JP2009106949A - 高強度Cr−Mo鋼の溶接金属 - Google Patents
高強度Cr−Mo鋼の溶接金属 Download PDFInfo
- Publication number
- JP2009106949A JP2009106949A JP2007279285A JP2007279285A JP2009106949A JP 2009106949 A JP2009106949 A JP 2009106949A JP 2007279285 A JP2007279285 A JP 2007279285A JP 2007279285 A JP2007279285 A JP 2007279285A JP 2009106949 A JP2009106949 A JP 2009106949A
- Authority
- JP
- Japan
- Prior art keywords
- mass
- weld metal
- less
- strength
- content
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Nonmetallic Welding Materials (AREA)
Abstract
【解決手段】C:0.10〜0.15質量%、Si:0.10〜0.5質量%、Mn:0.5〜1.0質量%、Al:0.02〜0.05質量%、Cr:2.00〜3.25質量%、Mo:0.9〜1.2質量%、Nb:0.01〜0.03質量%、V:0.2〜0.7質量%、B:0.003質量%以下、O:0.030〜0.050質量%を含有し、残部がFeおよび不可避的不純物からなるサブマージアーク溶接によって形成される高強度Cr−Mo鋼の溶接金属であり、その原質部のみから電解抽出により採取した残渣から得られるCr析出量が、溶接金属原質部に対して0.5質量%未満、Nb析出量が0.005質量%以上である。
【選択図】なし
Description
CP=1000×[C]×[Nb]/([Cr]/52+[Mo]/96+[Nb]/93+[V]/51) ・・・式(1)
(式(1)中において[ ]で表した要素は、[ ]内に記載された前記高強度Cr−Mo鋼の溶接金属における各成分の含有量(質量%)とする。)
Cは、溶接金属の焼入れ性に大きな影響を及ぼし、室温および高温における強度ならびに靱性を確保するために重要な役割を有する元素である。また、Cは組織を微細化する効果も有する。C含有量が0.10質量%未満であると、これらの効果が小さい。一方、Cの過度の添加はCrを主成分とする炭化物を増加させ、C含有量が0.15質量%を超えると、組織の粗大化により靱性が低下するとともに耐焼戻し脆化特性が劣化する。したがって、溶接金属中のC含有量は0.10〜0.15質量%とする。好ましくは0.11〜0.13質量%である。
Siは脱酸効果があり、溶接金属を清浄にする効果を有する。また、Siは歩留まった場合にはフェライトを固溶強化させ、さらに、溶接ビードのなじみ性を改善する役割を有する元素である。Si含有量が0.10質量%未満であると、これらの効果が小さい。一方、Si含有量が0.50質量%を超えると、強度が高くなりすぎて靱性が低下し、また、耐焼戻し脆化特性も低下する。したがって、溶接金属中のSi含有量は、0.10〜0.50質量%とする。好ましくは0.20〜0.40質量%である。
Mnは、高温強度及び靱性、特にステップクーリング前の靭性を向上させる効果を有する。また、Mnは酸素量をコントロールする作用を有している。Mn含有量が0.5質量%未満であるとこれらの効果が不十分である。一方、Mn含有量が1.0質量%を超えると、耐焼戻し脆化特性および耐SR割れ性が低下する。したがって、溶接金属中のMn含有量は0.5〜1.0質量%とする。好ましくは0.6〜0.9質量%である。
Alは脱酸効果があり、溶接金属を清浄にする効果を有する。Al含有量が0.020質量%未満であると、効果が小さい。一方、Al含有量が0.05質量%を超えると、粗大なAl酸化物の生成により靱性が低下する。したがって、溶接金属中のAl含有量は、0.02〜0.05質量%とする。好ましくは0.03〜0.04質量%である。
Crは、高強度Cr−Mo鋼の基本成分であり、強度を確保する重要な元素である。Cr含有量が2.0質量%未満では強度が不十分である。一方、Cr含有量が3.25質量%を超えると、焼入性が増大して靱性が低下するとともに、粒界に粗大な炭化物が増加して耐焼戻し脆化特性が劣化する。したがって、溶接金属中のCrの含有量は2.0〜3.25質量%とする。好ましくは2.1〜3.0質量%である。
Moも、Crとともに高強度Cr−Mo鋼の基本成分であり、強度を確保する重要な元素である。Mo含有量が0.9質量%未満では強度が不十分である。一方、Mo含有量が1.2質量%を超えると、焼入性が増大して靱性が低下する。したがって、溶接金属中のMoの含有量は0.9〜1.2質量%とする。好ましくは1.0〜1.1質量%である。
Nbは、微量を添加することで微細なMC炭化物を形成するため、炭化物形態を制御して耐焼戻し脆化特性および靱性を向上させる効果がある。Nb含有量が0.01質量%未満ではMC炭化物が十分に成長しない。一方、Nb含有量が0.03質量%を超えると、靱性が低下する。したがって、溶接金属中のNbの含有量は0.01〜0.03質量%とする。好ましくは0.015〜0.025質量%である。
Vも、Nbと同様に微細なMC炭化物を形成するため、炭化物形態を制御して耐焼戻し脆化特性および靱性を向上させる効果がある。V含有量が0.2質量%未満ではMC炭化物が十分に成長しない。一方、V含有量が0.7質量%を超えると、靱性が低下する。したがって、溶接金属中のVの含有量は0.2〜0.7質量%とする。好ましくは0.3〜0.6質量%である。
Bは溶接金属の靱性を安定化させる効果を有する。さらに適量のBを添加することでCrを主成分とする炭化物を低減させることができ、0.0003質量%以上を含有することが好ましい。一方、溶接金属中のB含有量が0.003質量%を超えると、溶接金属中のNとBNを形成して固定することにより溶接金属中に固溶するNが減少するため、Cr,Moを主成分とするM2C炭化物が形成されにくくなる。その結果、微細なMC炭化物が過剰となって、却って耐焼戻し脆化特性が低下する。さらに、逆に溶接金属の強度が高くなりすぎて、靱性が低下するだけでなく、溶接時の高温割れ感受性が高くなる。したがって、溶接金属中のB含有量は0.003質量%以下とする。好ましくは、B含有量は0.002質量%以下である。
Oは酸化物を形成し、組織を微細化することで靭性を確保する。また、Oは旧オーステナイト粒径の微細化による耐SR割れ性を向上させる効果を有する。O含有量が0.030質量%未満であると、これらの効果が小さい。一方、溶接金属中のO含有量が0.050質量%を超えると、酸化物系介在物が増加するため靭性が低下する。したがって、溶接金属中のO含有量は0.030〜0.050質量%とする。好ましくは、O含有量は0.035〜0.040質量%である。
Cuは、溶接金属の靱性を確保するために有効な元素であるが、焼戻し脆化を促進させる。したがって、溶接金属中の不可避的不純物としてのCuは、0.20質量%未満に規制されることが好ましく、さらに好ましくは0.15質量%未満に規制される。なお、サブマージアーク溶接において、Cuはソリッドワイヤのメッキから溶接金属中に不可避的に0.1質量%程度混入する。
Niは、溶接金属の靱性を確保するために有効な元素であるが、焼戻し脆化を促進させる。したがって、溶接金属中の不可避的不純物としてのNiは0.05質量%未満に規制されることが好ましく、さらに好ましくは0.03質量%未満に規制される。
PおよびSは、不純物として旧γ粒界に偏析し、焼戻し脆化を促進させる成分である。したがって、溶接金属中の不可避的不純物としてのP,Sは各0.012質量%未満に規制されることが好ましく、さらに好ましくは各0.010質量%未満に規制される。
CP=1000×[C]×[Nb]/([Cr]/52+[Mo]/96+[Nb]/93+[V]/51) ・・・式(1)
式(1)中の定数52,96,93,51はそれぞれCr,Mo,Nb,Vの原子量である。パラメータCPが60を超えるとMC炭化物が過剰となって、却って耐焼戻し脆化特性が劣化する虞がある。したがって、パラメータCPが60以下となるようにC,Cr,Mo,Nb,Vの含有量を設計することが好ましく、さらに好ましくはパラメータCPを55以下とすることである。
前記の通り、本発明に係る溶接金属は、Crを主成分とする炭化物を抑制することで炭化物形態を制御する。溶接金属中の炭化物は、溶接金属を電解抽出して残渣を採取することで得られる。さらに、本発明においては、溶接金属において特に脆化しやすい原質部のみを電解抽出する。採取した残渣から得られるCr析出量が、原質部に対して0.5質量%以上では、Crを主成分とする粗大な炭化物が成長していることになり、耐焼戻し脆化特性が低下する。したがって、Cr析出量は、原質部に対して0.5質量%未満とする。
前記の通り、本発明に係る溶接金属は、Nbを主成分とするMC炭化物の成長を促進させることで炭化物形態を制御する。Crと同様に、溶接金属の原質部のみから電解抽出により採取した残渣から得られるNb析出量が、原質部に対して0.005質量%未満では、MC炭化物が十分に成長していないことになる。したがって、Nb析出量は、原質部に対して0.005質量%以上とする。
本発明に係る高強度Cr−Mo鋼の溶接金属を形成するためのサブマージアーク溶接の方法を説明する。サブマージアーク溶接に適用する被溶接材は、公知の高強度Cr−Mo鋼からなるものとする。ソリッドワイヤは、C:0.12〜0.18質量%、Si:0.15〜0.70質量%、Mn:0.60〜1.20質量%、Al:0.08〜0.18質量%、Cr:2.2〜3.6質量%、Mo:0.9〜1.2質量%、Nb:0.03〜0.10質量%、V:0.25〜0.90質量%、B:0.0003〜0.0075質量%を含有し、残部がFeおよび不可避的不純物で構成されるものが好ましい。ソリッドワイヤをこのような構成に成分設計することで、本発明に係る溶接金属における必須成分の含有量を制御することができる。また、ボンドフラックスは、SiO2、MgO、Al2O3、金属フッ化物を含有するものとする。なお、溶接金属のO含有量については、ソリッドワイヤの構成以外にボンドフラックスの構成にも影響される。さらに、溶接金属中のSi,Mn含有量を制御するため、ボンドフラックスにSi,Mnを添加してもよい。好ましい溶接条件は、溶接電流:400〜600A、溶接速度:30〜40cm/min(溶接入熱:20〜36kJ/cm)、予熱・パス間温度:200〜250℃である。
(溶接)
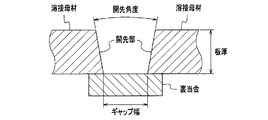
図1は本実施例において使用する溶接母材(被溶接材)の形状を示す模式的断面図である。表1に示す組成の高強度Cr−Mo鋼からなる2枚の溶接母材は図1に示す形状に成形した。図1に示すように、本実施例において使用する溶接母材は、V形状の開先を有し、このV形状の開先部の下部には、溶接母材と同一の化学組成を有する裏当金が配置されている。溶接母材の板厚を19mm、V形状の開先部の開先角度を10°、裏当金が配置されている部分の溶接母材の間のギャップ幅を22mmとした。
次に、溶接された供試材にSR処理(応力除去焼鈍処理)として705℃×8時間の熱処理を実施した。SR処理は、供試材を加熱し、供試材の温度が300℃を超えると、昇温速度が55℃/h以下となるように加熱条件を調整して、供試材の温度が705℃に到達するまで加熱した。そして、705℃で8時間保持した後、供試材の温度が300℃以下になるまで、冷却速度が55℃/h以下となるように供試材を冷却した。なお、このSR処理において、供試材の温度が300℃以下の温度域では、昇温速度および冷却速度は規定しない。
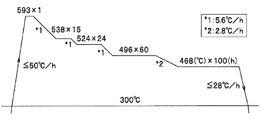
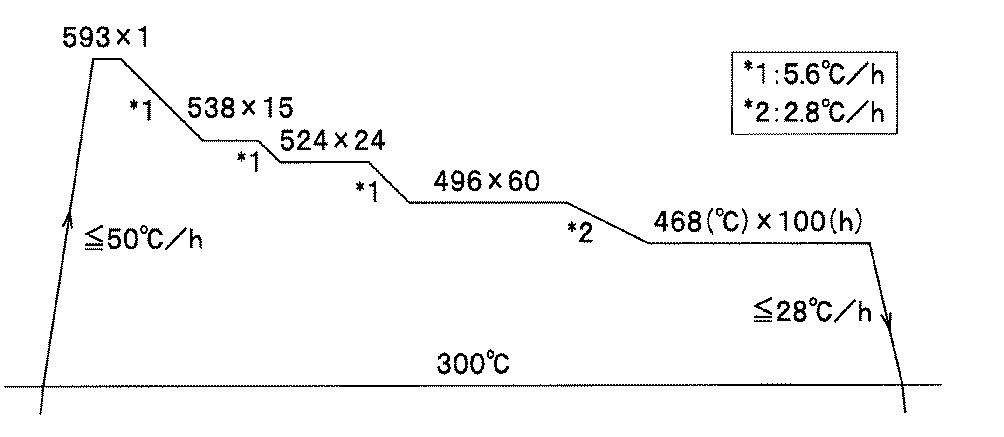
次に、SR処理後の供試材に脆化促進処理としてステップクーリングを実施した。図3に、ステップクーリングの処理条件を説明するための、縦軸を温度、横軸を時間とするグラフを示す。図3に示すように、ステップクーリングは、供試材を加熱し、供試材の温度が300℃を超えると、昇温速度が50℃/h以下となるように加熱条件を調整して、供試材の温度が593℃に到達するまで加熱した。そして、593℃で1時間保持した後、冷却速度5.6℃/hで538℃まで供試材を冷却して15時間保持し、同冷却速度で524℃まで冷却して24時間保持、さらに同冷却速度で496℃まで冷却して60時間保持した。次に、冷却速度2.8℃/hで468℃まで供試材を冷却して100時間保持した。そして、供試材の温度が300℃以下になるまで、冷却速度が28℃/h以下となるように供試材を冷却した。なお、SR処理と同様に、ステップクーリングにおいても、供試材の温度が300℃以下の温度域では、昇温速度および冷却速度は規定しない。
(溶接金属の化学成分測定)
化学成分測定用の試料は、SR処理後の供試材から開先部に形成された溶接金属(図2参照)の中央部を切り出し、吸光光度法(B)、燃焼−赤外線吸収法(C,S)、不活性ガス融解−熱伝導度法(N,O)、誘導結合プラズマ発光分光分析法(前記元素以外)によって化学成分分析を行った。得られた化学成分を表3に示す。
靱性および耐焼戻し脆化特性の評価として、シャルピー衝撃試験を実施した。試料は、SR処理後の供試材およびステップクーリング後の供試材それぞれの溶接金属の中央部から、JISZ3111 4号に規定される形状の試験片を採取した。そして、SR処理後の供試材から採取した試料についてシャルピー衝撃試験を実施し、vTr55(55Jを示すシャルピー遷移温度)を評価した。同様に、ステップクーリング後の供試材から採取した試料についてシャルピー衝撃試験を実施し、シャルピー遷移温度vTr’55を評価した。vTr55,vTr’55、およびステップクーリング後のvTr55の遷移量ΔvTr55(vTr’55−vTr55)を表3に示す。vTr55,vTr’55が−50℃以下の試料を靱性が良好であると評価した。また、ΔvTr55が5℃以下の試料を耐焼戻し脆化特性が良好であると評価した。なお、ΔvTr55が負(vTr55>vTr’55)となる場合はΔvTr55を0として示した。これは、高温による脆化がほとんどない優れた試料であるということである。
電解抽出用の試料は、脆化が進行した溶接金属における炭化物形態を想定して、ステップクーリング後の供試材の溶接金属の原質部(図2参照)を切り出し、電解抽出を行った。電解抽出は、10体積%アセチルアセトン−1体積%テトラメチルアンモニウムクロライド−メタノール溶液を電解溶液として、飽和甘汞電極に対して0mVの電解条件下、室温で約1000Cの電気量を通電して、溶接金属原質部から切り出した試料を約2g溶解させた。そして、この溶液をフィルタ孔径0.22μmのフィルタでろ過して残渣を得た。この残渣について、ICP発光分析により、CrおよびNbを定量測定した。溶接金属原質部に対する得られたCr析出量およびNb析出量を表3に示す。
実施例1〜12の溶接金属は、各成分の含有量および原質部の電解抽出残渣におけるCr,Nb析出量が本発明の範囲であるので、靱性の指標であるvTr55、耐焼戻し脆化特性の指標であるΔvTr55がともに良好であった。特に、実施例1〜11の溶接金属は、パラメータCPが60以下となるようなC,Cr,Mo,Nb,Vの含有量であり、耐焼戻し脆化特性が優れていた。
Claims (4)
- サブマージアーク溶接によって形成される高強度Cr−Mo鋼の溶接金属において、
C:0.10〜0.15質量%、Si:0.10〜0.5質量%、Mn:0.5〜1.0質量%、Al:0.02〜0.05質量%、Cr:2.00〜3.25質量%、Mo:0.9〜1.2質量%、Nb:0.01〜0.03質量%、V:0.2〜0.7質量%、B:0.003質量%以下、O:0.030〜0.050質量%を含有し、残部がFeおよび不可避的不純物からなり、
溶接金属原質部のみから電解抽出により採取した残渣から得られるCr析出量が、前記溶接金属原質部に対して0.5質量%未満、Nb析出量が0.005質量%以上であることを特徴とする高強度Cr−Mo鋼の溶接金属。 - 前記不可避的不純物として、Cu:0.20質量%未満、Ni:0.05質量%未満に規制されることを特徴とする請求項1に記載の高強度Cr−Mo鋼の溶接金属。
- 前記不可避的不純物として、PおよびSが各々0.012質量%未満に規制されることを特徴とする請求項1または請求項2に記載の高強度Cr−Mo鋼の溶接金属。
- 下記式(1)で算出されるパラメータCPが、60以下であることを特徴とする請求項1乃至請求項3に記載の高強度Cr−Mo鋼の溶接金属。
CP=1000×[C]×[Nb]/([Cr]/52+[Mo]/96+[Nb]/93+[V]/51) ・・・式(1)
(式(1)中において[ ]で表した要素は、[ ]内に記載された前記高強度Cr−Mo鋼の溶接金属における各成分の含有量(質量%)とする。)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007279285A JP5032940B2 (ja) | 2007-10-26 | 2007-10-26 | 高強度Cr−Mo鋼の溶接金属 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007279285A JP5032940B2 (ja) | 2007-10-26 | 2007-10-26 | 高強度Cr−Mo鋼の溶接金属 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009106949A true JP2009106949A (ja) | 2009-05-21 |
| JP5032940B2 JP5032940B2 (ja) | 2012-09-26 |
Family
ID=40776059
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007279285A Expired - Fee Related JP5032940B2 (ja) | 2007-10-26 | 2007-10-26 | 高強度Cr−Mo鋼の溶接金属 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5032940B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012070524A1 (ja) * | 2010-11-24 | 2012-05-31 | 株式会社神戸製鋼所 | 溶接金属及びサブマージアーク溶接方法 |
| WO2012124529A1 (ja) | 2011-03-11 | 2012-09-20 | 株式会社神戸製鋼所 | 耐焼戻し脆化特性に優れた溶接金属 |
| WO2013077356A1 (ja) | 2011-11-21 | 2013-05-30 | 株式会社神戸製鋼所 | 耐焼戻し脆化特性に優れた溶接金属 |
| KR20130109233A (ko) | 2011-02-09 | 2013-10-07 | 가부시키가이샤 고베 세이코쇼 | 크리프 특성이 우수한 용접 금속 |
| WO2014119785A1 (ja) | 2013-02-04 | 2014-08-07 | 株式会社神戸製鋼所 | 溶接金属および溶接構造体 |
| WO2014136582A1 (ja) * | 2013-03-07 | 2014-09-12 | 株式会社神戸製鋼所 | 溶接金属及び溶接構造体 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0284293A (ja) * | 1988-06-14 | 1990-03-26 | Kobe Steel Ltd | 高強度Cr−Mo鋼のサブマージアーク溶接方法 |
| JPH06328292A (ja) * | 1993-05-24 | 1994-11-29 | Kobe Steel Ltd | 高強度Cr−Mo鋼用サブマージアーク溶接方法 |
| JP2000301378A (ja) * | 1999-04-21 | 2000-10-31 | Sumikin Welding Ind Ltd | 高強度Cr−Mo鋼の溶接方法及び溶接材料並びに溶接鋼構造物 |
-
2007
- 2007-10-26 JP JP2007279285A patent/JP5032940B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0284293A (ja) * | 1988-06-14 | 1990-03-26 | Kobe Steel Ltd | 高強度Cr−Mo鋼のサブマージアーク溶接方法 |
| JPH06328292A (ja) * | 1993-05-24 | 1994-11-29 | Kobe Steel Ltd | 高強度Cr−Mo鋼用サブマージアーク溶接方法 |
| JP2000301378A (ja) * | 1999-04-21 | 2000-10-31 | Sumikin Welding Ind Ltd | 高強度Cr−Mo鋼の溶接方法及び溶接材料並びに溶接鋼構造物 |
Cited By (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103153529A (zh) * | 2010-11-24 | 2013-06-12 | 株式会社神户制钢所 | 焊接金属及潜弧焊接方法 |
| JP2012110932A (ja) * | 2010-11-24 | 2012-06-14 | Kobe Steel Ltd | 溶接金属及びサブマージアーク溶接方法 |
| EP2610029A4 (en) * | 2010-11-24 | 2016-08-31 | Kobe Steel Ltd | WELD METAL AND UNDULPULSE WELDING PROCESS |
| CN103153529B (zh) * | 2010-11-24 | 2015-08-12 | 株式会社神户制钢所 | 焊接金属及潜弧焊接方法 |
| WO2012070524A1 (ja) * | 2010-11-24 | 2012-05-31 | 株式会社神戸製鋼所 | 溶接金属及びサブマージアーク溶接方法 |
| KR20130109233A (ko) | 2011-02-09 | 2013-10-07 | 가부시키가이샤 고베 세이코쇼 | 크리프 특성이 우수한 용접 금속 |
| US9289859B2 (en) | 2011-02-09 | 2016-03-22 | Kobe Steel, Ltd. | Weld metal with excellent creep characteristics |
| KR101554405B1 (ko) | 2011-03-11 | 2015-09-18 | 가부시키가이샤 고베 세이코쇼 | 내 템퍼링 취화 특성이 우수한 용접 금속 |
| CN103402696A (zh) * | 2011-03-11 | 2013-11-20 | 株式会社神户制钢所 | 耐回火脆化特性优异的焊缝金属 |
| JP2012187619A (ja) * | 2011-03-11 | 2012-10-04 | Kobe Steel Ltd | 耐焼戻し脆化特性に優れた溶接金属 |
| WO2012124529A1 (ja) | 2011-03-11 | 2012-09-20 | 株式会社神戸製鋼所 | 耐焼戻し脆化特性に優れた溶接金属 |
| KR101700077B1 (ko) | 2011-11-21 | 2017-01-26 | 가부시키가이샤 고베 세이코쇼 | 내템퍼링 취화 특성이 우수한 용접 금속 |
| WO2013077356A1 (ja) | 2011-11-21 | 2013-05-30 | 株式会社神戸製鋼所 | 耐焼戻し脆化特性に優れた溶接金属 |
| US9505087B2 (en) | 2011-11-21 | 2016-11-29 | Kobe Steel, Ltd. | Weld metal having excellent temper embrittlement resistance |
| KR20160045902A (ko) | 2011-11-21 | 2016-04-27 | 가부시키가이샤 고베 세이코쇼 | 내템퍼링 취화 특성이 우수한 용접 금속 |
| KR101749846B1 (ko) | 2013-02-04 | 2017-06-21 | 가부시키가이샤 고베 세이코쇼 | 용접 금속 및 용접 구조체 |
| WO2014119785A1 (ja) | 2013-02-04 | 2014-08-07 | 株式会社神戸製鋼所 | 溶接金属および溶接構造体 |
| EP2952286A4 (en) * | 2013-02-04 | 2016-07-06 | Kobe Steel Ltd | WELDING METAL AND WELDED STRUCTURE |
| CN105008088A (zh) * | 2013-02-04 | 2015-10-28 | 株式会社神户制钢所 | 焊接金属和焊接结构体 |
| CN105008088B (zh) * | 2013-02-04 | 2017-06-09 | 株式会社神户制钢所 | 焊接金属和焊接结构体 |
| US9879335B2 (en) | 2013-02-04 | 2018-01-30 | Kobe Steel, Ltd. | Weld metal and welded structure |
| JP2014172061A (ja) * | 2013-03-07 | 2014-09-22 | Kobe Steel Ltd | 溶接金属 |
| CN105008089A (zh) * | 2013-03-07 | 2015-10-28 | 株式会社神户制钢所 | 焊接金属及焊接结构体 |
| WO2014136582A1 (ja) * | 2013-03-07 | 2014-09-12 | 株式会社神戸製鋼所 | 溶接金属及び溶接構造体 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5032940B2 (ja) | 2012-09-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4902489B2 (ja) | 高強度Cr−Mo鋼の溶接金属 | |
| TWI598451B (zh) | 沃斯田系不銹鋼及沃斯田系不銹鋼之製造方法 | |
| JP5314473B2 (ja) | 溶接まま及び応力除去焼鈍後の強度、靭性に優れた溶接金属並びにその溶接金属によって接合された溶接構造物 | |
| JP5942916B2 (ja) | Pwht後の板厚中心部の低温靭性に優れた厚肉厚鋼板およびその製造方法 | |
| JP5820341B2 (ja) | 溶接熱影響部の靭性に優れた鋼材 | |
| JP4787062B2 (ja) | 靭性および耐sr割れ性に優れた溶接金属 | |
| JP5032940B2 (ja) | 高強度Cr−Mo鋼の溶接金属 | |
| JP5606985B2 (ja) | 耐水素脆化感受性に優れた溶接金属 | |
| JP6097087B2 (ja) | 高強度2.25Cr−1Mo−V鋼用サブマージアーク溶接ワイヤおよび溶接金属の製造方法 | |
| US8101029B2 (en) | Weld metal of high-strength Cr-Mo steel | |
| JP6235402B2 (ja) | 強度、靭性および耐sr割れ性に優れた溶接金属 | |
| JP2019063868A (ja) | オーステナイト系ステンレス鋼用溶接材料 | |
| KR101930181B1 (ko) | 대입열 용접용 강재 | |
| JP2013128982A (ja) | 耐焼戻し脆化特性に優れた溶接金属 | |
| KR101749846B1 (ko) | 용접 금속 및 용접 구조체 | |
| JP5685116B2 (ja) | 耐焼戻し脆化特性に優れた溶接金属 | |
| WO2016125676A1 (ja) | 溶接金属及び溶接構造体 | |
| JP5457859B2 (ja) | 低温靭性および落重特性に優れた溶接金属 | |
| JP4398751B2 (ja) | 低温靭性に優れた高強度溶接金属 | |
| JP2011219821A (ja) | 低温靭性および落重特性に優れた溶接金属 | |
| JP2017193758A (ja) | 高強度厚鋼板 | |
| JP2019056147A (ja) | 耐摩耗鋼板およびその製造方法 | |
| JP2020131289A (ja) | 高Crフェライト系耐熱鋼用溶接材料 | |
| JP6515287B2 (ja) | 溶接継手の製造方法 | |
| JP6181947B2 (ja) | 溶接金属 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090929 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111116 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20111129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120626 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120629 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5032940 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150706 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |