JP2007209986A - 摩擦攪拌接合方法 - Google Patents
摩擦攪拌接合方法 Download PDFInfo
- Publication number
- JP2007209986A JP2007209986A JP2006029109A JP2006029109A JP2007209986A JP 2007209986 A JP2007209986 A JP 2007209986A JP 2006029109 A JP2006029109 A JP 2006029109A JP 2006029109 A JP2006029109 A JP 2006029109A JP 2007209986 A JP2007209986 A JP 2007209986A
- Authority
- JP
- Japan
- Prior art keywords
- friction stir
- welding tool
- joining
- convex portion
- tool
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/1245—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding characterised by the apparatus
- B23K20/1255—Tools therefor, e.g. characterised by the shape of the probe
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/12—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding
- B23K20/122—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating the heat being generated by friction; Friction welding using a non-consumable tool, e.g. friction stir welding
- B23K20/1265—Non-butt welded joints, e.g. overlap-joints, T-joints or spot welds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/22—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating taking account of the properties of the materials to be welded
- B23K20/227—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating taking account of the properties of the materials to be welded with ferrous layer
- B23K20/2275—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating taking account of the properties of the materials to be welded with ferrous layer the other layer being aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K20/00—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating
- B23K20/22—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating taking account of the properties of the materials to be welded
- B23K20/233—Non-electric welding by applying impact or other pressure, with or without the application of heat, e.g. cladding or plating taking account of the properties of the materials to be welded without ferrous layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/08—Non-ferrous metals or alloys
- B23K2103/10—Aluminium or alloys thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/18—Dissimilar materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/18—Dissimilar materials
- B23K2103/20—Ferrous alloys and aluminium or alloys thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K2103/00—Materials to be soldered, welded or cut
- B23K2103/18—Dissimilar materials
- B23K2103/26—Alloys of Nickel and Cobalt and Chromium
Abstract
【課題】重ね継手の摩擦攪拌接合において、接合部中心の未接合を防止でできる方法を提供する。
【解決手段】本発明は、複数の部材を重ね合せ、接合ツールを回転させながら一方の部材側に圧入して摩擦攪拌を生じさせて接合する摩擦攪拌接合方法であって、接合ツール1のショルダ3の先端に位置する小径の凸部2は、接合ツールの回転軸より外周側に配置されていることを特徴とする。特に、スポット接合に好適であり、重ね面の接合界面の表面酸化被膜を除去して、2つの部材を接合するものである。
【選択図】図1
【解決手段】本発明は、複数の部材を重ね合せ、接合ツールを回転させながら一方の部材側に圧入して摩擦攪拌を生じさせて接合する摩擦攪拌接合方法であって、接合ツール1のショルダ3の先端に位置する小径の凸部2は、接合ツールの回転軸より外周側に配置されていることを特徴とする。特に、スポット接合に好適であり、重ね面の接合界面の表面酸化被膜を除去して、2つの部材を接合するものである。
【選択図】図1
Description
本発明は、複数の部材を重ね合せる重ね継手を接合する摩擦攪拌接合技術に関するものである。
摩擦攪拌接合技術によって、複数の部材を重ね合せる重ね継手を接合する従来技術としては、例えば、特許文献1に記載のように、先端面が平面状の接合ツールもしくは先端面に凹部を有する接合ツールを用い、その接合ツールを一方の部材側に圧入して、一方の部材側を摩擦攪拌させ、それによる塑性流動を利用して他方の部材と接合する方法がある。
一方、摩擦撹拌接合技術において、例えば、特許文献2に記載のように、接合ツール先端のピンを接合ツールの回転軸に偏芯させて形成するものがある。
摩擦攪拌接合技術において、特許文献1では、複数の部材を重ね合せて接合する際に、接合ツールを回転させながら一方の部材側に圧入して摩擦攪拌を生じさせて接合する方法が記載されている。この接合は、接合部材の塑性流動により、重ね合せ面の表面酸化被膜を除去して界面を活性化して接合する方法である。しかし、接合部の中心は周速度0であるため、接合中心の重ね面の表面酸化被膜を塑性流動により除去することができない。そのため、未接合が発生する問題点があった。
また、特許文献2に開示されている技術であっても、接合部の中心では十分な周速度が得られず、接合中心の重ね面の表面酸化被膜を塑性流動により除去することができない。そのため、未接合が発生する問題点があった。
そこで、本発明の目的は、接合部中心の未接合を防止できる摩擦攪拌接合方法を提供することにある。
本発明の摩擦攪拌接合方法は、複数の部材を重ね合せ、接合ツールを回転させながら一方の部材側に圧入して摩擦攪拌を生じさせて接合する方法に関するものであって、接合ツールのショルダの先端に位置する小径の凸部は、接合ツールの回転軸より外周側に配置されていることを特徴とするものである。
また、本発明の摩擦攪拌接合ツールは、ショルダの先端に位置する小径の凸部を有し、凸部は接合ツールの回転軸より外周側に配置されていることを特徴とする。
さらに、本発明の摩擦攪拌接合装置は、接合ツールのショルダの先端に位置する小径の凸部は、接合ツールの回転軸より外周側に配置されていることを特徴とする。
これらにおいて、凸部は、半球形状であることが好ましく、凸部の接線が、接合ツールの回転軸に対して45〜90°の角度をなすことが好ましい。
また、凸部が、接合ツールのショルダの先端に複数有してもよい。また、凸部は、楕円形状であってもよい。
また、本発明では、複数の部材を重ね合せ、接合ツールを回転させながら一方の部材側に圧入して摩擦攪拌を生じさせて接合する場合、スポット接合に用いることが好ましい。
本発明の接合ツールによる摩擦攪拌接合方法によれば、接合ツールの回転中心にも塑性流動させることができ、未接合のない良好な接合をすることができる。
本形態における摩擦攪拌接合方法は、接合ツールのショルダの先端位置に、小径の凸部を設け、この凸部を接合ツールの回転軸より外周側に配置する。
すなわち、接合ツールの回転により、例えば、θ°回転したとすると、θ°回転した後の凸部に位置した接合部材が、θ°回転する前の位置に塑性流動して充填される。
このとき、塑性流動は凸部の周囲に沿って塑性流動する。このため、接合ツールの回転により、接合部中心の接合界面を塑性流動させることが可能になる。
また、この凸部は半球形状が望ましい。これは、θ°回転する前の凸部の位置に充填しやすくするためである。
また、凸部の接線が、接合ツールの回転軸に対して45〜90°の角度をなす形状が望ましい。これもθ°回転する前の凸部の位置に充填しやすくするためである。
なお、接合ツールの回転中心にもピンが配置されているように、単に、接合ツールに設けたピンを偏芯させているだけでは、中心に十分な塑性流動がなく、未接合部が形成される恐れがあるが、本形態であれば、ピンに沿って回り込みがおこり、中心に塑性流動し、こうした問題が解消される。
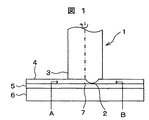
図1は、第1の実施例における接合方法を示す。接合ツール1は、大径のショルダ3の先端に小径の凸部2を有している。凸部2は、接合ツール1の回転軸より外周側に配置されている。
また、接合試験片は、受け部材6の上に、上板4と下板5とを重ねて配置されている。
本実施例の上板4の材質は工業用純アルミニウムであり、下板5の材質はニッケルである。ここでは、上板4と下板5とが異なる材質のものを接合している。本実施例では、こうした異なる材質のものも容易に接合することが可能となり、特に、スポット接合に好適である。なお、受け部材6は工具鋼である。上板4及び下板5の板厚はそれぞれ0.4mmである。
なお、上板4及び下板5の材質であるが、同種金属でも異種金属でも接合可能である。特に、上板4の材質は、アルミニウム,鉛,錫,マグネシウムなどのように融点が低い金属同士が好ましい。
融点が大きく異なる金属を接合する場合には、接合温度が高いと両者の間の接合界面7に厚い反応層が生じやすい。このような場合には、上板4を低融点金属にして接合することが好ましく、これにより接合温度を低くして、反応層の厚さを最小限にできる。
アルミニウムとニッケルとの接合など融点が大きく異なる金属の接合には、この方法は特に有効である。
さらに、上板4がアルミニウムで下板5が炭素鋼の場合には、炭素鋼の表面にニッケルめっきを施すことも有効である。ニッケルは軟質金属で塑性変形しやすく、表面の酸化被膜が剥離しやすいからである。他にも、亜鉛めっき,銅めっきも同様の効果が得られる。
また、接合ツール1の材質は工具鋼であり、ショルダ3の直径は5mmであり、凸部2は直径1mm,高さ0.3mm であり、凸部2の中心は接合ツール1の回転中心から1mm離れている。この形状により、接合ツール1の回転中心には、凸部2は配置されていない構成になる。この接合ツール1を18000rpm で回転させて、上板4に60mm/min で圧入した状態で、100ms保持した後、引く抜き速度120mm/min で引き抜いてスポット接合した。
この場合、上板4を塑性流動させて、重ね面の接合界面7の表面酸化被膜を除去して、上板4と下板5との2つの部材を接合している。
なお、凸部2の先端は、凸部は半球形状を有している。
本実施例の場合、凸部2は接合ツール1の回転中心から1mm離れているが、接していてもよい。しかしながら、本実施例に限らず、好ましくは、凸部2は接合ツール1の回転中心から0.1mm 〜1mm程度外周側に離れている必要がある。
また、凸部2は接合ツール1の外周端より0.1mm 〜1mm程度内周側に形成されている必要がある。
つまり、凸部2の直径は、接合ツール1の半径より小さく形成する必要がある。
図2は、図1のAB断面の塑性流動模式図を示す。ショルダ3および凸部2に該当する位置を点線で示した。接合ツール1がθ°回転した時に、凸部2は、位置10から位置
11に変化したとする。
11に変化したとする。
このとき、凸部2がない領域は、接合ツール1の回転方向に塑性流動するが、凸部2の初期の回転前の位置10から回転後の位置11に移動することにより、凸部2の外周にそって、塑性流動することから、接合ツール1の回転中心9においても塑性流動させることが可能である。これにより、回転中心9においても、接合界面の表面酸化被膜が除去されて、信頼性の高い接合が可能になる。
なお、比較例として、接合ツールの先端に形成されるピンの中心が、接合ツールの回転中心にある場合には、接合部中心は周速度0になるため、塑性流動されず、接合はされない。
また、別の比較例として、接合ツールの先端に形成されるピンが、接合ツールの回転中心とは異なった位置に配置されるが、接合ツールの回転中心にはピンの一部が配置されている場合には、やはり、接合部中心は塑性流動されず、接合はされない。
図3は、本実施例の接合ツールの側面図と正面図とを示すものである。
接合ツール1に形成される凸部2の形状としては、半円形状であることが好ましいが、特に、その接線が、接合ツール1の回転軸との角度θが、45〜90°であることが望ましい。
角度θが小さくなると、凸部2の体積が大きくなり、接合中に、凸部2の通過した領域が十分に塑性流動で充填されなくなり、キャビティ欠陥が発生する恐れがあることが分かった。
また、ショルダ3の外周先端のコーナ部15は、曲率を有した形状にすることが望ましい。
図4に、接線角度(θ)と欠陥と関係をその欠陥の発生状況の観点から示す。角度45°〜90°では欠陥が発生せず、良好な接合をすることが可能であることが分かった。
接線角度(θ)が、0°〜30°では、欠陥が発生し、良好な接合ができなかった。
図5は、第2の実施例における接合ツールの形状を示す。実施例1と異なる点は、接合ツール1に、凹部16部が設けられている点である。凹部16があっても本発明の効果は得られる。
図6は、第3の実施例における接合ツールの形状を示す。実施例1と異なる点は、接合ツール1に、凸部2が2つある点である。凸部2が複数あっても本発明の効果は得られる。
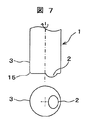
図7は、第4の実施例における接合ツール1の形状を示す。実施例1と異なる点は、接合ツール1に形成される凸部2の形状が、楕円である点である。楕円であっても本発明の効果は得られる。
本発明は、摩擦攪拌接合方法に関するものであり、特に、スポット接合を利用する摩擦攪拌接合の技術分野に有益であり、特に、こうした分野に利用可能性が大きい。
1…接合ツール、2…凸部、3…ショルダ、4…上板、5…下板、6…受け部材、7…接合界面、9…回転中心、10…初期の位置、11…回転後の位置、12…ピン、15…コーナ部、16…凹部。
Claims (15)
- 複数の部材を重ね合せ、接合ツールを回転させながら一方の部材側に圧入して摩擦攪拌を生じさせて接合する摩擦攪拌接合方法において、
前記接合ツールのショルダの先端に位置する小径の凸部は、前記接合ツールの回転軸より外周側に配置されていることを特徴とする摩擦撹拌接合方法。 - 請求項1において、前記凸部は、半球形状であること特徴とする摩擦撹拌接合方法。
- 請求項1において、前記凸部の接線が、前記接合ツールの回転軸に対して45〜90°の角度をなすことを特徴とする摩擦撹拌接合方法。
- 請求項1において、前記凸部が、前記接合ツールのショルダの先端に複数有することを特徴とする摩擦撹拌接合方法。
- 請求項1において、前記凸部は、楕円形状であることを特徴とする摩擦撹拌接合方法。
- 複数の部材を重ね合せ、一方の部材側に回転させながら圧入して摩擦攪拌を生じさせて接合する摩擦攪拌接合ツールにおいて、
前記接合ツールはショルダの先端に位置する小径の凸部を有し、前記凸部は前記接合ツールの回転軸より外周側に配置されていることを特徴とする摩擦攪拌接合ツール。 - 請求項6において、前記凸部は、半球形状であること特徴とする摩擦撹拌接合ツール。
- 請求項6において、前記凸部の接線が、前記接合ツールの回転軸に対して45〜90°の角度をなすことを特徴とする摩擦撹拌接合ツール。
- 請求項6において、前記凸部が、前記接合ツールのショルダの先端に複数有することを特徴とする摩擦撹拌接合ツール。
- 請求項6において、前記凸部は、楕円形状であることを特徴とする摩擦撹拌接合ツール。
- 複数の部材を重ね合せ、接合ツールを回転させながら一方の部材側に圧入して摩擦攪拌を生じさせて接合する摩擦攪拌接合装置において、
前記接合ツールのショルダの先端に位置する小径の凸部は、前記接合ツールの回転軸より外周側に配置されていることを特徴とする摩擦撹拌接合装置。 - 請求項11において、前記凸部は、半球形状であること特徴とする摩擦撹拌接合装置。
- 請求項11において、前記凸部の接線が、前記接合ツールの回転軸に対して45〜90°の角度をなすことを特徴とする摩擦撹拌接合装置。
- 請求項11において、前記凸部が、前記接合ツールのショルダの先端に複数有することを特徴とする摩擦撹拌接合装置。
- 請求項11において、前記凸部は、楕円形状であることを特徴とする摩擦撹拌接合装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006029109A JP2007209986A (ja) | 2006-02-07 | 2006-02-07 | 摩擦攪拌接合方法 |
| KR1020070005152A KR20070080558A (ko) | 2006-02-07 | 2007-01-17 | 마찰교반접합방법 |
| US11/624,237 US20070181646A1 (en) | 2006-02-07 | 2007-01-18 | Friction Stir Welding Method |
| CNA2007100039868A CN101015878A (zh) | 2006-02-07 | 2007-01-19 | 摩擦搅拌接合方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2006029109A JP2007209986A (ja) | 2006-02-07 | 2006-02-07 | 摩擦攪拌接合方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007209986A true JP2007209986A (ja) | 2007-08-23 |
Family
ID=38333006
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006029109A Abandoned JP2007209986A (ja) | 2006-02-07 | 2006-02-07 | 摩擦攪拌接合方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20070181646A1 (ja) |
| JP (1) | JP2007209986A (ja) |
| KR (1) | KR20070080558A (ja) |
| CN (1) | CN101015878A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013535338A (ja) * | 2010-08-02 | 2013-09-12 | メガスター・テクノロジーズ・エルエルシー | 摩擦攪拌溶接中の荷重を最小化するために高回転速度を使用するためのシステム |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102012025140A1 (de) * | 2012-12-21 | 2014-06-26 | Eads Deutschland Gmbh | Reibrührwerkzeug, Herstellverfahren hierfür und Reibrührverfahren |
| CN104014926B (zh) * | 2014-05-30 | 2016-08-17 | 北京赛福斯特技术有限公司 | 无倾角自顶锻搅拌摩擦焊焊接方法及工具 |
| CN105108326A (zh) * | 2015-09-18 | 2015-12-02 | 张家港市和伟五金工具厂 | 采用搅拌摩擦的五金焊接方法 |
| CN105108327A (zh) * | 2015-09-18 | 2015-12-02 | 张家港市和伟五金工具厂 | 一种基于搅拌摩擦设备的五金焊接方法 |
| DE112018007541A5 (de) * | 2018-05-01 | 2021-01-14 | Telsonic Holding Ag | Verdrehschweißwerkzeug, Verdrehschweißvorrichtung, Verfahren zum Verdrehschweißen und damit gefertigtes Bauteil |
| US11020816B1 (en) * | 2018-09-05 | 2021-06-01 | Seagate Technology Llc | Methods of forming a friction stir weld between a steel piece and an aluminum piece, and related assemblies |
| CN113747993A (zh) * | 2019-04-24 | 2021-12-03 | 川崎重工业株式会社 | 摩擦搅拌点接合装置及其运转方法 |
| JP7223651B2 (ja) * | 2019-07-01 | 2023-02-16 | 川崎重工業株式会社 | 接合システム及びその運転方法 |
| CN111745286A (zh) * | 2020-06-24 | 2020-10-09 | 哈尔滨万洲焊接技术有限公司 | 一种用于异种金属搭接的搅拌摩擦焊方法 |
| CN116197519B (zh) * | 2023-05-04 | 2023-07-04 | 成都航空职业技术学院 | 一种回填式搅拌摩擦焊接方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6325273B1 (en) * | 1996-12-06 | 2001-12-04 | The Lead Sheet Association | Friction welding apparatus and method |
-
2006
- 2006-02-07 JP JP2006029109A patent/JP2007209986A/ja not_active Abandoned
-
2007
- 2007-01-17 KR KR1020070005152A patent/KR20070080558A/ko not_active Application Discontinuation
- 2007-01-18 US US11/624,237 patent/US20070181646A1/en not_active Abandoned
- 2007-01-19 CN CNA2007100039868A patent/CN101015878A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013535338A (ja) * | 2010-08-02 | 2013-09-12 | メガスター・テクノロジーズ・エルエルシー | 摩擦攪拌溶接中の荷重を最小化するために高回転速度を使用するためのシステム |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101015878A (zh) | 2007-08-15 |
| US20070181646A1 (en) | 2007-08-09 |
| KR20070080558A (ko) | 2007-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2007209986A (ja) | 摩擦攪拌接合方法 | |
| JP2009154209A (ja) | 摩擦攪拌接合方法 | |
| JP7003589B2 (ja) | 接合方法 | |
| JP6287751B2 (ja) | 摩擦攪拌接合方法 | |
| JP5151036B2 (ja) | 摩擦攪拌接合方法 | |
| US11806801B2 (en) | Joining method | |
| JP2011092971A (ja) | 重ね接合用摩擦攪拌接合装置 | |
| JP2002248582A (ja) | 摩擦攪拌接合方法 | |
| JP2011115847A (ja) | 摩擦攪拌接合方法及びその方法による製品 | |
| JP2017205782A (ja) | 金属複合材及び金属接合方法 | |
| JP5358140B2 (ja) | 摩擦撹拌接合装置及び摩擦撹拌接合方法 | |
| JP2018039017A (ja) | 接合方法 | |
| JP4453682B2 (ja) | 接合方法および接合ツール | |
| CN108472763B (zh) | 传热板的制造方法 | |
| JP6756105B2 (ja) | 接合方法 | |
| JP5879460B2 (ja) | 積層材の接合方法 | |
| JP6688755B2 (ja) | 金属薄板の接合方法及び金属薄板の接合構造 | |
| JP4453506B2 (ja) | 摩擦点接合方法 | |
| JP4505855B2 (ja) | 摩擦接合装置の回転ツール | |
| JP2006102756A (ja) | 摩擦点接合装置 | |
| JP6740964B2 (ja) | 接合方法 | |
| JP2008194732A (ja) | 接合方法 | |
| WO2014141423A1 (ja) | クラッド鋼管の接合方法及び接合構造 | |
| JP2018020345A (ja) | 摩擦攪拌接合方法 | |
| JP2005305486A (ja) | 摩擦攪拌接合冶具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20080130 |
|
| A762 | Written abandonment of application |
Free format text: JAPANESE INTERMEDIATE CODE: A762 Effective date: 20090126 |