JP2009018321A - 取鍋 - Google Patents
取鍋 Download PDFInfo
- Publication number
- JP2009018321A JP2009018321A JP2007182387A JP2007182387A JP2009018321A JP 2009018321 A JP2009018321 A JP 2009018321A JP 2007182387 A JP2007182387 A JP 2007182387A JP 2007182387 A JP2007182387 A JP 2007182387A JP 2009018321 A JP2009018321 A JP 2009018321A
- Authority
- JP
- Japan
- Prior art keywords
- ladle
- gas
- flow rate
- valve
- plug
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Landscapes
- Treatment Of Steel In Its Molten State (AREA)
Abstract
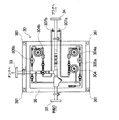
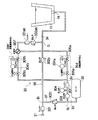
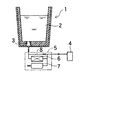
【解決手段】金属溶湯を収容する取鍋本体11と、取鍋本体11に装着され外部のガス源と連通して該ガス源から供給されるガスを取鍋本体14に収容された金属溶湯に吹き込むガス吹き込みプラグ14と、外部のガス源と連通して該ガス源から供給されるガスを蓄積する少なくとも1個の蓄圧タンク20と、蓄圧タンク20とプラグ14とを連通するガス路中に複数並列配置され蓄圧タンク20からプラグ14に供給されるガスの流量を調整する流量調整手段39と、複数並列配置された流量調整手段39を切り換える切り換え手段307と、を有することを特徴とする取鍋。
【選択図】図4
Description
蓄圧タンクの容量:35L
流量調整手段a’での圧力、流量設定値:10L/分(少量)、3kg/cm2
流量調整手段b’での圧力、流量設定値:2L/分(微量)、2kg/cm2
比較例の条件は以下の通りである。
蓄圧タンクの蓄圧圧力:10kg/cm2
蓄圧タンクの容量:35L
制御部での圧力、流量設定値:10L/分(少量)、3kg/cm2
11 取鍋本体
14 プラグ
20 蓄圧タンク
30 制御ユニット
39 流量調整手段
305 圧力調整器
306 流量調整器
307、307’切り換え手段
7a0、7b0 弁(バルブヘッド)
308a、308b 駆動手段
7a2、7a3、7b2、7b3 駆動操作部
8a1、8b1 弁操作部
Claims (4)
- 金属溶湯を収容する取鍋本体と、
前記取鍋本体に装着され外部のガス源と連通して該ガス源から供給されるガスを前記取鍋本体に収容された金属溶湯に吹き込むガス吹き込みプラグと、
外部のガス源と連通して該ガス源から供給されるガスを蓄積する少なくとも1個の蓄圧タンクと、
前記蓄圧タンクと前記プラグとを連通するガス路中に複数並列配置され該蓄圧タンクから該プラグに供給されるガスの流量を調整する流量調整手段と、
前記複数並列配置された流量調整手段を切り換える切り換え手段と、を有することを特徴とする取鍋。 - 前記流量調整手段は、圧力調整器と流量調整器とを備える請求項1に記載の取鍋。
- 前記切り換え手段は、電磁弁を備える請求項1又は2に記載の取鍋。
- 前記切り換え手段は、弁、弁操作部及び該弁操作部と前記取鍋本体の周囲の固定物との間に介在して該取鍋本体の移動に伴う該固定物との相対運動により該弁操作部を駆動する駆動手段、を備える請求項1又は2に記載の取鍋。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007182387A JP5073392B2 (ja) | 2007-07-11 | 2007-07-11 | 取鍋 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007182387A JP5073392B2 (ja) | 2007-07-11 | 2007-07-11 | 取鍋 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2009018321A true JP2009018321A (ja) | 2009-01-29 |
| JP5073392B2 JP5073392B2 (ja) | 2012-11-14 |
Family
ID=40358418
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007182387A Active JP5073392B2 (ja) | 2007-07-11 | 2007-07-11 | 取鍋 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5073392B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017136602A (ja) * | 2016-02-01 | 2017-08-10 | 東京窯業株式会社 | ガス吹き回路及び取鍋 |
| JP2018062687A (ja) * | 2016-10-12 | 2018-04-19 | 東京窯業株式会社 | ガス供給装置 |
| WO2021200225A1 (ja) * | 2020-03-31 | 2021-10-07 | 東京窯業株式会社 | ガス吹き込み装置 |
| CN114901405A (zh) * | 2019-12-26 | 2022-08-12 | 株式会社Posco | 熔融材料处理设备和方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04506934A (ja) * | 1989-07-26 | 1992-12-03 | アルキャン・インターナショナル・リミテッド | 低圧チル鋳造機の鋳型充填速度および鋳造圧の制御および調整のための方法および装置 |
| JPH09323158A (ja) * | 1996-06-03 | 1997-12-16 | Tokyo Yogyo Co Ltd | 溶融金属用取鍋 |
| JP2003239010A (ja) * | 2002-02-19 | 2003-08-27 | Tokyo Yogyo Co Ltd | 取鍋用蓄圧ボンベ式ガス吹込み装置を備えた取鍋。 |
| JP2007132686A (ja) * | 2005-11-08 | 2007-05-31 | Dkk Toa Corp | ガスクロマトグラフ装置 |
-
2007
- 2007-07-11 JP JP2007182387A patent/JP5073392B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04506934A (ja) * | 1989-07-26 | 1992-12-03 | アルキャン・インターナショナル・リミテッド | 低圧チル鋳造機の鋳型充填速度および鋳造圧の制御および調整のための方法および装置 |
| JPH09323158A (ja) * | 1996-06-03 | 1997-12-16 | Tokyo Yogyo Co Ltd | 溶融金属用取鍋 |
| JP2003239010A (ja) * | 2002-02-19 | 2003-08-27 | Tokyo Yogyo Co Ltd | 取鍋用蓄圧ボンベ式ガス吹込み装置を備えた取鍋。 |
| JP2007132686A (ja) * | 2005-11-08 | 2007-05-31 | Dkk Toa Corp | ガスクロマトグラフ装置 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017136602A (ja) * | 2016-02-01 | 2017-08-10 | 東京窯業株式会社 | ガス吹き回路及び取鍋 |
| JP2018062687A (ja) * | 2016-10-12 | 2018-04-19 | 東京窯業株式会社 | ガス供給装置 |
| CN114901405A (zh) * | 2019-12-26 | 2022-08-12 | 株式会社Posco | 熔融材料处理设备和方法 |
| EP4082689A4 (en) * | 2019-12-26 | 2023-05-31 | Posco | MELT PROCESSING METHOD AND APPARATUS |
| WO2021200225A1 (ja) * | 2020-03-31 | 2021-10-07 | 東京窯業株式会社 | ガス吹き込み装置 |
| JP7346780B2 (ja) | 2020-03-31 | 2023-09-20 | 東京窯業株式会社 | ガス吹き込み装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5073392B2 (ja) | 2012-11-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5073392B2 (ja) | 取鍋 | |
| JP5793112B2 (ja) | 鋼製品を製造するためのフレキシブルな最小エネルギー利用アーク炉システムおよび方法 | |
| KR101324899B1 (ko) | 연속 용융 도금 및 연속 어닐링의 겸용 설비 | |
| CN108300929B (zh) | 一种板材的加工方法及其连铸设备的进料机构 | |
| US20200009647A1 (en) | System for producing steel castings | |
| AU2002300920B2 (en) | Ladle equipped with gas-blowing device having accumulator cylinder | |
| JP5504953B2 (ja) | 蓄圧ボンベ式ガス吹込み装置を備えた取鍋 | |
| CN110508762A (zh) | 一种快速更换中间包的连浇工艺 | |
| CN112935236A (zh) | 真空铸造设备及方法 | |
| JP6175287B2 (ja) | 蓄圧ボンベを持つ取鍋 | |
| JP2020530399A (ja) | 鋳造設備及び鋳造方法 | |
| JP2004160538A (ja) | 溶融金属供給用容器及び安全装置 | |
| JP5122842B2 (ja) | 精錬用上蓋の地金付着防止方法 | |
| JP2004223575A (ja) | スライディングノズル用ガス吹き込み装置 | |
| JP2002079367A (ja) | 連続自動鋳造システムおよび連続自動鋳造鍛造システム | |
| CN114901405A (zh) | 熔融材料处理设备和方法 | |
| JP2005103552A (ja) | 連続鋳造方法 | |
| JP5516393B2 (ja) | 取鍋の操業方法 | |
| CN218964026U (zh) | 一种连铸中间包与浸入式水口邻接处防氧化装置 | |
| KR100797836B1 (ko) | 래들의 용강 유출 차단장치 | |
| CN215279855U (zh) | 一种精炼炉双工位共置的钢水精炼处理装置 | |
| JP5236905B2 (ja) | 取鍋 | |
| EP1276914B1 (en) | Consumable electrode continuous feed system and method in electroslag refining | |
| JP4885061B2 (ja) | 取鍋 | |
| JP3884659B2 (ja) | 溶融銅または銅合金の脱ガス装置及び方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100521 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120424 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120508 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120627 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120724 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120822 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5073392 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150831 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |