JP2007177931A - クラッチ又はブレーキの摩擦板用芯板又はメイティングプレート - Google Patents
クラッチ又はブレーキの摩擦板用芯板又はメイティングプレート Download PDFInfo
- Publication number
- JP2007177931A JP2007177931A JP2005378337A JP2005378337A JP2007177931A JP 2007177931 A JP2007177931 A JP 2007177931A JP 2005378337 A JP2005378337 A JP 2005378337A JP 2005378337 A JP2005378337 A JP 2005378337A JP 2007177931 A JP2007177931 A JP 2007177931A
- Authority
- JP
- Japan
- Prior art keywords
- plate
- clutch
- mating
- core
- segments
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D2250/00—Manufacturing; Assembly
- F16D2250/0061—Joining
- F16D2250/0076—Welding, brazing
Landscapes
- Mechanical Operated Clutches (AREA)
- Braking Arrangements (AREA)
Abstract
【課題】強度面においては従来と遜色がなく、製造コストを大幅に低減させたクラッチ又はブレーキの摩擦板用芯板又はメイティングプレートを提供すること。
【解決手段】本発明のクラッチ又はブレーキの摩擦板用芯板又はメイティングプレート100は、プレス打抜きされた複数枚の要素鋼板120がろう付接合60されてなる。要素鋼板120は、周方向に複数に分割されたセグメントをジグソーパズルのように組合せたものである。本発明のクラッチ又はブレーキの摩擦板用芯板又はメイティングプレート100によれば、鋼板の材料利用率が従来より大幅に向上しプレス加工費も低減するので、強度面においては従来と遜色がないものでありながら、製造コストを大幅に低減させることができる。
【選択図】図3
【解決手段】本発明のクラッチ又はブレーキの摩擦板用芯板又はメイティングプレート100は、プレス打抜きされた複数枚の要素鋼板120がろう付接合60されてなる。要素鋼板120は、周方向に複数に分割されたセグメントをジグソーパズルのように組合せたものである。本発明のクラッチ又はブレーキの摩擦板用芯板又はメイティングプレート100によれば、鋼板の材料利用率が従来より大幅に向上しプレス加工費も低減するので、強度面においては従来と遜色がないものでありながら、製造コストを大幅に低減させることができる。
【選択図】図3
Description
本発明は、動力伝達装置に用いられるクラッチ又はブレーキの摩擦板用芯板又はメイティングプレートに関する。
動力伝達装置に用いられる摩擦板は、通常、環状の鋼板に摩擦材を接着したものであり、摩擦板のメイティングプレートは、通常、環状の鋼板からなる。
図1は、従来の湿式摩擦係合装置の軸方向断面図である。
図1において、湿式摩擦係合装置1は、ピストンPがドラムD内の摩擦板3、メイティングプレート4を押圧した際、係合状態になって回転力を伝達し、また、ピストンPが摩擦板3、メイティングプレート4から離れた際に解放状態になって回転力の伝達を断つようになっている(例えば、特許文献1参照。)。
図1は、従来の湿式摩擦係合装置の軸方向断面図である。
図1において、湿式摩擦係合装置1は、ピストンPがドラムD内の摩擦板3、メイティングプレート4を押圧した際、係合状態になって回転力を伝達し、また、ピストンPが摩擦板3、メイティングプレート4から離れた際に解放状態になって回転力の伝達を断つようになっている(例えば、特許文献1参照。)。
摩擦板3又はメイティングプレート4は、通常、鋼板を環状に打抜いたものである。
なお、一般に、厚さ3mm未満の鋼板を薄板、厚さ3mm以上6mm未満を中板、6mm以上を厚板と呼んでいる。
なお、一般に、厚さ3mm未満の鋼板を薄板、厚さ3mm以上6mm未満を中板、6mm以上を厚板と呼んでいる。
摩擦板又はメイティングプレートには相手スプラインと噛合わせるための歯形が必要であるので、その製造方法としては、鋼板を環状に打抜き加工する際、歯形も同時にプレス打抜きするか、又は、鋼板を環状にプレス打抜きした後、歯形を切削加工して形成することになる。
なお、摩擦板又はメイティングプレートではないが、複数の金属板を積層して、金属板の板厚よりも大きな厚みを有するようにしたトルク伝達部品の製造方法が、特許文献2に開示されている。
この特許文献2では、複数の金属板を積層した状態で、嵌合用の凸部と貫通孔(又は凹部)を嵌合させて一体化することにより、金属板自体の板厚よりも大きな厚みを有するトルク伝達部品を構成することができるとされている。
この特許文献2では、複数の金属板を積層した状態で、嵌合用の凸部と貫通孔(又は凹部)を嵌合させて一体化することにより、金属板自体の板厚よりも大きな厚みを有するトルク伝達部品を構成することができるとされている。
上述した鋼板をプレス打抜きして環状の摩擦板又はメイティングプレートを得る場合、素材である鋼板の材料利用率が最大でも35%内外にしかならず、残りの材料が無駄になる。材料利用率を上げるために小径内部を再利用することが考えられるが、それは、材質、板厚等が必要とされる仕様に合致する場合に限られ、限定的となり、材料利用率を上げることは容易ではない。
また、大型の鋼板をプレス打抜きで得ようとすると、打抜き荷重の大きなプレス機を必要とし、設備投資が増すという問題があった。
また、大型の鋼板をプレス打抜きで得ようとすると、打抜き荷重の大きなプレス機を必要とし、設備投資が増すという問題があった。
特許文献2のトルク伝達部品の製造方法では、金属板に設けられた嵌合用の凸部と貫通孔(又は凹部)を嵌合させる構成であるため、プレス打抜き以外の工程が増えるばかりでなく、積層された製品の表面には、必然的に、穴ができてしまう問題がある。
そこで、本発明は、前記課題を解決した、クラッチ又はブレーキの摩擦板用芯板又はメイティングプレートを提供することを目的とする。
本発明は、プレス打抜きされた複数枚の要素鋼板がろう付接合されたことを特徴とするクラッチ又はブレーキの摩擦板用芯板又はメイティングプレートにより、前記課題を解決した。
本発明によれば、プレス打抜きされた複数枚の要素鋼板をろう付接合することによってクラッチ又はブレーキの摩擦板用芯板又はメイティングプレートを得ることができるので、強度面等においては従来と遜色がないものでありながら、大幅に製造コストを低減させることができる。
以下、図2を参照して、本発明の第1実施形態を説明する。
図2は本発明の第1実施形態のクラッチ又はブレーキの摩擦板用芯板又はメイティングプレート(以下、単に「プレート」ということがある。)10の斜視図である。
図2は本発明の第1実施形態のクラッチ又はブレーキの摩擦板用芯板又はメイティングプレート(以下、単に「プレート」ということがある。)10の斜視図である。
図2において、プレート10は、2数の要素鋼板12がろう付け接合60によって接合されたものである。
要素鋼板12は、3枚以上にすることもある。
要素鋼板12は、3枚以上にすることもある。
本発明の第1実施形態のプレートの製造工程は次に説明する第2実施形態とほぼ同じであるから、そこで説明する。
次に、本発明の第2実施形態を図3〜8を参照して説明する。
図3は本発明の第2実施形態のクラッチ又はブレーキの摩擦板用芯板又はメイティングプレート100の斜視図である。
図3は本発明の第2実施形態のクラッチ又はブレーキの摩擦板用芯板又はメイティングプレート100の斜視図である。
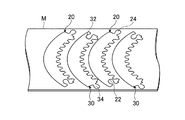
図4はプレス打抜き工程におけるセグメント20,30を示す図で、図5が、これらのセグメント20,30を、環状をなすように組合せた状態を示す斜視図である。
図3においても、プレート100は、2枚の要素鋼板120がろう付け接合60によって接合されてなる。
まず、図4に示すように、板状鋼板素材Mから、内歯歯形を有するセグメント20,30をプレス打抜きする。
まず、図4に示すように、板状鋼板素材Mから、内歯歯形を有するセグメント20,30をプレス打抜きする。
この例では、セグメント20,30は、要素鋼板120が周方向に4分割された形状である。なお、周方向に分割する数は複数枚であるが、接合部において、だれ面とばり面を組合せるために、偶数が好ましい。
打抜き加工によって得られたセグメント20,30は、図5に示すように、環状に組合されて一枚の要素鋼板120となる。
なお、歯形は、要素鋼板120の内周にある場合と、外周にある場合とがあり、歯形の底の弧状のほぼ中央で組合されるようにする。
打抜き加工によって得られたセグメント20,30は、図5に示すように、環状に組合されて一枚の要素鋼板120となる。
なお、歯形は、要素鋼板120の内周にある場合と、外周にある場合とがあり、歯形の底の弧状のほぼ中央で組合されるようにする。
セグメント20,30の両端には、隣合うセグメントの結合度を高めるためにジグソーパズルにあるような雌形継手部22,32と雄形継手部24,34をそれぞれ形成する。
なお、図4にあるように、雌形継手部22,32と雄形継手部24,34が互い違いの関係になるように配置するのは、後で説明するように、図7に示すように、継手部の雄形と雌形の結合度を高めるために打抜いたセグメントの表裏を逆にするので、その際、雄形と雌形が自動的に隣合うようにするためである。
なお、図4にあるように、雌形継手部22,32と雄形継手部24,34が互い違いの関係になるように配置するのは、後で説明するように、図7に示すように、継手部の雄形と雌形の結合度を高めるために打抜いたセグメントの表裏を逆にするので、その際、雄形と雌形が自動的に隣合うようにするためである。
プレス打抜きされたセグメント20,30は、図5のように、雌形継手部22,32と雄形継手部24,34が、ジグソーパズルのように互いに嵌合されて一枚の要素板120にされる。
次に、積層工程において、図6に示す組合せ治具50が使用される。下板56には、外側位置出しジグ52と内側歯合わせジグ54が4組設置されている。
なお、一般的に、プレスによる打抜き加工においては、パンチと金型との間に或る隙間が設定されるため、打抜かれた板には、上側に「だれ」が、下側に「ばり」が形成され、上側のほうが、若干、側面方向に出っ張った断面形状になることが避けられない。
そこで、セグメント20,30を環状に組合せる際、図7に示すように、プレス打抜き時に発生するだれDが隣合うセグメント20,30で対向しないように、表裏を逆にして組合せるものとする。こうすることによって、セグメント20,30間の隙間を小さくし、結合度を高めることができる。
そこで、セグメント20,30を環状に組合せる際、図7に示すように、プレス打抜き時に発生するだれDが隣合うセグメント20,30で対向しないように、表裏を逆にして組合せるものとする。こうすることによって、セグメント20,30間の隙間を小さくし、結合度を高めることができる。
以上のようにして構成された図5の要素鋼板120を図6の最下部に配置し、ドーナツ形で箔状の、又は粉状のろう材(図示せず。)をその上に載せ、その上に、さらに、もう一組の要素鋼板120を重ねる。
要素鋼板120を3枚使用する場合は、上記のように、ろう材を載せ、その上に、さらに、もう一組の要素鋼板120を載せる作業を繰返す。
要素鋼板120を3枚使用する場合は、上記のように、ろう材を載せ、その上に、さらに、もう一組の要素鋼板120を載せる作業を繰返す。
なお、環状に組合された要素鋼板120を積層する際は、上下に隣合う要素鋼板120のセグメント20,30が連結された部分の位相を各要素鋼板120毎にずらす。
以上の工程を所定の回数繰返し、所定の枚数を重ねた後、内側歯合わせジグ54により、積層された要素鋼板120間の歯のずれを補正する。
その後、図8に示すように、組合せ治具50の下板56に対して、上板58をスタッドボルトBとナットNによって締付ける。なお、好ましくは、ナットNと上板58の間に、耐熱性の皿ばね等の弾性体59を配する。
次に、熱処理工程において、積層された要素鋼板120とろう材のセットを加熱炉(図示せず。)に投入し、ろう材が溶融する温度域で加熱する(プレステンパ)。
なお、加熱炉に同時に投入される要素鋼板120の数量は、加熱炉の内部容積に応じて適宜に定めることができる。また、要素鋼板120は、外側位置出しジグ52と内側歯合わせジグ54を設置したまま加熱炉に投入することもできるが、好ましくは、これらのジグは外してから加熱炉に投入する。
なお、加熱炉に同時に投入される要素鋼板120の数量は、加熱炉の内部容積に応じて適宜に定めることができる。また、要素鋼板120は、外側位置出しジグ52と内側歯合わせジグ54を設置したまま加熱炉に投入することもできるが、好ましくは、これらのジグは外してから加熱炉に投入する。
その後、適切な保持時間・冷却時間を経ることにより、図3のように完成されたプレート100を得ることができる。その後、ギヤシェーパで歯形の仕上げ加工を施す。
本発明のプレートの性能値を表1に示す。
表1に示す本発明の実施品の性能値は、実用上全て問題がないことを示している。

表1に示す本発明の実施品の性能値は、実用上全て問題がないことを示している。
本発明のプレートと、従来の製造方法によって製造されるプレートの原価比較を表2に示す。なお、比較例1の原価合計を100として、実施例2の対応する数値をそれに対する比で示している。
本実施例2に用いた材料は、鋼材種=S53C、リング外径=660mm、リング内径=492.5mm、厚み=3.1mmのものである。
なお、表2において、平面出しとは、加圧状態で加熱処理を施す方法であり、また、ギヤシェーパとは、歯形の切削加工である。
製造原価を比較すると、本発明によれば、従来の製造方法である比較例1の場合と比べて、30%以上の製造原価を削減できることが分かる。
なお、図4によれば、本発明での鋼板の材料利用率が従来より大幅に向上することが明らかで、本発明が、特に、材料費の高騰に対する有効な解決手段になることが理解できる。
本実施例2に用いた材料は、鋼材種=S53C、リング外径=660mm、リング内径=492.5mm、厚み=3.1mmのものである。
なお、表2において、平面出しとは、加圧状態で加熱処理を施す方法であり、また、ギヤシェーパとは、歯形の切削加工である。
製造原価を比較すると、本発明によれば、従来の製造方法である比較例1の場合と比べて、30%以上の製造原価を削減できることが分かる。
なお、図4によれば、本発明での鋼板の材料利用率が従来より大幅に向上することが明らかで、本発明が、特に、材料費の高騰に対する有効な解決手段になることが理解できる。
10,100 :クラッチ又はブレーキの摩擦板用芯板又はメイティングプレート
12,120 :要素鋼板
20,30 :セグメント
22,32 :雌形継手部
24,34 :雄形継手部
60 :ろう付け接合
12,120 :要素鋼板
20,30 :セグメント
22,32 :雌形継手部
24,34 :雄形継手部
60 :ろう付け接合
Claims (5)
- プレス打抜きされた複数枚の要素鋼板がろう付接合されたことを特徴とする、クラッチ又はブレーキの摩擦板用芯板又はメイティングプレート。
- 前記要素鋼板が、周方向に複数に分割されたセグメントを組合せたものである、請求項1のクラッチ又はブレーキの摩擦板用芯板又はメイティングプレート。
- 前記セグメントの組合せが、雌形継手部と雄形継手部の嵌合による、請求項2のクラッチ又はブレーキの摩擦板用芯板又はメイティングプレート。
- 前記セグメントの組合せ位置の位相が要素鋼板毎に異なる、請求項2又は3のクラッチ又はブレーキの摩擦板用芯板又はメイティングプレート。
- 前記セグメントが、プレス打抜き時に発生するだれが隣合うセグメントで対向しないように組合された、請求項2から4のいずれかのクラッチ又はブレーキの摩擦板用芯板又はメイティングプレート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005378337A JP2007177931A (ja) | 2005-12-28 | 2005-12-28 | クラッチ又はブレーキの摩擦板用芯板又はメイティングプレート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005378337A JP2007177931A (ja) | 2005-12-28 | 2005-12-28 | クラッチ又はブレーキの摩擦板用芯板又はメイティングプレート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007177931A true JP2007177931A (ja) | 2007-07-12 |
Family
ID=38303320
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005378337A Pending JP2007177931A (ja) | 2005-12-28 | 2005-12-28 | クラッチ又はブレーキの摩擦板用芯板又はメイティングプレート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007177931A (ja) |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1321965C (zh) * | 2005-07-22 | 2007-06-20 | 清华大学 | 蒽醌衍生物的合成方法 |
| JP2010236675A (ja) * | 2009-03-31 | 2010-10-21 | Honda Motor Co Ltd | ブレーキディスクの製造方法及びブレーキディスク |
| WO2015179111A1 (en) * | 2014-05-17 | 2015-11-26 | Borgwarner Inc. | Plate having a segmented main body and method for producing a plate or a segmented main body for a plate |
| CN106351992A (zh) * | 2016-11-23 | 2017-01-25 | 无锡林泰克斯汽车部件有限公司 | 对偶片及其制造方法 |
| JP2022000222A (ja) * | 2016-08-25 | 2022-01-04 | エシコン エルエルシーEthicon LLC | 導波管連結に対する超音波トランスデューサ |
| US11730507B2 (en) | 2004-02-27 | 2023-08-22 | Cilag Gmbh International | Ultrasonic surgical shears and method for sealing a blood vessel using same |
| US11883055B2 (en) | 2016-07-12 | 2024-01-30 | Cilag Gmbh International | Ultrasonic surgical instrument with piezoelectric central lumen transducer |
| US11998229B2 (en) | 2005-10-14 | 2024-06-04 | Cilag Gmbh International | Ultrasonic device for cutting and coagulating |
| US12042168B2 (en) | 2006-01-20 | 2024-07-23 | Cilag Gmbh International | Ultrasound medical instrument having a medical ultrasonic blade |
| US12268900B2 (en) | 2007-07-31 | 2025-04-08 | Cilag Gmbh International | Surgical instruments |
| US12324602B2 (en) | 2007-07-27 | 2025-06-10 | Cilag Gmbh International | Ultrasonic end effectors with increased active length |
| US12369939B2 (en) | 2007-11-30 | 2025-07-29 | Cilag Gmbh International | Ultrasonic surgical blades |
| US12383296B2 (en) | 2007-11-30 | 2025-08-12 | Cilag Gmbh International | Ultrasonic surgical instrument blades |
-
2005
- 2005-12-28 JP JP2005378337A patent/JP2007177931A/ja active Pending
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11730507B2 (en) | 2004-02-27 | 2023-08-22 | Cilag Gmbh International | Ultrasonic surgical shears and method for sealing a blood vessel using same |
| CN1321965C (zh) * | 2005-07-22 | 2007-06-20 | 清华大学 | 蒽醌衍生物的合成方法 |
| US11998229B2 (en) | 2005-10-14 | 2024-06-04 | Cilag Gmbh International | Ultrasonic device for cutting and coagulating |
| US12042168B2 (en) | 2006-01-20 | 2024-07-23 | Cilag Gmbh International | Ultrasound medical instrument having a medical ultrasonic blade |
| US12324602B2 (en) | 2007-07-27 | 2025-06-10 | Cilag Gmbh International | Ultrasonic end effectors with increased active length |
| US12268900B2 (en) | 2007-07-31 | 2025-04-08 | Cilag Gmbh International | Surgical instruments |
| US12369939B2 (en) | 2007-11-30 | 2025-07-29 | Cilag Gmbh International | Ultrasonic surgical blades |
| US12383296B2 (en) | 2007-11-30 | 2025-08-12 | Cilag Gmbh International | Ultrasonic surgical instrument blades |
| JP2010236675A (ja) * | 2009-03-31 | 2010-10-21 | Honda Motor Co Ltd | ブレーキディスクの製造方法及びブレーキディスク |
| WO2015179111A1 (en) * | 2014-05-17 | 2015-11-26 | Borgwarner Inc. | Plate having a segmented main body and method for producing a plate or a segmented main body for a plate |
| US11883055B2 (en) | 2016-07-12 | 2024-01-30 | Cilag Gmbh International | Ultrasonic surgical instrument with piezoelectric central lumen transducer |
| JP2022000222A (ja) * | 2016-08-25 | 2022-01-04 | エシコン エルエルシーEthicon LLC | 導波管連結に対する超音波トランスデューサ |
| JP7279126B2 (ja) | 2016-08-25 | 2023-05-22 | エシコン エルエルシー | 導波管連結に対する超音波トランスデューサ |
| US11925378B2 (en) | 2016-08-25 | 2024-03-12 | Cilag Gmbh International | Ultrasonic transducer for surgical instrument |
| CN106351992A (zh) * | 2016-11-23 | 2017-01-25 | 无锡林泰克斯汽车部件有限公司 | 对偶片及其制造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5039060B2 (ja) | セグメント化されたコアプレート及びフリクションプレート | |
| JP2007177931A (ja) | クラッチ又はブレーキの摩擦板用芯板又はメイティングプレート | |
| US20040077455A1 (en) | Pinion carrier for planetary gear train and method of making same | |
| JP5139903B2 (ja) | 積層鉄心及びその製造方法 | |
| JP4243892B2 (ja) | 摩擦板 | |
| US20150047942A1 (en) | High-speed coupling subassembly and high-speed overrunning clutch assembly including the subassembly | |
| JP2002089586A (ja) | 摩擦板 | |
| CN103362973B (zh) | 离合器片的构造和方法 | |
| JP2023515446A (ja) | スプライン加工された部品の形成方法 | |
| JP2004176915A (ja) | 多セグメント化摩擦板の形成方法 | |
| JP6000057B2 (ja) | 車両用手動変速機の同期装置 | |
| US11141776B2 (en) | Method of manufacturing washers | |
| JP2016146739A (ja) | 積層鉄心および積層鉄心の製造方法 | |
| JP4188053B2 (ja) | シフトスリーブのベースボディ | |
| US20060042903A1 (en) | Clutch housing and method of manufacturing thereof | |
| CN101283190B (zh) | 多构件的型芯片 | |
| JP2013040652A (ja) | ダブルコーンシンクロ用の同期クラッチ歯車 | |
| JP2014530337A (ja) | プレスされたコアプレートを備えた摩擦プレート | |
| JP5713817B2 (ja) | セパレータプレート及びコアプレートの製造方法並びにセパレータプレート及びコアプレートを用いた湿式多板クラッチ | |
| JP7165581B2 (ja) | 車両の変速機用摩擦型シフト要素のための摩擦要素 | |
| JPH0249817B2 (ja) | ||
| JP2016107269A (ja) | プレス用金型 | |
| JP6493418B2 (ja) | 機械部品の製造方法 | |
| JP6783123B2 (ja) | ダブルコーンシンクロナイザリングを製造するための方法 | |
| JPS6174966A (ja) | 積層式板金製リングギヤ |