JP2008071752A - ケーブルおよびその製造方法 - Google Patents
ケーブルおよびその製造方法 Download PDFInfo
- Publication number
- JP2008071752A JP2008071752A JP2007216406A JP2007216406A JP2008071752A JP 2008071752 A JP2008071752 A JP 2008071752A JP 2007216406 A JP2007216406 A JP 2007216406A JP 2007216406 A JP2007216406 A JP 2007216406A JP 2008071752 A JP2008071752 A JP 2008071752A
- Authority
- JP
- Japan
- Prior art keywords
- cable
- insulated
- conductors
- sheath layer
- twisted
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images









Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/08—Flat or ribbon cables
- H01B7/0876—Flat or ribbon cables comprising twisted pairs
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B7/00—Insulated conductors or cables characterised by their form
- H01B7/36—Insulated conductors or cables characterised by their form with distinguishing or length marks
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2922—Nonlinear [e.g., crimped, coiled, etc.]
- Y10T428/2924—Composite
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2922—Nonlinear [e.g., crimped, coiled, etc.]
- Y10T428/2925—Helical or coiled
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/29—Coated or structually defined flake, particle, cell, strand, strand portion, rod, filament, macroscopic fiber or mass thereof
- Y10T428/2913—Rod, strand, filament or fiber
- Y10T428/2933—Coated or with bond, impregnation or core
Landscapes
- Communication Cables (AREA)
- Insulated Conductors (AREA)
- Manufacturing Of Electric Cables (AREA)
Abstract
【課題】導線の確実な接触がもたらされるように、具体的には絶縁穴あき接点がある撚り合わされた導線の確実な接触をもたらすケーブル、さらにまた、本発明に基づくケーブルを接触させる目的のための接続装置とともに、ケーブルの製造のための方法を提供する。
【解決手段】このケーブルCは、光伝送用合成プラスチック材料からなるシース層の中に複数本の絶縁導線を配置することによって形成されており、これらの絶縁導線の2本以上は長手軸の周りにらせん状に撚り合わされ、これらの撚り合わされた絶縁導線の隣接部分が参照平面に対して直交状に重ねられる箇所を決定するために、いずれかのケーブルが光学的に走査され、しるしは隣接する導線部分から横方向に間隔を置いた箇所でケーブルシース1の上に形成され、撚り合わせ導線のうち選択された1本が絶縁穴あき接点によって係合することができる。
【選択図】図1
【解決手段】このケーブルCは、光伝送用合成プラスチック材料からなるシース層の中に複数本の絶縁導線を配置することによって形成されており、これらの絶縁導線の2本以上は長手軸の周りにらせん状に撚り合わされ、これらの撚り合わされた絶縁導線の隣接部分が参照平面に対して直交状に重ねられる箇所を決定するために、いずれかのケーブルが光学的に走査され、しるしは隣接する導線部分から横方向に間隔を置いた箇所でケーブルシース1の上に形成され、撚り合わせ導線のうち選択された1本が絶縁穴あき接点によって係合することができる。
【選択図】図1
Description
[0002]電気ケーブルであって、光伝送用ケーブルシースを含み、その中に複数本の絶縁導線が埋め込まれていてそのうちの少なくとも2本がらせん状に撚り合わされており、このケーブルに、撚り合わされている導線のうち選択された1本を絶縁穴あき接点によって人が電気的に係合させることのできる箇所を表示する目に付くしるしが設けられている電気ケーブル、およびこのようなケーブルを製造する方法に関する。
[0003]電気ケーブル、とりわけ、平行なかつ/または互いに撚り合わされた導線(後者はいわゆる「撚り合わせ対技術」による)の備わったフラットストリップケーブルがそれ自体、知られている。次のものは、最先端のものに関するさらに別の引用文献である。独国特許第3890470C2号および米国特許第6,270,598号、5,606,151号並びに6,476,329号。
[0004]これらのケーブルに関係がある特有の問題は、この目的のために適している正確な箇所での、互いに撚り合わされた導線に接触しなければならない絶縁貫通接点による、互いに撚り合わされた導線の接触の間に起きる。これらは例えば、導線がケーブル平面において互いに存在する場所かあるいは互いの上方におけるケーブル平面に対して直交状に存在する場所に、隣接して置くことができる。同様に、平行な側面は、それらが常に確実に保持されるとは限らないように、互いに対してはっきりした方式で常に配置されるとは限らない。
[0005]この問題を解決するために、米国特許第6,476,329号では、所定の長手範囲にわたって導線の撚り合わせを省略することと、人がこの区域で絶縁貫通接点によって導線に接触することができることとが提案された。しかし、そのようにすると、ケーブルの製造はいっそう高価になる。加えて、所定区域にわたる撚り合わせの省略によれば、そのケーブルでの信号伝送に関する有利な効果はない。従って、連続状に撚り合わされた導線の備わったケーブルを作り出すことが望ましい。
[0006]Yamamotoに付与された米国特許第6,412,265号には、ケーブルシースに打ち抜き穴の構成された絶縁貫通ケーブルが開示されている。しかし、これらの打ち抜き穴は、ケーブルシースにわたって規則的に分布しており、当該打ち抜き穴をしるしとして使用することができるように、あるいは当該打ち抜き穴がそのようなしるしを意味するようには形成されていないが、その理由は、撚り合わされた導線が適切な場所で接触するような方式で当該打ち抜き穴が絶縁貫通接点の位置合わせをすることができないからである。このことは、長手ケーブル方向への撚り合わせが必ずしも一定のものではないためにしるしが正確な格子に完全に配置されることがなく、どちらかというと、導線に接触するための最適な箇所がそれぞれの場合に決定されるか、あるいは決定されたのが好ましいことから、よりいっそう当てはまる。
[0007]本発明は、この問題を正すために、そして、導線の確実な接触がもたらされるように、またとりわけ、もし存在すれば、絶縁貫通接点、具体的には絶縁穴あき接点がある撚り合わされた導線の確実な接触ももたらされるように、典型的なケーブルを開発するために、開発された。さらにまた、本発明に基づくケーブルを接触させる目的のための接続装置とともに、ケーブルの製造のための方法が提供される。
[0008]したがって、本発明の主要な目的は、複数本の絶縁導線が埋め込まれていてそのうちの少なくとも2本がらせん状に撚り合わされている、光伝送用合成プラスチック材料から形成されたケーブルシースが含まれている電気ケーブルであって、撚り合わされている導線のうち特定の1本を絶縁穴あき接点によって人が電気的に係合させることのできる箇所を表示する目に付くしるしが設けられている電気ケーブルを提供することである。
[0009]本発明の別の目的は、光伝送用合成プラスチックからなるシース層の中に配置された複数本の絶縁導線を有しおり、その絶縁導線の2本以上が長手軸に関してらせん状に撚り合わされているケーブルを製造する方法であって、撚り合わされた絶縁導線の隣接部分が参照面に対して直交状に重ねられる箇所を決定するためにケーブルが光学的に走査され、その結果、隣接導線部分から横方向に間隔が置かれた箇所でケーブルシース層の上にしるしが形成され、それによって、撚り合わされた導線のうち特定の1本が絶縁穴あき接点によって係合されるケーブルの製造方法を提供することである。
[0010]これらのしるしによれば、絶縁貫通接点を、あるいは少なくとも1つの絶縁貫通接点の備わった積層状接続装置を簡単な方法で正しい場所にセットすることが可能できる。しかし、それらを固定された格子の内部にセットすることはできない。本発明は、このことを次のような方法で解決する。ケーブルシースは透明の、具体的には半透明の材料から構成されている。その寸法は、無論、それ自体知られている。しかし、認識されていなくて、ケーブルの上にしるしを自動的に付けるためにこの寸法を利用することが特に簡単であるという事実によって有利であった1つの事柄がある。半透明という概念によれば、例えば、導線があらかじめ決定されたように互いに正確に配置されたケーブルの上における特に適したケースに人が接触することを可能にするために、他の性質、例えばケーブルの導線の平行度を吟味することも、簡単な方法でさらに可能になる。
[0011]具体的には、互いにとりわけ連続状に撚り合わされた導線が撚り合わせ区域においてIDC接点と接触することができる箇所に、しるしを付けることができる。さらにまた、IDC接点のための最適な箇所もまた、決定されるとともに、ケーブルの上において平行な導線だけにしるしが付けられる。言い換えれば、しるしは、先に知られた、穴あき接点と接触する箇所に関して例えば一定の間隔がある箇所に、認められる。
[0012]ケーブルシースは、光源の結果として半透明になることのできる材料から構成されているのが好ましい。しるしがケーブルシースの中において容易に位置決めされた貫通穴あるいは含浸部として作られていると、実用的である。このような発明の変形例は、ケーブルのしるしに位置合わせされる装置がある、ケーブルの撚り合わされた導線を互いに接触させるための接続装置によって、有利に補足される。これには、例えば、しるしを構成する貫通穴あるいは外方構成体に係合する目的のための突出部が最も簡単な方法で含まれる。
[0013]しるしは、接触される箇所に隣接する側面(すなわち、X長手方向に対して直角である)へ直接付けられるのが好ましい。しかしながら、しるしは、接続装置の設計においてそれに応じて考慮されるときには、ケーブルの長手方向においていくらかずらせて位置付けることもできる。重要なことは、絶縁貫通接点が撚り合わされた導線に接触する目的のために正確に位置合わせされるように突出部がしるしに係合することである。
[0014]いくつかの撚り合わせ導線対が設けられているときには、人はそれに応じて、それぞれの撚り合わせ導線対のためのいくつかの、例えば異なったしるしを設けることもできる。
[0015]さて、人は、それぞれの完全ならせん状ループ(360度にわたって撚り合わされている)について、長手方向においてそれぞれ1つのしるしを設けることができる。しるしは、互いに撚り合わされた導線が絶縁貫通接点によって接触されるケーブルにおける箇所に隣接するケーブルの長手方向に構成されているのが好ましい。一般に、これらは、絶縁貫通接点の動きの方向における互いに撚り合わされた導線が互いに面一である区域である。
[0016]本発明によれば、以下のことを含んでいるケーブルの製造方法もまたもたらされる。前もって製造されたケーブル−少なくとも一対の平行な導線および/または互いに撚り合わされた導線が備わっているのが好ましい−から、人は平行な導線をできる限り配置するか、−すなわち、それらがあるときには−互いに撚り合わされた導線が絶縁貫通接点に接触することができ、それによって、ケーブルあるいはケーブルシースに、好ましくはこれらの箇所にあるいはこれらの箇所の区域に、しるしが設けられる。ところで、この目的のために、前もって製造されたケーブルは、このケーブルに対して動くことのできる光源によって横方向から照射され、それによって、ケーブルシースの他方側部における同様の比較的動きやすいセンサーと相まって、人は、平行なあるいは撚り合わされた導線が絶縁貫通接点によって接触することのできる箇所を決定することができ、それによって、このケーブルあるいはそのシースに、特定の絶縁貫通接点あるいは対応する接触用接続装置を位置合わせすることができるしるしを設けることができる。この方法は、実施することが容易であり、また、自動化方式で実行することができる。最新技術では、例えば、接触のために適しているであろうケーブルシースの中の撚り合わされた導線における点を指定するためにケーブルの上にしるしを付けることのできる方法は、ケーブルの上にそのようなしるしをそのように付けるという考えがあったにもかかわらず、知られていなかった。しかしながら、この概念は、ケーブルシースの中における適切な場所の間隔が原則として、人が一定の格子パターンでしるしを簡単に付けることができるようには一定でないために、自動化処理の形態で表現することはできなかった。この問題はここで、本発明によって解決することができる。
[0017]本発明の他の目的および利点は、添付図面を参照する観点における以下の明細書の検討から明らかになる。
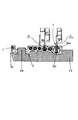
[0018]より具体的には、まず図1によると、ケーブルCにはケーブルシース1が含まれているが、これには複数本の導線2が収容されており、これらには外側絶縁層3がそれぞれ設けられている。このケーブルは、14本の導線2a〜2nが備わったフラットストリップケーブルの形態に作られている。この数は、単なる一例として理解すべきであり、また、本発明の状況の内部で変更することができる。ケーブルの導線2の直径は、互いに等しいものであってもよく、あるいはまた相異なるものであってもよい。
[0019]ここで、導線2a〜2nは、2a〜2gの7本の導線と2h〜2nの7本の導線との2つのグループ4、5にグループ分けされていて、それによって、これら2つのグループの間には、グループ4、5の内部における導線2の距離を超える間隔があり、この間隔はケーブルシースストリップ6によって埋められている。第1グループの導線2a〜2gのうち4本は互いに平行に置かれている。第2グループの導線2では、5本の導線2h〜2lは互いに平行に置かれている。導線2kおよび2mは導線2a〜2jよりも大きい直径を有する。さらにまた、少なくとも2本の導線−導線2m、2n−は互いに撚り合わされており(撚り合わせ対)、それによって、この撚り合わせユニット7がこれまた全体として、他の導線に対して平行に配置されている。
[0020]第一に基本的なことは、このケーブルの少なくとも2本の導線2が互いに撚り合わされていることを確認することである。代案として、人は、好ましくは互いのすぐ隣の1つの平面(ここでは図示略)に、いくつかの撚り合わせ導線対をケーブル内に配置することもできる。さらにまた、3本以上の導線を互いに撚り合わせることも考えられる。
[0021]このケーブルはここでは、特定の好ましいフラットストリップケーブル形状をしている。代わりの形状、例えば、楕円断面構成体(図8)の備わっているとりわけほぼ平坦なケーブルC’が考えられる。円形ケーブルC’’(図9)が使用されるときには、外側シース1の上に半径方向に外方へ延び、それによって、ケーブルに対する参照平面をもたらす一体状ウェブ部分1aのような極性化手段を設けることが推奨される。それぞれの場合において、ケーブルシース1は、いくつかが例えば図4〜7に示された透明材料あるいは半透明材料から構成されている。
[0022]図1におけるケーブルCは、絶縁貫通接点(IDC接点)8(図3、図7)によって、導線2a〜2lにだけでなく互いに撚り合わされた導線2m、2nにも接触することのできる最終仕上げ工程を受ける。ここで、人は第一に、互いに撚り合わされた導線2m、2nが絶縁貫通接点に接触することができる箇所を決定する。原則として、それは、絶縁貫通接点の動きの方向に対して配置され、かつ、互いに当接するかあるいは互いに隣接して配置された箇所9あるいは10であろう。望ましい箇所で、ケーブルシース1にはその後、一回、好ましくはそれぞれのらせん状区域に、しるし11が設けられる。
[0023]ここで、互いに撚り合わされた導線2m、2nをそれらがケーブルの参照平面に対して互いに直角に上方に位置するそれらの箇所で接触させるのが望ましい。これらは、導線2m、2nがIDC接点8の動きの方向に互いに当接する箇所9である。その後、どちらかが後に接触する箇所9に、それぞれの場合に少なくとも1つのしるし11が設けられる。
[0024]しるし11は、好ましい代表的な実施形態において容易に認識され、中間ケーブルシースストリップ6に貫通穴としてはっきりと形成される(図2)。しかしながら、ケーブルシースの上に他の何らかの種類のしるしを付けることも基本的に考えられる。重要なことは、しるし11がらせん状構成体と互いに撚り合わされた導線2m、2nの位置合わせとに対して固定関係になければならないということである。ここで、人は、絶縁貫通接点に接触する箇所に、あるいは図7において特に明確に見ることのできる後者のX長手方向におけるケーブルの区域箇所に接触する箇所に、しるしを付ける。ここで、しるし11はケーブルシースストリップ6における反対側の接触箇所9に横方向から付けられる。
[0025]しるし付けは、ケーブルの横側照射のための装置によって自動的に行われるのが好ましく、それによって、ケーブルは、例えばケーブルに対して動くことのできる光源で一方側部から横方向に照射される。同様に比較的動くことのできるセンサーの支援で、人は、ケーブルの他方側部において導線2m、2nが直接互いの上方にある時を決定する。センサーに入る光は2本の撚り合わせ導線が互いの上方に位置するかあるいは互いに隣接するかに左右されるので、このことは可能である。しるしは光の最大入射量が決定されたときに付けられる。
[0026]接触は、好ましくは製造可能であるハウジング12、13とIDC接点8(好ましくは穴あき接点)とが備わっていて蓋へ取り付けることのできる接続装置によって行われるのが好ましい。ハウジング12、13はしるし11の1つの上に位置合わせされる。例えば、ハウジング12の下方部には、しるし11が形成されて接続装置8の正確な位置合わせがケーブルの接触の間に言わば「自動的に」保証される貫通穴に係合するように位置合わせされる突出部14が備わっていることが考えられる(図7)。そして、突出部14が貫通穴11の内部に嵌まると(図4b)、絶縁穴あき接点8aは導線2mに係合する。しるし11どうしの間における別の長手間隔配置箇所では、導線2nは導線穴あき接点による係合のために最上部に配置される。
[0027]特許法の規定によって本発明の好ましい形態と実施形態とが図示されるとともに説明されたが、上記の発明から逸脱することなく変更を行うことができるということは当業者には明らかであろう。
Claims (12)
- (a)複数本の電気導線(2)と、
(b)前記導線のそれぞれを収容し、それによって、複数本の絶縁導線を画成する、絶縁材料から作られた複数の層(3)と、
(c)前記絶縁導線を収容しているケーブルシース層(1)であって、前記ケーブルシース層が光伝送用合成プラスチック材料から形成されているケーブルシース層と、
(d)前記導線のうちの選択された1本との電気的係合をもたらすために、前記ケーブルシース層と前記絶縁層の1つとを絶縁穴あき接点(8)によって離すことができる前記ケーブルシース層の反対箇所(9)の上に配置された複数の目に付くしるし(11)と、
を備える電気ケーブル(C)。 - 前記導線のうちの一対(2m、2n)が、前記ケーブルシース層の内部でらせん状に互いに撚り合わされ、それによって、前記撚り合わされた絶縁導線の上に、他の絶縁導線に対して特徴的な複数の絶縁穴あき箇所(9、10)を画成する、請求項1に記載の電気ケーブル。
- 前記絶縁導線が、2つのグループに分けられ、そのうちの一方が前記らせん状に互いに撚り合わされた導線を含み、前記2つのグループの絶縁導線が、前記ケーブルシース層の中間ストリップ部分(6)によって連結されており、前記目に付くしるしが、前記ケーブルシース層の中間ストリップ部分によって付けられる、請求項2に記載の電気ケーブル。
- 前記しるしが、前記中間ストリップ部分の中に構成された貫通穴(11)からなっている、請求項2に記載の電気ケーブル。
- 1つのしるしが、前記2本の撚り合わされた絶縁導線におけるそれぞれの長手360度らせん状回転のために設けられている、請求項2に記載の電気ケーブル。
- 前記2本の撚り合わされた絶縁導線に対して長手参照平面を画成する手段をさらに含んでおり、前記絶縁穴あき箇所(9、10)が、前記撚り合わされた絶縁導線の隣接部分が前記参照平面に対して直交状に重ねられた箇所によって画成されている、請求項5に記載の電気ケーブル。
- 前記ケーブルCが、平坦であり、前記絶縁導線のすべてが、前記参照平面を画成する平面の中に含まれている、請求項6に記載の電気ケーブル。
- 前記ケーブルが、楕円状断面構造体を有し、前記ケーブルが、前記参照平面を画成する一体状外向きウェブ部分を含んでいる、請求項7に記載の電気ケーブル。
- 前記ケーブルが、円形断面構造体を有し、前記ケーブルシース層が、前記参照平面を画成する一体状半径方向外向きウェブ部分を有する、請求項6に記載の電気ケーブル。
- 前記しるしが、同一のケーブルが一方の撚り合わされたケーブルを覆って重ねられた位置である反対側箇所に設けられている、請求項5に記載の電気ケーブル。
- 電気ケーブル(C)を製造する方法であって、
(a)複数本の平行な絶縁導線(2)を設けるステップと、
(b)前記絶縁導線を光伝送用合成プラスチック材料からなるケーブルシース層(1)の中に所定の長手参照平面を画成するような方式で埋め込むステップと、
(c)前記ケーブルを前記参照平面に対して垂直である方向に照射するステップと、
(d)前記絶縁導線の選択された1本の長手間隔配置部分を感知するステップと、
(e)前記ケーブルシース層に、前記長手間隔配置部分から横方向に間隔が置かれた箇所で目に付くしるし(11)を付け、それによって、前記選択された導線との接点の電気的係合をもたらすために、前記ケーブルシース層と前記選択された導線の前記導線絶縁層とを絶縁穴あき接点(8)によって離すことができるステップと
を備える方法。 - 電気ケーブル(C)を製造する方法であって、
(a)そのうちの2本(2m、2n)が長手軸の周りにらせん状に撚り合わされた複数本の平行な絶縁導線(2)を設けるステップと、
(b)前記絶縁導線を光伝送用合成プラスチック材料からなるケーブルシース層(1)の中に所定の長手参照平面を画成するような方式で埋め込むステップと、
(c)前記ケーブルを前記参照平面に対して垂直である方向に照射するステップと、
(d)前記撚り合わされた絶縁導線の1本の部分が前記参照平面に対して他の絶縁導線を覆って直接重ねられている位置を感知するステップと、
(e)前記ケーブルに前記長手間隔配置部分から横方向に間隔が置かれた箇所でしるし(11)を付け、それによって、選択された導線との接点の電気的係合をもたらすために、前記導電性シース層と前記絶縁層の1つとを絶縁穴あき接点(8)によって離すことができるステップと
を備える方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102006039604A DE102006039604A1 (de) | 2006-08-24 | 2006-08-24 | Kabel, Anschlußeinrichtung mit Kabel und Verfahren zur Herstellung des Kabels |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2008071752A true JP2008071752A (ja) | 2008-03-27 |
Family
ID=38739392
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007216406A Withdrawn JP2008071752A (ja) | 2006-08-24 | 2007-08-22 | ケーブルおよびその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7667140B2 (ja) |
| EP (1) | EP1892731B1 (ja) |
| JP (1) | JP2008071752A (ja) |
| DE (1) | DE102006039604A1 (ja) |
| ES (1) | ES2412882T3 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4306692B2 (ja) * | 2006-05-15 | 2009-08-05 | 住友電装株式会社 | ワイヤハーネス分岐部へのプロテクタの外装方法およびワイヤハーネスの分岐構造 |
| EP2194539A3 (de) * | 2008-12-08 | 2014-01-08 | Zellner GmbH | Konfektionierbares Datenkabel |
| DE102009044809A1 (de) * | 2009-12-08 | 2011-06-09 | Bpw Bergische Achsen Kg | Elektrische Kabelanordnung |
| DE102013002740A1 (de) | 2013-02-19 | 2014-08-21 | Wieland Electric Gmbh | Flachkabel mit gerillter und planter Oberfläche |
| CN104425061B (zh) * | 2013-09-04 | 2017-01-04 | 富士康(昆山)电脑接插件有限公司 | 扁平线缆 |
| US11094429B2 (en) * | 2018-06-05 | 2021-08-17 | Cerro Wire Llc | Non-metallic cable having PCS subassembly |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1754975U (de) * | 1956-07-17 | 1957-10-31 | Siemens Ag | Verdrillte adergruppe mit kunststoffisolierten adern fuer fernmeldekabel, insbesondere sternvierer. |
| US4034148A (en) * | 1975-01-30 | 1977-07-05 | Spectra-Strip Corporation | Twisted pair multi-conductor ribbon cable with intermittent straight sections |
| US4472598A (en) * | 1983-04-27 | 1984-09-18 | Hughes Tool Company | Braidless perforated cable |
| US4641904A (en) * | 1983-06-18 | 1987-02-10 | Yamaichi Electric Mfg. Co., Ltd. | Flat cable connecting system |
| DE3527847A1 (de) * | 1985-07-31 | 1987-02-05 | Siemens Ag | Flache elektrische leitung |
| US4777325A (en) * | 1987-06-09 | 1988-10-11 | Amp Incorporated | Low profile cables for twisted pairs |
| US4874908A (en) * | 1987-07-08 | 1989-10-17 | Minnesota Mining And Manufacturing Company | Wiring harness |
| CH678247A5 (ja) * | 1988-11-15 | 1991-08-15 | Multi Contact Ag | |
| FR2640412B1 (fr) * | 1988-12-13 | 1991-01-04 | Filotex Sa | Cable electrique blinde muni de zones de raccordement rapide en derivation |
| DD279335A1 (de) * | 1988-12-30 | 1990-05-30 | Kabelwerk Lausitz Veb | Verfahren zur herstellung von flachbandkabeln |
| JPH0828749B2 (ja) * | 1990-06-14 | 1996-03-21 | 株式会社東芝 | ネットワークコントローラ |
| US5606151A (en) * | 1993-03-17 | 1997-02-25 | Belden Wire & Cable Company | Twisted parallel cable |
| US5483020A (en) * | 1994-04-12 | 1996-01-09 | W. L. Gore & Associates, Inc. | Twin-ax cable |
| DE19717216A1 (de) * | 1997-04-24 | 1998-10-29 | Hirschmann Richard Gmbh Co | Verfahren zum abisolierfreien Kontaktieren mehradriger Rundkabel und Kontaktiereinrichtungen hierfür |
| US6033238A (en) * | 1997-05-30 | 2000-03-07 | The Whitaker Corporation | Ribbon cable connector with ground bus |
| US5973268A (en) * | 1997-12-09 | 1999-10-26 | Cheng; Yu-Feng | Multicolor electric cable |
| JP2000294046A (ja) * | 1999-04-08 | 2000-10-20 | Hitachi Cable Ltd | ツイストフラットケーブル |
| JP3651309B2 (ja) * | 1999-05-13 | 2005-05-25 | 日立電線株式会社 | フラットケーブルの製造方法および製造装置 |
| CH695074A5 (fr) * | 1999-07-22 | 2005-11-30 | Belden Wire & Cable Co | Câble de données à hautes performances. |
| US6498300B2 (en) * | 2001-03-16 | 2002-12-24 | Omega Patents, L.L.C. | Electrical signal cable assembly including transparent insulating layers and associated methods |
| JP2002298659A (ja) | 2001-04-02 | 2002-10-11 | Hitachi Cable Ltd | ツイストフラットケーブル |
| DE10157678C2 (de) * | 2001-11-24 | 2003-10-16 | Daimler Chrysler Ag | Hochfrequenzfestes Folienkabel für Datenleitungen |
| US6717058B2 (en) * | 2002-04-19 | 2004-04-06 | Amphenol Corporation | Multi-conductor cable with transparent jacket |
| US6972375B2 (en) * | 2002-10-21 | 2005-12-06 | Denso Corporation | Wiring harness |
| DE202005010039U1 (de) * | 2005-06-25 | 2005-09-22 | Hsiung, Tang Chih, Shin Juang | Leuchtkabel |
| DE102005041892A1 (de) * | 2005-09-03 | 2007-03-08 | Continental Teves Ag & Co. Ohg | Elektrischer Verbinder |
-
2006
- 2006-08-24 DE DE102006039604A patent/DE102006039604A1/de not_active Withdrawn
-
2007
- 2007-07-10 ES ES07112148T patent/ES2412882T3/es active Active
- 2007-07-10 EP EP07112148A patent/EP1892731B1/de active Active
- 2007-08-11 US US11/891,330 patent/US7667140B2/en not_active Expired - Fee Related
- 2007-08-22 JP JP2007216406A patent/JP2008071752A/ja not_active Withdrawn
Also Published As
| Publication number | Publication date |
|---|---|
| US20080047734A1 (en) | 2008-02-28 |
| DE102006039604A1 (de) | 2008-02-28 |
| EP1892731A2 (de) | 2008-02-27 |
| US7667140B2 (en) | 2010-02-23 |
| ES2412882T3 (es) | 2013-07-12 |
| EP1892731A3 (de) | 2012-04-04 |
| EP1892731B1 (de) | 2013-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2008071752A (ja) | ケーブルおよびその製造方法 | |
| US6107580A (en) | Omnidirectional response cable switch | |
| US20090260847A1 (en) | Data Transmission Cable and Method for Producing a Data Transmission Cable | |
| ATE357554T1 (de) | Riemen mit integrierter überwachung | |
| KR19990067100A (ko) | 크림프 섹션을 갖는 접점 소자 | |
| WO2011063259A3 (en) | Multi-conductor lead configurations useful with medical device systems and methods for making and using them | |
| JP5615825B2 (ja) | 溝を有する超小型電子チップとストランドの形をしたワイヤ要素との組立体及び組立方法 | |
| JP2010506368A (ja) | 電気制御ケーブル及びその製造方法 | |
| RU2004113561A (ru) | Экранированный разъем для передачи данных | |
| JPH0277676A (ja) | 少なくとも一対の柔軟で長い感応部材からなる圧電センサ | |
| US7926366B2 (en) | Tactile sensing array and manufacturing method thereof | |
| JP5290831B2 (ja) | 圧着端子及びその巻込み状態検査方法 | |
| ATE349061T1 (de) | Mehradrige flexible elektrische leitung | |
| KR101767042B1 (ko) | 전선이음커넥터용 터미널 및 그 제조방법 | |
| KR101712961B1 (ko) | 누출 절연유 감지 케이블 및 이의 제조방법 | |
| JP2020017436A (ja) | ツイストペアケーブル、及び、通信ケーブル | |
| JP2003223817A (ja) | 平形ケーブル | |
| JP2012043241A5 (ja) | ||
| US7057113B1 (en) | Electric wire | |
| CN220856141U (zh) | 一种导电线缆的改进结构 | |
| JPH0419582Y2 (ja) | ||
| JP2005513716A5 (ja) | ||
| US6702606B2 (en) | Electrical connection device | |
| JP2002298659A (ja) | ツイストフラットケーブル | |
| CN117352208A (zh) | 一种导电线缆的改进结构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100426 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20120924 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20120924 |