JP2007123792A - 太陽電池モジュール - Google Patents
太陽電池モジュール Download PDFInfo
- Publication number
- JP2007123792A JP2007123792A JP2005343622A JP2005343622A JP2007123792A JP 2007123792 A JP2007123792 A JP 2007123792A JP 2005343622 A JP2005343622 A JP 2005343622A JP 2005343622 A JP2005343622 A JP 2005343622A JP 2007123792 A JP2007123792 A JP 2007123792A
- Authority
- JP
- Japan
- Prior art keywords
- solar cell
- bus bar
- cell element
- bar electrode
- connection tab
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E10/00—Energy generation through renewable energy sources
- Y02E10/50—Photovoltaic [PV] energy
Landscapes
- Photovoltaic Devices (AREA)
Abstract
【課題】 接続タブ2の端部7においては、ハンダ付け時に接続タブ2の中央部より温度が上がりにくく、この接続タブ2の端部7はバスバー電極3とのハンダ付けができないことがあった。この様な場合、受光面のバスバー電極にハンダ付けされた接続タブ2の熱収縮のために、その端部のみ受光面側に反りが発生してしまう。
【解決手段】 太陽電池モジュールにおいて、太陽電池素子11の受光面と裏面のバスバー電極13、15の端部表面にハンダレジスト13を塗布することにより、受光面と裏面のバスバー電極13、15で接続タブ22、23とハンダ付けされる端部の位置を合わせることが可能となり、接続タブ22、23の端部において、反りが発生することが無くなる。
【選択図】 図4
【解決手段】 太陽電池モジュールにおいて、太陽電池素子11の受光面と裏面のバスバー電極13、15の端部表面にハンダレジスト13を塗布することにより、受光面と裏面のバスバー電極13、15で接続タブ22、23とハンダ付けされる端部の位置を合わせることが可能となり、接続タブ22、23の端部において、反りが発生することが無くなる。
【選択図】 図4
Description
本発明は複数の太陽電池素子が接続タブで接続された太陽電池モジュールに関するものであり、特に接続タブをハンダ付けした後の太陽電池素子の反りを低減させた太陽電池モジュールに関するものである。
太陽電池素子は、単結晶シリコン基板や多結晶シリコン基板を用いて作製することが多い。このため、太陽電池素子は物理的衝撃に弱く、また野外に太陽電池素子を取り付けた場合、雨などからこれを保護する必要がある。また、太陽電池素子の1枚では電気出力が小さいため、複数の太陽電池素子を直列又は並列に電気的に接続して用いる必要がある。
よって複数の太陽電池素子を接続タブで直列又は並列に接続し、この接続した太陽電池素子を透光性基板と裏面シートの間で充填材で封入して、太陽電池モジュールを作製することが通常行われている。
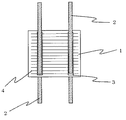
図7は太陽電池素子のバスバー電極上に接続タブを取り付けた状態を示したものである。図7において1は太陽電池素子、2は接続タブ、3はバスバー電極、4はフィンガー電極を示す。
太陽電池素子1は、例えば厚み0.3〜0.4mm程度、大きさ150mm角程度の単結晶シリコンや多結晶シリコンで作られている。この太陽電池素子1の内部にはボロンなどのP型不純物を多く含んだP層とリンなどのN型不純物を多く含んだN層が接しているPN接合(不図示)が形成されている。バスバー電極3とフィンガー電極4は、銀ペーストをスクリーンプリントすることなどにより形成され、またバスバー電極3の表面は、その保護と接続タブを取り付けやすくするために、そのほぼ全面にわたりハンダコートされることもある。またフィンガー電極4は幅0.1〜0.2mm程度で、太陽電池素子の辺に平行に、光生成キャリヤーを収集するため多数本形成される。またバスバー電極3は収集されたキャリヤーを集電し、接続タブを取り付けるために幅2mm程度で、フィンガー電極4と垂直に交わるように2本程度形成される。このようなバスバー電極3とフィンガー電極4は、太陽電池素子1の裏面(非受光面)側にも同様に形成されている。
接続タブ2は、太陽電池素子同士を互いに電気的に接続するものであり、銅などの低抵抗の金属箔をリボン状に切断し、この表面にハンダコートを施し、これを適当な長さに切断して用いている。
太陽電池モジュールにおいては、通常図7に示すように接続タブ2を太陽電池素子1の受光面と裏面のバスバー電極上にハンダ付けすることにより取り付け、この接続タブ2の他端部をさらに隣接する太陽電池素子に取り付けることにより太陽電池素子同士を電気的に接続している。
(特許文献1の従来の技術参照)
この出願の発明に関連する先行技術文献情報としては次のようなものがある。
特開平11−312820号公報
この出願の発明に関連する先行技術文献情報としては次のようなものがある。
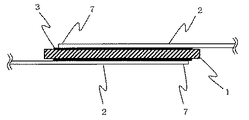
図8は、上述のように太陽電池素子の受光面と裏面の電極に接続タブをハンダ付けにより取り付けた状態を示す断面図である。
これにおいて、例えばまず太陽電池素子1の受光面に接続タブ2を取り付け時では、ハンダ付け時にその温度が200℃以上になるため、太陽電池素子のシリコン基板と接続タブの銅箔の熱膨張率の差により室温に戻ったときに太陽電池素子に反りが発生してしまう。
けれどもこれに続けて、太陽電池素子1の裏面にも同様に接続タブ2を取り付けるため、受光面と裏面の反りが互いに均衡し、打ち消されるため、結果として太陽電池素子1には、大きな反りは生じないこととなる。
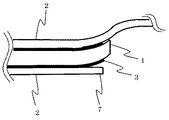
しかし接続タブ2の端部7においては、放熱し易いため、熱風を吹き付けること等によるハンダ付け時に接続タブ2の中央部より温度が上がりにくく、この接続タブ2の端部7はバスバー電極3とのハンダ付けができないことがあった。
図9は、この接続タブ2の端部7のハンダ付けができなかったものの端部の状態を示した断面図である。図9に示すように例えば太陽電池素子1の裏面にハンダ付けした接続タブの端部7がバスバー電極3とハンダ付けされなかった場合、受光面のバスバー電極にハンダ付けされた接続タブ2の熱収縮のために、その端部のみ受光面側に反りが発生してしまう。上記と同じ理由で太陽電池素子の他の端部でも反対方向の反りが発生することとなる。
この様に太陽電池素子1の両端部に反りが発生すると、バスバー電極が太陽電池素子基板より剥離したり、またその後の太陽電池素子を充填材で封入するラミネート工程において、太陽電池素子が割れたり、クラックが発生することがあり、太陽電池モジュールの製造工程における歩留りを低下させる原因となる。
特に最近の太陽電池モジュールでは、環境面への配慮から使用するハンダに鉛が実質的に含まれないものを使用するものが増えており、この鉛が実質的に含まれないハンダを使用した場合では、そのハンダの物性からハンダ付け温度が高くなるため、上記のような接続タブのハンダ付け前後で太陽電池素子の端部の反りの程度がさらに大きくなること多くある。
さらに最近の太陽電池モジュールでは、コストダウンのために太陽電池素子に使用するシリコン基板の大きさが大きくなり、またその厚みを薄くする傾向にあるため、太陽電池素子の端部の反りの程度がさらに大きくなる要因となっている。
本発明はこのような問題点に鑑みなされたものであり、その目的は接続タブを太陽電池素子上の電極にハンダ付けした場合に、太陽電池素子の両端部に反りの発生することを無くすることにより、歩留りの高い太陽電池モジュールを提供することにある。
上記の目的を達成するため、本発明の太陽電池モジュールは、隣接する2つの太陽電池素子の一方の太陽電池素子の受光面側バスバー電極と他方の太陽電池素子の裏面側バスバー電極とに接続タブをハンダ付けすることにより複数の前記太陽電池素子を電気的に接続した太陽電池モジュールにおいて、前記太陽電池素子の受光面側バスバー電極及び/または裏面側バスバー電極のそれぞれの長手方向の端部表面にハンダレジストを塗布したことを特徴とする。
またバスバー電極の端部表面に塗布されたハンダレジストが、前記バスバー電極の周囲まで延出して塗布されていることが望ましい。
本発明の太陽電池モジュールによれば、隣接する2つの太陽電池素子の一方の太陽電池素子の受光面側バスバー電極と他方の太陽電池素子の裏面側バスバー電極とに接続タブをハンダ付けすることにより複数の前記太陽電池素子を電気的に接続した太陽電池モジュールにおいて、前記太陽電池素子の受光面側バスバー電極及び/または裏面側バスバー電極のそれぞれの長手方向の端部表面にハンダレジストを塗布したことにより、受光面と裏面のバスバー電極で接続タブとハンダ付けされる端部の位置を合わせることが可能となる。これによりタブ付け後に太陽電池素子の端部に反りが発生することがなくなり、バスバー電極が剥離したり、ラミネート工程において、太陽電池素子が割れたり、クラックが発生することが無くなる。
またバスバー電極の端部表面に塗布されたハンダレジストが、このバスバー電極の周囲まで延出して塗布されていることにより、ハンダレジストがバスバー電極端部を押さえ込むため、バスバー電極が太陽電池素子から剥離するのを防ぐ効果を確実なものとすることができる。
以下、本発明の実施の形態を添付図面を用いて説明する。
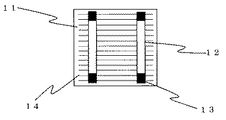
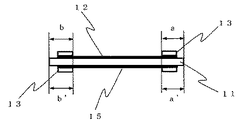
図1は本発明に係る太陽電池素子の受光面側の平面図である。また図2は本発明に係る太陽電池素子の断面図である。図1、図2において11は太陽電池素子、12は受光面バスバー電極、13はハンダレジスト、14は受光面フィンガー電極、15は裏面バスバー電極を示す。
太陽電池素子11は、上述のように単結晶シリコンや多結晶シリコンで作られており、その受光面側と裏面側にバスバー電極12、15とフィンガー電極14が形成されている。
さらに本発明に係る太陽電池素子11では、受光面バスバー電極12と裏面バスバー電極15の両端部にハンダレジスト13が塗布されていることを特徴とする。
このハンダレジスト13は、例えばエポキシ樹脂などを主成分とするペースト状のもので、スクリーンプリントなどによりプリントされ、紫外線や熱などにより硬化される。硬化後のハンダレジストの膜厚は50〜100μm程度である。またこのハンダレジスト13はバスバー電極12、15の端部から5〜15mm程度の範囲にバスバー電極12、15の全面を覆うように塗布される。
またこのハンダレジスト13の塗布される位置は、受光面側と裏面側で太陽電池素子11の端部からハンダレジスト13の内側までの寸法(図2のaとa’及びbとb’)が同じになるようにする。
図3は、この本発明に係る太陽電池素子11に接続タブをハンダ付けする装置を示したものである。図3において17は熱風吹き出しノズル、18は押しつけピン、20は接続タブを示す。
本発明に係る接続タブ20は、銅やアルミニウムのような低抵抗の太陽電池素子接続用配線材にハンダをその表面全面に片面20から70μm程度メッキやディピングによりハンダコートしたものを適当な長さに切断して用いる。この接続タブ20の幅は、ハンダ付け時に接続タブ20自身により太陽電池素子11の受光面に影を作らないように、太陽電池素子11のバスバー電極12の幅と同じかそれ以下にする。接続タブ20の長さは太陽電池素子11のバスバー電極12のほぼ全てに重なり、さらに所定の太陽電池素子間の間隔と隣り合う太陽電池素子の非受光面のバスバー電極に重なるようにする。一般的な150mm角の多結晶シリコン太陽電池素子を使用する場合、接続タブ20の幅は、1〜3mm程度、その長さは200〜300mm程度である。接続タブ20が太陽電池素子11のバスバー電極12のほぼ全てに重なるようにするのは、太陽電池素子の抵抗成分を少なくするためである。
接続タブ20の太陽電池素子11上のバスバー電極12、15への取り付けは、取り付ける太陽電池素子11のバスバー電極12の上へ接続タブ20を持ってくる。その後押しつけピン18を下ろし、接続タブ20をバスバー電極12に押しつける。それと同時にノズル17から、400から500℃程度の熱風を1、2秒程度、上記の押しつけピン18で接続タブ20をバスバー電極12に押しつけている部分に吹き付け、接続タブ20のハンダとバスバー電極12のハンダを融かし両者を接合する。その後ハンダが固化したら、押しつけピン18を上げる。この様にして太陽電池素子11の受光面側と裏面側のバスバー電極にそれぞれ接続タブをハンダ付けする。
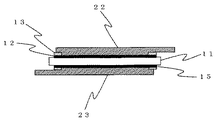
図4は、この本発明に係る太陽電池素子の受光面と裏面に接続タブをハンダ付けした状態を示す断面図である。図4に示すように太陽電池素子11の受光面側のバスバー電極12に接続タブ22をハンダ付けした場合、バスバー電極12の両端部には上記のようにハンダレジスト13が塗布してあるため、この部分に配置された接続タブ22はバスバー電極12とハンダ付けされることがない。これと同様に、太陽電池素子11の裏面側のバスバー電極15に接続タブ23をハンダ付けした場合も、バスバー電極15の両端部のハンダレジスト13が塗布してある部分には、接続タブ23とハンダ付けされることがない。
さらにここで上述のようにハンダレジスト13の塗布される位置は、受光面側と裏面側で太陽電池素子11の端部からハンダレジスト13の内側までの寸法が同じになるようにしたため、タブ付け後の太陽電池素子11において、接続タブ22、23の熱収縮による応力が受光面側と裏面側で均衡するため、太陽電池素子11の端部において反りが発生することがない。
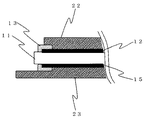
図5は本発明に係る別の実施例を示すものである。図5における実施例では、太陽電池素子11のバスバー電極12、15の端部表面に塗布されたハンダレジスト13が、このバスバー電極12、15の周囲まで延出して塗布されていることを特徴とする。
これによりバスバー電極12、15の端部がハンダレジスト13に覆われると共にハンダレジスト13が太陽電池素子11の基板表面にまで延出することにより、バスバー電極12、15の端部がハンダレジスト13により太陽電池素子11の基板表面に接着される形となる。
これによりバスバー電極12、15が太陽電池素子11からの剥離を防止するという本発明の効果を確実なものにすることが可能となる。
本発明に係る太陽電池モジュールの製造工程においては、一般に上述のように接続タブを用いて複数個(通常4〜10個程度)の太陽電池素子を直線的に直列に接続して太陽電池ストリングを作製し、さらにこの太陽電池ストリング同士をさらに太陽電池モジュールの定格出力に合うように電気的に接続している。
図6は本発明に係る太陽電池モジュールの構造の一例を示す図である。
図6において、31は透光性基板、32は受光面側充填材、33は太陽電池ストリング、34は裏面側充填材、35は裏面シート、36は接続タブである。
以下、各部材について説明する。
透光性基板31としては、ガラスやポリカーボネート樹脂などからなる基板が用いられる。ガラス板ついては、白板ガラス、強化ガラス、倍強化ガラス、熱線反射ガラスなどが用いられるが、一般的には厚さ3mm〜5mm程度の白板強化ガラスが使用される。他方、ポリカーボネート樹脂などの合成樹脂からなる基板を用いた場合には、厚みが5mm程度のものが多く使用される。
受光面側充填材32及び裏面側充填材34は、エチレン−酢酸ビニル共重合体(以下EVAと略す)やポリビニルブチラール(PVB)から成り、Tダイと押し出し機により厚さ0.4〜1mm程度のシート状に成形されたものが用いられる。これらはラミネート装置により減圧下にて加熱加圧を行うことで、軟化、融着して他の部材と一体化する。
EVAやPVBは、酸化チタンや顔料等を含有させ白色等に着色させることがあるが、本発明に係る太陽電池モジュールの製造方法における受光面側充填材32においては、着色させると太陽電池素子33に入射する光量が減少し、発電効率が低下するため透明とする。
また、裏面側充填材34に用いるEVAやPVBは透明でも構わないし、太陽電池モジュールの設置される周囲の設置環境に合わせ酸化チタンや顔料等を含有させ白色等に着色させても構わない。
裏面シート35は水分を透過しないようにアルミ箔を挟持した耐候性を有するフッ素系樹脂シートやアルミナまたはシリカを蒸着したポリエチレンテレフタレ−ト(PET)シートなどが用いられる。
次に太陽電池モジュールの作製方法について述べる。
太陽電池モジュールを作製するにあたっては、透光性基板31上に受光面側充填材32を置き、さらにその上に接続タブ36等で接続した太陽電池ストリング33を置く。さらにその上に裏面側充填材34、裏面シート35を順次積層する。このような状態にして、ラミネーターにセットし、減圧下にて加圧しながら100〜200℃で例えば15分〜1時間加熱することにより、これらが一体化する。
なお、本発明は上記実施形態に限定されるものではなく、本発明の範囲内で多くの修正及び変更を加えることができる。例えば太陽電池素子は単結晶や多結晶シリコンなどの結晶系太陽電池に限定されるものではなく、薄膜系太陽電池などでも適用可能である。
またハンダ付けに使用するハンダは、錫−鉛の共晶ハンダ等の他鉛フリーハンダでも実施可能である。
さらに本発明に係る太陽電池モジュール製造方法においては、太陽電池ストリング作製工程で接続タブにより複数の太陽電池素子が接続され太陽電池ストリングが完成してからこの太陽電池ストリングが上記のラミネート工程での加圧されるまでに3時間以上、望ましくは15時間以上室温にて放置することを特徴とする。
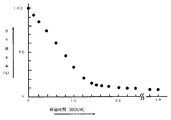
図10は、発明者らが繰り返し行った多結晶太陽電池ストリング作製後の時間経過と反りの程度をまとめたグラフである。図10において縦軸は、太陽電池ストリング作製直後の太陽電池素子の反りの大きさを100%として、その後室温にこの太陽電池ストリングを室温に放置した時の時間経過を示すものである。
このグラフから解るように、太陽電池ストリング作製直後から3時間後では反りは60%程に減少しており、この60%まで減少した反りの太陽電池素子を前記ラミネート工程で加圧した場合では、これにおける太陽電池素子の割れやクラックの発生は太陽電池ストリング作製直後のものに比べ、およそ半分に低下させることができる。これによって太陽電池モジュールを高い歩留まりで作製できる。
さらに太陽電池ストリング作製直後から15時間まではほぼ直線的に太陽電池素子の反りは減少しているが、それ以降はほとんど減少していない。この傾向は太陽電池素子の厚みや大きさなどに関係なく一定であった。
すなわち、作製された太陽電池ストリングが前記ラミネート工程で加圧されるまでに3時間好ましくは15時間以上室温にて放置することにより太陽電池素子のシリコン基板と電極部等との熱膨張率の違いにより発生する反りがほぼ接続タブをハンダ付け前の状態に戻り、反りの程度が大幅に小さくなる。これによりラミネート工程での割れやクラックの発生を大幅に低減することが可能となる。
1、11、33;太陽電池素子
2、20、22、23、36;接続タブ
3;バスバー電極
4;フィンガー電極
7;接続タブの端部
12;受光面バスバー電極
13;ハンダレジスト
14;受光面フィンガー電極
15;裏面バスバー電極
17;熱風吹き出しノズル
18;押しつけピン
31;透光性基板
32;受光面側充填材
34;裏面側充填材
35;裏面シート
2、20、22、23、36;接続タブ
3;バスバー電極
4;フィンガー電極
7;接続タブの端部
12;受光面バスバー電極
13;ハンダレジスト
14;受光面フィンガー電極
15;裏面バスバー電極
17;熱風吹き出しノズル
18;押しつけピン
31;透光性基板
32;受光面側充填材
34;裏面側充填材
35;裏面シート
Claims (2)
- 隣接する2つの太陽電池素子の一方の太陽電池素子の受光面側バスバー電極と他方の太陽電池素子の裏面側バスバー電極とに接続タブをハンダ付けすることにより複数の前記太陽電池素子を電気的に接続した太陽電池モジュールにおいて、前記太陽電池素子の受光面側バスバー電極及び/または裏面側バスバー電極のそれぞれの長手方向の端部表面にハンダレジストを塗布したことを特徴とする太陽電池モジュール。
- 前記バスバー電極の端部表面に塗布されたハンダレジストが、前記バスバー電極の周囲まで延出して塗布されていることを特徴とする請求項1に記載の太陽電池モジュール。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005343622A JP2007123792A (ja) | 2005-09-28 | 2005-11-29 | 太陽電池モジュール |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005281966 | 2005-09-28 | ||
| JP2005343622A JP2007123792A (ja) | 2005-09-28 | 2005-11-29 | 太陽電池モジュール |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007123792A true JP2007123792A (ja) | 2007-05-17 |
Family
ID=38147260
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005343622A Pending JP2007123792A (ja) | 2005-09-28 | 2005-11-29 | 太陽電池モジュール |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007123792A (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011066037A (ja) * | 2009-09-15 | 2011-03-31 | Dainippon Screen Mfg Co Ltd | パターン形成方法およびパターン形成装置 |
| US20140196768A1 (en) * | 2013-01-11 | 2014-07-17 | Silevo, Inc. | Module fabrication of solar cells with low resistivity electrodes |
| US20150270410A1 (en) * | 2013-01-11 | 2015-09-24 | Silevo, Inc. | Module fabrication of solar cells with low resistivity electrodes |
| RU2663543C1 (ru) * | 2017-08-31 | 2018-08-07 | Общество с ограниченной ответственностью "НТЦ тонкопленочных технологий в энергетике", ООО "НТЦ ТПТ" | Способ сборки монолитного солнечного модуля из ячеек фотоэлектрических преобразователей на клеевой слой |
| US10084099B2 (en) | 2009-11-12 | 2018-09-25 | Tesla, Inc. | Aluminum grid as backside conductor on epitaxial silicon thin film solar cells |
| US10115838B2 (en) | 2016-04-19 | 2018-10-30 | Tesla, Inc. | Photovoltaic structures with interlocking busbars |
| US10181536B2 (en) | 2015-10-22 | 2019-01-15 | Tesla, Inc. | System and method for manufacturing photovoltaic structures with a metal seed layer |
| US10309012B2 (en) | 2014-07-03 | 2019-06-04 | Tesla, Inc. | Wafer carrier for reducing contamination from carbon particles and outgassing |
| US10672919B2 (en) | 2017-09-19 | 2020-06-02 | Tesla, Inc. | Moisture-resistant solar cells for solar roof tiles |
| US11190128B2 (en) | 2018-02-27 | 2021-11-30 | Tesla, Inc. | Parallel-connected solar roof tile modules |
-
2005
- 2005-11-29 JP JP2005343622A patent/JP2007123792A/ja active Pending
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011066037A (ja) * | 2009-09-15 | 2011-03-31 | Dainippon Screen Mfg Co Ltd | パターン形成方法およびパターン形成装置 |
| US10084099B2 (en) | 2009-11-12 | 2018-09-25 | Tesla, Inc. | Aluminum grid as backside conductor on epitaxial silicon thin film solar cells |
| US9219174B2 (en) * | 2013-01-11 | 2015-12-22 | Solarcity Corporation | Module fabrication of solar cells with low resistivity electrodes |
| US20150270410A1 (en) * | 2013-01-11 | 2015-09-24 | Silevo, Inc. | Module fabrication of solar cells with low resistivity electrodes |
| US9412884B2 (en) * | 2013-01-11 | 2016-08-09 | Solarcity Corporation | Module fabrication of solar cells with low resistivity electrodes |
| US20140196768A1 (en) * | 2013-01-11 | 2014-07-17 | Silevo, Inc. | Module fabrication of solar cells with low resistivity electrodes |
| US10115839B2 (en) | 2013-01-11 | 2018-10-30 | Tesla, Inc. | Module fabrication of solar cells with low resistivity electrodes |
| US10164127B2 (en) | 2013-01-11 | 2018-12-25 | Tesla, Inc. | Module fabrication of solar cells with low resistivity electrodes |
| US10309012B2 (en) | 2014-07-03 | 2019-06-04 | Tesla, Inc. | Wafer carrier for reducing contamination from carbon particles and outgassing |
| US10181536B2 (en) | 2015-10-22 | 2019-01-15 | Tesla, Inc. | System and method for manufacturing photovoltaic structures with a metal seed layer |
| US10115838B2 (en) | 2016-04-19 | 2018-10-30 | Tesla, Inc. | Photovoltaic structures with interlocking busbars |
| RU2663543C1 (ru) * | 2017-08-31 | 2018-08-07 | Общество с ограниченной ответственностью "НТЦ тонкопленочных технологий в энергетике", ООО "НТЦ ТПТ" | Способ сборки монолитного солнечного модуля из ячеек фотоэлектрических преобразователей на клеевой слой |
| US10672919B2 (en) | 2017-09-19 | 2020-06-02 | Tesla, Inc. | Moisture-resistant solar cells for solar roof tiles |
| US11190128B2 (en) | 2018-02-27 | 2021-11-30 | Tesla, Inc. | Parallel-connected solar roof tile modules |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2006278710A (ja) | 太陽電池モジュール及びその製造方法 | |
| JP5879513B2 (ja) | 太陽電池モジュール | |
| JPWO2009060753A1 (ja) | 太陽電池モジュールおよび太陽電池モジュールの製造方法 | |
| WO2010116973A1 (ja) | 配線シート、配線シート付き太陽電池セル、太陽電池モジュールおよび配線シート付き太陽電池セルの製造方法 | |
| KR102243603B1 (ko) | 태양전지 모듈 및 그 제조 방법 | |
| JP2008010857A (ja) | 太陽電池モジュール | |
| JP2007123792A (ja) | 太陽電池モジュール | |
| JP2005159173A (ja) | 太陽電池素子接続用配線材および太陽電池モジュール | |
| JP2005191125A (ja) | 太陽電池素子接続用接続タブ及び太陽電池モジュール並びに太陽電池モジュールの製造方法 | |
| JP6163014B2 (ja) | 太陽電池モジュールの製造方法 | |
| CN110010707A (zh) | 双面受光型太阳能电池模块 | |
| JP4454322B2 (ja) | 太陽電池モジュール | |
| JP4340132B2 (ja) | 太陽電池モジュールの製造方法 | |
| JP4738147B2 (ja) | 太陽電池モジュール及びその製造方法 | |
| JP2004281797A (ja) | 太陽電池モジュール | |
| EP2579318A1 (en) | Photovoltaic cell module and photovoltaic cell | |
| JP4667098B2 (ja) | 太陽電池モジュール | |
| JP4883891B2 (ja) | 太陽電池モジュール | |
| JP5153361B2 (ja) | 太陽電池モジュールの修復方法 | |
| JP2005236217A (ja) | 太陽電池モジュール用封止材及びこれを用いた太陽電池モジュールの製造方法 | |
| CN109962121A (zh) | 一种抗热斑柔性晶硅组件及制备方法 | |
| JP2006278695A (ja) | 太陽電池モジュール | |
| JP2006073706A (ja) | 太陽電池モジュール | |
| JP4463135B2 (ja) | 太陽電池モジュール製造方法 | |
| JP2007123522A (ja) | 太陽電池モジュール製造装置 |