JP2007120632A - 転がり軸受の再生方法と再生可能な転がり軸受 - Google Patents
転がり軸受の再生方法と再生可能な転がり軸受 Download PDFInfo
- Publication number
- JP2007120632A JP2007120632A JP2005313898A JP2005313898A JP2007120632A JP 2007120632 A JP2007120632 A JP 2007120632A JP 2005313898 A JP2005313898 A JP 2005313898A JP 2005313898 A JP2005313898 A JP 2005313898A JP 2007120632 A JP2007120632 A JP 2007120632A
- Authority
- JP
- Japan
- Prior art keywords
- rolling
- bearing
- thickness
- hardened layer
- groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Bearings For Parts Moving Linearly (AREA)
- Rolling Contact Bearings (AREA)
Abstract
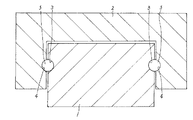
【解決手段】 互いに相対移動する一対の軸受部材11に転動溝12を形成し、これら転動溝12間にボールあるいはころからなる転動体13を介在させてなる転がり軸受において、上記転動溝12の表面から、上記転動体13の直径に対して10数%〜20%前後に相当の厚さ分を除去する工程と、この除去した厚さ相当分の転動溝表面に、削除した分の厚さを有する硬化層を形成する工程とからなる。
【選択図】 図1
Description
第4の発明の再生可能な転がり軸受の上記硬化層は、硬度をHRC58〜64に保った硬質クロムメッキ層からなる点に特徴を有する。
12 転動溝
13 転動体
14 硬化層
Claims (4)
- 互いに相対移動する一対の軸受部材に転動溝を形成し、これら転動溝間にボールあるいはころからなる転動体を介在させてなる転がり軸受において、上記転動溝の表面から、上記転動体の直径に対して10数%〜20%前後に相当の厚さ分を除去する工程と、この除去した厚さ相当分の転動溝表面に、削除した分の厚さを有する硬化層を形成する工程とからなる転がり軸受の再生方法。
- 互いに相対移動する一対の軸受部材に転動溝を形成し、これら転動溝間にボールあるいはころからなる転動体を介在させてなる転がり軸受において、上記転動溝の表面から、上記転動体の直径に対して10数%〜20%前後に相当の厚さ分にあらかじめ硬化層を形成する工程と、この硬化層を除去する工程と、硬化層を除去した厚さ相当分に新たな硬化層を形成する工程とからなる転がり軸受の再生方法。
- 互いに相対移動する一対の軸受部材に転動溝を形成し、これら転動溝間にボールあるいはころからなる転動体を介在させてなる転がり軸受において、上記転動溝の表面に、上記転動体の直径の10数%〜20%前後に相当する厚さを有する硬化層を形成した再生可能な転がり軸受。
- 上記硬化層は、硬度をHRC58〜64に保った硬質クロムメッキ層からなる請求項1〜3記載のいずれかに記載した再生可能な転がり軸受。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005313898A JP2007120632A (ja) | 2005-10-28 | 2005-10-28 | 転がり軸受の再生方法と再生可能な転がり軸受 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005313898A JP2007120632A (ja) | 2005-10-28 | 2005-10-28 | 転がり軸受の再生方法と再生可能な転がり軸受 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2007120632A true JP2007120632A (ja) | 2007-05-17 |
Family
ID=38144699
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005313898A Pending JP2007120632A (ja) | 2005-10-28 | 2005-10-28 | 転がり軸受の再生方法と再生可能な転がり軸受 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2007120632A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013119044A1 (ko) * | 2012-02-08 | 2013-08-15 | 선문대학교 산학협력단 | 베어링 재 제조방법 |
| CN104819211A (zh) * | 2014-02-03 | 2015-08-05 | 西门子公司 | 具有高铬含量的滚道的轴承 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0348014A (ja) * | 1989-07-13 | 1991-03-01 | Showa Aircraft Ind Co Ltd | 軸受装置 |
| JPH07301241A (ja) * | 1994-04-28 | 1995-11-14 | Ntn Corp | 耐食性軸受 |
| JPH11101248A (ja) * | 1997-09-26 | 1999-04-13 | Ntn Corp | 高荷重用転がり軸受 |
| JP2002302792A (ja) * | 2001-04-04 | 2002-10-18 | Fuji Hard Chrom:Kk | 硬質クロムめっき部分補修方法 |
| JP2003021147A (ja) * | 2001-07-10 | 2003-01-24 | Ntn Corp | 転がり軸受の再生方法および再生された転がり軸受 |
-
2005
- 2005-10-28 JP JP2005313898A patent/JP2007120632A/ja active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0348014A (ja) * | 1989-07-13 | 1991-03-01 | Showa Aircraft Ind Co Ltd | 軸受装置 |
| JPH07301241A (ja) * | 1994-04-28 | 1995-11-14 | Ntn Corp | 耐食性軸受 |
| JPH11101248A (ja) * | 1997-09-26 | 1999-04-13 | Ntn Corp | 高荷重用転がり軸受 |
| JP2002302792A (ja) * | 2001-04-04 | 2002-10-18 | Fuji Hard Chrom:Kk | 硬質クロムめっき部分補修方法 |
| JP2003021147A (ja) * | 2001-07-10 | 2003-01-24 | Ntn Corp | 転がり軸受の再生方法および再生された転がり軸受 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013119044A1 (ko) * | 2012-02-08 | 2013-08-15 | 선문대학교 산학협력단 | 베어링 재 제조방법 |
| KR101341100B1 (ko) * | 2012-02-08 | 2014-01-03 | (주)디자인메카 | 베어링 재 제조방법 |
| CN104819211A (zh) * | 2014-02-03 | 2015-08-05 | 西门子公司 | 具有高铬含量的滚道的轴承 |
| EP2902647A1 (en) * | 2014-02-03 | 2015-08-05 | Siemens Aktiengesellschaft | Bearing having a raceway with high chromium content |
| US9422984B2 (en) | 2014-02-03 | 2016-08-23 | Siemens Aktiengesellschaft | Bearing having a raceway with high chromium content |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6798780B2 (ja) | 円すいころ軸受 | |
| JP2008535672A (ja) | 高密度カーバイドの超仕上げ | |
| JP2007120632A (ja) | 転がり軸受の再生方法と再生可能な転がり軸受 | |
| JP2007270919A (ja) | 転がり摺動部材 | |
| JP5298683B2 (ja) | 転がり軸受及びその製造方法 | |
| JP4749073B2 (ja) | 金型及びその製造方法 | |
| JP2010025311A (ja) | 転がり軸受及びその製造方法 | |
| JP2009166641A (ja) | 鉄道用部材 | |
| JP2013160314A (ja) | 転がり軸受 | |
| JP5338647B2 (ja) | 摺動部材の製造方法と摺動部材 | |
| JP2011038600A (ja) | 自在継手部品の製造方法 | |
| JP2007155021A (ja) | ころ軸受 | |
| KR20130059459A (ko) | 베어링 장치의 가공 방법 및 베어링 장치 | |
| JP4026514B2 (ja) | 転がり軸受部材及び転がり軸受部材の製造方法 | |
| JP2007321806A (ja) | 転がり摺動部品及び該転がり摺動部品を備えた転動装置 | |
| JP2008298144A (ja) | 転がり接触面の表面加工方法 | |
| JP2017227233A (ja) | 直動案内装置用案内レールの製造方法 | |
| JP5346465B2 (ja) | ころ軸受用保持器および針状ころ軸受 | |
| JP2009174656A (ja) | 転がり軸受 | |
| JP5852295B1 (ja) | スケールブレーカー用ワークロール及びスケールブレーカー用ワークロールの製造方法 | |
| USRE15233E (en) | Antifriction bearing | |
| JP2003021147A (ja) | 転がり軸受の再生方法および再生された転がり軸受 | |
| DE102015204773B4 (de) | Schichtbildung für Wälzlagerkäfige | |
| JP2006231386A (ja) | アルミシートの製造方法およびアルミシートの連続鋳造圧延装置 | |
| JP2024022880A (ja) | 軸受 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20081028 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Effective date: 20100212 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100302 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100427 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20101019 |