JP2006306263A - ステアリング装置 - Google Patents
ステアリング装置 Download PDFInfo
- Publication number
- JP2006306263A JP2006306263A JP2005131489A JP2005131489A JP2006306263A JP 2006306263 A JP2006306263 A JP 2006306263A JP 2005131489 A JP2005131489 A JP 2005131489A JP 2005131489 A JP2005131489 A JP 2005131489A JP 2006306263 A JP2006306263 A JP 2006306263A
- Authority
- JP
- Japan
- Prior art keywords
- column
- inner diameter
- diameter hole
- steering device
- steering
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D1/00—Steering controls, i.e. means for initiating a change of direction of the vehicle
- B62D1/02—Steering controls, i.e. means for initiating a change of direction of the vehicle vehicle-mounted
- B62D1/16—Steering columns
- B62D1/18—Steering columns yieldable or adjustable, e.g. tiltable
- B62D1/184—Mechanisms for locking columns at selected positions
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Mechanical Engineering (AREA)
- Steering Controls (AREA)
Abstract
【課題】 テレスコピック位置調整時の操作力を軽減し、クランプ時のクランプ力を向上させて、操舵感を向上させたステアリング装置を提供する。
【解決手段】 ダイキャスト鋳造の工程で、アウターコラム4の素材孔40の下方に、中子で逃げ部45を形成しておく。次に、アウターコラム4の素材孔40に内径孔41を(3B)の工程で加工した後、すり割りLを(3C)の工程で加工する。すると、アウターコラム4が残留応力等の影響で変形して、内径孔41が、すり割りLと内径孔41との交点近傍で中心側に突出しても、逃げ部45があるため、内径孔41の真円度に悪影響を与えない。
【選択図】 図2
【解決手段】 ダイキャスト鋳造の工程で、アウターコラム4の素材孔40の下方に、中子で逃げ部45を形成しておく。次に、アウターコラム4の素材孔40に内径孔41を(3B)の工程で加工した後、すり割りLを(3C)の工程で加工する。すると、アウターコラム4が残留応力等の影響で変形して、内径孔41が、すり割りLと内径孔41との交点近傍で中心側に突出しても、逃げ部45があるため、内径孔41の真円度に悪影響を与えない。
【選択図】 図2
Description
本発明はステアリング装置、特に、運転者の体格や運転姿勢に応じて、ステアリングホイールのテレスコピック位置を調整することができるテレスコピック式、または、二次衝突時に、ステアリングホイールが車体前方側にコラプス移動するコラプス式のステアリング装置に関する。
テレスコピック式、または、コラプス式のステアリング装置では、通常の運転状態では、アウターコラムに対してインナーコラムを強固にクランプして、ステアリングホイールに曲げ荷重や軸方向の押圧荷重が作用しても、インナーコラムが動くことが無いようにしている。
特許文献1のステアリング装置は、アウターコラムにすり割りを入れることで、クランプ時にアウターコラムを円滑に撓ませて、アウターコラムの内径孔をインナーコラムの外径部に密着させ、大きなクランプ力を確保するようにしている。
しかしながら、アウターコラムにすり割りを入れた後で、アウターコラムの内径孔を加工すると、アウターコラムの剛性が低下するために、内径加工時にびびりが生じ、内径孔の加工精度を確保するのが困難になる。
また、アウターコラムの内径孔を加工した後で、アウターコラムにすり割りを入れると、アウターコラムが残留応力等の影響で変形するため、内径孔が変形し、内径孔の寸法精度の確保が困難になる。
その結果、寸法精度の低いアウターコラムの内径孔に、インナーコラムの真円の外径部を嵌合することになるため、クランプ解除時に、ステアリングホイールのテレスコピック位置調整時の操作感が悪くなってしまう。また、コラプス移動を行うものでは、コラプス動作が不安定になってしまう。
本発明は、ステアリングホイールのテレスコピック位置調整時の操作力を軽減し、操舵感を向上させたステアリング装置を提供することを課題とする。
上記課題は以下の手段によって解決される。すなわち、第1番目の発明は、車体後方側にステアリングホイールを装着したステアリングシャフトを回転可能に軸支するインナーコラム、上記インナーコラムをテレスコピック位置調整可能に内嵌したアウターコラム、上記アウターコラムにすり割りを介して互いに接近離反可能に形成され、上記インナーコラムの外径部に当接する内径孔を備えた一対のクランプ部材、上記一対のクランプ部材を接近離反させて、上記インナーコラムを上記アウターコラムの内径孔でクランプ/アンクランプする締付け装置、上記クランプ部材のすり割り加工部近傍位置に、上記インナーコラムの外径部と上記クランプ部材の内径孔との間の隙間を拡張する逃げ部を形成したことを特徴とするステアリング装置である。
第2番目の発明は、第1番目の発明のステアリング装置において、上記逃げ部は、上記クランプ部材にすり割りを加工した時に、上記クランプ部材の内径孔に内径孔の軸心側に突出した変形部が生じる位相位置に形成したことを特徴とするステアリング装置である。
第3番目の発明は、第1番目または第2番目のいずれかの発明のステアリング装置において、上記逃げ部は、上記インナーコラムの外径部、または、上記クランプ部材の内径孔のいずれか一方に形成されていることを特徴とするステアリング装置である。
第4番目の発明は、第3番目の発明のステアリング装置において、上記クランプ部材の内径孔の逃げ部は、上記アウターコラムを鋳造する時の中子形状によって成形されていることを特徴とするステアリング装置である。
第5番目の発明は、車体後方側にステアリングホイールを装着したステアリングシャフトを回転可能に軸支するインナーコラム、上記インナーコラムを円筒状のブッシュを介してテレスコピック位置調整可能に内嵌したアウターコラム、上記アウターコラムにすり割りを介して互いに接近離反可能に形成され、上記ブッシュの外径部に当接する内径孔を備えた一対のクランプ部材、上記一対のクランプ部材を接近離反させて、上記インナーコラムを上記アウターコラムの内径孔で上記ブッシュを介してクランプ/アンクランプする締付け装置、上記クランプ部材のすり割り加工部近傍位置に、上記ブッシュの外径部と上記クランプ部材の内径孔との間の隙間を拡張する逃げ部を上記ブッシュの外径部に形成したことを特徴とするステアリング装置である。
第6番目の発明は、第5番目の発明のステアリング装置において、上記逃げ部は、上記クランプ部材にすり割りを加工した時に、上記クランプ部材の内径孔に内径孔の軸心側に突出した変形部が生じる位相位置に形成したことを特徴とするステアリング装置である。
第7番目の発明は、第5番目または第6番目のいずれかの発明のステアリング装置において、上記逃げ部は、上記ブッシュの外径部にすり割り状または溝状に形成されていることを特徴とするステアリング装置である。
第8番目の発明は、第1番目から第7番目までのいずれかの発明のステアリング装置において、上記すり割りは、上記クランプ部材の内径孔の軸心を通って上記クランプ部材を分断していることを特徴とするステアリング装置である。
本発明のステアリング装置では、クランプ部材にすり割りを加工した時に、クランプ部材の内径孔に内径孔の軸心側に突出した変形部が形成される位相位置に、インナーコラムの外径部とクランプ部材の内径孔との間の隙間を拡張する逃げ部を形成している。従って、クランプ部材の内径孔に変形部があっても、インナーコラムの外径部とクランプ部材の内径孔が確実に密着し、クランプ時のクランプ力が向上し、ステアリングホイールのテレスコピック位置調整時の操作力を軽減して、操舵感を向上させることが可能となる。
* 第1の実施形態
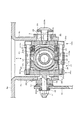
図1は、本発明の第1の実施形態のステアリング装置を示し、チルト/テレスコピック式ステアリング装置に適用した例を示す正面図である。図2(1)は図1のA−A断面図、図2(2)は図2(1)のB−B断面図である。
図1は、本発明の第1の実施形態のステアリング装置を示し、チルト/テレスコピック式ステアリング装置に適用した例を示す正面図である。図2(1)は図1のA−A断面図、図2(2)は図2(1)のB−B断面図である。
図1および図2に示すように、ステアリングシャフトは、車体後方側端部にステアリングホイール36を装着したアッパーシャフト1と、これにスプライン嵌合したロアーシャフト2とから伸縮自在に構成されている。ステアリングコラムは、アッパーシャフト1を上端部で図示しない軸受を介して回転自在に支持するアッパー側のインナーコラム3と、ロアーシャフト2を下端部で図示しない軸受を介して回転自在に支持すると共に、インナーコラム3に外嵌したロアー側のアウターコラム4とから摺動自在に構成されている。
このロアー側のアウターコラム4の周囲には、チルト調整用溝5を有するブラケット6が設けられている。ブラケット6は車体に接続されるフランジ部6aを有し、全体として下向きに逆U字形状をしており、対向側板部6b、6cを一体に形成している。
ブラケット6のロアー側には、ブラケット6の対向側板部6b、6cの内側に両側端が接触するように、ボス部8がアウターコラム4の前方端に一体的に形成してある。このブラケット6の対向側板部6b、6c、およびボス部8には、スペーサ筒9を介して、チルト中心ボルト10が通挿されている。これにより、ロアー側のアウターコラム4は、このチルト中心ボルト10を中心として傾動できるようになっている。
ロアー側のアウターコラム4は、アッパーシャフト1とロアーシャフト2との嵌合部をほぼ覆う位置まで後方に延びている。このアウターコラム4の後方側は、ある長さ範囲にわたり下方に延び、軸方向のすり割りLが形成されて、アッパー側のインナーコラム3を包持してクランプするための一対のクランプ部材12a、12bが形成されている。
クランプ部材12a、12bは、それぞれインナーコラム3の円筒形の外径部37に適合する形状の円筒形の内径孔41と、ブラケット6の対向側板部6b、6cの内側に接触する外側面42a、42bとを有している。すり割りLは、図2で見て、内径孔41の軸心を通る下方側に、クランプ部材12a、12bを二等分する位置に形成されている。
クランプ部材12a、12bの内径孔41と、インナーコラム3の外径部37との間の隙間には、薄い円筒状のブッシュ43が挿入されている。内径孔41には、すり割りLを挟んで両側に逃げ部45、45が形成されている。逃げ部45、45は、内径孔41よりも大径に形成されて、ブッシュ43との間の隙間を大きく確保している。
図2で、アウターコラム4の上方部中央に形成された雌ネジ44には、ストッパー部材11がねじ込まれている。このストッパー部材11は、アウターコラム4の外径部に当接する頭部11aと、インナーコラム3に形成した軸方向長溝3bに係合する下端の軸部11bとから一体的に構成されている。
このように、インナーコラム3の軸方向長溝3bに、ストッパー部材11の軸部11bが係合している。従って、このストッパー部材11は、回転方向(周方向)に対するストッパーとして働き、両コラム3、4は、回転方向に対しては、摩擦のみによる保持だけでなく、このストッパー部材11によって機械的に保持されている。
さらに、テレスコピック摺動時、ストッパー部材11の軸部11bが、インナーコラム3の軸方向長溝3b内を移動することができ、ストッパー部材11の軸部11bが軸方向長溝3bの端部に当接すると、テレスコピック摺動するインナーコラム3のための軸方向に対するストッパーとして働く。
クランプ部材12a、12bに形成された貫通孔121a、121bには、締付けボルト13が図2の左右方向に挿通されている。また、締付けボルト13の左側には、操作レバー16が取り付けられていると共に、カムロック機構が設けられている。このカムロック機構は、操作レバー16と一体的に回転する第1カム部材17と、この第1カム部材17の回転に伴って、第1カム部材17の山部または谷部に係合しながら軸方向に移動して、ロックまたはロック解除する、非回転の第2カム部材18とから構成されている。
第2カム部材18は、チルト調整用溝5に嵌合することにより常時非回転に構成されている。締付けボルト13の左端に形成された雄ネジ132にはナット31がねじ込まれて締付けボルト13に固着され、ナット31と操作レバー16の外側との間には、軸受32が挟持されている。
締付けボルト13の右端には円盤状の頭部131が形成され、頭部131には矩形板状の移動歯29が取付けられている。移動歯29の内側面には、図2(1)の紙面に直交する方向に平行に延びる鋸歯状の歯が形成されている。また、対向側板部6cの外側面には、紙面に直交する方向に平行に延びる鋸歯状の固定歯30が形成されており、チルト調整時に固定歯30に移動歯29の歯が噛み合って、チルト位置を保持する。
