JP2007236073A - ハイブリッド式回転電機 - Google Patents
ハイブリッド式回転電機 Download PDFInfo
- Publication number
- JP2007236073A JP2007236073A JP2006052907A JP2006052907A JP2007236073A JP 2007236073 A JP2007236073 A JP 2007236073A JP 2006052907 A JP2006052907 A JP 2006052907A JP 2006052907 A JP2006052907 A JP 2006052907A JP 2007236073 A JP2007236073 A JP 2007236073A
- Authority
- JP
- Japan
- Prior art keywords
- rotor
- permanent magnet
- magnetized
- unit
- magnetizing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000004907 flux Effects 0.000 claims abstract description 42
- 230000005415 magnetization Effects 0.000 claims abstract description 41
- 239000000696 magnetic material Substances 0.000 claims description 10
- 230000002093 peripheral effect Effects 0.000 claims description 8
- 230000000149 penetrating effect Effects 0.000 claims description 5
- 238000000034 method Methods 0.000 abstract description 13
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 12
- 229910000859 α-Fe Inorganic materials 0.000 description 8
- 229910000976 Electrical steel Inorganic materials 0.000 description 6
- 238000010586 diagram Methods 0.000 description 6
- 238000004804 winding Methods 0.000 description 5
- 229910052779 Neodymium Inorganic materials 0.000 description 4
- QEFYFXOXNSNQGX-UHFFFAOYSA-N neodymium atom Chemical compound [Nd] QEFYFXOXNSNQGX-UHFFFAOYSA-N 0.000 description 4
- 239000000428 dust Substances 0.000 description 3
- 239000012212 insulator Substances 0.000 description 3
- 229910001172 neodymium magnet Inorganic materials 0.000 description 3
- 229910052761 rare earth metal Inorganic materials 0.000 description 3
- 150000002910 rare earth metals Chemical class 0.000 description 3
- 230000007547 defect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 230000005389 magnetism Effects 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 230000005347 demagnetization Effects 0.000 description 1
- 230000005284 excitation Effects 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images






Abstract
省主極固定子と特殊2個永久磁石式HB型回転子構造のハイフ゛リット゛型回転電機のモータ組み立て後の反発着磁方法とその回転電機の実現を課題とする。
【解決手段】
単位回転子を2組、単位回転子AとBとして共通回転軸上に設けて、固定子両側よりエアギャップを確保して組み立て後、着磁用磁路Aから磁化磁束を永久磁石を含んだ単位回転子Aを経て固定子外周部に設けた該着磁用磁路Aの端部を経由して該着磁用磁路Aに戻すことで単位回転子Aの永久磁石を軸方向に磁化し、また同様に単位回転子Bを軸方向に単位回転子Aの永久磁石とは逆方向で時間差を設けた磁化あるいは同時磁化したことを手段とする永久磁石式回転電機。
【選択図】 図3
Description
要求されている。この問題を解決するものとして本願発明者の一人はすでに次の特許出願
をしている。本願はこれらの先行特許の特に着磁技術に関する。
2)永久磁石が1個の通常のHB型回転電機はモータに組み立て後、空芯コイル内径部にに完成モータをいれて着磁磁化する方式がとられている。これは着磁されている回転子を固定子に挿入する場合、鉄粉や塵を引き込んだり固定子内径と吸引して傷が出来たりすることを防止する狙いがある。本方式モータも完成後着磁が望ましくその解決を狙うものである。
3)本願の回転電機の固定子は省主極(2相4主極、3相3主極等)構造である。主極とは別名集中巻きの巻線極である。既に出願済みの特許文献1及び2で省主極(2相4主極、3相3主極等)構造は通常のフル主極数構造の2相8主極あるいは3相6主極式に対し省主極数(フル主極数に対してハーフ主極数とも呼ぶ)構造は高トルクトルクが得られる理由は後述する。しかし通常の永久磁石1個のハイブリッド回転子との組み合わせでは不平衡電磁力が発生し騒音振動が大きくなり位置決め精度も悪化する。そしてこれらを解決するために前述した特許文献1及び2の手段がある。そのため本願方式としたモータは低振動低層音の特性を維持しながら、通常構造モータと同程度のトルクにするにはその分固定子と回転子間のエアギャップを大きく出来るので不良率の改善や信頼性の向上となる。あるいは安価な例えばフェライトのような永久磁石も使用できるので価格低減効果が期待できる。しかし文献1,2ではその永久磁石の着磁方法については開示してない。永久磁石は磁束密度―磁化力特性(以下B−Hカーブ)でBの飽和に達するH以上にして磁化するが、単位回転子を2個同軸で密着連結してお互いにその永久磁石同士を逆極性に磁化する構造のものはモータ完成後のその磁化の方法は従来の空芯コイル方式では十分な磁化は得られなかった。
「手段1」
略環状の磁性体より放射状に設けた2相4主極あるいは3相3主極の各先端に複数Ns
個の誘導子を有し、エアギャップを介して回転自在に設けられたNr個の歯を有した回転
子を2個で永久磁石をお互いに歯ピッチの1/2ピッチ分づらして挟持した単位回転子を2組(単位回転子AとBとする)共通回転軸上に設けて隣接させた回転子は歯位置が同一であり回転自在にブラケットA,Bにて固定子両側よりエアギャップを確保して組み立て後、磁性体よりなる設定着磁用磁路Aから軸方向に該ブラケットAを貫通させた磁化磁束を永久磁石を含んだ単位回転子A、該固定子を経て固定子外周部に設けた磁性体磁路を経由して該設定着磁用磁路Aに戻すことで軸方向で略1/2のモータ部とモータ側面と外周を短絡した磁性体磁路を環状磁化コイルAで励磁し、単位回転子Aの永久磁石を軸方向に、また同様に単位回転子Bを別の磁性体よりなる設定着磁用磁路Bから軸方向に該ブラケットBを貫通した磁化磁束を永久磁石を含んだ単位回転子B、該固定子を経て固定子外周部に設けた磁性体磁路を経由して該設定着磁用磁路Bに戻すことで単位回転子Bの永久磁石を軸方向に単位回転子Aの永久磁石とは逆方向に、時間差磁化あるいは同時磁化したことを手段とする永久磁石式回転電機。本発明に関するモータの回転子は単位回転子AとBの2組の単位回転子の軸方向での連結により構成されると表現したがこれは永久磁石2個使用してこの2個の永久磁石に挟まれた回転子はその2個の両サイドに位置する回転子の軸方向積厚が2倍で歯位置が1/2ずれた回転子1個で構成されたものと表現しても同じである。
「手段2」
エアギャップを介して回転自在に設けられたNr個の歯を有した回転子を2個で永久磁石をお互いに歯ピッチの1/2ピッチ分づらして挟持した単位回転子を2組(単位回転子AとBとする)共通回転軸上に設けて隣接させた回転子は歯位置が同一とし、設定着磁用磁路Aから軸方向に磁化磁束を永久磁石を含んだ単位回転子Aを経て回転子外周部に設けた設定着磁用磁路を経由して該設定着磁用磁路aに戻すことで軸方向で全回転子長の略1/2の単位回転子A部と、回転子側面とその外周を短絡した該設定着磁用磁路aを環状磁化コイル等で励磁し、単位回転子Aの永久磁石を軸方向に、また同様に単位回転子Bを別の設定着磁用磁路bから軸方向に磁化磁束を永久磁石を含んだ単位回転子B、を経て回転子外周部に設けた設定着磁用磁路を経由して該設定着磁用磁路Bに戻すことで軸方向で全回転子長の略1/2の単位回転子B部と、回転子側面とその外周を短絡した該設定着磁用磁路Bを環状磁化コイルで励磁し単位回転子Bの永久磁石を軸方向に単位回転子Aの永久磁石とは逆方向に、時間差磁化あるいは同時磁化した後、ブラケットにて固定子の両側よりエアギャップを確保して回転自在に組み立てことを手段とする永久磁石式回転電機。
「手段3」
手段1で着磁用磁路は片方Aのみとしてモータ完成品の単位回転子Aを着磁コイルAで着磁後モータを軸方向に反転させて再度着磁用磁路Aと着磁コイルAで単位回転子Bをその磁石極性が単位回転子Aのそれと逆極性に着磁したことを手段とする永久磁石式回転電機。
「手段4」
手段2で着磁用磁路は片方aのみとして回転子完成品の内、単位回転子Aを着磁コイルAで着磁後回転子を軸方向に反転させて再度着磁用磁路aと着磁コイルAで単位回転子Bをその磁石極性が単位回転子Aのそれと逆極性に着磁したことを手段とする永久磁石式回転電機。
2)従来のHB型モータの空芯コイル着磁に対し、ヨークを用いるので着磁電源が小形で小電力と出来る。
3)ボンド磁石やフェライト磁石のような磁気エネルギーの低い安価な磁石でも使用が可能となりコストーパフォーマンスに優れた永久磁石式回転電機が提供できる。
4)省主極により巻き線が簡素で、特殊回転子により不平衡電磁力のない小型高トルクの回転電機が安価に提供できる。
図2は軸を含む本発明の着磁法の対象となる図1のモータの断面図である。9,11,13は磁性体よりなる外周にNr個の歯を有する回転子、であり、11は9あるいは13の2倍の軸方向厚みを有している。10、12は円盤状永久磁石で軸14の方向にお互いに逆極性となるように磁化される。例えば9と13がN極性で11がS極性のように磁化する。このとき9と13は歯位置は同じで11とは歯ピッチの1/2ずらして配置される。本発明に関するモータの回転子は単位回転子A(9、10、11の軸方向に半分)とB(11の残りの半分、12、13)の2組の単位回転子の軸方向での連結により構成されると表現したが、これは永久磁石10,12と2個使用してこの2個の永久磁石に挟まれた回転子11はその2個の両サイドに位置する回転子9,13に対し軸方向積厚が2倍で歯位置が1/2ずれた特殊回転子1個で構成されたものと表現しても同じである。
15、16はブラケットであり回転子を回転自在に保持する役割を有する。5は固定子コイルである。 この2組の永久磁石による特殊回転子を設ける理由は4主極固定子と通常のHB型回転子の組み合わせで発生するラジアル方向の不平衡電磁力を消去するためである。図1では2相式で示したが、これに限定するものではなく3相3主極、あるいは5相5主極の省主極固定子と2個の永久磁石による特殊回転子であってもよい。
T1=N NriΦm
(1)
1相分トルクは(5)式で表される。Nrは回転子歯数、Nはコイル巻き数、iは電流、
Φmは回転子からの永久磁石の磁束のコイルとの鎖交磁束である。
両者同一線径で同一トータル巻数NTとする。また回転子から出るトータル磁束量は両者の
固定子の歯数が例えば48(8主極は8×6=48、4主極では4×12=48)と等し
いとした場合は両者の固定子鉄心の磁気抵抗差を無視し同じ値のΦTと近似できるので8
主極機、4主極機の各1主極の巻数、磁束を各々N8 、N4、Φ8、Φ4として、次式
が成立する。
Φ8=ΦT/8
(2)
Φ4=ΦT/4
(3)
N8=NT/8
(4)
N2=NT/4
(5)
(1)〜(5)式より、8主極 4主極機のトルク、T8、T4は各々以下となる。
T8=2*4(NT/8)Nri(ΦT/8)
=NTNriΦT/8
(6)
T2=2*2(NT/4)Nri(ΦT/4)
=NTNriΦT/4
(7)
(6)、(7)より、4主極機は従来の8主極機のモータより約2倍のトルクが出せるこ
とになる。
90/Nr=(−/+){(360/4)−360n/Nr} (8)
但しnは1以上の整数。
(8)式の左辺、及び右辺は本構成のステップ角を表すしこれを整理すると(9)式が得
られる。
Nr=4n±1
(9)
Nrは,2相4主極対称構造の望ましい形態となる。
例えばn=19でNr=75となり、2相機では(90/Nr)度がステップ角となる
ので、1.2度ステップ角の対称形の固定子の回転電機が得られる。
この場合は固定子が90度対称となるので積層時90度回転積みができる。回転積みが
できると、積厚の偏差の解消や珪素鋼鈑の磁気方向性のキャンセルができて良好なモータ
特性となる。望ましい形態ではないが、Nr=50は(9)式を満足しないため固定子は非対称形状となり90度回転積みは出来ないが、ステップ角1.8度の2相ステッピングモータとなる。
Br =1.3[T]×(1/2)(3/2)(4/8)=0.4875[T] (10)
式(10)の(1/2)は1個の磁石で励磁する回転子の外周面積が同一サイズの従来
の8主極と組み合わせた通常のハイブリッド型回転子と比較して略1/2になるため永久
磁石から発生する磁束も半分でよいので磁石の面積が同じなら磁石の磁束密度は半分でよ
いとの理由、(3/2)は永久磁石の磁路長さが半減するために鉄心部でのパーミアンス
が単純約2倍となるが、エアギャップや磁路の磁束密度の低下を考慮してトータルでパー
ミアンスが約3/2倍に近似したものである。(4/8)は(4主極/8主極)を意味し
トルクは前述した(6)式と(7)式の関係から主極数に反比例することによるものであ
る。この(10)式におけるBrの値の磁石でBrが1.3[T](テスラ)のネオジム
磁石を使用した8主極モータと同程度のトルクが得られることになる。式(10)の結果
はコンピユターでの磁場解析結果とほぼ一致している。
このBrの値はフェライト磁石に相当する。フェライト磁石はBrが0.5[T]で保
持力Hcj=275KA/m程度でその減磁曲線は磁束密度を垂直に保持力を水平に取っ
た座標の第二象限で直線となり、磁路に組まれた永久磁石のパーミアンス係数を勾配とし
た原点を通過する直線と減磁曲線との交点が動作点となるがその動作点磁束密度はほぼ永
久磁石のBrに比例することから近似的に(6)式が成立する。フェライト磁石は希土類
磁石に比べて極めて安価であり、2個使用してもネオジム磁石より安くなる。即ち0.5
[T]以下の磁石で十分実用トルクが得られる。0.5[T]以下の磁石であれば乾式や
湿式の焼結フェライト磁石に限らず樹脂をバインダーとしたボンド(プラスチック)磁石
でもよい。焼結フェライト磁石では例えば外形25mmで厚みは2mm程度が量産する限
度であり、それより薄いと割れ不良が多発する。これをボンド磁石にすれば割れ不良は解
決する。
2相4巻き線極固定子と前述の2連回転子で不平衡電磁力を抑えながら0.5[T]以下のローグレードの永久磁石の採用により、従来の高価なネオジム焼結磁石やサマリユムコバルト磁石のような希土類磁石を採用した同サイズモータに対しトルクを同等あるいは倍増することも可能であり今までにはない画期的な新技術といえる。
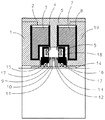
また同様に絶縁体8に巻かれたコイル7に磁化電流を流して、ヨーク19から軸14の方向に突き出た部分から該ブラケット16、ボールベアリング17を経由して貫通させた磁化磁束を磁性体回転子13を貫通させて永久磁石12を前述の片側の永久磁石10とは軸方向に逆極性になるように貫通させ11なる中央の磁性体回転子に流入させる。同様の理由によりこの磁化磁束は回転子11から固定子18を経由してヨーク6、ヨーク19へ戻る閉磁路を構成するので永久磁石12も磁化されることになる。
本方式では磁性体着磁ヨークとして1,2あるいは6、19の他に回転子9、11、13、固定子18を使用する。従って磁化磁束密度は回転子や固定子の構成材料の珪素鋼鈑の飽和磁束密度の1.5{T}程度では 残留磁束密度Brが1.2{T}程度のネオジム焼結磁石には磁化力が不足する場合があるが、前述したBrが0.5{T}程度であるフェライト磁石を本構造の永久磁石に用いた場合は十分適した着磁方式となる。 尚ヨーク2とヨーク6は別物の合体でも2と6は一体品でもよい。
ヨーク1,2と9,11、18で構成する閉磁路を設定着磁用磁路A、ヨーク19、ヨーク6回転子13、11、固定子18で構成される閉磁路を設定着磁用磁路Bとすれば、設定着磁用磁路AとBは、適当な磁化力で時間差を設けて磁化してもよい。その場合、磁化力が強すぎると永久磁石10と永久磁石12が同方向に磁化されるので磁路に合わせた最適な磁化力で行うことになる。あるいはやはり適当な磁化力で同時磁化してもよい。
図3で着磁コイルは回転子軸と同心の環状コイルで示したが、固定子外周部に回転子軸と略垂直に設けた該着磁用磁路A及びBの端部の回転子外周円盤部の一部をカットして回転子軸と略垂直のヨーク部に直接着磁コイルを巻きつけてもよいし、回転子軸と同心の環状コイルとの併設コイルとしてそれらのコイルを直列あるいは並列させてもよい。
器、FA機器、ロボット、遊戯機械、住宅設備機器への応用も大いに期待される。
4、8、23,27 : 絶縁ボビン
3、7、24,28 : 着磁コイル、
9、11,13、31,32 : 回転子、
5 : コイル
14 : 回転軸、
10、12、33 : 永久磁石
15,16 : ブラケット
17 : ボールベアリング
18、30 : 固定子
Claims (4)
- 四辺形を含めた多角形や略環状の磁性体より放射状に設けた2相4主極、3相3主極あるいは5相5主極の各先端に複数個の誘導子を有し、エアギャップを介して回転自在に設けられた複数Nr個の歯を有した回転子を2個で永久磁石をお互いに歯ピッチの1/2ピッチ分づらして挟持した単位回転子を2組、単位回転子AとBとして共通回転軸上に設けて隣接させた回転子同士は歯位置が同一であり、回転自在に単位回転子A側のブラケットA,単位回転子B側のブラケットBにて固定子両側よりエアギャップを確保して組立後、ブラケットA側の出力軸を含む部分と固定子外周部とをモータ外部で磁性体で連結した着磁用磁路Aにより、軸方向に該ブラケットAを貫通させた磁化磁束を永久磁石を含んだ単位回転子A、該固定子を経て固定子外周部に回転子軸と略垂直に設けた該着磁用磁路Aの端部を経由して該着磁用磁路Aと軸方向で略1/2のモータ部を貫通させ単位回転子Aの永久磁石を軸方向に磁化し、また同様にブラケットB側の反出力軸側部分と固定子外周部とをモータ外部で磁性体で連結した着磁用磁路Bにより、軸方向に該ブラケットBを貫通させた磁化磁束を永久磁石を含んだ単位回転子B、該固定子を経て固定子外周部に回転子軸と略垂直に設けた該着磁用磁路Bの端部を経由して該着磁用磁路Bと軸方向でブラケットB側の残りの略1/2のモータ部を貫通させ単位回転子Bの永久磁石を軸方向に、
単位回転子Aの永久磁石とは逆方向で時間差を設けた磁化あるいは同時磁化したことを特徴とする永久磁石式回転電機。 - エアギャップを介して回転自在に設けられた複数Nr個の歯を有した回転子を2個で永久磁石をお互いに歯ピッチの1/2ピッチ分づらして挟持した単位回転子を2組、単位回転子AとBとして共通回転軸上に設けて隣接させた回転子は歯位置が同一とした回転子完成体を、単位回転子Aの出力軸側の回転子磁性体部側面又は外周部含む部分と中央の回転子部外周部とを回転子Aの外部で磁性体で連結した着磁用磁路aにより、磁化磁束を永久磁石を含んだ単位回転子A、該回転子Aの永久磁石を経て回転子外周部に設けた該着磁用磁路aの端部を経由することで軸方向で略1/2の回転子A部を磁化磁束を貫通させて回転子Aを軸方向に磁化し、同様にして単位回転子Bの反出力軸側の回転子磁性体部側面又は外周部含む部分と中央の回転子部外周部とを回転子Bの外部で磁性体で連結した着磁用磁路bにより、磁化磁束を永久磁石を含んだ単位回転子B、該回転子Bの永久磁石を経て回転子外周部に設けた該着磁用磁路bの端部を経由することで軸方向で略1/2の回転子B部を磁化磁束を貫通させて回転子Bの永久磁石を軸方向に単位回転子Aの永久磁石とは逆方向に、時間差磁化あるいは同時磁化した後、ブラケットにて固定子の両側よりエアギャップを確保して回転自在に組み立てことを特徴とする永久磁石式回転電機。
- 請求項1において着磁用磁路は片方Aのみとしてモータ完成品の単位回転子Aを着磁コイルAで着磁後、モータを軸方向に反転させて再度着磁用磁路Aと着磁コイルAで単位回転子Bをその磁石極性が単位回転子Aのそれと逆極性に着磁したことを特徴とする永久磁石式回転電機。
- 請求項2において着磁用磁路は片方aのみとして回転子完成品の内、単位回転子Aを着磁コイルAで着磁後、回転子を軸方向に反転させて再度着磁用磁路aと着磁コイルAで単位回転子Bをその磁石極性が単位回転子Aのそれと逆極性に着磁したことを特徴とする永久磁石式回転電機。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006052907A JP2007236073A (ja) | 2006-02-28 | 2006-02-28 | ハイブリッド式回転電機 |
| US11/677,886 US7779532B2 (en) | 2006-02-28 | 2007-02-22 | Manufacturing method of hybrid permanent magnet type electric rotating machine |
| EP07250810A EP1826886B1 (en) | 2006-02-28 | 2007-02-27 | Hybrid permanent magnet type electric rotating machine and manufacturing method thereof |
| CN2007101097875A CN101064464B (zh) | 2006-02-28 | 2007-02-27 | 混合式永磁旋转电机及其制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006052907A JP2007236073A (ja) | 2006-02-28 | 2006-02-28 | ハイブリッド式回転電機 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2007236073A true JP2007236073A (ja) | 2007-09-13 |
| JP2007236073A5 JP2007236073A5 (ja) | 2009-10-01 |
Family
ID=38556095
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006052907A Pending JP2007236073A (ja) | 2006-02-28 | 2006-02-28 | ハイブリッド式回転電機 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2007236073A (ja) |
| CN (1) | CN101064464B (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010136462A (ja) * | 2008-12-02 | 2010-06-17 | Nidec Servo Corp | ハイブリッド型2相永久磁石回転電機 |
| JP2011114897A (ja) * | 2009-11-25 | 2011-06-09 | Nidec Servo Corp | 2相ハイブリッド型回転電機 |
| JP2020072521A (ja) * | 2018-10-30 | 2020-05-07 | 株式会社旭エンジニアリング | 2相中空ステッピングモータ |
| JP7476679B2 (ja) | 2020-06-09 | 2024-05-01 | 株式会社デンソー | ロータの製造装置、ロータの製造方法及びロータ |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102009047239B4 (de) * | 2008-12-02 | 2015-02-12 | Nidec Servo Corp. | Permanentmagneterregte elektrische Maschine |
| JP5847457B2 (ja) | 2011-06-27 | 2016-01-20 | キヤノン株式会社 | 画像形成装置及びその処理方法 |
| JP2013031342A (ja) * | 2011-07-29 | 2013-02-07 | Shinano Kenshi Co Ltd | ハイブリッド型ステッピングモータ |
| JP5373006B2 (ja) * | 2011-07-29 | 2013-12-18 | シナノケンシ株式会社 | ハイブリッド型ステッピングモータ |
| JP2013048498A (ja) * | 2011-08-27 | 2013-03-07 | Nidec Servo Corp | ハイブリッド型回転電機 |
| JP6693917B2 (ja) * | 2017-07-26 | 2020-05-13 | ファナック株式会社 | 回転子及び回転電機 |
| EP3695487A1 (en) * | 2017-10-10 | 2020-08-19 | Zero E Technologies LLC | Electric machine cooling and stabilization systems and methods |
| JP2020054029A (ja) * | 2018-09-25 | 2020-04-02 | 日本電産サーボ株式会社 | ハイブリッド型ステッピングモータ |
| JP7192488B2 (ja) * | 2018-12-26 | 2022-12-20 | トヨタ自動車株式会社 | モータ |
| US11456653B2 (en) * | 2019-03-28 | 2022-09-27 | Ghsp, Inc. | Hybrid stepper motor utilizing axial coils for adjusting the magnetic field of the rotor |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03195343A (ja) * | 1989-12-22 | 1991-08-26 | Shibaura Eng Works Co Ltd | ステッピングモータの着磁器 |
| JPH08266033A (ja) * | 1995-03-23 | 1996-10-11 | Hitachi Ltd | 着磁装置を備えたステッピングモータ及びその回転子の組み込み方法 |
| JP2000232757A (ja) * | 1999-02-10 | 2000-08-22 | Toshiba Corp | 圧縮機用電動機の着磁方法 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US541020A (en) * | 1895-06-11 | Daniel w | ||
| JP3762981B2 (ja) * | 2001-10-16 | 2006-04-05 | 日本サーボ株式会社 | 永久磁石式回転電機 |
-
2006
- 2006-02-28 JP JP2006052907A patent/JP2007236073A/ja active Pending
-
2007
- 2007-02-27 CN CN2007101097875A patent/CN101064464B/zh not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03195343A (ja) * | 1989-12-22 | 1991-08-26 | Shibaura Eng Works Co Ltd | ステッピングモータの着磁器 |
| JPH08266033A (ja) * | 1995-03-23 | 1996-10-11 | Hitachi Ltd | 着磁装置を備えたステッピングモータ及びその回転子の組み込み方法 |
| JP2000232757A (ja) * | 1999-02-10 | 2000-08-22 | Toshiba Corp | 圧縮機用電動機の着磁方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010136462A (ja) * | 2008-12-02 | 2010-06-17 | Nidec Servo Corp | ハイブリッド型2相永久磁石回転電機 |
| JP4677026B2 (ja) * | 2008-12-02 | 2011-04-27 | 日本電産サーボ株式会社 | ハイブリッド型2相永久磁石回転電機 |
| JP2011114897A (ja) * | 2009-11-25 | 2011-06-09 | Nidec Servo Corp | 2相ハイブリッド型回転電機 |
| JP2020072521A (ja) * | 2018-10-30 | 2020-05-07 | 株式会社旭エンジニアリング | 2相中空ステッピングモータ |
| JP7476679B2 (ja) | 2020-06-09 | 2024-05-01 | 株式会社デンソー | ロータの製造装置、ロータの製造方法及びロータ |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101064464B (zh) | 2011-02-09 |
| CN101064464A (zh) | 2007-10-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007236073A (ja) | ハイブリッド式回転電機 | |
| JP5491484B2 (ja) | スイッチドリラクタンスモータ | |
| US7595575B2 (en) | Motor/generator to reduce cogging torque | |
| JP6415758B2 (ja) | 着磁方法、回転子、電動機およびスクロール圧縮機 | |
| JP6407456B2 (ja) | 回転子、着磁方法、電動機およびスクロール圧縮機 | |
| JP2006353009A (ja) | アキシャルエアギャップ型電動機 | |
| JP2003061326A (ja) | バーニヤ型ブラシレスモータ | |
| JP2009072010A (ja) | アキシャルギャップ型コアレス回転機 | |
| JP2010130818A (ja) | 界磁子の製造方法 | |
| US20120025665A1 (en) | Single-phase brushless motor | |
| JP2013085462A (ja) | モータ及びモータ用ローター | |
| WO2017110688A1 (ja) | モータ | |
| JP2011188579A (ja) | 永久磁石同期機 | |
| JP2011078202A (ja) | アキシャルギャップモータ | |
| US7779532B2 (en) | Manufacturing method of hybrid permanent magnet type electric rotating machine | |
| JP7047337B2 (ja) | 永久磁石式回転電機 | |
| JP5128800B2 (ja) | ハイブリッド式永久磁石回転電機 | |
| JP2007089304A (ja) | 永久磁石式回転電機 | |
| JP4823425B2 (ja) | Dcモータ | |
| JP2008187863A (ja) | アキシャルギャップ型回転電機及び圧縮機 | |
| JP7193422B2 (ja) | 回転電機及び回転電機の製造方法 | |
| JP5413919B2 (ja) | 発電装置 | |
| JP5015621B2 (ja) | 永久磁石式2相回転電機 | |
| JP3228782U (ja) | 永久磁石を用いたモータ | |
| JP3232489U (ja) | 永久磁石埋め込み式ロータを用いたブラシレスモータ |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20090120 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090819 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110720 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110726 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20111206 |