 | Nec Corp | 半導体素子実装ステージ |
| JP2000012630A (ja) * | 1998-06-26 | 2000-01-14 | Matsushita Electric Ind Co Ltd | ワークの熱圧着装置および熱圧着方法 |
| JP2002210555A (ja) * | 2001-01-18 | 2002-07-30 | Fujitsu Ltd | はんだ接合装置 |
| JP2003318229A (ja) * | 2002-04-26 | 2003-11-07 | Toray Eng Co Ltd | 実装方法および実装装置 |
| JP2007227663A (ja) * | 2006-02-23 | 2007-09-06 | Sharp Corp | 半田付け実装構造の製造方法および製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5480539B2 (ja) | 2014-04-23 |
| US20090313816A1 (en) | 2009-12-24 |
| FR2932945B1 (fr) | 2010-09-03 |
| ATE550918T1 (de) | 2012-04-15 |
| DK2136609T3 (da) | 2012-05-14 |
| FR2932945A1 (fr) | 2009-12-25 |
| EP2136609A1 (fr) | 2009-12-23 |
| EP2136609B1 (fr) | 2012-03-21 |
| US8302839B2 (en) | 2012-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5076108B2 (ja) | 溶接リングの仮付け装置、及び溶接リングの仮付け方法 | |
| JP5480539B2 (ja) | メタルボンディングパッドを有する構成要素組み立て装置 | |
| JP2012134121A (ja) | 電磁接触器、電磁接触器のガス封止方法及び電磁接触器の製造方法 | |
| JP5849804B2 (ja) | 二次電池の溶接装置および二次電池の製造方法 | |
| CN107580534A (zh) | 用于真空激光焊接至少两部分式的工件的方法 | |
| US20170326675A1 (en) | Protective gas mouthpiece, connection device and connection method | |
| TWI588922B (zh) | 接合方法與接合裝置 | |
| JP2016087657A (ja) | 鋳造用金型 | |
| WO2020116502A1 (ja) | レーザ溶接装置 | |
| JP6199578B2 (ja) | 流路部材、これを用いた真空吸着装置および冷却装置ならびに流路部材の製造方法 | |
| JP4631796B2 (ja) | 電子部品の熱圧着装置 | |
| JP2014149983A (ja) | プラズマ処理装置用電極とその製造方法、及びプラズマ処理装置 | |
| KR102023987B1 (ko) | 관이음, 유체 제어 기기, 유체 제어 장치, 반도체 제조 장치, 및 관이음의 제조 방법 | |
| KR101890064B1 (ko) | 마찰교반 점용접장치 | |
| JP2011068532A (ja) | 溶融金属の充填装置 | |
| KR20170049709A (ko) | 용접 토치용 흄 집진 노즐 | |
| JP2008171915A (ja) | 部品実装装置用ヘッド | |
| JP2011108990A (ja) | ボンディング装置 | |
| TWI572259B (zh) | 半導體基板之真空吸附裝置 | |
| JP6536339B2 (ja) | 溶接トーチ、溶接装置、及び、溶接製品の製造方法 | |
| JP2021023972A (ja) | トーチ装置およびアーク溶接方法 | |
| JP2015095553A (ja) | 部品実装装置および部品実装方法 | |
| JP5376303B2 (ja) | 溶融金属の供給部材、それを用いた溶融金属の塗布装置及び被接合材の接合装置並びに被接合材の接合方法 | |
| JP5055491B2 (ja) | 部品の吸着ノズル、固定ヘッド及び部品の固定方法 | |
| JP6542162B2 (ja) | 溶接部材の拘束装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120508 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131025 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131105 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131216 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140121 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140214 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5480539 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |