JP2010000512A - レーザー加工装置 - Google Patents
レーザー加工装置 Download PDFInfo
- Publication number
- JP2010000512A JP2010000512A JP2008159383A JP2008159383A JP2010000512A JP 2010000512 A JP2010000512 A JP 2010000512A JP 2008159383 A JP2008159383 A JP 2008159383A JP 2008159383 A JP2008159383 A JP 2008159383A JP 2010000512 A JP2010000512 A JP 2010000512A
- Authority
- JP
- Japan
- Prior art keywords
- laser
- liquid
- laser processing
- workpiece
- condensing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Laser Beam Processing (AREA)
Abstract
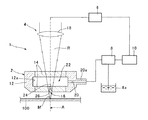
【解決手段】レーザー加工装置1は、レーザーにより被加工物100を加工するレーザー加工装置1である。レーザー加工装置1は、レーザー源6と、レーザー源6から出射されたレーザーを被加工物100上に集光させる集光レンズ18を有するレーザー光学系4と、液体を噴射して液柱を形成するレーザー加工ヘッド2と、レーザー加工ヘッド2に液体を供給する加圧ポンプ8と、を備え、レーザー加工ヘッド2は、集光レンズ18とレーザーの集光点Mとの間に配置され、液体導入部14が集光レンズ18によって集光されるレーザーの集光領域R内に配置される。
【選択図】図1
Description
また、特許文献2に記載のレーザー加工装置では、レーザーを被加工物上に集光するための反射鏡または集光レンズに孔を形成し、その孔を通してウォータージェットを被加工物に噴射する。
また、特許文献2に記載のレーザー加工装置では、レーザーのレーザー軸とウォータージェットの噴射軸が一致しているものの、特にウォータージェットの噴射開始時及び終了時には、噴射されるウォータージェットに乱れが生じ、反射鏡または集光レンズに水滴が付着することがある。このため、レーザーの伝送効率が悪化したり、切断不良が生じることが考えられる。また、ウォータジェットの噴射口から被加工物までの距離が長いため、乱れのないウォータージェットの噴射が困難である。ウォータージェットが拡散すると、加工効率が低下したり、加工幅が増大する等の問題がある。
このように構成された本発明においては、ノズルヘッドの集光領域内に配置される部分が透光性材料で構成されているので、レーザーが透光性材料の部分を透過することができるから、レーザーの集光領域内に配置されたノズルヘッドがレーザーの通過を阻害しない。したがって、レーザー光を効率よく被加工物に到達させることができ、効率のよい加工が可能となる。また、ノズルヘッドの集光領域内に配置される部分が透光性材料で構成されているので、レーザーを遮光することなく、レーザー軸と液柱の軸をより近く、例えば同軸に位置させることができる。よって、より好ましい角度で被加工物にレーザーを照射または液柱を噴射することができ、高精度な加工が可能となる。
このように構成された本発明においては、レーザー光学系から出射されたレーザーが液体導入部を透過し被加工物に照射される。液体導入部が透光性材料で構成されているので、レーザーを透過することができ、レーザーの照射範囲内に液体導入部を配置することが可能となる。したがって、レーザー軸と液柱の軸をより近く位置させることができるので、より好ましい角度で被加工物にレーザーを照射または液柱を噴射することができ、高精度な加工が可能となる。
このように構成された本発明においては、一対の板状部材をレーザーのレーザー軸方向に間隔をおいて配置することで、板状部材間に形成された液体供給チャンバからノズル部に液体を導入する。液体導入部が一対の板状部材で構成されているので、簡単な構造で液体供給チャンバを形成することができる。
このように構成された本発明においては、ジェットノズル部が、液体導入部に形成された孔で構成されるので、ジェットノズル部が液体導入部に一体的に形成される。したがって、ジェットノズル部の構造が簡単になり製造が容易になる。また、ジェットノズル部も透光性材料で構成されることとなるので、ジェットノズル部をレーザー軸上に配置して、レーザーと同軸上に液柱を噴射することが可能となり、より高精度な加工が可能となる。
このように構成された本発明においては、ノズルヘッド全体が透光性材料で構成されているので、レーザーがノズルヘッドの任意の位置を透過することができる。したがって、レーザー光学系に対するノズルヘッドの配置の自由度が高まる。また、レーザーによってノズルヘッドが損傷するのを防止することができる。
このように構成された本発明においては、ノズルヘッドの管状部材が、集光領域内に配置されるので、レーザー軸と液柱の軸をより近く、例えば同軸に位置させることができる。よって、より好ましい角度で被加工物にレーザーを照射または液柱を噴射することができ、高精度な加工が可能となる。また、ノズルヘッドの集光領域内に配置される部分が管状部材で構成されるので、ノズルヘッドをブロック状に形成した場合に比べて、管状部材がレーザー光の集光領域内においてレーザー光を遮る面積が抑制される。したがって、ノズルヘッドが不透光性材料で構成されていても、レーザー光の通過の阻害を最小限に抑制することができる。これは特に、例えば水を通過することができないCO2レーザーを使用する場合等に有用である。
図1は、本発明の第1実施形態によるレーザー加工装置1の全体構成を示す。レーザー加工装置1は、レーザー加工ヘッド(ノズルヘッド)2と、このレーザー加工ヘッド2を通って被加工物100上の所定の位置にレーザーを集光させるレーザー光学系4と、このレーザー光学系4にレーザーを入射させるレーザー源6と、レーザー加工ヘッド2に液体として高圧水を送り込む加圧ポンプ8と、レーザー源6及び加圧ポンプ8を制御する制御手段であるコントローラ10と、を有する。
液体導入部14は、一対の透光性を有する円形板状部材で構成され、その外周がそれぞれヘッド本体部12の内面に固定されている。一対の円形板状部材は、レーザー軸Aに沿った方向に互いに距離を隔てて配置され、これにより、一対の円形板状部材の間には、液体を貯留してジェットノズル部16に供給する円柱状の液体供給チャンバ22が形成される。液体供給チャンバ22の側面は、ヘッド本体部12の内面に形成された凹部12aで構成されている。
まず、被加工物100を、レーザー加工ヘッド2の下方の所定の位置にセットする。次に、レーザー加工ヘッド2を、被加工物100の加工を開始する位置に移動させる。コントローラ10は、レーザー源6及び加圧ポンプ8に信号を送り、これらを起動させる。これにより、レーザー源6からレーザーが出射され、また加工ポンプ8から加圧水が供給される。
一方、加圧ポンプ8によって水源8aからくみ上げられ加圧された加圧水は、液体供給通路20を通って液体供給チャンバ22に流入し、ジェットノズル部16の円筒形部分24及び円錐状部分26を通って被加工物100の加工点、即ちレーザーの集光点Mに向かって噴射され、液柱(水柱)を形成する。なお、ジェットノズル部16から噴射され、形成される液柱の直径は、円筒形部分24の直径とほぼ同一になる。
レーザー加工ヘッド2が集光レンズ18と集光点Mの間に配置され、レーザー加工ヘッド2の液体導入部14が透光性材料で構成されているので、レーザーが液体導入部14を透過することができ、レーザーを液柱と同軸に噴射することができる。したがって、液柱及びレーザーを被加工物100に対して同じ角度で噴射、照射することができるので、レーザー及び液柱の両方を、被加工物100に対してほぼ垂直に照射、噴射することができる。よって、被加工物100の厚み方向に傾斜面が形成されるという従来の問題が解消され、高精度の加工を行うことができる。
さらに、レーザー加工ヘッド2が集光レンズ18と集光点Mとの間に配置されているので、集光レンズの背後から水柱を噴射していた従来のレーザー加工装置よりも、液柱を短くすることができる。したがって、より乱れのない液柱を形成することができるので、加工効率の低下を防止することができ、また加工幅の増大を防止することができるから、これによっても加工精度を向上させることができる。
また、ジェットノズル部16が透光性材料に形成されるので、ジェットノズル部16をレーザーのレーザー軸Aと同軸に配置しても、レーザーが透過するため、ジェットノズル部16がレーザーの被加工物100への照射を阻害することが無く、また、レーザーがジェットノズル部16の損傷を防止することができる。
次に、本発明の第2実施形態について説明する。第2実施形態によるレーザー加工装置は、レーザー光学系及びレーザー加工ヘッドの構造が第1実施形態によるレーザー加工装置1と異なる他は、第1実施形態によるレーザー加工装置1と同様の構成を有する。
なお、管状部材は、本実施形態では、内面及び外面の断面形状が円形に形成されているが、外面の断面形状は、例えば略矩形状、略三角形状等、レーザー加工装置30の仕様、加工条件等に応じて任意に設定することができる。また、内面の断面形状は、乱れのない液柱を形成するために、円形であることが望ましいが、他の形状を採用することも可能である。
レーザー加工ヘッド36をミラー34に近接して配置したので、ミラー34と集光点Mとの間におけるレーザーの集光領域Rのうち、レーザーの密度が比較的低い位置にレーザー加工ヘッド36を配置することができる。したがって、レーザーによるレーザー加工ヘッド36への熱の影響を最小限に抑制することができる。
また、レーザー加工ヘッド36が管状部材を有しているので、集光領域R内に占める面積を小さくすることができる。したがって、レーザーを遮光する面積も小さくなるため、レーザーのエネルギ効率を低下させることなく、被加工物100を効率よく加工することができる。
液体としては、水に限らず、例えばシリコン等の他の液体を任意に選択することができる。
2,36 レーザー加工ヘッド
6 レーザー源
8 加圧ポンプ
12 ヘッド本体部
14 液体導入部
16 ジェットノズル部
18 集光レンズ
20 液体供給通路
22 液体供給チャンバ
34 ミラー
38 噴射口
100 被加工物
A レーザー軸
M 集光点
R 集光領域
Claims (7)
- レーザーにより被加工物を加工するレーザー加工装置であって、
レーザー源と、
前記レーザー源から出射されたレーザーを前記被加工物上に集光させる集光手段を有するレーザー光学系と、
液体を噴射して液柱を形成するノズルヘッドと、
前記ノズルヘッドに液体を供給する液体供給装置と、を備え、
前記ノズルヘッドは、前記集光手段と前記レーザーの集光点との間に配置され、少なくとも一部が前記集光手段によって集光されるレーザーの集光領域内に配置される、
ことを特徴とするレーザー加工装置。 - 前記ノズルヘッドは、前記集光領域内に配置される部分が透光性材料で構成される請求項1記載のレーザー加工装置。
- 前記ノズルヘッドは、前記液体を噴射するジェットノズル部と、このジェットノズル部に液体を導入する液体導入部と、前記ジェットノズル及び前記液体導入部を支持するヘッド本体部と、を有し、前記液体導入部は、透光性材料で構成される請求項1又は2記載のレーザー加工装置。
- 前記液体導入部は、レーザーのレーザー軸方向に間隔をおいて配置された一対の板状部材で構成され、前記一対の板状部材間に液体供給チャンバが形成される請求項3記載のレーザー加工装置。
- 前記ジェットノズル部は、前記液体導入部に形成された孔で構成される請求項3又は4記載のレーザー加工装置。
- 前記ノズルヘッドは、全体が透光性材料で構成されている請求項1乃至5の何れか1項記載のレーザー加工装置。
- 前記ノズルヘッドの前記集光領域内に配置される部分は、不透光性材料の管状部材で構成される請求項1記載のレーザー加工装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008159383A JP5013430B2 (ja) | 2008-06-18 | 2008-06-18 | レーザー加工装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008159383A JP5013430B2 (ja) | 2008-06-18 | 2008-06-18 | レーザー加工装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010000512A true JP2010000512A (ja) | 2010-01-07 |
| JP5013430B2 JP5013430B2 (ja) | 2012-08-29 |
Family
ID=41582654
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008159383A Expired - Fee Related JP5013430B2 (ja) | 2008-06-18 | 2008-06-18 | レーザー加工装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5013430B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108237332A (zh) * | 2018-03-14 | 2018-07-03 | 广东正业科技股份有限公司 | 一种利用水导激光异形切割管材的设备及方法 |
| JP6625299B1 (ja) * | 2019-06-18 | 2019-12-25 | 三菱電機株式会社 | 希土類焼結磁石及びそれを用いた回転電機 |
| CN111975221A (zh) * | 2020-08-24 | 2020-11-24 | 东莞颠覆产品设计有限公司 | 一种适用于非晶合金零件的水导激光加工装置 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001287071A (ja) * | 2000-04-04 | 2001-10-16 | Raitekku Kk | レーザ加工装置 |
| JP2007029980A (ja) * | 2005-07-26 | 2007-02-08 | Shibuya Kogyo Co Ltd | ハイブリッドレーザ加工装置 |
-
2008
- 2008-06-18 JP JP2008159383A patent/JP5013430B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001287071A (ja) * | 2000-04-04 | 2001-10-16 | Raitekku Kk | レーザ加工装置 |
| JP2007029980A (ja) * | 2005-07-26 | 2007-02-08 | Shibuya Kogyo Co Ltd | ハイブリッドレーザ加工装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108237332A (zh) * | 2018-03-14 | 2018-07-03 | 广东正业科技股份有限公司 | 一种利用水导激光异形切割管材的设备及方法 |
| JP6625299B1 (ja) * | 2019-06-18 | 2019-12-25 | 三菱電機株式会社 | 希土類焼結磁石及びそれを用いた回転電機 |
| WO2020255240A1 (ja) * | 2019-06-18 | 2020-12-24 | 三菱電機株式会社 | 希土類焼結磁石及びそれを用いた回転電機 |
| CN111975221A (zh) * | 2020-08-24 | 2020-11-24 | 东莞颠覆产品设计有限公司 | 一种适用于非晶合金零件的水导激光加工装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5013430B2 (ja) | 2012-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4997723B2 (ja) | ハイブリッドレーザ加工装置 | |
| CA2330426C (en) | Material shaping device with a laser beam which is injected into a stream of liquid | |
| JP6063636B2 (ja) | レーザ加工装置、レーザ加工システム、レーザ加工方法 | |
| JP5035653B2 (ja) | ハイブリッドレーザ加工装置 | |
| JP6063635B2 (ja) | レーザ加工装置、レーザ加工システム、レーザ加工方法 | |
| JP3871240B2 (ja) | ハイブリッド加工装置 | |
| JP5192216B2 (ja) | レーザー加工装置 | |
| JP2009241138A (ja) | レーザー加工装置 | |
| WO2007013293A1 (ja) | ハイブリッドレーザ加工装置 | |
| JP5013430B2 (ja) | レーザー加工装置 | |
| JP2007061914A (ja) | ハイブリッド加工装置 | |
| JP4123390B2 (ja) | ハイブリッド加工装置およびハイブリッド加工方法 | |
| JP2010234373A (ja) | レーザ加工用ノズル及びレーザ加工装置 | |
| JP4457933B2 (ja) | ハイブリッドレーザ加工装置 | |
| JP5287448B2 (ja) | レーザ加工方法とレーザ加工装置 | |
| JP2008006471A (ja) | レーザ光線加工装置 | |
| JP2008114275A (ja) | レーザ加工ヘッド及びレーザ加工方法 | |
| JP6004711B2 (ja) | レーザー加工装置 | |
| JP3905732B2 (ja) | レーザ加工ヘッド、これを用いるレーザ切断装置及びレーザ切断方法 | |
| JP2009241119A (ja) | 結晶性材料の割断方法及びその装置 | |
| JP5324828B2 (ja) | レーザー加工装置 | |
| JP5936414B2 (ja) | レーザー加工装置 | |
| JP2010253521A (ja) | レーザー加工装置 | |
| JP2018079512A (ja) | レーザー加工装置 | |
| JP2000202677A (ja) | レ―ザ加工ヘッド |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110317 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110322 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110520 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110829 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111028 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120514 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120530 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150615 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5013430 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |