JP2007320102A - モールド装置およびモールド品の製造方法 - Google Patents
モールド装置およびモールド品の製造方法 Download PDFInfo
- Publication number
- JP2007320102A JP2007320102A JP2006151175A JP2006151175A JP2007320102A JP 2007320102 A JP2007320102 A JP 2007320102A JP 2006151175 A JP2006151175 A JP 2006151175A JP 2006151175 A JP2006151175 A JP 2006151175A JP 2007320102 A JP2007320102 A JP 2007320102A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- slide member
- molding
- contact
- molding apparatus
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000465 moulding Methods 0.000 title claims abstract description 52
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 14
- 238000003825 pressing Methods 0.000 claims abstract description 35
- 238000000034 method Methods 0.000 claims description 17
- 239000000463 material Substances 0.000 claims description 7
- 239000012778 molding material Substances 0.000 claims description 3
- 239000011347 resin Substances 0.000 abstract description 36
- 229920005989 resin Polymers 0.000 abstract description 36
- 239000004065 semiconductor Substances 0.000 abstract description 22
- 125000006850 spacer group Chemical group 0.000 description 5
- 239000002184 metal Substances 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000017525 heat dissipation Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
Images





Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/10—Bump connectors; Manufacturing methods related thereto
- H01L2224/15—Structure, shape, material or disposition of the bump connectors after the connecting process
- H01L2224/16—Structure, shape, material or disposition of the bump connectors after the connecting process of an individual bump connector
Abstract
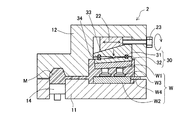
【解決手段】本発明のモールド装置1は,下金型11と,下金型11とともにモールド室13を構成する上金型12と,上下の金型11,12により構成されるモールド室13に樹脂を供給するプランジャ14とを有し,上金型12は,上下の金型11,12の型締め方向に移動するとともに,一面が対象物Wに接触する接触面であるスライド部材21と,スライド部材21の対象物Wへの押圧力を調整する移動部材22とを有するものである。
【選択図】図1
Description
以下,本発明を具体化した第1の形態について,添付図面を参照しつつ詳細に説明する。本形態は,半導体素子を含む電子回路とその両側に放熱板が配置された装置をモールド成形して,半導体装置を製造するモールド装置に本発明を適用したものである。
以下,本発明を具体化した第2の形態について,添付図面を参照しつつ詳細に説明する。本形態は,半導体素子を含む電子回路とその両側に放熱板が配置された装置をモールド成形して,半導体装置を製造するモールド装置に本発明を適用したものである。なお,本形態のモールド装置2は,第1の形態のモールド装置1と比較して,上金型12の内部に設けられるスライド部材21および移動部材22の部分が変更されているのみであり,同一の部分には同一の符号を付して説明を省略する。
11 下金型
12 上金型
13 モールド室
14 プランジャ
21,30 スライド部材
22 移動部材
31 バック部材
32 スイベル部材
Claims (6)
- 第1の金型と,
前記第1の金型とともにモールド室を構成する第2の金型と,
前記第1および第2の金型により構成されるモールド室にモールド材を供給するモールド材供給部とを有し,
前記第2の金型は,
型締め方向に移動するとともに,一方の面が,モールド対象物に接触する接触面であるスライド部材と,
前記スライド部材のモールド対象物への押圧力を調整する調整部材とを有することを特徴とするモールド装置。 - 請求項1に記載のモールド装置において,
前記スライド部材の接触面の裏面が,モールド対象物へ向かう押圧力を受ける被押圧面であり,
前記調整部材は,前記スライド部材の被押圧面に摺動可能に接触する押圧面を有するとともに,型締め方向と交差する方向に移動する移動部材であり,
前記スライド部材の被押圧面および前記移動部材の押圧面は,型締め方向と交差する方向に設けられており,かつ,前記移動部材の移動方向に対して傾斜していることを特徴とするモールド装置。 - 請求項2に記載のモールド装置において,前記スライド部材は,
モールド対象物に接触する接触面を有するスイベル部材と,
前記スイベル部材の裏面の一箇所に接するとともに,裏面の複数箇所をバネで押圧するバック部材とを有することを特徴とするモールド装置。 - 請求項2に記載のモールド装置において,
前記移動部材の押圧面の裏面が,前記第2の金型の内面に接していることを特徴とするモールド装置。 - 請求項2に記載のモールド装置において,前記スライド部材は,
前記被押圧面が前記接触面に対して傾斜しているウェッジ形状であることを特徴とするモールド装置。 - 第1および第2の金型により構成されるモールド室にモールド対象物を配置し,モールド室内にモールド材を供給するモールド品の製造方法において,
前記第2の金型として,
型締め方向に移動するとともに,一方の面が,モールド対象物に接触する接触面であるスライド部材と,
前記スライド部材のモールド対象物への押圧力を調整する調整部材とを有するものを用い,
前記第1の金型のモールド室にモールド対象物を載置し,
前記第1および第2の金型を型締めし,
前記調整部材により前記スライド部材をモールド対象物に押し付けて密着させ,
その状態でモールド室内にモールド材を供給することを特徴とするモールド品の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006151175A JP4861749B2 (ja) | 2006-05-31 | 2006-05-31 | モールド装置およびモールド品の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006151175A JP4861749B2 (ja) | 2006-05-31 | 2006-05-31 | モールド装置およびモールド品の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007320102A true JP2007320102A (ja) | 2007-12-13 |
| JP4861749B2 JP4861749B2 (ja) | 2012-01-25 |
Family
ID=38853303
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006151175A Active JP4861749B2 (ja) | 2006-05-31 | 2006-05-31 | モールド装置およびモールド品の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4861749B2 (ja) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR100998768B1 (ko) | 2010-04-08 | 2010-12-07 | 우리마이크론(주) | 플런져 유닛이 구비된 몰딩장치 |
| JP2012024950A (ja) * | 2010-07-20 | 2012-02-09 | Apic Yamada Corp | 樹脂モールド装置 |
| JP2012024949A (ja) * | 2010-07-20 | 2012-02-09 | Apic Yamada Corp | 金型駆動装置 |
| WO2012090594A1 (ja) | 2010-12-27 | 2012-07-05 | 日産自動車株式会社 | 半導体モジュール、モールド装置及びモールド成形方法 |
| JP2012200935A (ja) * | 2011-03-24 | 2012-10-22 | Apic Yamada Corp | モールド金型及びこれを用いた樹脂モールド装置並びに圧着装置 |
| JP2013241016A (ja) * | 2009-11-30 | 2013-12-05 | Husky Injection Molding Systems Ltd | 往復移動を用いる成形物品移送機構 |
| JP2015226460A (ja) * | 2014-05-29 | 2015-12-14 | 現代自動車株式会社Hyundaimotor Company | モータ回転子モールディング用金型装置 |
| CN105172085A (zh) * | 2015-10-16 | 2015-12-23 | 宁海县大鹏模具塑料有限公司 | 一种注塑模具调节适应嵌件玻璃厚度的装置 |
| JP2016035975A (ja) * | 2014-08-04 | 2016-03-17 | 第一精工株式会社 | 樹脂封止装置およびその封止方法 |
| US20160122504A1 (en) * | 2013-05-28 | 2016-05-05 | Compagnie Generale Des Etablissements Michelin | Tire comprising a rubber composition comprising an olefinic epoxide elastomer cross-linked by a polycarboxylic acid |
| JP2017056739A (ja) * | 2016-12-15 | 2017-03-23 | アピックヤマダ株式会社 | 樹脂モールド金型及び樹脂モールド装置 |
| US9847237B2 (en) | 2014-02-27 | 2017-12-19 | Toyota Jidosha Kabushiki Kaisha | Method and apparatus for manufacturing semiconductor module |
| CN113847045A (zh) * | 2021-09-30 | 2021-12-28 | 中交二公局第一工程有限公司 | 一种用于盾构分体始发管线延伸装置 |
| WO2023127474A1 (ja) * | 2021-12-28 | 2023-07-06 | I-Pex株式会社 | 樹脂封止金型 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002324816A (ja) * | 2001-04-25 | 2002-11-08 | Denso Corp | 半導体装置及びその製造方法 |
| JP2004303900A (ja) * | 2003-03-31 | 2004-10-28 | Denso Corp | 半導体装置 |
| JP2006049697A (ja) * | 2004-08-06 | 2006-02-16 | Renesas Technology Corp | 半導体装置の製造方法及び成形金型 |
-
2006
- 2006-05-31 JP JP2006151175A patent/JP4861749B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002324816A (ja) * | 2001-04-25 | 2002-11-08 | Denso Corp | 半導体装置及びその製造方法 |
| JP2004303900A (ja) * | 2003-03-31 | 2004-10-28 | Denso Corp | 半導体装置 |
| JP2006049697A (ja) * | 2004-08-06 | 2006-02-16 | Renesas Technology Corp | 半導体装置の製造方法及び成形金型 |
Cited By (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013241016A (ja) * | 2009-11-30 | 2013-12-05 | Husky Injection Molding Systems Ltd | 往復移動を用いる成形物品移送機構 |
| KR100998768B1 (ko) | 2010-04-08 | 2010-12-07 | 우리마이크론(주) | 플런져 유닛이 구비된 몰딩장치 |
| JP2012024950A (ja) * | 2010-07-20 | 2012-02-09 | Apic Yamada Corp | 樹脂モールド装置 |
| JP2012024949A (ja) * | 2010-07-20 | 2012-02-09 | Apic Yamada Corp | 金型駆動装置 |
| WO2012090594A1 (ja) | 2010-12-27 | 2012-07-05 | 日産自動車株式会社 | 半導体モジュール、モールド装置及びモールド成形方法 |
| CN103069556A (zh) * | 2010-12-27 | 2013-04-24 | 日产自动车株式会社 | 半导体模块、模制装置及模制成形方法 |
| US8900933B2 (en) | 2010-12-27 | 2014-12-02 | Nissan Motor Co., Ltd. | Semiconductor module, molding apparatus, and molding method |
| JP2012200935A (ja) * | 2011-03-24 | 2012-10-22 | Apic Yamada Corp | モールド金型及びこれを用いた樹脂モールド装置並びに圧着装置 |
| US20160122504A1 (en) * | 2013-05-28 | 2016-05-05 | Compagnie Generale Des Etablissements Michelin | Tire comprising a rubber composition comprising an olefinic epoxide elastomer cross-linked by a polycarboxylic acid |
| US9847237B2 (en) | 2014-02-27 | 2017-12-19 | Toyota Jidosha Kabushiki Kaisha | Method and apparatus for manufacturing semiconductor module |
| JP2015226460A (ja) * | 2014-05-29 | 2015-12-14 | 現代自動車株式会社Hyundaimotor Company | モータ回転子モールディング用金型装置 |
| JP2016035975A (ja) * | 2014-08-04 | 2016-03-17 | 第一精工株式会社 | 樹脂封止装置およびその封止方法 |
| CN105172085A (zh) * | 2015-10-16 | 2015-12-23 | 宁海县大鹏模具塑料有限公司 | 一种注塑模具调节适应嵌件玻璃厚度的装置 |
| JP2017056739A (ja) * | 2016-12-15 | 2017-03-23 | アピックヤマダ株式会社 | 樹脂モールド金型及び樹脂モールド装置 |
| CN113847045A (zh) * | 2021-09-30 | 2021-12-28 | 中交二公局第一工程有限公司 | 一种用于盾构分体始发管线延伸装置 |
| WO2023127474A1 (ja) * | 2021-12-28 | 2023-07-06 | I-Pex株式会社 | 樹脂封止金型 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4861749B2 (ja) | 2012-01-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4861749B2 (ja) | モールド装置およびモールド品の製造方法 | |
| JP5906528B2 (ja) | モールド金型及びこれを用いた樹脂モールド装置 | |
| US20070164494A1 (en) | Clamping device for a curing process | |
| WO2017038254A1 (ja) | 樹脂成形装置及び樹脂成形品製造方法 | |
| US20210387385A1 (en) | Conveying apparatus, resin molding apparatus, conveying method, and resin molded product manufacturing method | |
| JP2006088692A (ja) | 樹脂モールド金型 | |
| JP5419070B2 (ja) | 樹脂封止装置 | |
| US20170050345A1 (en) | Resin molding method and resin molding die set | |
| MY192578A (en) | Molding system for applying a uniform clamping pressure onto a substrate | |
| JP3516764B2 (ja) | リリースフィルムを用いる樹脂モールド装置及び樹脂モールド方法 | |
| WO2018139631A1 (ja) | 樹脂封止装置及び樹脂封止方法 | |
| KR20200021572A (ko) | Led 모듈 제조방법 | |
| JP2005129783A (ja) | 半導体樹脂封止用金型 | |
| US10126578B2 (en) | Bonding apparatus and bonding method of flexible display module | |
| JP5143617B2 (ja) | 圧縮成形方法 | |
| JP6564227B2 (ja) | 樹脂成形金型、樹脂成形装置および樹脂成形方法 | |
| JP6159269B2 (ja) | インサート成形用金型 | |
| TW202212155A (zh) | 疊層裝置 | |
| JP5694486B2 (ja) | 樹脂封止装置 | |
| JP2011025531A (ja) | 成形同時加飾用金型 | |
| JP2007054972A (ja) | 樹脂モールド金型 | |
| JP2013146970A (ja) | 半導体装置の製造方法及び離型フィルム | |
| JP2000210951A (ja) | プラスチックレンズの剥離方法及び剥離装置 | |
| JP2009099850A (ja) | 半導体モジュールの製造方法及び製造装置、半導体モジュール | |
| JP2011073344A (ja) | 樹脂成形品取出装置及び樹脂成形品取出方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090304 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110817 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110830 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20111012 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111101 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111107 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4861749 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141111 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |