JP2009294092A - X線異物検出システム - Google Patents
X線異物検出システム Download PDFInfo
- Publication number
- JP2009294092A JP2009294092A JP2008148176A JP2008148176A JP2009294092A JP 2009294092 A JP2009294092 A JP 2009294092A JP 2008148176 A JP2008148176 A JP 2008148176A JP 2008148176 A JP2008148176 A JP 2008148176A JP 2009294092 A JP2009294092 A JP 2009294092A
- Authority
- JP
- Japan
- Prior art keywords
- inspection
- ray
- lane
- lanes
- primary
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000007689 inspection Methods 0.000 claims abstract description 219
- 230000002950 deficient Effects 0.000 claims abstract description 64
- 230000001678 irradiating effect Effects 0.000 claims abstract description 4
- 238000001514 detection method Methods 0.000 claims description 33
- 239000000463 material Substances 0.000 claims description 9
- 230000005540 biological transmission Effects 0.000 claims description 5
- 238000000926 separation method Methods 0.000 claims description 4
- 230000032258 transport Effects 0.000 claims 7
- 230000006866 deterioration Effects 0.000 abstract description 3
- 238000011144 upstream manufacturing Methods 0.000 description 9
- 238000005192 partition Methods 0.000 description 8
- 239000006185 dispersion Substances 0.000 description 4
- 235000013305 food Nutrition 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 210000000988 bone and bone Anatomy 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 238000000034 method Methods 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 235000013580 sausages Nutrition 0.000 description 2
- 239000004575 stone Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images



Abstract
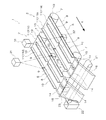
【解決手段】搬送方向Xと直交方向に分割されて検査レーン11を形成し、検査レーン11ごとに多数の被検査物Wをばら流しで搬送するベルトコンベア6と、被検査物WにX線を照射するX線発生器31と、X線発生器31からのX線を検出し、被検査物Wに混入している異物の有無を検出するX線検出器32と、検査レーン11ごとに設けられ異物検出された被検査物Wを不良品として選別する選別シュート14とを備える検査ユニット2を用いたX線異物検出システム1であって、検査ユニット2を搬送方向Xと直交する方向に複数並列して複数の検査レーン11の中から一次検査レーン11a〜11cを設定し、残りを二次検査レーン11dとして設定し、一次検査レーン11a〜11cの一次不良品Wを二次検査レーン11dにて再搬送する。
【選択図】図1
Description
本発明による請求項1記載のX線異物検出システムは、搬送方向Xと直交する方向に分割されて検査レーン11を形成し、前記検査レーン11ごとに多数の被検査物Wをばら流しで搬送する搬送手段6と、
前記搬送手段6によって搬送される前記被検査物WにX線を照射するX線発生手段31と、
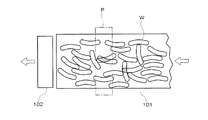
前記X線発生手段31から照射されたX線を検出し、前記被検査物Wを透過したX線透過量に基づいて該被検査物Wに混入している異物の有無を検出するX線検出手段32と、
前記検査レーン11ごとに設けられ、前記被検査物Wに異物が検出されたときに該被検査物Wを不良品として選別する選別手段14と、を備える検査ユニット2を用いたX線異物検出システム1であって、
前記検査ユニット2を前記搬送手段6における前記搬送方向Xと直交する方向に複数並列して複数の前記検査レーン11の中から一次検査レーン11a〜11cを設定するとともに残りの前記検査レーン11を二次検査レーン11dとして設定し、前記一次検査レーン11a〜11cごとに不良品として選別された前記被検査物Wを前記二次検査レーン11dにて再搬送することを特徴としている。
図1は本発明のX線異物検出システムの一実施の形態を示す平面図、図2は同正面図、図3は同実施の形態を示す概略的な斜視図、図4は同実施の形態が備える分散手段を示す平面図である。
図1に示すように、X線異物検出システム1は、複数(二つ)の検査ユニット2,2を後述する搬送手段の幅方向に並列して構成されている。また、各検査ユニット2,2は、それぞれ箱型の筐体3を備えている。図2に示すように、筐体3は、複数の脚部4によって設置面上に支持されている。なお、筐体3は、その内部から有害な量のX線が外部に漏洩しないように放射線防護材を用いて形成されている。さらに、筐体3の正面の一部及び両側面の一部は開放され、被検査物W(図4参照)を搬送しながらX線を照射して検査するための検査領域Pを備え、筐体3の正面には検査領域PからX線が漏れないように遮蔽扉5が設けられている。
最初に、各検査ユニット2,2の複数(四つ)の検査レーン11a〜11dの中から一次検査レーンを設定し、残りの検査レーンを二次検査レーンとして設定する。図1などでは検査レーン11a〜11cを一次検査レーンとし、検査レーン11dを二次検査レーンとしている。
被検査物Wは、コンベア13によって大量搬送されており、その後、各検査ユニット2,2の一次検査レーン11a〜11cに投入用ホッパから供給される。また、これらの一次検査レーン11a〜11cでは、ベルトコンベア6によって多数の被検査物Wがばら流しで搬送されている。
2…検査ユニット
6…搬送手段としてのベルトコンベア
11…検査レーン
11a〜11c…一次検査レーン
11d…二次検査レーン
14…選別手段としての選別シュート
21…共通搬送手段としての共通ベルトコンベア
24…分離手段としての分離供給フィーダ
31…X線発生手段としてのX線発生器
32…X線検出手段としてのX線検出器
W…被検査物
X…搬送方向
Claims (3)
- 搬送方向(X)と直交する方向に分割されて検査レーン(11)を形成し、前記検査レーンごとに多数の被検査物(W)をばら流しで搬送する搬送手段(6)と、
前記搬送手段によって搬送される前記被検査物にX線を照射するX線発生手段(31)と、
前記X線発生手段から照射されたX線を検出し、前記被検査物を透過したX線透過量に基づいて該被検査物に混入している異物の有無を検出するX線検出手段(32)と、
前記検査レーンごとに設けられ、前記被検査物に異物が検出されたときに該被検査物を不良品として選別する選別手段(14)と、を備える検査ユニット(2)を用いたX線異物検出システム(1)であって、
前記検査ユニットを前記搬送手段における前記搬送方向と直交する方向に複数並列して複数の前記検査レーンの中から一次検査レーン(11a〜11c)を設定するとともに残りの前記検査レーンを二次検査レーン(11d)として設定し、前記一次検査レーンごとに不良品として選別された前記被検査物を前記二次検査レーンにて再搬送することを特徴とするX線異物検出システム。 - 前記一次検査レーン(11a〜11c)ごとに不良品として選別された前記被検査物(W)を一括するための一次集合箇所まで搬送する一つの共通搬送手段(21)を備えることを特徴とする請求項1記載のX線異物検出システム。
- 前記二次検査レーン(11d)における前記被検査物(W)の投入部には、前記被検査物を前記搬送方向(X)に個別に分離するための分離手段(24)を備えることを特徴とする請求項1又は2記載のX線異物検出システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008148176A JP5496472B2 (ja) | 2008-06-05 | 2008-06-05 | X線異物検出システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008148176A JP5496472B2 (ja) | 2008-06-05 | 2008-06-05 | X線異物検出システム |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009294092A true JP2009294092A (ja) | 2009-12-17 |
| JP5496472B2 JP5496472B2 (ja) | 2014-05-21 |
Family
ID=41542395
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008148176A Active JP5496472B2 (ja) | 2008-06-05 | 2008-06-05 | X線異物検出システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5496472B2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012078303A (ja) * | 2010-10-06 | 2012-04-19 | Yamato Scale Co Ltd | X線検査装置 |
| JP2013253832A (ja) * | 2012-06-06 | 2013-12-19 | Anritsu Sanki System Co Ltd | X線検査装置 |
| JP2014048178A (ja) * | 2012-08-31 | 2014-03-17 | Ishida Co Ltd | 物品検査装置及び物品検査方法 |
| JP2014062906A (ja) * | 2012-09-21 | 2014-04-10 | Wipotec Wiege-Und Positionier-Systeme Gmbh | 製品を蛍光透視する方法 |
| JP2017138193A (ja) * | 2016-02-03 | 2017-08-10 | アンリツインフィビス株式会社 | 物品検査装置 |
| WO2020161828A1 (ja) * | 2019-02-06 | 2020-08-13 | 株式会社Fuji | ワーク検査装置およびワーク検査方法 |
| JP2021071362A (ja) * | 2019-10-30 | 2021-05-06 | 日本信号株式会社 | X線検査装置 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01254848A (ja) * | 1988-04-04 | 1989-10-11 | Hitachi Medical Corp | X線異物検査装置 |
| JPH09314068A (ja) * | 1996-05-27 | 1997-12-09 | Harada Sangyo Kk | 選別装置及び方法 |
| JP2006090736A (ja) * | 2004-09-21 | 2006-04-06 | Anritsu Sanki System Co Ltd | 異物検出装置 |
| JP2006170713A (ja) * | 2004-12-14 | 2006-06-29 | Anritsu Sanki System Co Ltd | X線異物検出装置 |
| JP3828781B2 (ja) * | 2001-10-31 | 2006-10-04 | アンリツ産機システム株式会社 | X線異物検出装置 |
| JP3943002B2 (ja) * | 2002-10-10 | 2007-07-11 | 株式会社イシダ | X線検査装置および検査方法 |
-
2008
- 2008-06-05 JP JP2008148176A patent/JP5496472B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01254848A (ja) * | 1988-04-04 | 1989-10-11 | Hitachi Medical Corp | X線異物検査装置 |
| JPH09314068A (ja) * | 1996-05-27 | 1997-12-09 | Harada Sangyo Kk | 選別装置及び方法 |
| JP3828781B2 (ja) * | 2001-10-31 | 2006-10-04 | アンリツ産機システム株式会社 | X線異物検出装置 |
| JP3943002B2 (ja) * | 2002-10-10 | 2007-07-11 | 株式会社イシダ | X線検査装置および検査方法 |
| JP2006090736A (ja) * | 2004-09-21 | 2006-04-06 | Anritsu Sanki System Co Ltd | 異物検出装置 |
| JP2006170713A (ja) * | 2004-12-14 | 2006-06-29 | Anritsu Sanki System Co Ltd | X線異物検出装置 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012078303A (ja) * | 2010-10-06 | 2012-04-19 | Yamato Scale Co Ltd | X線検査装置 |
| JP2013253832A (ja) * | 2012-06-06 | 2013-12-19 | Anritsu Sanki System Co Ltd | X線検査装置 |
| JP2014048178A (ja) * | 2012-08-31 | 2014-03-17 | Ishida Co Ltd | 物品検査装置及び物品検査方法 |
| JP2014062906A (ja) * | 2012-09-21 | 2014-04-10 | Wipotec Wiege-Und Positionier-Systeme Gmbh | 製品を蛍光透視する方法 |
| US9869642B2 (en) | 2012-09-21 | 2018-01-16 | Wipotec Gmbh | Method for X-raying products |
| JP2017138193A (ja) * | 2016-02-03 | 2017-08-10 | アンリツインフィビス株式会社 | 物品検査装置 |
| WO2020161828A1 (ja) * | 2019-02-06 | 2020-08-13 | 株式会社Fuji | ワーク検査装置およびワーク検査方法 |
| JPWO2020161828A1 (ja) * | 2019-02-06 | 2021-10-21 | 株式会社Fuji | ワーク検査装置およびワーク検査方法 |
| JP7152525B2 (ja) | 2019-02-06 | 2022-10-12 | 株式会社Fuji | ワーク検査装置およびワーク検査方法 |
| JP2021071362A (ja) * | 2019-10-30 | 2021-05-06 | 日本信号株式会社 | X線検査装置 |
| JP7287880B2 (ja) | 2019-10-30 | 2023-06-06 | 日本信号株式会社 | X線検査装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5496472B2 (ja) | 2014-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5496472B2 (ja) | X線異物検出システム | |
| US8019040B2 (en) | X-ray inspection device and production system | |
| JP2016532543A (ja) | バルク材料仕分け装置およびバルク材料仕分け方法 | |
| JP7195954B2 (ja) | インライン製品検査システムのための回収箱、およびインライン製品検査システム | |
| JP7219504B2 (ja) | 擬似不良品を用いて動作確認される検査装置 | |
| JP3618701B2 (ja) | X線異物検出装置 | |
| CN111656170A (zh) | 检查线 | |
| US11959795B2 (en) | Combinational weigher with upstream X-ray weigher, and downstream X-ray inspection | |
| JP5546421B2 (ja) | 計量包装検査システム | |
| JP6332727B2 (ja) | 透過式内部検査装置の被検査物搬送方法 | |
| JP2009085627A (ja) | X線ラインセンサモジュール及びx線異物検査装置 | |
| JP2015058382A (ja) | 振分装置及び振分システム | |
| Demaurex et al. | Detection of physical hazards | |
| JP2015064336A (ja) | 透過光検査装置 | |
| JP4438991B2 (ja) | X線検査装置 | |
| JP2004279059A (ja) | 放射線検査装置 | |
| JP6796052B2 (ja) | X線検査装置およびx線検査方法 | |
| JP2004283729A (ja) | プラスチック廃棄物の選別装置 | |
| JP5525300B2 (ja) | X線異物検出装置 | |
| Nuutinen | Detection of physical hazards | |
| JP2007185626A (ja) | ドロップ式振分装置 | |
| JP2021025874A (ja) | 検査装置 | |
| JP4042965B2 (ja) | 栗選別装置及び栗選別方法 | |
| JP2005238088A (ja) | 品質検査装置 | |
| JP7231530B2 (ja) | X線検査装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110516 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130411 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130423 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130620 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140225 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140305 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5496472 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313111 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |