JP2009144911A - 自己穿孔エレメント - Google Patents
自己穿孔エレメント Download PDFInfo
- Publication number
- JP2009144911A JP2009144911A JP2008239341A JP2008239341A JP2009144911A JP 2009144911 A JP2009144911 A JP 2009144911A JP 2008239341 A JP2008239341 A JP 2008239341A JP 2008239341 A JP2008239341 A JP 2008239341A JP 2009144911 A JP2009144911 A JP 2009144911A
- Authority
- JP
- Japan
- Prior art keywords
- self
- piercing element
- structural member
- cutting
- drilling
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000005520 cutting process Methods 0.000 claims abstract description 63
- 238000000034 method Methods 0.000 claims abstract description 44
- 239000004033 plastic Substances 0.000 claims description 35
- 229920003023 plastic Polymers 0.000 claims description 35
- 239000000463 material Substances 0.000 claims description 31
- 238000005553 drilling Methods 0.000 claims description 29
- 238000009434 installation Methods 0.000 claims description 23
- 238000004080 punching Methods 0.000 claims description 21
- 238000004519 manufacturing process Methods 0.000 claims description 8
- 238000005304 joining Methods 0.000 claims description 7
- 238000010438 heat treatment Methods 0.000 claims description 2
- 238000007599 discharging Methods 0.000 claims 1
- 238000011900 installation process Methods 0.000 description 13
- 239000000835 fiber Substances 0.000 description 6
- 239000004743 Polypropylene Substances 0.000 description 5
- 229920001155 polypropylene Polymers 0.000 description 5
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 4
- 230000014759 maintenance of location Effects 0.000 description 4
- 230000002787 reinforcement Effects 0.000 description 4
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 3
- 239000011151 fibre-reinforced plastic Substances 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- -1 GMT Substances 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 230000003014 reinforcing effect Effects 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 239000012815 thermoplastic material Substances 0.000 description 2
- 229920012563 PP GF30 Polymers 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000004323 axial length Effects 0.000 description 1
- 238000010009 beating Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000011010 flushing procedure Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 239000010410 layer Substances 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 239000002990 reinforced plastic Substances 0.000 description 1
- 239000012779 reinforcing material Substances 0.000 description 1
- 238000009966 trimming Methods 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
Images






















Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B19/00—Bolts without screw-thread; Pins, including deformable elements; Rivets
- F16B19/04—Rivets; Spigots or the like fastened by riveting
- F16B19/08—Hollow rivets; Multi-part rivets
- F16B19/086—Self-piercing rivets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/02—Riveting procedures
- B21J15/025—Setting self-piercing rivets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J15/00—Riveting
- B21J15/10—Riveting machines
- B21J15/36—Rivet sets, i.e. tools for forming heads; Mandrels for expanding parts of hollow rivets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P19/00—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes
- B23P19/04—Machines for simply fitting together or separating metal parts or objects, or metal and non-metal parts, whether or not involving some deformation; Tools or devices therefor so far as not provided for in other classes for assembling or disassembling parts
- B23P19/06—Screw or nut setting or loosening machines
- B23P19/062—Pierce nut setting machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/562—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits using extra joining elements, i.e. which are not integral with the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/567—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits using a tamping or a swaging operation, i.e. at least partially deforming the edge or the rim of a first part to be joined to clamp a second part to be joined
- B29C65/568—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits using a tamping or a swaging operation, i.e. at least partially deforming the edge or the rim of a first part to be joined to clamp a second part to be joined using a swaging operation, i.e. totally deforming the edge or the rim of a first part to be joined to clamp a second part to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/56—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor using mechanical means or mechanical connections, e.g. form-fits
- B29C65/64—Joining a non-plastics element to a plastics element, e.g. by force
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/74—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area
- B29C65/743—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using the same tool for both joining and severing, said tool being monobloc or formed by several parts mounted together and forming a monobloc
- B29C65/7437—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using the same tool for both joining and severing, said tool being monobloc or formed by several parts mounted together and forming a monobloc the tool being a perforating tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/21—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being formed by a single dot or dash or by several dots or dashes, i.e. spot joining or spot welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/47—Joining single elements to sheets, plates or other substantially flat surfaces
- B29C66/474—Joining single elements to sheets, plates or other substantially flat surfaces said single elements being substantially non-flat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/74—Joining plastics material to non-plastics material
- B29C66/742—Joining plastics material to non-plastics material to metals or their alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/816—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the mounting of the pressing elements, e.g. of the welding jaws or clamps
- B29C66/8161—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the mounting of the pressing elements, e.g. of the welding jaws or clamps said pressing elements being supported or backed-up by springs or by resilient material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
- B29C66/83221—Joining or pressing tools reciprocating along one axis cooperating reciprocating tools, each tool reciprocating along one axis
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B37/00—Nuts or like thread-engaging members
- F16B37/04—Devices for fastening nuts to surfaces, e.g. sheets, plates
- F16B37/06—Devices for fastening nuts to surfaces, e.g. sheets, plates by means of welding or riveting
- F16B37/062—Devices for fastening nuts to surfaces, e.g. sheets, plates by means of welding or riveting by means of riveting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0045—Perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/721—Fibre-reinforced materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/721—Fibre-reinforced materials
- B29C66/7212—Fibre-reinforced materials characterised by the composition of the fibres
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C11/00—Pivots; Pivotal connections
- F16C11/04—Pivotal connections
- F16C11/06—Ball-joints; Other joints having more than one degree of angular freedom, i.e. universal joints
- F16C11/0604—Construction of the male part
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C11/00—Pivots; Pivotal connections
- F16C11/04—Pivotal connections
- F16C11/06—Ball-joints; Other joints having more than one degree of angular freedom, i.e. universal joints
- F16C11/0695—Mounting of ball-joints, e.g. fixing them to a connecting rod
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49826—Assembling or joining
- Y10T29/49833—Punching, piercing or reaming part by surface of second part
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/53—Means to assemble or disassemble
- Y10T29/53709—Overedge assembling means
- Y10T29/5377—Riveter
- Y10T29/53774—Single header
Abstract
【課題】穿孔及びビーディングによって構造部材に締結することができる自己穿孔エレメントを提供する。
【解決手段】穿孔及びビーディングによって構造部材に締結することができる自己穿孔エレメント1を提供する。自己穿孔エレメント1を設置するための装置及び対応する方法を提供する。自己穿孔エレメント1は、機能性ヘッド10、座形状部30、及び切断形状部20を備え、切断形状部20は、半径方向外方に配置されたセンタリング用の外側面取り部22、半径方向内方に配置された内側面取り部24、及びその間に配置された切り刃26a、26bを有する。
【選択図】図9
【解決手段】穿孔及びビーディングによって構造部材に締結することができる自己穿孔エレメント1を提供する。自己穿孔エレメント1を設置するための装置及び対応する方法を提供する。自己穿孔エレメント1は、機能性ヘッド10、座形状部30、及び切断形状部20を備え、切断形状部20は、半径方向外方に配置されたセンタリング用の外側面取り部22、半径方向内方に配置された内側面取り部24、及びその間に配置された切り刃26a、26bを有する。
【選択図】図9
Description
本発明は、穿孔及びビーディングによって、構造部材、好ましくは自動車製造におけるプラスチック製構造部材に接合可能な自己穿孔エレメントに関する。また本発明は、このような自己穿孔エレメントを締結した構造部材、このような自己穿孔エレメントを打込むための装置、及びこのような自己穿孔エレメントを構造部材に締結することができる締結方法に関する。
自動車製造においては、大面積の構造部材を、例えばはねよけとしてシャシー領域及び車体前端領域に取付ける。このような構造部材は、自動車の他の部分にも使用されるが、繊維強化を施した若しくは施していない様々なプラスチックからなっている。例えばSCT、GMT、CFRP、PP長繊維等の材料が挙げられる。このような構造部材は、自動車のフレーム構造に結合されると共に、自動車の他の部品をさらに載置するための接合点としての機能も果たす。
このような接合点は、一例を挙げるとネジ付きエレメントや孔補強エレメントによって形成される。プラスチック製の構造部材は強度が低い上に、機械的負荷によって緩む傾向にあるので、接合点の選択が必要である。構造部材の製造後、次いでネジ付きエレメントや孔補強エレメントを様々な方法で挿入し、クリンチする場合もある。
さらに別の例としては締結エレメントがあり、これは事前に穿孔された座形状部に接合点を設けるものである。一般に、接合点を締結するための孔や切出しはパンチ操作によって設ける。この場合、打ち抜いたブランクを全て確実に除去することが必要である。一方でこれは、例えばネジ付きインサートを問題なく接合点に装着することができることを保証する。他方で、打ち抜いたブランクを除去することにより、例えば縁のトリミング等、プラスチック製部品を仕上げるための工具を使用することができるようになる。さらに別の選択肢として、座形状部を穿孔やフライス削りによって設けることが挙げられる。しかしながら、これらの方法では非円形形状は限られた程度までしか実施することはできない。さらにこれらの方法では、処理中に生じる削り屑を十分に除去しなければならない。
接合点及びネジ付きエレメントに要求されるねじれ強さは、通常多角形の座形状によって、つまりネジ付きエレメント及びプラスチック製構造部材の座形状を多角形の断面とすることによって保証される。構造部材に非円形孔を予め打抜くと、構造部材に対してエレメントを回転方向に位置決めする必要がある。しかしながら、この回転に抵抗する配置では、エレメントの成形及び構造部材への取り付け工程に追加の経費が必要となる。またこの追加の経費は、単純な方法と比較して、製造工程において欠陥が生じやすくなるという問題とも関連している。
自己打抜きエレメントを使用することは、例えばドイツ特許公報第DE 37 44 450 C2及び特開2002−93489号に記載されている。このような自己打抜きエレメントを使用すると、第二作業工程において円形又は非円形金属製インサートを挿入するために、孔形成後に締結部品を適切に配置する第二作業工程の追加の経費が不要となる。しかしながらそのためには、切断形状部を自己打抜きエレメントに設けなければならない。すると自己打抜きエレメントはそれ自体が工具となる。さらに、自己打抜きエレメントと構造部材との接合部の信頼性を保証するためには、打ち抜きかすや削り屑を確実に除去しなければならない。
自己打抜き型締結具の別の構成がドイツ実用新案公報第DE 20 2005 015 713 U1号に記載されている。この自己打抜き型締結具つまりエレメントは、パンチング及びビーディングによって薄壁状プラスチック部品に接合される。自己打抜きエレメントの切り刃がプラスチック製部品の配置中にパンチつまり穿孔し、次いでプラスチック製部品に締結されるように変形される。自己打抜きエレメント、例えばネジ付きエレメントに要求される回転に抵抗する固定を確実にするためには、エレメントには非円形、通常多角形の座形状部を設ける。費用的な理由から、エレメント及び対応するダイの切断形状部は通常円形とされるが、それにより、特に全生産工程でみると、打抜きかすとプラスチック製部品との間の切断が不完全な材料の接合部は欠陥となり易い。
プラスチック特に繊維強化プラスチックは延性変形性が低いので、パンチングナットによって形成されるアンダーカットへのプラスチックの打出しは不可能である。よって、エレメントを金属製部品内に配置する既知の方法及び構成は使用することができない。従って、自己打抜きエレメントの確実な設置は、切断形状部をクリンチすることによってしか達成することができず、この切断形状部は、ネジ込まれた部品の許容可能な表面圧力を越えないような十分な大きさでなければならない。
よって、既知の従来技術と比較して、本発明の目的は、穿孔及びビーディングによって構造部材、好ましくはプラスチック製構造部材に確実且つ容易に締結可能な自己穿孔エレメントを提供することにある。これに関連して、本発明の別の目的は、この自己穿孔エレメントを締結するための適切な装置及び方法を提供することにある。
上記の課題は、独立請求項1に記載した自己穿孔エレメント、独立請求項17に記載した自己穿孔エレメントを備える構造部材、独立請求項18に記載した自己穿孔エレメントを装着するための装置、及び独立請求項22に記載した構造部材に自己穿孔エレメントを装着するための方法によって解決される。本発明の有利な実施態様は従属請求項、以下の詳細な説明、及び添付図面から明らかになる。
穿孔及びビーディングによって構造部材、好ましくはプラスチック製構造部材に接合可能な自己穿孔エレメントは、以下の特徴を有するものである。エレメントの一端に長手軸と同軸的に配置された機能性ヘッド、エレメントの長手軸と同軸的に配置された切断形状部、機能性ヘッドと切断形状部との間に配置された座形状部を備え、前記切断形状部は、半径方向外方に配置されたセンタリング用外側面取り部、半径方向内方に配置された内側面取り部、及びその間に配置された切り刃を備える。
本発明の自己穿孔エレメントは、軸方向及び回転方向に挿入及び固定することができる。この自己穿孔エレメントは、好ましくはガラス繊維又は炭素繊維強化を施した若しくは施さないデュロプラスチック(duroplastic)又は熱可塑性材料からなる一層又は多層構造の大面積のプラスチック製構造部材に挿入するものであり、事前に穴あけの必要がないものである。自己穿孔エレメントの一般的な応用として、例えば自動車において様々な締結や様々な接合点を設けるために、例えば内側ネジ、外側機能性輪郭部、又は貫通孔を有している。
好ましい実施態様では、切り刃の幅は0.15±0.1mmである。また外側面取り部が切り刃から0.1〜0.2mmの長さにわたって延在しており、自己穿孔エレメントの長手軸に対して10°の角度で配置されている。自己穿孔エレメントを後に生じる構造部材とのリング状接触及び/又は構造部材の許容可能な表面圧力に適合させることができるように、切断形状部はその長さで規定することができる。これに関して、自己穿孔エレメントの切り刃は、自己穿孔エレメントの長手軸に対して垂直に配置された長手軸を有する仮想円筒の外表面に沿って延びていることが好ましく、それにより切り刃の一部が他の部分に対して自己穿孔エレメントの長手軸方向にシフトする。切断形状部のこの設計により、自己穿孔エレメントが、自らセンタリングをし、打抜きつまり切断工程を確実に行うことができる。
自己穿孔エレメントのさらに別の実施態様では、自己穿孔エレメントの内側面取り部が長手軸に対して≦45°の角度で配置される。さらに、この内側面取り部を30°〜40°の角度範囲で設けることが好ましい。自己穿孔エレメントのさらに別の実施態様では、内側面取り部は長手軸に対して≧60°の角度、好ましくは70°〜85°の角度範囲で配置される。このような設計の自己穿孔エレメントの製造は、既知のものと比較してコストパフォーマンスが高い。さらにこの設計は、自己穿孔エレメントをCFRP等の硬質材料に設置すること、及び例えば突出部のビーディングが必要ないように自己穿孔エレメントの突出を少なくして設置することに役立つ。さらに別の設計では、自己穿孔エレメントは、外面に設けられたセンタリング用の外側面取り部よりも半径方向外方に配置された第二の外側面取り部を備える。
自己穿孔エレメントの保持性を支援するために、別の実施態様では、座形状部が半径方向外側に支承保持構造及び/又は半径方向内方にシフトした座領域を有する。このような保持構造は、その配置に応じて、例えば自己穿孔エレメントの長手軸方向及び/又は長手軸を中心とした回転方向に設けたアンダーカットとして機能する。
自己穿孔エレメントのさらに別の好ましい実施態様では、座形状部が第一と第二の座領域に分割され、第二の座領域は自己穿孔エレメントを締結するために円錐形状に拡げることができる。さらに第一及び第二の座領域の寸法は、第一座領域が自己穿孔エレメントの接合箇所における構造部材の厚さの30%、第二座領域が70%となるように、構造部材に合わせて調節される。
プラスチック、好ましくは延性の変形可能なプラスチック内における自己穿孔エレメントの保持性をさらに高めるために、機能性ヘッドは、切断形状部に対向する側に、自己穿孔エレメントが構造部材に確実に接触するのを助けるヘッド下面の突出輪郭部を備えることが好ましい。これに加えてさらに任意にヘッド下面に溝を設けてもよく、自己穿孔エレメントの設置中にこの溝に材料の盛り上がりを受け入れて、機能性ヘッドを構造部材に設置するのを助けることができる。
本発明による自己穿孔エレメントを構造部材に装着するための装置は以下の特徴を有する。対向配置され、互いの長手軸に平行に接合方向に移動可能なパンチ工具とクリンチ工具、及び自己穿孔エレメントを伴ったパンチ工具のための開口を規定する、移動可能に配置された少なくとも二つのセグメントからなるダイを備え、ダイセグメントの位置は、自己穿孔エレメントを最適に締結することができるように、構造部材の素材及び/又は設置工程の条件に応じて、開口の内面と自己穿孔エレメントの外面との間の空隙の幅を変更することができるように調節可能である。
装置の別の実施態様では、クリンチ工具は自己穿孔エレメントの切断形状部に適合したクリンチ輪郭部を備え、この輪郭部により切断形状部は半径方向外方に変形可能である。さらに、装置のダイには、開口の近く且つパンチ工具に対向する側に、半径方向に伸びて突出する輪郭部を設けることが好ましく、この輪郭部によって構造部材に凹所を形成することができる。
上述の装置を用いて自己穿孔エレメントを構造部材に設置つまり装着する本発明の方法は、以下の工程を含む。切断形状部を有する自己穿孔エレメントをパンチ工具に位置決めする工程と、構造部材をダイ上に位置決めして、パンチ工具を構造部材に向かって前進させ、構造部材から中央の切出片を切出す工程と、ダイセグメントを自己穿孔エレメントから横方向にシフトさせる工程と、クリンチ工具を構造部材に向かって前進させることにより、自己穿孔エレメントの切断形状部を変形させる工程。
設置/装着方法の別の設計では、自己穿孔エレメントを最適に締結することができるように、構造部材の素材及び/又は設置/装着工程の条件に応じて、開口の内面と自己穿孔エレメントの外面との間の空隙の幅を変更できるように、ダイのセグメントを位置決めすることが好ましい。
さらに、自己穿孔エレメントの設置/装着を容易にするために、プラスチック製の構造部材は、少なくとも自己穿孔エレメントの設置箇所の領域において加熱するか、若しくは構造部材が完全に冷える前に装置へ搬入することが好ましい。
図1A〜図1Cに、自己穿孔エレメント1の様々な実施態様を示す。長手軸Lに対して、自己穿孔エレメント1は、一端に長手軸Lと同軸的に設けた機能性ヘッド10を有する。この機能性ヘッド10は、構造部材5において発揮する機能によって異なる形状とされる。一実施態様では、機能性ヘッド10は図1Aに示すように球形ヘッドからなる。これは例えばスナップ接続の取付けに役立つ。別の実施態様では、機能性ヘッド10は図1Cに示すように支持フランジをなす。図1Cに示す自己穿孔エレメントは、構造部材5を例えばネジによってフレーム構造に締結するための孔の補強材として機能する。図1Bに示す構造では、機能性ヘッド10は構造部材5上に支承される。図1Cはさらに別の実施態様を示し、機能性ヘッド10はネジ付きエレメントを備える。図2C及び図3に示すように、機能性ヘッド10は皿頭構造に形成することもできる。自己穿孔エレメント1を構造部材5に締結すると、機能性ヘッド10は構造部材5の表面に埋まり、面一となる。
さらに自己穿孔エレメント1は、長手軸Lと同軸的に配置された切断形状部20と、機能性ヘッド10と切断形状部20との間に配置された座形状部30とを有する。切断形状部20は、半径方向内方に配置された内側面取り部24を備える。半径方向内方には支持縁28も配置され、これで切出片3(以下参照)を捕らえて自己穿孔エレメント1内に詰まるのを防ぐ。
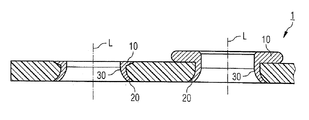
構造部材5に締結した自己穿孔エレメント1を図2、図3、図5、及び図7に示す。大表面構造部材5は、例えば自動車のシャシーや前端部に設けるはねよけとして機能するものである。好ましくは構造部材5は、脆性で非延性及び/又は繊維強化されたプラスチック、例えばデュロプラスチック(duroplastic)又は熱可塑性材料からなる。これらの材料はガラス繊維又は炭素繊維からなる繊維補強材で補強されていてもいなくてもよい。これに関して、SCT、GMT、CFRP、PP長繊維等を例として挙げることができる。さらに、構造部材5は好ましくは一層又は多層構造とすることができる。本発明の自己穿孔エレメント1を用いれば、予めパンチ穴を開けることなく、考え得る多数の構造部材5にこのような自己穿孔エレメント1を設けることが可能となる。
図2及び図3に示すように、機能性ヘッド10は構造部材5の片側に支承されている。機能性ヘッド10はその全面が構造部材5の表面に接触していることが好ましい。別の実施態様では、機能性ヘッド10が支承輪郭部12のみで構造部材5に接触することも考えられる(図4及び図5との比較)。
切断形状部20及び座形状部30によって自己穿孔エレメント1は構造部材5に固定される。この固定は、自己穿孔エレメント1が長手軸L方向に移動しないように作用する。さらにこの固定は、自己穿孔エレメント1が長手軸Lを中心として回転しないようにも作用する。自己穿孔エレメント1のこのような形式の固定を補助するために、切断形状部20は上から見ると円形、卵形、楕円形、若しくは多角形の形状となっている。上記及び下記に説明する自己穿孔エレメント1の様々な構造的特徴は、図面には選択された組合わせのみを示すが、どのように組合せてもよい。
図9及び図10に自己穿孔エレメント1の切断形状部20を詳細に示し、その別の実施態様を図19及び20に示す。一般的に、切断形状部20の断面は円形若しくは多角形に形成され、長手軸Lに対して半径方向内方に位置する上述の内側面取り部24を備える。自己穿孔エレメント1を設置する際、内側面取り部24は構造部材5とリング状の接触をなす。内側面取り部24の面積は、構造部材5の素材に対する最大許容表面圧力を超えないように調節する必要がある。この調節は、内側面取り部24の軸方向長さ及び周方向長さを介して行うことができる。
さらに切断形状部20は、半径方向外方に配置された外側面取り部22を有する。外側面取り部22は、自己穿孔エレメント1が設置工程中に傾いてしまうのを防ぐために、座形状部30よりも前にセンタリングを行う役割を果たす。外側面取り部22は、長手軸Lと平行に0.1〜0.2mmにわたって、長手軸Lに対して10°の角度をなして延在することが好ましい。
内側面取り部24と外側面取り部22との間には、切り刃26が配置されている。この切り刃26によって、予めパンチ穴をあけることなく構造部材5に自己穿孔エレメント1を設置することが保証される。好ましい実施態様では、切り刃26の幅は0.15±0.1mmである。
さらに別の好ましい設計では、切り刃26は、後退した切り刃26a、26b(図8〜図10参照)として形成される。後退した切り刃26a、26bは、仮想円筒W(図8)の外表面に沿って延在するように形成される。円筒Wの長手軸LWは、自己穿孔エレメント1の長手軸Lに対して垂直に配置されている。このことから、切り刃26の部分26aは残りの部分26bから長手軸Lの方向にオフセットして配置されていることがわかる。特に切り刃26aは座形状部30の方向に後退している。この構造により、自己穿孔エレメント1を設置する際に、センタリングする自己引抜きパンチつまり穿孔工程が生じる。また切り刃26の長さは、自己穿孔エレメント1を設置する際に最適な結果が得られるように、円筒Wの直径を適切に選択することにより構造部材5の素材に合わせることができる。
切断形状部のさらに別の設計を図19〜図23に示す。図19に自己穿孔エレメント1の好ましい実施態様を示し、図20には図19において円で囲った部分の拡大図を示す。この図から、この切断形状部も外側面取り部22、切り刃26、及び内側面取り部24を有することがわかる。図1〜図11の実施態様では、内側面取り部24は自己穿孔エレメント1の長手軸に対して角度α≦45°で設けられている(図6参照)。さらにこれに関して、角度αが小さくなるにつれ、自己穿孔エレメント1の設置工程における拡張つまりビーディングが容易になるので、30°〜40°の角度範囲が好ましい。
図19〜図22に示す実施態様において、内側面取り部24は自己穿孔エレメント1の長手軸Lに対して角度α≧60°、好ましくは70°≦α≦85°の角度範囲で設ける。外側面取り部22は自己穿孔エレメント1の長手軸Lに対して0°〜30°の角度βをなす。切り刃26は内側面取り部24と外側面取り部22との間に配置される。切断形状部のこの構成は、自己穿孔エレメント1をCFRP等の硬質プラスチックに設置するのに特に適している。外側面取り部22にはさらに、これよりも半径方向外方に配置した外側面取り部23を任意に設けてもよい。この面取り部もまた自己穿孔エレメント1の設置を補助する。また構造部材5に設置した後の突出部が小さい自己穿孔エレメント1に使用することができる。これは例えば、厚さの変動が少ない構造部材5の場合であって、自己穿孔エレメント1の長さを構造部材5の厚さにより適合させることができる。これとは対照的に、図1〜図11の自己穿孔エレメント1の構成は、軟質プラスチック、若しくは元の成形後でまだ軟らかい状態の構造部材5に自己穿孔エレメント1を挿入する場合に特に適している。好ましい素材は、≧50°の温度でプレス加熱された状態のポリプロピレン(PP)やガラスマット強化プラスチック(GMT)である。
さらに、図1〜図11の自己穿孔エレメント1は、構造部材5の厚さの変動を補償するのに適している。自己穿孔エレメント1は、このような様々な厚さの構造部材5に使用し、様々な長さの突出部を形成する。しかしながら、このような長さの突出部は、自己穿孔エレメント1の締結及び保持に貢献し且つ自己穿孔エレメント1を設けた構造部材5の品質に悪影響を及ぼさないように、設置工程において適切にビーディングすることができる。
図4及び図5からわかるように、座形状部30は第一座領域32と第二座領域34とに分けられる。座形状部30は好ましくは図6に示すように円形に、若しくは図4に示すように多角形に形成される。さらに断面形状は円形、卵形、楕円形、若しくは多角形である。これに関して、第一座領域32を軸方向に円錐形に形成する実施態様が考えられる。第一座領域32は、自己穿孔エレメント1の長手軸Lに対して5±0.5°の角度をなす。同様に、座領域32を円筒形に構成することも当然考えられる。第二座領域34は第一座領域32に続き、円筒形状に形成される。
自己穿孔エレメント1の設置/装着工程において、自己穿孔エレメント1を固定するために、第二座領域34は円錐形に拡張される(図5及び図7参照)。自己穿孔エレメント1の設置におけるこの拡張によって、従来技術と比較して、自己穿孔エレメント1の構造部材5に対する軸方向の固定を顕著に改善することができる。さらに、第二座領域24が拡張することにより、自己穿孔エレメント1を半径方向にクランプする力が増すことになる。その結果、回転が抑制され、さらに切断形状部20を上から見て例えば多角形若しくは非円形形状とすることによって補助される。これに関して、好ましい実施態様では、第一座領域32は、プラスチック部材つまり構造部材5の自己穿孔エレメント1の接合位置における材料厚さの30%、第二座領域34は70%にわたって延在する。自己穿孔エレメント1をこのように寸法取りすることによって、構造部材5の対応する面においてビーディングされた切断形状部20を平坦にすることができる。さらに、このように厳密に寸法取りしなくても、設置/装着工程後、切断形状部20は構造部材5の対応する面において無視できる程度(約0.5mm)しか突出しない。
さらに別の設計では、プラスチック製の構造部材5の素材に応じて、機能性ヘッド10の構造部材5に対向する側に、ヘッド下面の放射状周方向溝14が設けられる(図5)。特に自己穿孔エレメント1を比較的軟質のプラスチック製構造部材5に設置する場合、ヘッド下面の溝14は、自己穿孔エレメント1を設置する際に盛り上がった材料16を受け入れる。この構成を用いることにより、機能性ヘッド10の構造部材5上への最適な配置を支援することができる。ヘッド下面の溝14の機能を、図16を参照して概略的に説明する。図16は、プラスチック製の構造部材5に自己穿孔エレメント1を設置する工程の様々な状態を連続的に示している。自己穿孔エレメント1を構造部材5に対して接合方向Fに圧入すると、接合方向Fとは逆方向に材料の流れが生じる。この材料の流れが、自己穿孔エレメント1の座形状部30に接する材料の盛り上がり16を形成する。材料の盛り上がり16が機能性ヘッド10を構造部材5に配置する妨げとならないように、ヘッド下面の溝14は、材料の盛り上がり16を受け入れるような寸法とされている。このように、機能性ヘッド10は構造部材5に確実に最適に支承される。
さらに別の実施態様では、機能性ヘッド10の切断形状部20に対向する側に、ヘッド下面の突出輪郭部12を設けることが好ましい。ヘッド下面のこの輪郭部12によって、自己穿孔エレメント1を構造部材5上に確実に接触させることができ、堅固な締結を補助することができる。
自己穿孔エレメント1の構造部材5に対する保持性を支援するさらなる構成を図19〜図23に示す。保持構造36が座形状部30の半径方向外面に設けられている。自己穿孔エレメント1を設置する際、この保持構造36が構造部材5の材料内に固定され、自己穿孔エレメント1を構造部材5内に保持するのを支援する。保持構造36は、長手軸Lに対して平行及び/又は垂直に設けたウェブからなるが、他の方向で設けることも可能である。このように保持構造36は、例えば構造部材5内で自己穿孔エレメント1が軸方向に移動するのに対抗するアンダーカットを形成する。このために、保持構造36は、構造部材5の素材に応じて形成される角度の輪郭を有する。この輪郭の角度は、60°±10°、若しくは50°±20°とし、70〜100%の完全なピークを設けることが好ましい。
さらに別の設計では、座形状部30の半径方向外面に、座領域30に構造部材5の材料のためのポケットを形成する半径方向内方にオフセットした座領域38を設ける。内方にオフセットした座領域38によって、形成されたポケット内に構造部材5の材料が設置工程中及び工程後に緩んで流れ込むことができる。これにより材料の機械的応力が分散し、自己穿孔エレメント1の保持性が支援される。
上述した自己穿孔エレメント1の構成は、自己穿孔エレメントを繊維強化プラスチックに配置する場合に特に効果的である。このような構成により、繊維強化による異方性、及び例えば構造部材5の温度による剛性の変化を克服することができる。さらに、上述した自己穿孔エレメント1の形状の場合、シートメタルの接合とは異なり、特に上記の特徴が必要であることが明らかとなった。
自己穿孔エレメント1の好ましい材料としては、適切な冷間成形材料が使用される。このような材料は、自己穿孔エレメント1を設置する際に抵抗力があり、ビーディング領域、第二座領域34、及び強い変形を受ける切断形状部20における自己穿孔エレメント1の割れを防止する。このような材料を選択することにより、切断形状部20及び第二座領域34をクリンチする際に、切り刃26の高い剛性と相俟って割れのないリング状の接触を達成することができる。構造部材5とのこの割れのないリング状の接触により、例えば大きなネジ切り力を伝達することができると共に、構造部材5のプラスチックが緩む傾向を防ぐことができる。
自己穿孔エレメント1は、図12〜図15に示す装置によって設置/装着する。図12〜図15は、図17のフローチャートに示した本発明の好ましい実施態様による設置方法の様々な段階を示す。図12〜図15に示すように、この装置及び設置方法を、図1Bに示した自己穿孔エレメント1の設置を例にとって説明する。
自己穿孔エレメント1を装着するための装置は、内蔵式の装置として構築される。これにより、プラスチック製構造部材5のさらなる処理を行う機械における固定組立体として使用することができる。別の態様としては、この装置を多軸ロボット等の自動処理装置に載置するアタッチメントとして使用することもできる。これに関して、この装置をケーブルガイド付きのフレーム等の手動処理装置に載置するアタッチメントとして使用することも考えられる。
まず始めに、工程I(図18参照)において自己穿孔エレメント1をパンチ工具40(図12参照)に位置決めする。自己穿孔エレメント1の位置決めは、好ましくは慣用の分離手段によって行うのが好ましいが、手動で行うこともできる。
パンチ工具40は、自己穿孔エレメント1のためのリテーナーを有する受入れ輪郭部42を備える。受入れ輪郭部42は、自己穿孔エレメント1に軸方向の接合力を伝達する一方で、クリンチ工具50(以下参照)による自己穿孔エレメント1の切断形状部20のクリンチングやビーディングのための対向支持体としての役割を果たす。パンチ工具40はさらに、クリンチ工具50と協働するバネ付勢された先導領域44を有する。
設置/装着工程の前に、構造部材5をダイ60上に位置決めする(工程VI参照)。ダイ60は少なくとも二つの可動ダイセグメント62からなる。ダイセグメント62間には開口64が設けられており、その中に設置工程中の自己穿孔エレメント1が係合する。設置工程を開始する前に、工程IIにおいてダイセグメント62を最適位置に位置決めする。ダイセグメント62の位置決めによって、構造部材5の素材に応じて開口64の内面と自己穿孔エレメント1の外面との間の空隙66の幅を調節する。この空隙の幅の調節について、自己穿孔エレメント1を最適に締結するための設置工程の条件を考慮することも考えられる。
比較的堅固な構造であるGMT等のプラスチックの場合の室温における空隙の幅(例えばGMT GF40、20℃)は0.25〜0.40mmの範囲とすべきである。粘性構造であるPP長繊維等のプラスチックの場合の高温での空隙の幅(例えばPP GF30、60℃)は、0.0625〜0.1155mmの範囲とすべきである。
空隙66の幅及び開口64の大きさは、シリンダーや押し込みガイド68を用いてダイセグメント62を移動させることにより変更することができる。
この方法のさらに任意の工程では、プラスチック製の構造部材5を少なくとも自己穿孔エレメント1の接合箇所の領域において加熱することが好ましい。構造部材5をその製造後、完全に冷える前に装置へ持って行き、設置工程を開始することによっても同様の結果が得られる。構造部材5のプラスチックを加熱することにより、自己穿孔エレメント1による切断、よって設置工程全体が容易となる。
このように構造部材5をダイ60上に配置した後(工程IV参照)、パンチ工具40を接合方向Fに前進させることにより、構造部材5から切出片3を切出す(工程V)。図12及び図13は、パンチ工具40を前進させることによって自己穿孔エレメント1が構造部材5から切出片3を切出す様子を示している。図13において、切出片3は既に切出されており、自己穿孔エレメント1は隣接するダイセグメント62との間に空隙66がある状態で、開口64内に配置されている。パンチング工程つまり穿孔工程が完了したら、ダイセグメント62を半径方向外方にスライドさせる。例えば2〜4個のダイセグメント62からなるダイ60を使用する場合には、ダイセグメント62を押し込みガイド68で移動させることが好ましい。この押し込みガイド68は、クリンチ工具50が前進する際に、ダイセグメント62が自己穿孔エレメント1から離れる方向に移動するように、クリンチ工具50の軸方向前進動作と連動している。従って、押し込みガイド68とクリンチ工具50との連動を利用して、設置工程のアクティブな工程制御が可能となるが、これは必ずしも必要ではない。
クリンチ工具50は、自己穿孔エレメント1の切断形状部20に適合するクリンチ輪郭部52を備え、このクリンチ輪郭部によって切断形状部20が半径方向外方に変形される。切出片3は、自己穿孔エレメント1によって切出された後、支持縁54と閉じたダイ60とによって保持される。ここで工程VIIにおいてダイセグメントを自己穿孔エレメント1から離すことができ、工程VIIIにおいてクリンチ工具50を構造部材5に向かって前進させることによって、自己穿孔エレメント1の切断形状部20を変形させることができる。切出片3がこの工程を中断させることがないように、ダイ60内の適当な通路69を介して除去する(工程IX参照)。切出片3の除去は、機械的に送信されるパルス若しくは空気等の媒体の補助によって行うことができる。
切断形状部20及び第二座領域34を変形させるために、これらに適合されたクリンチ輪郭部52が対応する領域を半径方向外方にクリンチする。このように、図2、図3、図5、及び図7に見られるような、切断形状部20及び第二座領域34の半径方向外方に丸められた形状が構造部材5内部に形成される。クリンチ輪郭部52によるこの変形が行われている間、自己穿孔エレメント1を表面と面一にクリンチ又はビーティングすることが特に好ましい。これにより例えば自動車のフレーム構造に対して構造部材5を高さをオフセットさせることなく確実に固定することができる。当然ながら、自己穿孔エレメント1を高さを多少オフセットさせて構造部材5に締結することも考えられる。
上述した自己穿孔エレメント1の面一のクリンチを支援するために、ダイ60には開口64に隣接してパンチ工具40の方向に突出する輪郭部67を設けることが好ましい(図17参照)。パンチ工具40による自己穿孔エレメント1の設置工程中、この突出輪郭部67が構造部材5内へ押し込まれ、構造部材5に凹所を形成する。自己穿孔エレメント1のクリンチつまりビーディングされた端部は、構造部材表面に突出しているにも関わらず、この凹所(図示せず)内に「消失」し、その結果、構造部材5の下面に対して面一なクリンチつまりビーディングを行うことができる。
ダイセグメント62とクリンチ工具50との間に配置された前述の押し込みガイド68によってダイ60が半径方向に開く。クリンチ工具50が前進運動すると、ダイセグメント62は横方向に離れるように移動するので、切断形状部20に適合されたクリンチ輪郭部52へのアクセスを可能とし、クリンチつまりビーディングを容易にするのに十分に広い領域が利用可能となる。
説明した設置方法のさらに別の態様では、プラスチック製の構造部材5を少なくとも自己穿孔エレメント1の設置領域において加熱することが考えられる(工程III参照)。同様に、自己穿孔エレメント1の設置を容易にするために、構造部材5をその製造後、完全に冷える前に装置へ運ぶことも可能である。
自己穿孔エレメント1の設置工程の特徴は、設置工程全体を通して、自己穿孔エレメント1、装置、及び構造部材5を互いに半径方向に固定配置しておくことにある。このように配置する利点は、処理工程間で自己穿孔エレメント1と構造部材5とを新たに位置決めし直す必要がなく、方法の各工程を統合することができることにある。このことにより、方法が中断する可能性を低減し、設置方法の最適化に貢献することができる。
Claims (26)
- 好ましくはプラスチック製の構造部材(5)に、穿孔及びビーディングによって接合可能な自己穿孔エレメント(1)であって、
a.該要素(1)の一端に、長手軸(L)と同軸的に配置した機能性ヘッド(10)と、
b.該要素(1)の長手軸(L)と同軸的に配置した切断形状部(20)と、機能性ヘッド(10)と切断形状部(20)との間に配置された座形状部(30)とを有し、
c.該切断形状部(20)が、半径方向外方に配置されたセンタリング用の外側面取り部(22)と、半径方向内方に配置された内側面取り部(24)と、両面取り部の間に配置された切り刃(26)とを備えることを特徴とする、自己穿孔エレメント(1)。 - 前記切断形状部(20)が円形又は多角形である、請求項1に記載の自己穿孔エレメント(1)。
- 前記切り刃(26)の幅が0.15±0.1mmである、先行する請求項のいずれか1項に記載の自己穿孔エレメント(1)。
- 前記外側面取り部(22)が切り刃(26)から0.1〜0.2mmの長さにわたって延在しており、自己穿孔エレメント(1)の長手軸(L)に対して10°の角度で配置されている、先行する請求項のいずれか1項に記載の自己穿孔エレメント(1)。
- 前記内側面取り部が、自己穿孔エレメント(1)の長手軸(L)に対して第一の角度α≦45°、好ましくは30°〜40°、若しくは自己穿孔エレメント(1)の長手軸(L)に対して第二の角度β≧60°、好ましくは70°〜85°の角度範囲で配置されている、先行する請求項のいずれか1項に記載の自己穿孔エレメント(1)。
- 外面に配置されたセンタリング用外側面取り部(22)よりも半径方向外方に配置された第二の外側面取り部(23)を備える、先行する請求項のいずれか1項に記載の自己穿孔エレメント(1)。
- 前記座形状部(30)が半径方向外面に支承保持構造(36)及び/又は半径方向内方にオフセットした座領域(38)を有する、先行する請求項のいずれか1項に記載の自己穿孔エレメント(1)。
- 前記切断形状部(20)の長さが、要素(1)と構造部材(5)との間に生じるリング状接触、及び/又は構造部材(5)の許容可能な表面圧力に適合可能である、先行する請求項のいずれか1項に記載の自己穿孔エレメント(1)。
- 前記切り刃(26)が、仮想円筒(W)の外表面に沿って延在し、該円筒の長手軸(LW)は、自己穿孔エレメント(1)の長手軸(L)に対して垂直に配置されており、それにより切り刃の一部(26a)が残りの部分(26b)に対して自己穿孔エレメント(1)の長手軸(L)方向にオフセットする、先行する請求項のいずれか1項に記載の自己穿孔エレメント(1)。
- 切出片(3)を捕らえて自己穿孔エレメント(1)内に詰まるのを防ぐことができる支持縁(28)を有する、先行する請求項のいずれか1項に記載の自己穿孔エレメント(1)。
- 前記座形状部(30)が第一座領域(32)及び第二座領域(34)を有し、第二座領域(34)が、自己穿孔エレメント(1)を締結するために円錐形状に拡張可能である、先行する請求項のいずれか1項に記載の自己穿孔エレメント(1)。
- 前記第一座領域(32)が円筒形又は円錐形に形成され、好ましくは長手軸(L)に対して円錐角5±0.5°である、請求項11に記載の自己穿孔エレメント(1)。
- 前記第一座領域(32)が、構造部材(5)の厚さの30%、前記第二座領域(34)が70%にわたって延在している、請求項11又は12に記載の自己穿孔エレメント(1)。
- 前記切断形状部(20)の頂面図が円形、卵形、楕円形、若しくは多角形である、先行する請求項のいずれか1項に記載の自己穿孔エレメント(1)。
- 前記機能性ヘッド(10)が、切断形状部(20)に対向する側に、自己穿孔エレメント(1)を構造部材(5)に確実に接触させるのを助けるヘッド下面に突出する輪郭部(12)を有する、先行する請求項のいずれか1項に記載の自己穿孔エレメント(1)。
- 前記機能性ヘッド(10)が、切断形状部(20)に対向する側に、機能性ヘッド(10)が構造部材(5)に接触するのを助けるために、自己穿孔エレメント(1)の装着中に材料の盛り上がりを受け入れることができる、ヘッド下面に設けた溝(14)を有する、先行する請求項のいずれか1項に記載の自己穿孔エレメント(1)。
- 先行する請求項のいずれか1項に記載した少なくとも一つの自己穿孔エレメント(1)を備える、好ましくはプラスチック製の構造部材(5)。
- 自己穿孔エレメント(1)を構造部材(5)に装着するための装置であって、
a.互いに対向して配置され、互いの長手軸に対して平行に接合方向(F)に移動可能である、パンチ工具(40)及びクリンチ工具(50)と、
b.移動可能に配置された少なくとも二つのセグメント(62)からなり、自己穿孔エレメント(1)を伴うパンチ工具(40)のための開口(64)を規定するダイ(60)とを備え、
c.セグメント(62)の位置は、自己穿孔エレメント(1)を最適に締結することができるように、開口(64)の内面と自己穿孔エレメント(1)の外面との間の空隙(66)の幅を構造部材(5)の素材及び/又は装着工程の条件に応じて調節することができるように調節可能であることを特徴とする、装置。 - 前記クリンチ工具(50)が、自己穿孔エレメント(1)の切断形状部(20)に適合したクリンチ輪郭部(52)を有し、該輪郭部により切断形状部(20)を半径方向外方に変形可能である、請求項18に記載の装置。
- 前記ダイ(60)が、パンチ工具(40)に対向する側に、開口(64)に隣接し半径方向に伸びて突出する輪郭部(67)を備え、該輪郭部によって構造部材(5)に凹所を形成することができる、請求項18又は19に記載の装置。
- 前記ダイ(60)が少なくとも一つの通路(69)を有し、該通路を介して切出片(3)を排出することができる、請求項18〜20のいずれか1項に記載の装置。
- 請求項18〜21のいずれか1項に記載の装置を用いて、自己穿孔エレメント(1)を構造部材(5)、好ましくはプラスチック製部材に装着する方法であって、
a.切断形状部(20)を有する自己穿孔エレメント(1)をパンチ工具(40)に位置決めする工程(I)と、
b.構造部材(5)をダイ(60)上に位置決めする工程(IV)と、パンチ工具(40)を構造部材(5)に向かって前進させることにより構造部材から切出片(3)を切出す工程(V)と、
c.自己穿孔エレメント(1)からダイ(60)のセグメント(62)を離す工程(VII)と、クリンチ工具(50、52)を構造部材(5)に向かって前進させることにより自己穿孔エレメント(1)の切断形状部(20)を変形させる工程(VIII)とを含む、方法。 - 自己穿孔エレメント(1)を最適に締結することができるように、構造部材(5)の素材及び/又は装着工程の条件に応じて、開口(64)の内面と自己穿孔エレメント(1)の外面との間の空隙の幅を適合させることができるように、ダイ(60)のセグメント(62)を位置決めする工程(II)をさらに含む、請求項22に記載の方法。
- 少なくとも自己穿孔エレメント(1)の設置箇所の領域においてプラスチック製構造部材(5)を加熱する工程(III)、若しくはプラスチック製構造部材(5)を、その製造後、完全に冷える前に、装置へ供給する工程をさらに含み、それにより自己穿孔エレメント(1)の設置を容易にする、請求項22又は23に記載の方法。
- 構造部材(5)から切出片(3)を切出す際に、自己穿孔エレメント(1)の切断形状部(20)に隣接して構造部材に凹所を形成する工程(VI)をさらに含む、請求項22〜24のいずれか1項に記載の方法。
- 構造部材(5)から切出片(3)を切出した後に、ダイ(60)に設けた少なくとも一つの通路を介して切出片(3)を排出する工程(IX)をさらに含む、請求項19〜22のいずれか1項に記載の方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE200710044635 DE102007044635A1 (de) | 2007-09-19 | 2007-09-19 | Selbstlochendes Element |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2009144911A true JP2009144911A (ja) | 2009-07-02 |
Family
ID=40298751
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008239341A Pending JP2009144911A (ja) | 2007-09-19 | 2008-09-18 | 自己穿孔エレメント |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20090070983A1 (ja) |
| EP (1) | EP2039947A3 (ja) |
| JP (1) | JP2009144911A (ja) |
| CN (1) | CN101392782A (ja) |
| BR (1) | BRPI0804112A2 (ja) |
| DE (1) | DE102007044635A1 (ja) |
| RU (1) | RU2008136729A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101130802B1 (ko) | 2011-11-03 | 2012-03-28 | 장점식 | 펀치 핀 |
| JP2014109291A (ja) * | 2012-11-30 | 2014-06-12 | Honda Motor Co Ltd | ピアスナットの締結方法 |
| JP2019056402A (ja) * | 2017-09-20 | 2019-04-11 | プレス工業株式会社 | カシメナット、カシメナット用カシメ工具及びカシメナットの取付方法 |
Families Citing this family (32)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009012243B4 (de) * | 2009-03-07 | 2021-05-12 | Nedschroef Plettenberg Gmbh | Stanzmutter, Stanzmutter-Vorrichtung und Stanzmutter-Blechverbindung |
| US20100287752A1 (en) * | 2009-05-14 | 2010-11-18 | Stanley Wojciechowski | Rivet system |
| DE102009035338A1 (de) * | 2009-07-22 | 2011-01-27 | Arnold & Shinjo Gmbh & Co. Kg | Befestigen von Nietelementen |
| DE102009048398A1 (de) | 2009-10-06 | 2011-04-07 | Böllhoff Verbindungstechnik GmbH | Verbindung zwischen zwei Bauteilen aus verstärktem Kunststoff und Verfahren zu ihrer Herstellung |
| CN102834626B (zh) | 2010-04-28 | 2015-06-24 | 宝马股份公司 | 构件连接装置和用于连接构件的方法 |
| DE102010040547A1 (de) | 2010-09-10 | 2012-03-15 | Bayerische Motoren Werke Aktiengesellschaft | Bauteilverbindung |
| DE102010041356A1 (de) * | 2010-09-24 | 2012-03-29 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Verbinden von Bauteilen |
| DE102010042803B4 (de) | 2010-10-22 | 2020-09-24 | Bayerische Motoren Werke Aktiengesellschaft | Bauteilverbindung |
| DE102011052110A1 (de) * | 2011-07-25 | 2013-01-31 | Thyssenkrupp Steel Europe Ag | Leichtblechkonstruktion |
| DE102011080483B4 (de) | 2011-08-05 | 2015-07-09 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zur Herstellung eines Bauteils oder eines aus mehreren Bauteilen bestehenden Bauteilverbunds |
| GB201114097D0 (en) * | 2011-08-16 | 2011-09-28 | Pole Strengthening Systems Ltd | System for strengthening poles |
| DE102012203217B4 (de) | 2012-03-01 | 2020-07-16 | Bayerische Motoren Werke Aktiengesellschaft | Verfahren zum Verschweißen eines Fixierelements mit einem Bauteil sowie Bauteilverbindung |
| DE102012008798B4 (de) * | 2012-03-31 | 2016-01-14 | Johnson Controls Gmbh | Verfahren zum Fügen sowie Verbindungselement |
| DE102012208067A1 (de) * | 2012-05-15 | 2013-11-21 | Bayerische Motoren Werke Aktiengesellschaft | Niethülse und Blindnietbolzen |
| US20140068908A1 (en) * | 2012-09-12 | 2014-03-13 | Robert L. Hickey | Threaded Fastening And Repair Device |
| US20140173877A1 (en) * | 2012-12-21 | 2014-06-26 | Ming-Chung Chiu | Holeless plate member riveting method |
| FR3008911B1 (fr) * | 2013-07-26 | 2016-05-06 | Plastic Omnium Cie | Procede de poinconnage et de rivetage combine |
| DE102013216039A1 (de) * | 2013-08-13 | 2015-02-19 | Bayerische Motoren Werke Aktiengesellschaft | Halbhohlstanzniet für das vorlochfreie Fügen eines FVK-Bauteils mit einem Metallbauteil |
| DE102013217633A1 (de) | 2013-09-04 | 2015-03-05 | Profil Verbindungstechnik Gmbh & Co. Kg | Stanzniet und Verfahren zur Befestigung einzelner Bauteile aneinander, von denen mindestens ein Bauteil durch ein Werkstück aus Verbundmaterial gebildet ist |
| DE102013217632A1 (de) * | 2013-09-04 | 2015-03-05 | Profil Verbindungstechnik Gmbh & Co. Kg | Stanzniet sowie Verfahren und Vorrichtungen zur Befestigung einzelner Bauteile aneinander, von denen mindestens ein Bauteil durch ein Werkstück aus Verbundmaterial gebildet ist |
| DE102013217640A1 (de) * | 2013-09-04 | 2015-03-05 | Profil Verbindungstechnik Gmbh & Co. Kg | Verfahren zur Anbringung eines Befestigungselements an ein Werkstück, Kombination einer Scheibe mit einer Matrize sowie Matrize |
| US9782942B2 (en) | 2013-12-30 | 2017-10-10 | Verily Life Sciences Llc | Methods and apparatus for positioning a structure on a polymer layer |
| DE102014200210B3 (de) * | 2014-01-09 | 2015-05-28 | Bayerische Motoren Werke Aktiengesellschaft | Bauteilverbund mit einem Funktionselement sowie Verfahren zum Herstellen eines Bauteilverbunds |
| DE102014206787A1 (de) * | 2014-04-08 | 2015-10-08 | Volkswagen Aktiengesellschaft | Halbholstanzniet mit großem Stanzdurchmesser und Verfahren zur Herstellung eines Werkstückverbunds |
| DE102014106557A1 (de) * | 2014-05-09 | 2015-11-12 | A. Raymond Et Cie | Verbundvorrichtung, Verfahren zum Herstellen einer Verbundvorrichtung und Setzwerkzeug zum Durchführen des Verfahrens |
| DE102014110139A1 (de) | 2014-05-27 | 2015-12-03 | Heiko Schmidt | Verfahren zur Herstellung einer Nietverbindung zwischen einem Kugelgelenkbolzen und einem blechförmigen Bauteil sowie zugehörige vorgefertigte Baugruppe |
| US20160201709A1 (en) * | 2015-01-13 | 2016-07-14 | GM Global Technology Operations LLC | Rivet with cutting mandrel tip and one-sided joining method |
| DE102015101950A1 (de) | 2015-02-11 | 2016-08-11 | Newfrey Llc | Stanzniet und Verfahren zum Herstellen einer Stanznietverbindung |
| DE102015003890B4 (de) * | 2015-03-26 | 2018-11-22 | Audi Ag | Stanzverfahren und Werkzeugsatz |
| CN106898391A (zh) * | 2017-02-21 | 2017-06-27 | 上海交通大学 | 穿线装置 |
| US10337543B2 (en) * | 2017-04-04 | 2019-07-02 | Multimaterial-Welding Ag | Securing a second object to a first object |
| CN107234581B (zh) * | 2017-06-21 | 2023-09-15 | 鹰普(中国)有限公司 | 一种开口钳装置及使用其安装膨胀销的方法 |
Family Cites Families (38)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2158989A (en) * | 1937-05-01 | 1939-05-16 | Ash Products Corp | Clinch-on nut |
| US2138409A (en) * | 1937-07-02 | 1938-11-29 | Lamson & Sessions Co | Clinch nut |
| US2281699A (en) * | 1940-07-18 | 1942-05-05 | Fabristeel Prod Inc | Clinch nut |
| US2561638A (en) * | 1948-08-06 | 1951-07-24 | Frederick G Richardson | Clinch nut |
| US2618400A (en) * | 1948-11-04 | 1952-11-18 | United Shoe Machinery Corp | Method of and machine for inserting blind fastenings |
| US4124050A (en) * | 1976-09-03 | 1978-11-07 | Action Machining Corp. | Action piercing fastener |
| US4193333A (en) * | 1978-08-08 | 1980-03-18 | Hallock Robert L | Non-slotted clinch type nail |
| US4306511A (en) * | 1979-12-03 | 1981-12-22 | Dofasco Inc. | Apparatus for the fastening together of sheet materials |
| US4810143A (en) * | 1983-12-21 | 1989-03-07 | Multifastener Corporation | Fastener and panel assembly |
| US5564873A (en) * | 1980-02-02 | 1996-10-15 | Multifastener Corporation | Self-attaching fastening element and method of attachment |
| US4911592A (en) * | 1980-02-02 | 1990-03-27 | Multifastener Corporation | Method of installation and installation apparatus |
| US4610072A (en) * | 1983-12-21 | 1986-09-09 | Multifastener Corporation | Method of installing a fastener to a panel |
| US4700470A (en) * | 1980-02-02 | 1987-10-20 | Multifastener Corporation | Fastener installation apparatus |
| US4363580A (en) * | 1980-07-07 | 1982-12-14 | The Boeing Company | Self-retaining close tolerance bushing |
| US5208974A (en) * | 1980-09-08 | 1993-05-11 | Btm Corporation | Apparatus for attaching a fastener to sheet material |
| US4630362A (en) * | 1981-10-26 | 1986-12-23 | Burndy Corporation | Apparatus for installing electrical on flat conductor cable |
| EP0138805B1 (en) * | 1983-02-07 | 1989-02-01 | The Boeing Company | Unitary fastener insert for structural sandwich panels |
| FR2587421B1 (fr) * | 1985-09-18 | 1987-11-20 | Garonne Ets Auriol & Cie | Rivet semi-tubulaire |
| DE3744450A1 (de) | 1987-12-29 | 1989-07-13 | Boellhoff & Co | Blindniet |
| DE4410475A1 (de) * | 1994-03-25 | 1995-09-28 | Profil Verbindungstechnik Gmbh | Vernietbares Element, Zusammenbauteil mit einem vernietbaren Element sowie Nietmatrize und Verfahren zur Herstellung des Zusammenbauteils |
| US5423645A (en) * | 1993-08-04 | 1995-06-13 | Profil Verbindungstechnik Gmbh & Co. Kg | Fastener and panel assembly |
| US6095738A (en) * | 1997-07-11 | 2000-08-01 | Stafast Products, Inc. | Tee nut and method of manufacture |
| JP3310934B2 (ja) * | 1998-07-16 | 2002-08-05 | 永山電子工業株式会社 | Tナット |
| DE19856611A1 (de) * | 1998-12-08 | 2000-06-15 | Boellhoff Gmbh | Metallischer Einsatz |
| DE50000124D1 (de) * | 1999-01-26 | 2002-04-25 | Bergner Verbindungstechnik Gmb | Stanzniet |
| DE60014413T2 (de) * | 1999-10-26 | 2006-02-16 | Toyota Jidosha K.K., Toyota | Niet und nietverbindung |
| DE10012782A1 (de) * | 2000-03-16 | 2001-09-20 | Boellhoff Gmbh | Verbindungsanordnung zum Anbringen eines Befestigungselementes an einem Bauteil |
| DE10031492A1 (de) * | 2000-06-28 | 2002-01-10 | Schmitz Hans Gert | Niet |
| JP3681327B2 (ja) | 2000-09-19 | 2005-08-10 | 福井鋲螺株式会社 | 極薄積層体の導通方法及びシート状電極 |
| US20030152442A1 (en) * | 2002-02-08 | 2003-08-14 | Curley William J. | Long barrel T-nut |
| US6637994B2 (en) * | 2002-03-26 | 2003-10-28 | Falcon Fasteners Reg'd | Square-headed rivet fastener |
| DE20319610U1 (de) * | 2003-12-17 | 2004-03-04 | Böllhoff GmbH | Stanzniet für hochfeste Bleche |
| US20050180841A1 (en) * | 2004-02-12 | 2005-08-18 | Tian-Fu Cao | Bund nuts |
| US20060291974A1 (en) * | 2005-06-28 | 2006-12-28 | Mcgee Thomas | Nut insert |
| DE202005015713U1 (de) | 2005-10-06 | 2005-12-08 | Böllhoff Verbindungstechnik GmbH | Selbststanzender Befestiger und Vorrichtung zum Verbinden des selbststanzenden Befestigers mit einem Kunststoffteil |
| DE102005052360B4 (de) * | 2005-11-02 | 2008-07-24 | Böllhoff Verbindungstechnik GmbH | Stanzniet |
| DE202006008721U1 (de) * | 2006-06-01 | 2007-10-11 | Profil Verbindungstechnik Gmbh & Co. Kg | Nietmutter und Kombination einer Nietmutter mit einem Blechteil |
| DE102007016851A1 (de) * | 2007-04-10 | 2008-10-16 | Böllhoff Verbindungstechnik GmbH | Verfahren zum Herstellen einer Befestigungsanordnung eines Befestigungsdomes an einem dünnwandigen Bauteil |
-
2007
- 2007-09-19 DE DE200710044635 patent/DE102007044635A1/de not_active Withdrawn
-
2008
- 2008-09-11 EP EP20080016002 patent/EP2039947A3/de not_active Withdrawn
- 2008-09-15 RU RU2008136729/12A patent/RU2008136729A/ru not_active Application Discontinuation
- 2008-09-17 US US12/212,278 patent/US20090070983A1/en not_active Abandoned
- 2008-09-18 JP JP2008239341A patent/JP2009144911A/ja active Pending
- 2008-09-18 BR BRPI0804112-1A patent/BRPI0804112A2/pt not_active IP Right Cessation
- 2008-09-18 CN CNA2008101494925A patent/CN101392782A/zh active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101130802B1 (ko) | 2011-11-03 | 2012-03-28 | 장점식 | 펀치 핀 |
| JP2014109291A (ja) * | 2012-11-30 | 2014-06-12 | Honda Motor Co Ltd | ピアスナットの締結方法 |
| JP2019056402A (ja) * | 2017-09-20 | 2019-04-11 | プレス工業株式会社 | カシメナット、カシメナット用カシメ工具及びカシメナットの取付方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0804112A2 (pt) | 2009-05-19 |
| US20090070983A1 (en) | 2009-03-19 |
| RU2008136729A (ru) | 2010-03-20 |
| CN101392782A (zh) | 2009-03-25 |
| EP2039947A3 (de) | 2010-09-15 |
| EP2039947A2 (de) | 2009-03-25 |
| DE102007044635A1 (de) | 2009-04-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2009144911A (ja) | 自己穿孔エレメント | |
| US7901171B2 (en) | Blind fastener and method | |
| US7802952B2 (en) | Nut plate fastener assembly for hard metal materials | |
| US7823262B2 (en) | Method of replacing a nut plate fastener assembly | |
| US9797428B2 (en) | Connection between two components made of reinforced plastic and method for the production thereof | |
| US20040247412A1 (en) | Self-drilling blind riveting nut | |
| EP2618010B1 (en) | A method for the attachment of the bolt element to a component of composite material | |
| US20060213954A1 (en) | Method and joining element for joining workpieces | |
| JP5753092B2 (ja) | 押し込み式ファスナー装置 | |
| JP3927952B2 (ja) | セルフピアシング部品、取付方法及びダイ部材 | |
| JP5662527B2 (ja) | ブラインドリベット | |
| JP2010096351A (ja) | コンポーネントアセンブリおよびコンポーネントアセンブリの製造方法 | |
| US8732936B2 (en) | Blind rivet and removal method thereof | |
| JP2008511808A (ja) | プッシュタイプのリベットレス式ナット板並びにそれを設置するための方法及び装置 | |
| EP1116831A1 (en) | Fastener, driving jig for execution of the fastener, and drill bit for machining undercut hole | |
| US8262330B2 (en) | Fastening structure, fastening method and fastening member | |
| JP2008110349A (ja) | ハイドロフォームを用いた穿孔方法と穿孔装置及びハイドロフォーム加工部品と構造体 | |
| JP2010535988A (ja) | ブラインドリベット | |
| JP2005518509A (ja) | ハニカムリベット | |
| US20110217140A1 (en) | Blind Rivet | |
| JP2007327640A (ja) | 間隔形成リベット、リベット接合及びその作成方法 | |
| US6851492B2 (en) | Fastener, hammering jig for installing the fastener, and drill bit for working undercut hole | |
| JP3939323B2 (ja) | 接続構造体 | |
| CA2647960A1 (en) | Method for inserting connecting elements in metal sheets and connection between a metal sheet and a connecting element | |
| JP2022531405A (ja) | ブラインドリベットナット、ブラインドリベットナット配置、及び取り付け方法 |