JP2010000740A - ペレット製造装置用のカッター刃およびペレット製造装置 - Google Patents
ペレット製造装置用のカッター刃およびペレット製造装置 Download PDFInfo
- Publication number
- JP2010000740A JP2010000740A JP2008163011A JP2008163011A JP2010000740A JP 2010000740 A JP2010000740 A JP 2010000740A JP 2008163011 A JP2008163011 A JP 2008163011A JP 2008163011 A JP2008163011 A JP 2008163011A JP 2010000740 A JP2010000740 A JP 2010000740A
- Authority
- JP
- Japan
- Prior art keywords
- cutter
- blade
- cooling water
- tip
- extrusion nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000008188 pellet Substances 0.000 title claims abstract description 37
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 30
- 239000000498 cooling water Substances 0.000 claims abstract description 88
- 238000001125 extrusion Methods 0.000 claims abstract description 75
- 238000005520 cutting process Methods 0.000 claims abstract description 19
- 229920005989 resin Polymers 0.000 claims abstract description 14
- 239000011347 resin Substances 0.000 claims abstract description 14
- 238000005452 bending Methods 0.000 abstract description 11
- 238000003825 pressing Methods 0.000 description 14
- 238000000034 method Methods 0.000 description 4
- 229920003002 synthetic resin Polymers 0.000 description 3
- 239000000057 synthetic resin Substances 0.000 description 3
- 239000000654 additive Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000012778 molding material Substances 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000002411 adverse Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 239000011256 inorganic filler Substances 0.000 description 1
- 229910003475 inorganic filler Inorganic materials 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B9/00—Making granules
- B29B9/02—Making granules by dividing preformed material
- B29B9/06—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion
- B29B9/065—Making granules by dividing preformed material in the form of filamentary material, e.g. combined with extrusion under-water, e.g. underwater pelletizers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0022—Combinations of extrusion moulding with other shaping operations combined with cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/05—Filamentary, e.g. strands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/345—Extrusion nozzles comprising two or more adjacently arranged ports, for simultaneously extruding multiple strands, e.g. for pelletising
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
【課題】装置を大型化しても粒径、形状等において高品質なペレットを製造することができるペレット製造装置用のカッター刃を提供する。
【解決手段】取付部(2)と、押出ノズル(10)から冷却水中にストランド状に押し出される溶融樹脂を切断する刃部(3)とから構成する。刃部(3)は、頂面(6)と、該頂面(6)の所定位置から回転方向に見て先端部に向けて薄くなるように傾斜しているすくい面(7)とからなり、該すくい面(7)の先端部が刃先(8)となっている。すくい面(7)は、取付部(2)側の根元側よりも先端部側が広くなるように構成する。これにより、冷却水の反力(Pa、Pb、Pc)は先端部側が大きくなり、カッター刃(1)に曲げモーメントは生じない。すなわち、粒径、形状等の不揃いの原因となる、刃部(3)と押出ノズル(10)の表面との間に隙間は生じない。
【選択図】 図2
Description
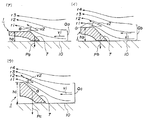
ρ0・Q’・v2’・sinθ’ (1)
この変化は、すくい面24kから冷却水が受けた上向きの力によって生じたものであり、すくい面24kには、その反力として下向きの反力P’が生じる。この反力P’は図面垂直方向の単位長さに対して作用する力であり、その値は上記式で与えられる。
一方、カッター刃には、前記第1の合力の反力としてダイスの表面から第2の合力が作用するが、この第2の合力の作用点は刃部の長手方向の略中心点である。すなわち、第1、2の合力の作用点は一致するので、あるいはすくい面を広くすることにより一致させることができるので、カッター刃に曲げモーメントは生じない。したがって、本発明によると、カッター刃の刃部が軸方向に長くてもカッター刃とダイスの表面との間に隙間が生じるようなことはなく、均一な粒径の、品質の高いペレットを製造することができるという、本発明に特有の効果が得られる。また、刃部が軸方向に長くても弾性変形をしないので、ペレット製造装置の大型化が可能である。
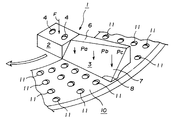
ρ0・Qa・v2・sinθ (2)
この運動量の変化は、すくい面7から冷却水が受けた上向きの力によって生じたものであり、すくい面7には反力として単位長さ当たり、下向きの冷却水の反力Paが生じ、その値は上記式(2)により与えられる。
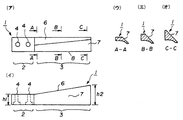
断面B−Bにおける刃部3の厚さ「hb」は、断面A−Aにおける刃部3の厚さ「ha」よりも厚い。したがって、断面B−Bにおいては、図3の(イ)に示されているように、すくい面7の近傍で、仰角θの平均流速v2に曲げられて流れる冷却水は、Qaよりも量が多く、図面垂直方向の単位長さに対して、単位時間当たりの流量Qbだけ流れる。すくい面7に与えられる、単位長さ当たりの下向きの冷却水の反力Pbは、次式(3)で表すことができる。
ρ0・Qb・v2・sinθ (3)
同様に、断面C−Cにおいては、刃部3の厚さ「hc」が厚いので、Qbよりも量が多い、図面垂直方向の単位長さに対して、単位時間当たりの流量Qcがすくい面7によって曲げられる。したがって、すくい面7に与えられる、単位長さ当たりの下向きの冷却水の反力Pcは、次式(4)で表すことができる。
ρ0・Qc・v2・sinθ (4)
流量Qa、Qb、Qcは、Qa<Qb<Qcの関係があるので、すくい面7に与えられる冷却水の反力Pa、Pb、Pcの関係は次式(5)で与えられる。
Pa<Pb<Pc (5)
3 刃部 6 頂面
7 すくい面 8 刃先
10 押出ノズル 11 ノズル孔
Claims (3)
- カッターホルダに取り付けられる取付部(2)と、ダイスの表面上を移動して前記ダイスから冷却水中にストランド状に押し出される溶融樹脂を冷却水中で切断する軸方向に所定長さの刃部(3)とからなり、
前記刃部(3)は、前記ダイスの表面から離間した側の頂面(6)と、該頂面の所定位置から回転方向に見て先端部に向けて薄くなるように傾斜しているすくい面(7)とからなり、該すくい面の、回転方向に見て先端部が刃先(8)となっているカッター刃であって、
前記すくい面(7)は、前記取付部(2)側の根元側よりも先端部側が広くなっていることを特徴とする、ペレット製造装置用のカッター刃。 - 請求項1に記載のカッター刃において、前記刃部は、前記取付部(2)側の根元側(h1)よりも先端部側(h2)が厚くなっていると共に、前記頂面(6)は前記取付部(2)側の根元側よりも先端部側が狭くなり、それによって前記すくい面(7)は、前記取付部(2)側の根元側よりも先端部側が広くなっていることを特徴とする、ペレット製造装置用のカッター刃。
- 押出機と、該押出機の前方に取り付けられているダイスと、該ダイスの先端部に設けられている押出ノズルと、該押出ノズルに対応して設けられているカッター装置とからなり、前記押出ノズルから冷却水中にストランド状に押し出される溶融樹脂を冷却水中で前記カッター装置により切断してペレットを得る製造装置であって、
前記カッター装置は、前記押出ノズル側へ所定の力で押圧され、そして所定の回転速度で駆動されるカッターホルダと、該カッターホルダの円周部に円周方向に所定の間隔をおいて取り付けられている複数枚のカッター刃とからなり、
前記カッター刃は、前記カッターホルダに取り付けられる取付部(2)と、押出ノズル(10)の表面上を移動して前記押出ノズル(10)から冷却水中にストランド状に押し出される溶融樹脂を冷却水中で切断する軸方向に所定長さの刃部(3)とからなり、
前記刃部(3)は、前記押出ノズル(10)の表面から離間した側の頂面(6)と、該頂面の所定位置から回転方向に見て先端部に向けて薄くなるように傾斜しているすくい面(7)とからなり、該すくい面の、回転方向に見て先端部が刃先(8)となっていると共に、前記すくい面(7)は、前記取付部(2)側の根元側よりも先端部側が広くなっていることを特徴とする、ペレット製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008163011A JP4838286B2 (ja) | 2008-06-23 | 2008-06-23 | ペレット製造装置用のカッター刃およびペレット製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008163011A JP4838286B2 (ja) | 2008-06-23 | 2008-06-23 | ペレット製造装置用のカッター刃およびペレット製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010000740A true JP2010000740A (ja) | 2010-01-07 |
| JP4838286B2 JP4838286B2 (ja) | 2011-12-14 |
Family
ID=41582844
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008163011A Active JP4838286B2 (ja) | 2008-06-23 | 2008-06-23 | ペレット製造装置用のカッター刃およびペレット製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4838286B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012245739A (ja) * | 2011-05-30 | 2012-12-13 | Japan Steel Works Ltd:The | ペレット製造装置のカッタ刃およびペレット製造装置 |
| KR101401032B1 (ko) | 2013-07-12 | 2014-05-29 | 김동순 | 합성수지 펠릿제조장치의 커팅장치부 |
| CN110353763A (zh) * | 2019-07-10 | 2019-10-22 | 北京大学口腔医学院 | 一种片状软组织切取装置 |
| WO2022168359A1 (ja) * | 2021-02-03 | 2022-08-11 | 株式会社日本製鋼所 | 造粒装置用ダイス、造粒装置用カッター刃ホルダ、造粒装置用カッター刃ユニット、樹脂切断装置、造粒装置、および樹脂ペレットの製造方法 |
| CN116160581A (zh) * | 2023-02-13 | 2023-05-26 | 佛山市色邦新材料有限公司 | 一种色母粒切粒装置 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4951862A (ja) * | 1972-09-19 | 1974-05-20 | ||
| JPS57103829A (en) * | 1980-12-20 | 1982-06-28 | Hitachi Ltd | Automatic operation control system of injection molding apparatus |
| JPS61105114A (ja) * | 1985-10-29 | 1986-05-23 | Citizen Watch Co Ltd | 相補型絶縁ゲート型電界効界トランジスタ回路 |
| JPH1128723A (ja) * | 1997-07-08 | 1999-02-02 | Kobe Steel Ltd | 水中カット造粒装置 |
| JPH11198134A (ja) * | 1998-01-14 | 1999-07-27 | Kobe Steel Ltd | 水中カット造粒装置 |
| JP2000301532A (ja) * | 1999-04-22 | 2000-10-31 | Japan Steel Works Ltd:The | 造粒装置のカッター装置 |
| JP2002307378A (ja) * | 2001-04-17 | 2002-10-23 | Japan Steel Works Ltd:The | 樹脂造粒機用カッタナイフ |
| JP2003039427A (ja) * | 2001-07-31 | 2003-02-13 | Kobe Steel Ltd | ペレタイザ用ナイフとこれを用いたペレタイザ |
| JP2003266433A (ja) * | 2002-02-12 | 2003-09-24 | Borsig Gmbh | 低乱流高速回転刃 |
-
2008
- 2008-06-23 JP JP2008163011A patent/JP4838286B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4951862A (ja) * | 1972-09-19 | 1974-05-20 | ||
| JPS57103829A (en) * | 1980-12-20 | 1982-06-28 | Hitachi Ltd | Automatic operation control system of injection molding apparatus |
| JPS61105114A (ja) * | 1985-10-29 | 1986-05-23 | Citizen Watch Co Ltd | 相補型絶縁ゲート型電界効界トランジスタ回路 |
| JPH1128723A (ja) * | 1997-07-08 | 1999-02-02 | Kobe Steel Ltd | 水中カット造粒装置 |
| JPH11198134A (ja) * | 1998-01-14 | 1999-07-27 | Kobe Steel Ltd | 水中カット造粒装置 |
| JP2000301532A (ja) * | 1999-04-22 | 2000-10-31 | Japan Steel Works Ltd:The | 造粒装置のカッター装置 |
| JP2002307378A (ja) * | 2001-04-17 | 2002-10-23 | Japan Steel Works Ltd:The | 樹脂造粒機用カッタナイフ |
| JP2003039427A (ja) * | 2001-07-31 | 2003-02-13 | Kobe Steel Ltd | ペレタイザ用ナイフとこれを用いたペレタイザ |
| JP2003266433A (ja) * | 2002-02-12 | 2003-09-24 | Borsig Gmbh | 低乱流高速回転刃 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012245739A (ja) * | 2011-05-30 | 2012-12-13 | Japan Steel Works Ltd:The | ペレット製造装置のカッタ刃およびペレット製造装置 |
| KR101401032B1 (ko) | 2013-07-12 | 2014-05-29 | 김동순 | 합성수지 펠릿제조장치의 커팅장치부 |
| CN110353763A (zh) * | 2019-07-10 | 2019-10-22 | 北京大学口腔医学院 | 一种片状软组织切取装置 |
| WO2022168359A1 (ja) * | 2021-02-03 | 2022-08-11 | 株式会社日本製鋼所 | 造粒装置用ダイス、造粒装置用カッター刃ホルダ、造粒装置用カッター刃ユニット、樹脂切断装置、造粒装置、および樹脂ペレットの製造方法 |
| CN116160581A (zh) * | 2023-02-13 | 2023-05-26 | 佛山市色邦新材料有限公司 | 一种色母粒切粒装置 |
| CN116160581B (zh) * | 2023-02-13 | 2023-09-01 | 佛山市色邦新材料有限公司 | 一种色母粒切粒装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4838286B2 (ja) | 2011-12-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4838286B2 (ja) | ペレット製造装置用のカッター刃およびペレット製造装置 | |
| JP5564010B2 (ja) | ペレット製造装置のカッタ刃およびペレット製造装置 | |
| KR101822590B1 (ko) | 언더워터 커팅기의 펠렛 압출다이 | |
| JP2010520090A (ja) | プラスチック溶融液から粒状化された粒子を生産するための装置 | |
| JPS6073811A (ja) | 熱塑性材の線の切断用刃身 | |
| JP2012066387A (ja) | ペレットの製造方法およびペレット製造装置 | |
| WO2011155166A1 (ja) | 水中カット造粒装置用ナイフホルダ | |
| JP6116600B2 (ja) | ペレット造粒装置用のカッター刃の取付方法 | |
| JP2003266433A (ja) | 低乱流高速回転刃 | |
| JP6473098B2 (ja) | 混練用スクリュ及び単軸押出機 | |
| JPS5812841B2 (ja) | プラスチツクオシダシセイケイキ | |
| JP2011062936A (ja) | 押出成形装置 | |
| JP2011083920A (ja) | アンダーウォターカット方式の造粒方法および造粒装置 | |
| JP2006200081A (ja) | 溶融紡糸装置およびそれを用いた溶融紡糸方法 | |
| JP2002355879A (ja) | コニカル形二軸押出機用スクリュおよびそれを用いた押出成形方法 | |
| WO2018099229A1 (zh) | 一种螺杆挤出机 | |
| JP5186413B2 (ja) | 樹脂造粒装置 | |
| JP6436454B2 (ja) | 溶融材料供給装置 | |
| JP2991838B2 (ja) | 連続押出造粒装置 | |
| JP4001596B2 (ja) | シリンダホッパ | |
| JP2002307378A (ja) | 樹脂造粒機用カッタナイフ | |
| JP2000301532A (ja) | 造粒装置のカッター装置 | |
| JP2006088533A (ja) | 射出スクリュ | |
| EP4238731A1 (en) | Resin cutting device, granulator, and pellet manufacturing method | |
| JP2013035202A (ja) | スクリュー押し出し機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080716 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090316 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110711 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110720 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110817 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110927 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110929 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141007 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4838286 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |