JP2006518310A - エアバッグ製品 - Google Patents
エアバッグ製品 Download PDFInfo
- Publication number
- JP2006518310A JP2006518310A JP2006500185A JP2006500185A JP2006518310A JP 2006518310 A JP2006518310 A JP 2006518310A JP 2006500185 A JP2006500185 A JP 2006500185A JP 2006500185 A JP2006500185 A JP 2006500185A JP 2006518310 A JP2006518310 A JP 2006518310A
- Authority
- JP
- Japan
- Prior art keywords
- tube
- air
- station
- seal
- membrane
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D5/00—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles
- B31D5/0039—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads
- B31D5/0043—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads including crumpling flat material
- B31D5/0052—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads including crumpling flat material involving rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
- B29C65/22—Heated wire resistive ribbon, resistive band or resistive strip
- B29C65/221—Heated wire resistive ribbon, resistive band or resistive strip characterised by the type of heated wire, resistive ribbon, band or strip
- B29C65/222—Heated wire resistive ribbon, resistive band or resistive strip characterised by the type of heated wire, resistive ribbon, band or strip comprising at least a single heated wire
- B29C65/223—Heated wire resistive ribbon, resistive band or resistive strip characterised by the type of heated wire, resistive ribbon, band or strip comprising at least a single heated wire comprising several heated wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/74—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area
- B29C65/745—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using a single unit having both a severing tool and a welding tool
- B29C65/7457—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area using a single unit having both a severing tool and a welding tool comprising a perforating tool
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7858—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus characterised by the feeding movement of the parts to be joined
- B29C65/7888—Means for handling of moving sheets or webs
- B29C65/7891—Means for handling of moving sheets or webs of discontinuously moving sheets or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/431—Joining the articles to themselves
- B29C66/4312—Joining the articles to themselves for making flat seams in tubular or hollow articles, e.g. transversal seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/439—Joining sheets for making inflated articles without using a mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/82—Pressure application arrangements, e.g. transmission or actuating mechanisms for joining tools or clamps
- B29C66/822—Transmission mechanisms
- B29C66/8225—Crank mechanisms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/832—Reciprocating joining or pressing tools
- B29C66/8322—Joining or pressing tools reciprocating along one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D5/00—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles
- B31D5/0039—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads
- B31D5/0073—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads including pillow forming
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2793/00—Shaping techniques involving a cutting or machining operation
- B29C2793/0045—Perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/23—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being multiple and parallel or being in the form of tessellations
- B29C66/232—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being multiple and parallel or being in the form of tessellations said joint lines being multiple and parallel, i.e. the joint being formed by several parallel joint lines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7138—Shock absorbing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0011—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads including particular additional operations
- B31D2205/0064—Stabilizing the shape of the final product, e.g. by mechanical interlocking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0076—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads involving particular machinery details
- B31D2205/0094—Safety devices
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Containers And Plastic Fillers For Packaging (AREA)
- Making Paper Articles (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Air Bags (AREA)
Abstract
管状プラスチック薄膜(18)はしわが寄せられる。ファン(64)により空気が管の一端を通るように噴出される。空気は管を通り、薄膜の伸張機(30)を通り、更にシールステーションを通過する。シールステーションは薄膜を横切る方向に隣接する2個のシールを設けるとともに、単一の操作でそれらの隣接するシール間に弱められた線を形成する。連続密封操作によりもたらされる離間したシール間においてエアバッグは形成される。
Description
本発明はエアバッグ製造装置、エアバッグ製造方法、及び使用においてエアバッグに形成されるカートリッジに関する。
内部に空気が入れられたプラスチック袋を形成する機械は、例えば本願出願人の同時係属出願である特許文献1に記載されている。特許文献1の内容はここに開示されたものとする。そのような周知の機械において、ノズルが薄膜管に突き通されており、空気を噴出する。これにより極めて満足のいく袋が得られるが、幾つかの欠点がある。とりわけ、ノズルを管に挿入するために相当に多くの機械類を必要としており、機械類は供給コストが高く且つ定期的にメンテナンスを必要とする。また、各袋の全長を容易に調節することができない。
欧州特許出願公開第1 245 491号明細書
その他のエアバッグ形成方法では、プラスチックシートを有する工程を含む。プラスチックシートはその長さ方向まわりに折り返されており、一方側に折り目を備えるとともに他方側に開口縁を備える。シートはその全長を横切る方向において、袋の長さに対応する離間した位置で予め溶着される。空気が他方側から送られ、次にその他方側は密封されて袋が形成される。この薄膜は高価である。また、袋の他方側は必ずしも十分に開放されず、それ故、充填空気が一致しない袋が製造される。加えて、各袋の全長は部分的に予め密封される薄膜によって予め決められる。
本発明の目的は、上記又はその他の欠点の少なくとも1つを解消することにある。
本発明の一態様において、エアバッグ製造装置であって、シールステーションへ供給されるように構成される薄膜管を含み、シールステーションは使用により、管の幅方向にシールを適用し、離間した2個のシール間において管内に空気を封じ込めるように構成されており、空気は管の開放端から管を通り、離間した2個のシール間で封じ込められるように供給される。
管は供給ステーションからシールステーションへ供給される。
供給ステーションは管を通る通路を維持するように構成される。供給ステーションは管状部材等の中空部材を含み、管は中空部材の周囲に配置される。離間した2個のシール間で封じ込められる空気は、しわが寄せられた全長に沿って中に何もない管により、中空部材の内部を通過し、或いは又は加えて、管の露出内壁を越えて管の内部を通過する。
供給ステーションは管を通る通路を維持するように構成される。供給ステーションは管状部材等の中空部材を含み、管は中空部材の周囲に配置される。離間した2個のシール間で封じ込められる空気は、しわが寄せられた全長に沿って中に何もない管により、中空部材の内部を通過し、或いは又は加えて、管の露出内壁を越えて管の内部を通過する。
管は供給ステーションの容器内に配置される。管はその側面まわりが、或いは管の端部まわりが、或いはその両方で容器から離れている。
容器は出口を含み、薄膜は出口から供給ステーションへ送られる。
容器は出口を含み、薄膜は出口から供給ステーションへ送られる。
薄膜管はしわが寄せられるように構成されており、例えば管の軸方向範囲においてしわが寄せられる。
管から袋が形成される前に管にしわが寄せられ、しわが寄せられた管の長さと伸長させられた時の管の長さの比率は1対2より大きく、又は1対2より大きく、又は1対100
の範囲内にあり、又は1対100より大きく、又は1対200の範囲内にあり、又は1対200より大きく、又は1対300の範囲内にあり、又は1対300より大きい。管にしわを寄せる間に引き起こされる圧縮によってのみ管の全長中に開口を維持する等して、しわが寄せられた管は開口を維持するように構成される。
管から袋が形成される前に管にしわが寄せられ、しわが寄せられた管の長さと伸長させられた時の管の長さの比率は1対2より大きく、又は1対2より大きく、又は1対100
の範囲内にあり、又は1対100より大きく、又は1対200の範囲内にあり、又は1対200より大きく、又は1対300の範囲内にあり、又は1対300より大きい。管にしわを寄せる間に引き起こされる圧縮によってのみ管の全長中に開口を維持する等して、しわが寄せられた管は開口を維持するように構成される。
供給ステーションは装置に取り外し可能に取り付けられる。例えば以前の供給ステーションが空になり以前の供給ステーションがもはや必要なくなった時に、異なる供給ステーションが使用される。
供給ステーションを取り付ける間に、供給ステーションは装置と部分的に係合し、且つ管の長手軸に対して少なくとも一つの軸方向へ、好適にはこのように係合された時に2つの軸方向へ移動するように構成され、これら軸方向への動のいずれか或いは両方は弾性付勢力に抗して、又は弾性付勢力を伴う。例えば、一つの軸方向への移動は弾性付勢力に抗し、他の軸方向への移動は弾性付勢力を伴う。弾性付勢力は圧縮ばね等のばねを含む。
供給ステーションが装置に取り付けられる時には、装置により所定位置に保持され、供給ステーションがシールステーションへ向けて更に移動するのを阻止するように構成される。供給ステーションは少なくとも一端において少なくとも部分的に支持され、例えばシールステーションから最も離れた端部で、例えば装置の支持部材により支持される。支持部材は供給ステーション内に延在し、また供給ステーションに沿って延在する。或いは又は加えて、供給ステーションはその一端において、好適にはシールステーションに最も近い端部において、ブラシにより又は上側及び下側ブラシにより少なくとも部分的に支持される。
供給ステーションは少なくとも1個の端部に対して、好適には両端に対してエンドストッパを含む。エンドストッパは助力を要することなく1個または各ストッパを超える薄膜の移動を阻止する。1個の又は各エンドストッパは円形フランジ等のフランジを含み、フランジは前記端部において管の長手軸に対して径方向外方へ延出する。
薄膜管は管を横断する方向に寸法がより大きい伸張機を、他のシールステーションによって形成されるシールが次に管を横断する方向に形成されるように通過さららせる。伸張機は中空であり、また空気を通過させるように構成されており、空気は離間した2個のシール間で封じ込められる空気である。及び又は加えて、空気が管へ供給される時に、空気は伸張機の少なくとも1個の面上を、好適には対向する2個の面上を流れるように構成される。
伸張機は供給ステーションの下流に配置される。伸張機は供給ステーションに固定される。伸張機は供給ステーションへの圧力嵌め又はバイオネット嵌め等により、供給ステーションに取り外し可能に取り付けられる。或いは又は加えて、伸張機は薄膜内に遊離保持される。
装置は薄膜をシールステーションへ供給するように構成される駆動手段を含む。或いは又はくわえて、薄膜は手動でシールステーションを通り引き出される。
装置はシールステーションの上流においえ管へ作動力を伝え、管の軸方向離間部分を相互に離間させるように付勢する。作動力は相互に離間させられた一対の部材により付与される。その対部材の下流側のものは例えば管の対向側面から管を駆動するように構成される。上流側部材はまた、上流側駆動部材により管へ伝えられる駆動速度で薄膜を移動させ、その速度は下流側部材により伝達される駆動速度よりも遅い。上流側部材及び下流側部材間において薄膜のすべりが発生させられる。これら部材のいずれか又は両方が駆動させられる時には、部材はローラを含む。
装置はシールステーションの上流においえ管へ作動力を伝え、管の軸方向離間部分を相互に離間させるように付勢する。作動力は相互に離間させられた一対の部材により付与される。その対部材の下流側のものは例えば管の対向側面から管を駆動するように構成される。上流側部材はまた、上流側駆動部材により管へ伝えられる駆動速度で薄膜を移動させ、その速度は下流側部材により伝達される駆動速度よりも遅い。上流側部材及び下流側部材間において薄膜のすべりが発生させられる。これら部材のいずれか又は両方が駆動させられる時には、部材はローラを含む。
シールステーションは管が静止している時、或いは管が移動している時にシールを施すように構成される。シールステーションは熱を加えることによりシールを施し、次に管が前進させられる前に、例えば熱により誘発された温度が減少する所定期間等、シールステーションで管を保持するように構成される。
シールステーションは電子駆動式アクチュエータ等のシールアクチュエータを含み、シールアクチュエータは薄膜をシール手段と隣接するように移動させる。アクチュエータは薄膜をシールステーションと隣接する状態で保持する。アクチュエータにより作用させられる力がアクチュエータの作動時にオーバセンタ位置へ移動させられるリンク機構等によりもはや付与されなくなった後に、アクチュエータは薄膜をシール部材と隣接する状態で保持するように構成される。薄膜のシール手段に対する隣接保持を解放するように構成される電子駆動式アクチュエータ等の解放アクチュエータを含む。解放アクチュエータはリンク機構を移動させるように構成されており、リンク機構は中心を越えてオーバセンタ位置に戻る。シールアクチュエータ及び解放アクチュエータが設けられる場合には、それらは薄膜にシールをもたらし、又は薄膜をシールステーションから解放させる移動方向に対して横に又は直交するように反対方向へ移動するように構成される。シールアクチュエータ及び解放アクチュエータは軸リンク機構等のリンク機構に接続され、リンク機構はロストモーション効果を含み、ロストモーション降下はまた軸を含む。
シールステーションは手動又は自動操作可能である。シールステーションは各密封操作の間に隣接する一対のシールを形成するように構成される。シールステーションはシール操作を行う時に、例えばシールをもたらすときに管を横切る一連の穿孔を施すことにより、隣接するシール間において管の弱化をもたらすように構成される。袋は例えば手動で又は例えば一対のローラにより自動で引っ張られることにより、シールステーションの下流側位置において引っ張られるように構成される。
シールステーションの操作頻度は調節可能である。或いは又は加えて、シールステーションを通過する管の送り速度は調節可能である。
離間する2個のシール間において管に封じ込められる空気はファンにより供給され、例えば薄膜容器の開口から管の上流端へ供給されるように構成される。
離間する2個のシール間において管に封じ込められる空気はファンにより供給され、例えば薄膜容器の開口から管の上流端へ供給されるように構成される。
本発明の別の態様において、空気収容袋の形成方法であって、袋が形成される管の一端から管を通りシールステーションを通過するように空気を管へ供給する工程と、シールステーションにより管を横切る方向にシールをもたらす工程とを含む。
本方法は、管の内壁と流体連通する管を通るように空気を供給する工程を含む。
本方法は、管に空気を通す工程を含み、管は自然に湾曲させられた状態で、管を貫通する空の開口を維持するようにしわが寄せられている。
本方法は、管に空気を通す工程を含み、管は自然に湾曲させられた状態で、管を貫通する空の開口を維持するようにしわが寄せられている。
本方法は、しわが寄せられた薄膜の供給物を取り出す工程と、薄膜をシールステーションへ移動させる工程とを含む。
本方法は、例えば以前の薄膜供給物が空であり、又は必要なくなった時に、薄膜供給物を異なる薄膜供給物と取り替える工程を含む。本方法は、薄膜を収容する容器を供給することにより薄膜供給物を取り替える工程を含み、本方法は、容器を上方に面する支持具又は複数の支持具まで降下させる工程を含む。
本方法は、例えば以前の薄膜供給物が空であり、又は必要なくなった時に、薄膜供給物を異なる薄膜供給物と取り替える工程を含む。本方法は、薄膜を収容する容器を供給することにより薄膜供給物を取り替える工程を含み、本方法は、容器を上方に面する支持具又は複数の支持具まで降下させる工程を含む。
本方法は、薄膜に管を横切る方向により大きい寸法を有する伸張機を、シールを横断する方向よりもシールが形成される方向に通過させる工程を含む。本方法は、機械に管を装着した時に、或いは袋を形成する間に薄膜が繰り返し伸張機を越えて引き出される時に、
伸張機に管を通過させる工程を含む。本方法は、伸張機の中を、又は伸張機のまわりに、又は伸張機の上方に空気を通過させて、後に空気を離間する2個のシール間で閉じ込める工程を含む。
伸張機に管を通過させる工程を含む。本方法は、伸張機の中を、又は伸張機のまわりに、又は伸張機の上方に空気を通過させて、後に空気を離間する2個のシール間で閉じ込める工程を含む。
本方法は、袋を形成する前に伸張機を供給ステーションに取り付ける工程を含む。或いは又は加えて、本方法は管で伸張機を支持する工程を含む。
本方法は、シールステーションの下流位置で袋の全長を伸張させる工程を含み、その下流位置ではたとえば薄膜に張力を作用させることにより薄膜にしわが寄せられる。
本方法は、シールステーションの下流位置で袋の全長を伸張させる工程を含み、その下流位置ではたとえば薄膜に張力を作用させることにより薄膜にしわが寄せられる。
本方法は、シールステーションを手動で作動させてシールを形成する工程を含み、或いは自動的に作動させてシールを形成する工程を含み、或いはそれら工程の両方を含む。
本方法は、管供給物の重さにより生じる下向きの力又はモーメント力の両方を阻止する部材により薄膜の供給を支持する工程を含み、或いはモーメント力を薄膜供給物に作用させることなく薄膜供給物を支持する工程を含む。
本方法は、管供給物の重さにより生じる下向きの力又はモーメント力の両方を阻止する部材により薄膜の供給を支持する工程を含み、或いはモーメント力を薄膜供給物に作用させることなく薄膜供給物を支持する工程を含む。
本方法は、シールステーションの下流位置において機械から袋を取り出す工程を含む。或いは又は加えて、本方法は、供給ステーションを通過した薄膜を付勢する管を介して供給される空気を含み、空気は管を前方に付勢する唯一の力である。
本方法は、シールステーションの作動頻度を変更する工程、或いは薄膜供給速度を変更する工程、或いはそれら両工程を含む。本方法は、薄膜供給物から第1長さの袋を自動的に形成し、次に長さの異なる袋を形成し、又は空気量の異なる袋を形成し、或いはそれらの組み合わせた袋を形成するように機械を調整する工程を含む。本方法は、例えばシールをもたらす前に必要長さを手動で引っ張る等によって、シール間における薄膜長さを変更することにより、袋の全長を変更する工程を含む。
本方法は、例えばシールステーションから出される管の方向を変更することにより、所定長さの袋に入れられる空気量を変更する工程を含み、又はシールステーションの下流において管壁の伸張を制限する工程を含み、例えばその制限は手動で行われ、又はシールステーションを通過する薄膜の速度を変更する工程を含み、又はそれら工程の組み合わせを含む。
本方法は、充填機を含み、充填機は第1量の空気を有する第1長さの袋を形成し、次に第2量の空気を有する第1長さの袋を形成し、第3量の空気を有する第2長さの袋を形成する。第3量の空気は第1又は第2量と同じであり、又それらは組み合わせられる。
本方法は、ファンから管を介して空気を供給する工程を含む。
本発明はまた、ここで言及する装置を使用した袋形成方法を含む。
本発明の更なる態様は、使用においてエアバッグに形成されるカートリッジであって、長手状管を含み、管はその長手軸に沿ってしわが寄せられており、しわが寄せられた薄膜の全長は伸張させられた薄膜の長さよりも短く、薄膜はその全長中に通路を含み、使用において薄膜管から形成されるエアバッグ内に空気を含むように空気は通路を通過させられる。
本発明はまた、ここで言及する装置を使用した袋形成方法を含む。
本発明の更なる態様は、使用においてエアバッグに形成されるカートリッジであって、長手状管を含み、管はその長手軸に沿ってしわが寄せられており、しわが寄せられた薄膜の全長は伸張させられた薄膜の長さよりも短く、薄膜はその全長中に通路を含み、使用において薄膜管から形成されるエアバッグ内に空気を含むように空気は通路を通過させられる。
薄膜のしわ寄せ程度は、しわが寄せられた管の全長と完全に伸張させられた管の長さの比率が1対2よりも大きく、又は1対10よりも大きく、又は1対100の範囲内にあり、又は1対100よりも大きく、又は1対200の範囲内にあり、又は1対200よりも大きく、又は1対300の範囲内にあり、又は1対300よりも大きい。
空気が薄膜を通過させられない時であっても通路は開放される。通路はしわが寄せられ
た薄膜の常態の屈曲中に開放するように構成される。カートリッジは容器を含み、薄膜は容器内に配置される。薄膜はその側面まわりが、或いは一方又は両端まわりが、容器から離れており、それらは組み合わされてもよい。
た薄膜の常態の屈曲中に開放するように構成される。カートリッジは容器を含み、薄膜は容器内に配置される。薄膜はその側面まわりが、或いは一方又は両端まわりが、容器から離れており、それらは組み合わされてもよい。
カートリッジは管の中に延在する長手状部材を含み、空気は長手状部材内を流通するように構成される。長手状部材はキャリヤを含む。
カートリッジ、キャリヤ、又は容器はストッパを含み、少なくとも一端はその端部から離れた管の通路を禁止するように構成される。ストッパはキャリヤと一体とされる。ストッパは円板を含む。或いは又は加えて、カートリッジは支持されるためにモーメント力をカートリッジ上に作用させることなく、下から支持されるように構成される。
カートリッジ、キャリヤ、又は容器はストッパを含み、少なくとも一端はその端部から離れた管の通路を禁止するように構成される。ストッパはキャリヤと一体とされる。ストッパは円板を含む。或いは又は加えて、カートリッジは支持されるためにモーメント力をカートリッジ上に作用させることなく、下から支持されるように構成される。
キャリヤは管状部材等の中空部材を含む。中空部材及び機械は突部及び凹部を介して相互に協働する。中空部材は使用において、機械からの突部を収容するように構成され、突部は少なくとも部分的にカートリッジまで延在し、且つカートリッジに沿って延在するように構成される。
カートリッジはその一端にアダプタを含む。アダプタは例えば摩擦嵌合又はバイオネット嵌合によってカートリッジに取り外し可能に取り付けられる。アダプタは中空である。アダプタはカートリッジと反対側に面する出口を含み、管の長手軸を横断する方向寸法が管の長手寸法を同じく横断する横方向寸法よりも大きくされている。
本発明の更なる態様は、中空薄膜供給物にしわを寄せる方法であって、薄膜の一部が芯を包囲するように芯と管を相対移動させ、次に管の長手方向長さを減少させてより多くの薄膜に芯を包囲させる工程を含む。
本方法は、カートリッジの外側断面積よりも大きい内側断面積を有する中空薄膜を装着する工程を含む。
本方法は、薄膜を芯に装着する工程を含み、このように装着される薄膜の全長は芯の全長の10倍より長く、又は20倍より長く、又は50倍より長く、又は100倍まで、又は100倍より長い。
本方法は、薄膜を芯に装着する工程を含み、このように装着される薄膜の全長は芯の全長の10倍より長く、又は20倍より長く、又は50倍より長く、又は100倍まで、又は100倍より長い。
本方法は、例えば薄膜を最初に装着する間に、中空薄膜の開放端を芯に配置する工程を含む。本方法は、例えば摩擦駆動により、或いは又は加えて、薄膜をカートリッジに対して且つカートリッジに沿って付勢する回転部材により薄膜を芯へ移動させる工程を含み、回転部材は薄膜の長手軸を横断する又は直交する軸まわりを回転する。
本方法は薄膜を芯へ移動させる工程を含む。駆動装置は第1駆動装置及び第2駆動装置を含み、第1駆動装置は薄膜をカートリッジに沿って第1方向へ移動させ、第2駆動装置は第1駆動装置が第1方向と反対の第2方向に作動する位置を移動させる。第1及び第2駆動装置は同時に作動する。第1駆動装置は回転する少なくとも第1部材、好適には芯の両側に配置される対向する2個の部材を含む。
本方法は、しわが寄せられた薄膜を芯から取り外す工程を含む。しわが寄せられた薄膜は取り外されてから、ここで言及する薄膜カートリッジにおいて、又はここで言及する袋形成方法において、又はここで言及するエアバッグ製造装置において使用される。
芯はカートリッジの一部を含む。
本発明はまた、ここで言及する方法により装着されたカートリッジを含む。
本発明の別の態様は、充填カートリッジであって、中空薄膜の供給物を有するカートリッジを含み、薄膜はその上に配置される薄膜の長手軸にそってしわが寄せられる。薄膜は
その長手軸に沿ってしわが寄せられていない時には、カートリッジよりも長い。
本発明はまた、ここで言及する方法により装着されたカートリッジを含む。
本発明の別の態様は、充填カートリッジであって、中空薄膜の供給物を有するカートリッジを含み、薄膜はその上に配置される薄膜の長手軸にそってしわが寄せられる。薄膜は
その長手軸に沿ってしわが寄せられていない時には、カートリッジよりも長い。
薄膜はカートリッジの断面積又は円周よりも断面積又は円周が大きい。
本発明はまた、ここで言及するエアバッグ製造装置に使用され、又はここで言及するエアバッグ製造方法に使用されるカートリッジを含む。
本発明はまた、ここで言及するエアバッグ製造装置に使用され、又はここで言及するエアバッグ製造方法に使用されるカートリッジを含む。
本発明には、ここで言及する構成又は限定のあらゆる組み合わせが含まれる。
本発明は種々の方法で実施可能であるが、幾つかの実施形態を一例として、添付の図面を参照にしつつ以下に詳述する。
本発明は種々の方法で実施可能であるが、幾つかの実施形態を一例として、添付の図面を参照にしつつ以下に詳述する。
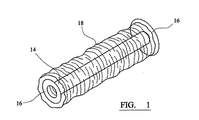
カートリッジ10は中空シリンダ14を含み、シリンダ14はいずれかの端部に拡大端部円板を有する。プラスチック薄膜管18はシリンダ14上において蛇腹状に折り畳まれ、即ちしわが寄せられており、薄膜は端部円板16によりカートリッジに保持される。全カートリッジの長さが1mであると、200mの薄膜がカートリッジ上に蛇腹状に折り畳まれる。
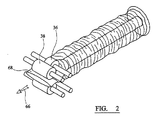
カートリッジの後端において、円板16がばね22の作用に抗して座金20を図3の右側方向へ押すことにより、カートリッジは機械に装着される。座金は管24に取り付けられており、シリンダ14の端部内面は管を越えて滑動する。座金20が後方へ押されて固定背面板26に近接した状態で、前方の円板16はアダプタ30の端部28を通過させられ、アダプタ30の円形状端部がシリンダ14の前端と一致させられる。次にばね22により作用させられる力が、シリンダをアダプタの円形状端部へ付勢する。カートリッジの前方への移動は、カートリッジの端部から軸方向に離間するシリンダの内側フランジ32をアダプタの軸方向対向端部28に当接させることにより制限される。
カートリッジが存在しない時には、管の端部において外方へ延在する小リム34を係合させることにより、座金20は管24に保持される。
カートリッジの取り外しは上記記載の順序と反対に行われる。装着及び/又は取り外しは自動的に行われる。
カートリッジの取り外しは上記記載の順序と反対に行われる。装着及び/又は取り外しは自動的に行われる。
カートリッジを取り付け又は取り外す適切な代替手段が提供される。例えば、カートリッジの前端がアダプタの端部を越えて滑動し、圧力嵌め又はバイオネット嵌めにされ、後端は適切な構成に自然になり、又は適切に構成され、又は適切な形態に保持される。
カートリッジが所定位置にある時には、薄膜の前端は集められて、図3の右側にある円板16を越えて引っ張られる。薄膜はアダプタを越えて、第1のローラ対36そして第2のロー対38を通過させられる。ローラ36又は38或いは両方は上端又は下端或いは両方が離れるように上昇させられて、薄膜がアダプタを通過するのを助ける。或いは又は加えて、一対のうちの少なくとも1個のローラ又は各対の少なくとも1個のローラが駆動させられて、薄膜がアダプタを通過するのを助けてもよい。
次に薄膜は加工面40を越えてシールステーション42を通過する。必要に応じて駆動手段がシールステーションの下流に設けられており、シールステーションを通る薄膜の通過を助ける。或いは又は加えて、薄膜を通り送られる空気によって、薄膜がシールステーションを通過するようにし、或いは通過を助けるようにしてもよい。それらの駆動手段は一対の回転部材を含み、回転部材は袋と係合し、袋を図面の左側へ付勢する。或いは、駆動手段は薄膜を左側へ付勢又は引っ張る操作者を含む。
薄膜がこのように装着された状態で、シールステーションは作動させられる。
シールステーションは一対の熱線44を含み、熱線44は薄膜の幅方向に移動する。これら熱線44は一対の柱46に取り付けられており、熱線44が薄膜の下方にある台48へ向けて下方へ移動するように、柱46は機械のいずれかの側面に取り付けられる。熱線が取り付けられた板50はカム駆動により下方へ付勢されており、カム駆動(図示なし)は薄膜の下方において機械の一方側に配置される。カムの回転によりカムに接続されたロッドが駆動させられて、柱46に更に取り付けられた板52を台へ向けて、図示する板50から台48までの距離よりも長い距離だけ下降させ、そしてまた戻す。シールステーションにおいて薄膜は、密封させられる時に静止又は移動する。圧縮ばね54はその移動の底側へ向けて圧縮させられており、熱線を台へ向けて付勢する。下側位置において熱線は薄膜を横切る方向に離間した2個のシールを形成する。同時に、台上に設けられた一連の大釘56は、図4に示すようにシール58間において薄膜を横切る方向に一連の穿孔60を形成する。
シールステーションは一対の熱線44を含み、熱線44は薄膜の幅方向に移動する。これら熱線44は一対の柱46に取り付けられており、熱線44が薄膜の下方にある台48へ向けて下方へ移動するように、柱46は機械のいずれかの側面に取り付けられる。熱線が取り付けられた板50はカム駆動により下方へ付勢されており、カム駆動(図示なし)は薄膜の下方において機械の一方側に配置される。カムの回転によりカムに接続されたロッドが駆動させられて、柱46に更に取り付けられた板52を台へ向けて、図示する板50から台48までの距離よりも長い距離だけ下降させ、そしてまた戻す。シールステーションにおいて薄膜は、密封させられる時に静止又は移動する。圧縮ばね54はその移動の底側へ向けて圧縮させられており、熱線を台へ向けて付勢する。下側位置において熱線は薄膜を横切る方向に離間した2個のシールを形成する。同時に、台上に設けられた一連の大釘56は、図4に示すようにシール58間において薄膜を横切る方向に一連の穿孔60を形成する。
板50は各側方においてブラケット62により台から離間するように上方へ戻される。ブラケット62は板62の上端にあり且つ下端において板50に接続される。従って、ばねが圧縮している間において、板52の下方への移動における下側部分の間にブラケットの上端は静止しているが、板52がブラケット62の上端と再度係合した時に、板50は上昇させられる。
カートリッジの右側に取り付けられたファン64は、矢印66に示す方向へ向けてカートリッジを通るように空気を噴き出す。空気は中空アダプタの円形状右側端を通り、次にアダプタの一部を形成する菱形68を通るように移動する。菱形68はまた薄膜を伸張させるのを助ける。
一実施形態(図示なし)において、カートリッジはその左側端において、例えば円板16により保持される。円板16は左側へ移動しないように半円状凹部に保持される。その嵌合前に、ノズルはその左側端がバイオネット嵌合によりカートリッジのシリンダ内に入れられた状態で固定される。これにより、カートリッジがローラ36及び38の間に追いやられ且つ押し潰されるのが阻止される。半円形状凹部がばねに抗して移動させられることにより、ノズルは右側へ移動し、そしてローラへ向けて跳ね返る。半円状凹部が止め具に当接することにより、ノズルがローラ間で押し潰されるのが阻止される。管24は図面に図示するよりも遠くカートリッジまで延在し、カートリッジの単独支援等の特別な支援を提供してもよい。或いは、管がカートリッジ中に延在するとともに、アダプタが管に取り付けられ、或いは管に接続され、或いは管と一体化させられてもよい。
各ローラ36及び38の少なくとも1個、好適には両方が駆動させられる。ローラ36はローラ38よりも僅かに遅い速度で薄膜を移動させるように構成される。これにより、薄膜はローラ間において小さな張力でカートリッジから確実に離れる。この作動を考慮に入れると、ローラ及びアダプタ間において薄膜がいくらかずれる。
別の実施形態(図示なし)において、カートリッジの前端はブラシ上で又は上側及び下側ブラシ間で支持されており、ローラ36及び38が省略されてもよい。ブラシが薄膜ホルダの端部を支持し、又は支持を助けてもよい。ブラシにはまた容易に押え具を設けてもよく、そこで薄膜はカートリッジから離れる。本実施形態において、薄膜はシールステーションの下流に配置された作業者によって、シールステーションを通るように引っ張られる。作業者は次の密封が行われる前に、シールステーションを通過するフィルムをその程度に又はそれよりも少なく引っ張る。また、シールステーションからのプラスチックのひろがり角度を変更することにより、袋内の空気量が変えられる。例えば、薄膜が管の軸と一致して真直ぐにステーションを通過すると、比較的一杯に充填された袋が作られる。形成される袋を屈曲させることにより軸に対する角度が増加させられると、充填量がより少
ない袋が作られる。作業者が形成されている袋を押し潰す等他の手段を使用して、所定長さの袋内に入れられる空気量を変えてもよい。
ない袋が作られる。作業者が形成されている袋を押し潰す等他の手段を使用して、所定長さの袋内に入れられる空気量を変えてもよい。
シールが薄膜の端部に形成された状態で、薄膜が前進させられると、ファンからの空気によって薄膜管の壁はシール上流と、作業テーブル40辺りと、供給ステーションの下流とに離される。
熱線が再度下降させられると、更なるシール対を形成するために、新しく形成されたシールと先に形成されたシールの間において袋内に空気が閉じ込められる。熱線の代わりに、熱のインパルスを例えば線に与え、且つ薄膜を前進させる前において、薄膜が線の間で捕らえられる間に線を冷却することにより封止してもよい。
送風台70は選択可能であり、板50に固定される。台70は薄膜の幅方向に延在するとともに、軸架台72からアダプタへ向けて下方に延在する。その結果、板50が下方へ移動すると、台は上流位置において薄膜と部分的に係合し、次に軸まわりを移動させられるにつれて(図示していないばねの作用に抗して)下流へ増加してゆき、空気を管間から前方へシールステーションを通過するように送り、シールによって形成された袋が充填させられ、或いは必要であれば適切に充填可能とされる。
ローラの速度を調節して、シールステーションへの薄膜供給速度を制御してもよい。
また、シールステーションにより付与されるシールの頻度が変更させられてもよい。
更に、例えばファンの速度を変えることにより、空気の供給速度が変更させられてもよい。
また、シールステーションにより付与されるシールの頻度が変更させられてもよい。
更に、例えばファンの速度を変えることにより、空気の供給速度が変更させられてもよい。
空気の供給、(手動で或いはローラ等により自動で行われるかに拘わらず)薄膜送り長さ、ローラ速度、又は密封頻度の中の1つ以上が自動的に、例えば制御装置(図示なし)により制御されてもよい。また、制御装置はこれらの要素の1つ以上を変更して、特定長さの袋を所定数だけ製造し、次に長さが異なる袋を製造してもよい。或いは又は加えて、空気量が異なる同じ長さの袋を製造してもよい。或いは又は加えて、空気量が同じ又は異なり且つ長さが異なる袋を製造してもよい。
一態様において、シールステーションの操作は例えば作業者によって手動で行われてもよく、作業者は足で操作されるスイッチを操作することにより、シールステーションにおいてシールをもたらす。
空気が空気供給手段から連続的に供給されると、薄膜管内の空間には連続的に空気が充填され、各袋への一定供給に左右されることがない。また、例えば部分的に充填されることにより角部で屈曲させることが可能な大きな袋が提供される。
作業者は特別注文に応じた製品を詰めてもよい。例えば、箱に置かれる製品の底になる4個のゆるみのない小袋を製造し、次に角部で屈曲させられる4個の締りのない大型袋を製造し、製品が箱に置かれた状態で、4側面の各々に対して中間長さの2個のゆるみのない袋を製造し、次に4個の上側角部に対して4個の締りのない大型袋を製造し、最後に上端に対して比較的ゆるく充填された2個の中間寸法の袋を製造する。製品が詰められながら、袋は単一の作業者によって連続的に製造される。
作業者はまた作業ベンチ上で製品を詰めることができ、袋は作業ベンチの横側又は下側に配置された機械から供給される。例えば、袋はベンチに設けられた開口から上昇させられる。
カートリッジに管状薄膜を装着するのは自動的に行われてもよい。例えば、薄膜管の一端はカートリッジを越えてその一端まで引っ張られる。次に、その端部において従動ローラが回転させられて、より多くの薄膜がそのカートリッジの端部へ向けて運ばれる。カートリッジ上で薄膜にしわが寄せられると、ローラはその端部から他方側の端部へ、例えばローラの軸により前進させられる。ローラ軸はローラのカタピラトラック取り付け装置により前進させられる。長さが1mのカートリッジに対して、50から100mの薄膜が装着される。
図5乃至図11に示す実施形態について以下に説明する。シールステーションはカートリッジと同様に、前記実施形態において使用されたものである。また、本実施形態は前記記載と同様に作動する。
図5乃至図8に示すシールステーション100は離間する一対の平行線を含み、線が加熱させられることにより離間したシールが形成される。線は静止交差部材102に取り付けられる。長溝(図示なし)が線の間に設けられており、鋸歯104は薄膜を貫通する時に長溝内を通過し、細片を弱めることにより袋が取り外される。
第1ソレノイド106を駆動し、同時に線を加熱することにより、シールが付与される。これにより離間する受け台108が下方へ移動させられるとともに、線の隣りで薄膜を保持する。線が加熱されるのと同時に、線は殆ど直ちに外され、薄膜は所定位置に保持されたままにされる。所定時間後(その間、密封温度は低下してゆき、良好な密封が得られる)、第2ソレノイド110が駆動させられて、受け台108が上昇させられるとともに、薄膜は前方へ引っ張られる。各ソレノイドには瞬間に動力が供給されるが、受け台の圧力は必要な期間だけ維持される。ソレノイドにより行われる作動について以下に説明する。
受け台108は交差部材112に取り付けられ、交差部材112は垂直方向のみに移動させられる。垂直方向に往復駆動される部材114が案内ロッド116を介して部材112のいずれかの端部に接続されるとともに、部材112及び114は圧縮ばね118により相互に離間するように付勢される。図5に示す位置において、部材114が下方へ押し出されてばね118を圧縮させることにより、薄膜は線の隣りで保持される。
受け台の圧力を解放し、且つ受け台を上方へ移動させるために、第2ソレノイドが駆動させられ、そのブランジャ120は図面の右側へ移動させられる。プランジャ120は板122に回転可能に接続される。板122の他端はピン124を有しており、ピン124は板を貫通するように延在し、また離間する板126に形成された円形状開口を貫通するように延在する。板126は固定軸128まわりを回転させられる。板126の下端はリンク機構130に回転可能に接続されており、リンク機構130は他端側が軸131により部材114に接続される。ばね132は軸130から上方へ延在しており、軸131をその方向へ付勢する。実線で図示する位置において、ソレノイド110が駆動させられる前に、ばね132はリンク機構122をオーバセンタ位置で保持し、その状態でリンク機構126の下側軸は図5を見た時に固定軸128の下且つ僅かに右側にある。図5にはこの構成は示されていないが、実際には軸は僅かに右側にある。これはオーバセンタ位置として知られている。
ソレノイド110が駆動されると、板126が反時計方向に回転する。僅かに移動した後、ばね118が部材114及び132をその許容最大距離だけ離間させるよう付勢している時には、ばね132が軸130そして部材114を上方へ付勢した状態で、板は中心を越えて元の位置へ移動して、最初は受け台の圧力を薄膜へ解放し、次に受け台を薄膜から離れるように上昇させる。この位置において、板122は図5に破線で示す位置にある
。
。
シールを付与するために、ソレノイド106が駆動させられて、そのプランジャ134は図5を見た時に左側へ移動する。プランジャは板136に回転可能に接続され、ピン124が板136の他端に回転可能に接続される。それ故、この移動によって板126は反時計方向に付勢されて、板126は図5に実線で示す位置へ移動させられる。これにより、ばね118が圧縮させられるにつれて、最初に受け台が下方へ移動させられて薄膜と接触し、次に受け台が薄膜に堅固に付勢させられる。
板126はピン128に関連してのみ回転させられるが、ピン124は板122の長溝138内を滑動することにより、板122に対して回転方向及び並進方向に移動可能である。それ故、実線で示す位置において、ピンは長溝の右側にあり、ソレノイド110の全移動が瞬間的に板122に付与される。プランジャ128が板122を引っ張ると、ピン124は長溝の左端にあり、ソレノイド110は十分な力を伝えて、板126のオーバセンタ動作を解放する。これによりばね132は部材114及び接続部品を上方へ戻す。
各ソレノイドは短く鋭く移動するのみで、その後に消磁されるので、ソレノイドは電力消費量が比較的少なく、且つ比較的安価になる。
図10及び図11に示すように、薄膜140は前述のようにしわが寄せられる。しかしながら本装置では、薄膜内部には何もない。小型の薄膜は概して自立型であり、且つ長手状ボール紙容器142内において結合されていない。容器142は断面が四角形状であり、且つ1つの角部が他の角部よりも上方になるように1個以上V字型支持具144に取り付けられる。支持具144は相互に離間する。容器の前端は水平長溝146を含み、長溝146は容器の1つの角部から他の角部まで略延在する。容器の他端は開口を含む。使用に際して、容器は単に支持具144へ降ろされ、長溝はシールステーションに対向するとともに容器の他端は開口を有する板に接しており、その開口から容器へ、更に管を通るように空気が噴き出される。本実施形態において、駆動ローラを必要とすることなく、薄膜は手動でシールステーションを越えて引っ張られる。
図10及び図11に示すように、薄膜140は前述のようにしわが寄せられる。しかしながら本装置では、薄膜内部には何もない。小型の薄膜は概して自立型であり、且つ長手状ボール紙容器142内において結合されていない。容器142は断面が四角形状であり、且つ1つの角部が他の角部よりも上方になるように1個以上V字型支持具144に取り付けられる。支持具144は相互に離間する。容器の前端は水平長溝146を含み、長溝146は容器の1つの角部から他の角部まで略延在する。容器の他端は開口を含む。使用に際して、容器は単に支持具144へ降ろされ、長溝はシールステーションに対向するとともに容器の他端は開口を有する板に接しており、その開口から容器へ、更に管を通るように空気が噴き出される。本実施形態において、駆動ローラを必要とすることなく、薄膜は手動でシールステーションを越えて引っ張られる。
管を通るように噴出される空気はシールステーションを通過し、シールステーションとシールステーションの下流において管に設けられたシールとの間で、管を膨張させる。次のシールを設ける前に必要な長さの管がシールステーションを通過するように引っ張られるだけで、いかなる長さの袋であっても形成することができる。同様に、袋には所望量の空気を入れることができる。例えば管がシールステーションを通過する際にゆっくりと引っ張り、又は管を引っ張った後に静止させるようにして、単位断面毎により多くの空気が許容され、或いは管を迅速に引っ張り、又は引っ張った直後に密封するようにして、より少ない空気が入れる。或いは又は加えて、より少ない空気を入れるように、管を上方又は下方へ引っ張ってシールステーションから出すようにしてもよい。
図9に示すように、一対の回転ピンチローラ150がシールステーションの直前、直後或いはその両方に設けられてもよい。これらによって管はシールステーションの幅方向に広げられたままで維持される。また、作業者の指が不注意でシールステーションに挟まれるのを阻止する。更に、上流のローラ150はそのまわりで薄膜が伸張させられる伸張板152により当接させられ、板152がシールステーションに到達するのが阻止される。板152は凹まされた前縁154を有し、空気は管内において板を流通させられる。ローラの幾つか或いは全部がその全長に沿ってキャスティレートされ、軸長さに沿って外径を変化させることにより、空気をより簡単に流通させて、管の膨張を促進してもよい。
本願に関連して本明細書と同時に、或いは本明細書より以前に提出され、且つ本明細書と共に公開される全ての論文及び文書が注目される。また、これら全論文及び文書の内容
はここに言及することにより組み入れられる。
はここに言及することにより組み入れられる。
本明細書(添付の請求の範囲、要約書及び図面を含む)に開示された全ての特徴、及び/又はこれまでに開示された方法又は処理の全工程はどのように組み合わされてもよいが、このような特徴及び/又は工程の少なくとも幾つかが相互に両立しない組み合わせは除く。
本明細書(添付の請求の範囲、要約書及び図面を含む)に開示された各構成は同じ、同等又は同様な目的を果たす代替の構成に置き換えられてもよいが、別の方法が明言されている場合を除く。従って、別の方法が明言されていない限り、開示する各構成は同等又は同様な構成の包括的な一連物の一例に過ぎない。
本発明は前記(複数の)実施形態の詳細に限定されない。本発明は本明細書(添付の請求の範囲、要約書及び図面を含む)に開示される構成の新規のもの、或いは新規な組み合わせにまで拡大されるとともに、これまでに開示された方法又は処理における工程の新規なもの、或いは新規な組み合わせにまで拡大される。
Claims (88)
- エアバッグ製造装置であって、シールステーションへ供給されるように構成される薄膜管を含み、シールステーションは使用により、管の幅方向にシールを適用し、離間した2個のシール間において管内に空気を封じ込めるように構成されており、空気は管の開放端から管を通り、離間した2個のシール間で封じ込められるように供給されることを特徴とするエアバッグ製造装置。
- 管は供給ステーションからシールステーションへ供給されるように構成されることを特徴とする請求項1に記載の装置。
- 供給ステーションは管を通る通路を維持するように構成されることを特徴とする請求項2に記載の装置。
- 離間した2個のシール間で封じ込められる空気は、しわが寄せられた管の全長に沿って管の中に何もない状態で、管の内壁を通過するように構成されることを特徴とする請求項1乃至3のいずれか一項に記載の装置。
- 供給ステーションは中空部材を含み、管は中空部材の周囲に配置されることを特徴とする請求項2、3又は4に記載の装置。
- 離間した2個のシール間に封じ込められる空気は、中空部材の内部を通過するように構成されることを特徴とする請求項5に記載の装置。
- 離間した2個のシール間に封じ込められる空気は、管の露出内壁を越えて管の内部を通過するように構成されることを特徴とする請求項1乃至6のいずれか一項に記載の装置。
- 管はしわが寄せられることを特徴とする請求項1乃至7のいずれか一項に記載の装置。
- 管はその軸方向範囲においてしわが寄せられることを特徴とする請求項8に記載の装置。
- 管から袋が形成される前に管にしわが寄せられ、しわが寄せられた管の長さと伸長させられた時の管の長さの比率は1対2より大きいことを特徴とする請求項8又は9に記載の装置。
- しわが寄せられた管はその全長中に開口を維持するように構成されることを特徴とする請求項8乃至10のいずれか一項に記載の装置。
- 管にしわを寄せる間に引き起こされる圧縮によって管の全長中に開口を維持するだけで、しわが寄せられた管は開口を維持するように構成されることを特徴とする請求項11に記載の装置。
- 供給ステーションは装置に取り外し可能に取り付けられることを特徴とする請求項2又は請求項2の従属項に記載の装置。
- 以前の供給ステーションがもはや必要なくなった時に、異なる供給ステーションが使用されることを特徴とする請求項13に記載の装置。
- 供給ステーションを取り付ける間に、供給ステーションは装置と部分的に係合し、且つ管の長手軸に対して少なくとも一つの軸方向へ移動するように構成されることを特徴とする
請求項2又は請求項2の従属項に記載の装置。 - 供給ステーションを取り付ける間に、供給ステーションは弾性付勢力に抗して少なくとも一つの軸方向へ移動するように構成されることを特徴とする請求項15に記載の装置。
- 供給ステーションが装置に取り付けられる時には、装置により所定位置に保持され、供給ステーションがシールステーションへ向けて更に移動するのを阻止するように構成されることを特徴とする請求項2又は請求項2の従属項に記載の装置。
- 供給ステーションはその下方から支持されるように構成されることを特徴とする請求項2又は請求項2の従属項に記載の装置。
- 薄膜管は管を横断する方向に寸法がより大きい伸張機を、他のシールステーションによって形成されるシールが次に管を横断する方向に形成されるように通過させられることを特徴とする請求項1乃至請求項18のいずれか一項に記載の装置。
- 伸張機は中空であることを特徴とする請求項19に記載の装置。
- 伸張機は空気を通過させるように構成されており、空気は離間した2個のシール間で封じ込められる空気であることを特徴とする請求項20に記載の装置。
- 空気が管へ供給される時に、空気は伸張機の少なくとも1個の面上を流れるように構成されることを特徴とする請求項19、20又は21に記載の装置。
- 伸張機は供給ステーションの下流に配置されることを特徴とする請求項19乃至請求項22のいずれか一項に記載の装置。
- 伸張機は供給ステーションに固定されることを特徴とする請求項19乃至請求項23のいずれか一項に記載の装置。
- 伸張機は薄膜によって薄膜内に保持されるように構成されることを特徴とする請求項19乃至請求項24のいずれか一項に記載の装置。
- 薄膜をシールステーションへ供給するように構成される駆動手段を含むことを特徴とする請求項1乃至請求項25のいずれか一項に記載の装置。
- 薄膜は手動でシールステーションを通り引き出されるように構成されることを特徴とする請求項1乃至請求項26のいずれか一項に記載の装置。
- シールステーションは管が静止している時にシールを施すように構成されることを特徴とする請求項1乃至請求項27のいずれか一項に記載の装置。
- シールステーションは管が移動している時にシールを施すように構成されることを特徴とする請求項1乃至請求項27のいずれか一項に記載の装置。
- シールステーションは熱を加えることによりシールを施し、次にシールステーションで管を保持するように構成されることを特徴とする請求項28又は29に記載の装置。
- シールステーションは熱を加えてシールを施し、次に例えば熱により誘発された温度が減少する所定期間等の一定時間、シールステーションで管を保持するように構成されること
を特徴とする請求項30に記載の装置。 - シールステーションはシールアクチュエータを含み、シールアクチュエータは薄膜をシール手段と隣接するように移動させることを特徴とする請求項1乃至請求項31のいずれか一項に記載の装置。
- アクチュエータは薄膜をシールステーションと隣接する状態で保持するように構成されることを特徴とする請求項32に記載の装置。
- アクチュエータにより作用させられる力がもはや付与されなくなった後に、アクチュエータは薄膜をシール部材と隣接する状態で保持するように構成されることを特徴とする請求項33に記載の装置。
- アクチュエータにより作用させられる力がアクチュエータの作動時にオーバセンタ位置へ移動させられるリンク機構によりもはや付与されなくなった後に、アクチュエータは薄膜をシール部材と隣接する状態で保持するように構成されることを特徴とする請求項34に記載の装置。
- 薄膜のシール手段に対する隣接保持を解放するように構成される解放アクチュエータを含むことを特徴とする請求項1乃至請求項35のいずれか一項に記載の装置。
- 解放アクチュエータはリンク機構を移動させるように構成されており、リンク機構は中心を越えてオーバセンタ位置に戻ることを特徴とする請求項36に記載の装置。
- シールアクチュエータ及び解放アクチュエータは、作動時に反対方向へ移動するように構成されることを特徴とする請求項32乃至請求項35のいずれか一項に従属する請求項36又は請求項37に記載の装置。
- シールアクチュエータ及び解放アクチュエータはリンク機構に接続されることを特徴とする請求項32乃至請求項35のいずれか一項に従属する請求項36乃至請求項38のいずれか一項に記載の装置。
- リンク機構は軸リンク機構であることを特徴とする請求項39に記載の装置。
- リンク機構はロストモーション効果を含むことを特徴とする請求項39又は40に記載の装置。
- シールステーションは手動操作可能であることを特徴とする請求項1乃至請求項41のいずれか一項に記載の装置。
- シールステーションは自動操作可能であることを特徴とする請求項1乃至請求項42のいずれか一項に記載の装置。
- シールステーションは隣接する一対のシールを形成するように構成されることを特徴とする請求項1乃至請求項43のいずれか一項に記載の装置。
- シールステーションはシール操作を行う時に、隣接するシール間において管の弱化をもたらすように構成されることを特徴とする請求項44に記載の装置。
- シールステーションの操作頻度は調節可能であることを特徴とする請求項1乃至請求項4
5のいずれか一項に記載の装置。 - シールステーションを通過する管の送り速度は調節可能であることを特徴とする請求項1乃至請求項46のいずれか一項に記載の装置。
- 離間する2個のシール間において管に封じ込められる空気はファンにより供給されることを特徴とする請求項1乃至請求項47のいずれか一項に記載の装置。
- 離間する2個のシール間において管に封じ込められる空気は、管の上流端へ供給されるように構成されることを特徴とする請求項48に記載の装置。
- 空気は薄膜容器の開口を通り、管の上流端へ供給されるように構成されることを特徴とする請求項49に記載の装置。
- 空気収容袋の形成方法であって、袋が形成される管の一端から管を通りシールステーションを通過するように空気を管へ供給する工程と、シールステーションにより管を横切る方向にシールをもたらす工程とを含むことを特徴とする方法。
- 管の内壁と流体連通する管を通るように空気を供給する工程を含むことを特徴とする請求項51に記載の方法。
- 管にしわが寄せられた状態で、空気を管を通過させる工程を含むことを特徴とする請求項51又は52に記載の方法。
- 管は自然に湾曲させられた状態で、管を貫通する空の開口を維持するようにしわが寄せられていることを特徴とする請求項53に記載の方法。
- しわが寄せられた薄膜の供給物を取り出す工程と、薄膜をシールステーションへ移動させる工程とを含むことを特徴とする請求項53又は54に記載の方法。
- 管を収容する容器を供給することにより薄膜の供給物を取り替えることを特徴とする請求項51乃至請求項55のいずれか一項に記載の方法。
- 容器を上方に面する支持具まで降下させる工程を含むことを特徴とする請求項56に記載の方法。
- 機械に管を装着した時に、管を伸張機を通過させる工程を含むことを特徴とする請求項51乃至請求項57のいずれか一項に記載の方法。
- 空気を管へ供給した時に、空気を伸張機のまわりを通過させる工程を含むことを特徴とする請求項51乃至請求項58のいずれか一項に記載の方法。
- 管で伸張機を支持する工程を含むことを特徴とする請求項51乃至請求項59のいずれか一項に記載の方法。
- モーメント力を薄膜の供給物に作用させることなく管を支持する工程を含むことを特徴とする請求項51乃至請求項60のいずれか一項に記載の方法。
- シールステーションの下流位置で袋を機械から取り出す工程を含むことを特徴とする請求項51乃至請求項61のいずれか一項に記載の方法。
- 管を介して供給される空気によって管を供給ステーションを通過するように付勢する工程を含むことを特徴とする請求項51乃至請求項62のいずれか一項に記載の方法。
- シール間における袋の長さを変更することにより、袋の全長を変更する工程を含むことを特徴とする請求項51乃至請求項63のいずれか一項に記載の方法。
- 所定長さの袋に入れられる空気量を変更する工程を含むことを特徴とする請求項51乃至請求項64のいずれか一項に記載の方法。
- 充填機を含み、充填機は第1量の空気を有する第1長さの袋を形成し、次に第2量の空気を有する第1長さの袋を形成することを特徴とする請求項51乃至請求項65のいずれか一項に記載の方法。
- 充填機を含み、充填機は第1量の空気を有する第1長さの袋を形成し、次に第3量の空気を有する第2長さの袋を形成することを特徴とする請求項51乃至請求項66のいずれか一項に記載の方法。
- 第3量の空気は第1長さを備えた先の袋と同じ空気量であることを特徴とする請求項67に記載の方法。
- 請求項1乃至請求項50のいずれか一項に記載の装置を使用する請求項51乃至請求項68のいずれか一項に記載の袋形成方法。
- 使用においてエアバッグに形成されるカートリッジであって、エアバッグが形成される長手状管を含み、管はその全長中に通路を含み、使用においてエアバッグ内に空気を含むように空気は通路を通過させられることを特徴とするカートリッジ。
- 空気が薄膜を通過させられない時であっても通路は開放されるように構成されることを特徴とする請求項70に記載のカートリッジ。
- 管はその長手軸に沿ってしわが寄せられており、しわが寄せられた薄膜の全長は伸張させられた薄膜の全長よりも短いことを特徴とする請求項70に記載のカートリッジ。
- 通路はしわが寄せられた薄膜が常態で果たす屈曲中に開放するように構成されることを特徴とする請求項71又は72に記載のカートリッジ。
- 容器を含み、薄膜は容器内に配置されることを特徴とする請求項70乃至請求項73のいずれか一項に記載のカートリッジ。
- 薄膜はその側面まわりが容器から離れていることを特徴とする請求項74に記載のカートリッジ。
- 薄膜は容器の少なくとも一端から離れていることを特徴とする請求項74又は75に記載のカートリッジ。
- 管の中に延在する長手状部材を含み、空気は長手状部材内を流通するように構成されることを特徴とする請求項70乃至請求項76のいずれか一項に記載のカートリッジ。
- 長手状部材はキャリヤを含むことを特徴とする請求項77に記載のカートリッジ。
- 請求項51乃至請求項69のいずれか一項に記載の方法において使用され、或いは請求項1乃至請求項50のいずれか一項に記載の装置において使用される請求項70乃至請求項78のいずれか一項に記載のカートリッジ。
- エアバッグに形成される中空管の供給物にしわを寄せる方法であって、管の一部が芯を包囲するように芯と管を相対移動させ、次に管の長手方向範囲を減少させてより多くの管に芯を包囲させる工程を含むことを特徴とする方法。
- 内側断面積が芯の外側断面積よりも大きい管を装着する工程を含むことを特徴とする請求項80に記載の方法。
- 管を芯へ移動させる工程を含むことを特徴とする請求項80又は81に記載の方法。
- 摩擦駆動により管を芯へ移動させる工程を含むことを特徴とする請求項82に記載の方法。
- 第1駆動装置及び第2駆動装置よって管を芯へ移動させる工程を含み、第1駆動装置は管を芯に沿って第1方向へ移動させ、第2駆動装置は第1駆動装置が第2方向に作動する相対位置を移動させることを特徴とする請求項82又は83に記載の方法。
- 第1及び第2駆動装置は同時に作動することを特徴とする請求項84に記載の方法。
- しわが寄せられた管を芯から取り外す工程を含むことを特徴とする請求項80乃至請求項81のいずれか一項に記載の方法。
- 管からエアバッグを形成する前に、しわが寄せられた管を芯から取り外す工程を含むことを特徴とする請求項86に記載の方法。
- 請求項78乃至請求項84のいずれか一項に記載の中空薄膜供給物へのしわ寄せ方法であって、請求項69乃至請求項77のいずれか一項に記載の薄膜カートリッジにおいて、或いは請求項50乃至請求項67のいずれか一項に記載の方法において使用され、或いは請求項1乃至請求項49のいずれか一項に記載の装置において使用されるしわが寄せられた中空薄膜を使用する工程を含むことを特徴とする方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB0300747A GB0300747D0 (en) | 2003-01-14 | 2003-01-14 | Manufacture of air bags |
| GB0311246A GB0311246D0 (en) | 2003-01-14 | 2003-05-16 | Manufacture of air bags |
| PCT/GB2004/000053 WO2004062902A1 (en) | 2003-01-14 | 2004-01-12 | Manufacture of air bags |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2006518310A true JP2006518310A (ja) | 2006-08-10 |
| JP2006518310A5 JP2006518310A5 (ja) | 2007-02-08 |
Family
ID=32715167
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2006500185A Pending JP2006518310A (ja) | 2003-01-14 | 2004-01-12 | エアバッグ製品 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20060197315A1 (ja) |
| EP (1) | EP1594685B1 (ja) |
| JP (1) | JP2006518310A (ja) |
| AT (1) | ATE365101T1 (ja) |
| DE (1) | DE602004007107T2 (ja) |
| DK (1) | DK1594685T3 (ja) |
| ES (1) | ES2285406T3 (ja) |
| WO (1) | WO2004062902A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9950491B2 (en) * | 2014-04-04 | 2018-04-24 | Pregis Innovative Packaging Llc | Flexible nozzle for inflation and sealing device |
| CN105151416B (zh) * | 2015-09-18 | 2017-10-17 | 中国科学院合肥物质科学研究院 | 一种型材自动封袋封口装置 |
| CN112092454B (zh) * | 2020-09-21 | 2022-04-22 | 盐城工学院 | 一种高效防泄漏双层吨袋贴合充气装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH366794A (de) * | 1959-03-10 | 1963-01-15 | Klopfer Albert | Verpackungspolstermaterial sowie Verfahren und Maschine zu dessen Herstellung |
| US4467499A (en) * | 1981-05-01 | 1984-08-28 | Union Carbide Corporation | Stuffing method and apparatus |
| US4683615A (en) * | 1985-10-15 | 1987-08-04 | Delaware Capital Formation, Inc. | Shirring device |
| DE8813273U1 (de) * | 1988-10-22 | 1988-12-15 | Hoechst Ag, 6230 Frankfurt | Geraffter Verpackungsschlauch |
| GB2232951B (en) * | 1989-06-19 | 1993-02-24 | Process Improvements Ltd | Apparatus for producing layered tubes or rings |
| JPH0880796A (ja) * | 1994-09-14 | 1996-03-26 | Takata Kk | 樹脂製エアバッグ |
| US5755457A (en) * | 1995-11-30 | 1998-05-26 | Becker Group Europe Gmbh | Air bag device |
| US5778642A (en) * | 1996-06-28 | 1998-07-14 | Free-Flow Packaging International, Inc. | System and method for use of loose fill packing materials |
-
2004
- 2004-01-12 AT AT04701386T patent/ATE365101T1/de not_active IP Right Cessation
- 2004-01-12 US US10/542,267 patent/US20060197315A1/en not_active Abandoned
- 2004-01-12 EP EP04701386A patent/EP1594685B1/en not_active Expired - Lifetime
- 2004-01-12 DE DE602004007107T patent/DE602004007107T2/de not_active Expired - Lifetime
- 2004-01-12 JP JP2006500185A patent/JP2006518310A/ja active Pending
- 2004-01-12 ES ES04701386T patent/ES2285406T3/es not_active Expired - Lifetime
- 2004-01-12 WO PCT/GB2004/000053 patent/WO2004062902A1/en active IP Right Grant
- 2004-01-12 DK DK04701386T patent/DK1594685T3/da active
Also Published As
| Publication number | Publication date |
|---|---|
| EP1594685B1 (en) | 2007-06-20 |
| DE602004007107T2 (de) | 2008-02-07 |
| EP1594685A1 (en) | 2005-11-16 |
| DE602004007107D1 (de) | 2007-08-02 |
| ATE365101T1 (de) | 2007-07-15 |
| US20060197315A1 (en) | 2006-09-07 |
| WO2004062902A1 (en) | 2004-07-29 |
| DK1594685T3 (da) | 2007-10-15 |
| ES2285406T3 (es) | 2007-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2207720B1 (en) | Inflation and sealing device with disengagement mechanism | |
| US7163503B2 (en) | Compact apparatus and system for creating and dispensing cushioning dunnage | |
| JP6499640B2 (ja) | 交換可能なブレード | |
| US6971221B2 (en) | Packaging method and apparatus | |
| US11066202B2 (en) | Bagging machine and method | |
| JP2010516568A (ja) | 封入物充填済みパッキングを製造するための方法および装置 | |
| US20060201106A1 (en) | Machine to make E-Z open pouch with flap and bulge | |
| US9067378B2 (en) | Inflation and sealing device with rotary cutter | |
| AU743426B2 (en) | Apparatus and method for making bags of different dimensions | |
| MX2008013567A (es) | Metodo y aparato para fabricar almohadillas de espuma in situ con distribucion selectiva de espuma. | |
| JPH0740909A (ja) | パッケージを形成し充填し密封する方法及び装置 | |
| JP2016515497A (ja) | 側方および先端出口を有するノズル | |
| MX2013014565A (es) | Sistema dispensador y de sellado. | |
| US20040256373A1 (en) | Heat seal apparatus, bag machine, and bag edge forming apparatus | |
| JP5008888B2 (ja) | 縦型多列自動包装機の横シール機構 | |
| JP2006518310A (ja) | エアバッグ製品 | |
| JP3612647B2 (ja) | 袋詰品シール装置 | |
| US4139979A (en) | Apparatus for sealing the heads of containers | |
| US5956929A (en) | Packaging system for the tube stock continuous film media | |
| GB2435444A (en) | Airbag / dunnage manufacture | |
| EP2948377B1 (en) | Form, fill and seal packaging machine | |
| EP1386841A2 (en) | Method and machine for forming a sealed air bag | |
| JP4164766B2 (ja) | 袋詰品シール方法 | |
| PT1594685E (pt) | Fabrico de sacos de ar. | |
| JP2002302104A (ja) | 包装充填機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20061208 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090915 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100302 |