移動歯29と対向側板部6cの外側面との間には、板バネ291が装着され、クランプ解除時に板バネ291の付勢力によって、移動歯29と固定歯30との噛み合いを強制的に解除させる。
図13は、本発明の第1の実施形態のステアリング装置に逃げ部45を形成する工程を示す説明図である。図13の中段の(2A)、(2B)、(2C)は、従来のアウターコラム4の製造工程を示すものであり、本発明の逃げ部45を形成する工程との差を解りやすくするためのものである。
従来は、アウターコラム4の素材孔40に内径孔41を(2B)の工程で加工した後、すり割りLを(2C)の工程で加工している。すると、アウターコラム4が残留応力等の影響で変形して、内径孔41に、すり割りLと内径孔41との交点近傍に、アウターコラム4の軸心側に突出した変形部41a、41aができるため、内径孔41の真円度が悪くなる。
本発明の第1の実施形態のステアリング装置では、図13の下段の(3A)に示すように、ダイキャスト鋳造の工程で、アウターコラム4の素材孔40の下方に、中子で逃げ部45を形成しておく。次に、アウターコラム4の素材孔40に内径孔41を(3B)の工程で加工した後、すり割りLを(3C)の工程で加工する。
すると、アウターコラム4が残留応力等の影響で変形して、内径孔41が、すり割りLと内径孔41との交点近傍で軸心側に突出しても、逃げ部45があるため、内径孔41の真円度に悪影響を与えない。
図13の下段の(3D)は、図13の中段の(2C)の状態のアウターコラム4の内径孔41に逃げ部45を追加工して、変形部41a、41aを取り除くことにより、真円度が悪化した内径孔41の真円度を向上させるようにした例である。
図13の上段の(1)は、アウターコラム4を縮径するために作用するクランプ荷重F1、F2と、このクランプ荷重によって縮径したアウターコラム4の内径孔41が、インナーコラム3の外径部37を押圧する力P1、P2、P3を示した説明図である。
第1の実施形態では、アウターコラム4には、下方部中央に一個のすり割りLが形成されているので、図13の上段の(1)に示すように、チルト・テレスコピックの締め付けを行うと、アウターコラム4の下方にクランプ荷重F1、F2が水平方向に作用する。
このクランプ荷重F1、F2によって、インナーコラム3の外径部37を押圧する力は、第1の実施形態の場合には、アウターコラム4の上方部中央位置の力P1、力P1から反時計方向に、例えば略120度離れた位置の力P2、力P1から時計方向に、例えば略120度離れた位置の力P3が大きくなる。
従って、クランプ時に、アウターコラム4の内径孔41がインナーコラム3の外径部37を押圧する力が大きくなるようにするために、逃げ部45は、力P1、P2、P3の位置を避けた位相の位置に形成されている。
チルト・テレスコピックの締付時に、操作レバー16を一方向に揺動すると、第1カム部材17が同時に回転して、第2カム部材18の谷部から山部に移動する。この結果、第2カム部材18が図2の右方に移動し、頭部131に押された移動歯29が図2の左方に移動して、締付けボルト13により、ブラケット6の対向側板部6b、6cがアウターコラム4の外側面42a、42bを押圧する。
これにより、これら一対のクランプ部材12a、12bが互いに接近するように移動して、アウターコラム4の内径孔41がインナーコラム3の外径部37を包持するようにクランプする。内径孔41が真円から突出して変形する位置には逃げ部45がある。従って、アウターコラム4の内径孔41は、最も大きな力が作用する力P1、P2、P3の三箇所の位置で、インナーコラム3の外径部37を強く押圧し、インナーコラム3を大きな力でクランプすることが可能となる。
一方、チルト・テレスコピックの解除時に、操作レバー16を逆方向に揺動すると、第1カム部材17が同時に回転して、第2カム部材18の山部から谷部に移動する。その結果、第2カム部材18が図2の左方に移動し、板バネ291の付勢力によって押された移動歯29が図2の右方に移動して、固定歯30との噛み合いが強制的に解除される。これによって、ブラケット6の対向側板部6b、6cのアウターコラム4の外側面42a、42bへの圧接が解除され、一対のクランプ部材12a、12bが離間する。
これにより、チルト調整の場合には、締付けボルト13をチルト調整用溝5に沿って移動し、チルト中心ボルト10を中心として、アウターコラム4およびインナーコラム3を傾動し、ステアリングホイール36の傾斜角度を所望の角度位置に調整することができる。
テレスコピック調整の場合には、内径孔41が真円から突出して変形する位置には逃げ部45があるため、内径孔41はインナーコラム3の外径部37から確実に離れる。従って、ロアー側のアウターコラム4に対して、アッパー側のインナーコラム3を小さな力で軸方向に摺動し、ステアリングホイール36の軸方向位置を所望のテレスコピック位置に調整することができる。
* 第2の実施形態
次に本発明の第2の実施形態について説明する。図3は本発明の第2の実施形態のチルト/テレスコピック式ステアリング装置を示す図1のA−A断面図相当である。以下の説明では、上記実施形態と異なる構造部分についてのみ説明し、重複する説明は省略する。第2の実施形態は、逃げ部をインナーコラム3の外径部37側に形成した例である。
次に本発明の第2の実施形態について説明する。図3は本発明の第2の実施形態のチルト/テレスコピック式ステアリング装置を示す図1のA−A断面図相当である。以下の説明では、上記実施形態と異なる構造部分についてのみ説明し、重複する説明は省略する。第2の実施形態は、逃げ部をインナーコラム3の外径部37側に形成した例である。
すなわち、図3に示すように、第2の実施形態では、インナーコラム3の外径部37には、下方部中央を水平に削ぎ落した形状で、軸方向の逃げ部38が形成され、アウターコラム4の内径孔41との間の隙間を大きく確保している。逃げ部38は、図13の力P1、P2、P3の位置を避けた位相の位置に形成されている。
チルト・テレスコピックの締付時に、操作レバー16を一方向に揺動すると、一対のクランプ部材12a、12bが互いに接近するように移動して、アウターコラム4の内径孔41がインナーコラム3の外径部37を包持するようにクランプする。内径孔41に真円から突出する変形部41a、41aがあっても、インナーコラム3の外径部37には逃げ部38があるため、変形部41a、41aがインナーコラム3の外径部37に干渉することはない。
従って、アウターコラム4の内径孔41は、最も大きな力が作用する力P1、P2、P3の三箇所の位置で、インナーコラム3の外径部37を強く押圧し、インナーコラム3を大きな力でクランプすることが可能となる。
一方、チルト・テレスコピックの解除時に、操作レバー16を逆方向に揺動すると、ブラケット6の対向側板部6b、6cのアウターコラム4への圧接固定が解除され、一対のクランプ部材12a、12bが離間する。
内径孔41に真円から突出する変形部41a、41aがあっても、インナーコラム3の外径部37には逃げ部38があるため、変形部41a、41aはインナーコラム3の外径部37から確実に離れる。従って、ロアー側のアウターコラム4に対して、アッパー側のインナーコラム3を小さな力で軸方向に摺動し、ステアリングホイール36の軸方向位置を所望のテレスコピック位置に調整することができる。
* 第3の実施形態
次に本発明の第3の実施形態について説明する。図4は本発明の第3の実施形態のチルト/テレスコピック式ステアリング装置を示す分解斜視図である。図5は図4のチルト/テレスコピック式ステアリング装置の組付け状態を示す斜視図であり、ブッシュを省略した状態を示す。図6は図5の拡大斜視図である。図7は図5からインナーコラムを取り外した状態を示す斜視図である。
次に本発明の第3の実施形態について説明する。図4は本発明の第3の実施形態のチルト/テレスコピック式ステアリング装置を示す分解斜視図である。図5は図4のチルト/テレスコピック式ステアリング装置の組付け状態を示す斜視図であり、ブッシュを省略した状態を示す。図6は図5の拡大斜視図である。図7は図5からインナーコラムを取り外した状態を示す斜視図である。
図8は図7のアウターコラムの拡大斜視図である。図9はチルト・テレスコピックの解除時を示す図5のC−C断面図であり、ブッシュ付き構造のステアリング装置を示す。図10はチルト・テレスコピックの締め付け時を示す図5のC−C断面図であり、ブッシュ付き構造のステアリング装置を示す。以下の説明では、上記実施形態と異なる構造部分についてのみ説明し、重複する説明は省略する。第3の実施形態は、アウターコラム4にすり割りを上下二箇所に形成し、インナーコラム3の軸心と同芯上にクランプ構造を有する例である。
第3の実施形態では、車体に対して取り付けられたブラケット6から下方に延びる対向側板部6b、6cの間に、テンション部材22が配置されている。テンション部材22は、左半部22aと右半部22bとから構成され、組み付け状態では、円筒状のアウターコラム4を包囲する矩形状であって、左右に二分割できるようになっている。
より具体的には、左半部22aは、左側の対向側板部6bの内側とアウターコラム4の外周との間に上下方向に延びる矩形棒状の連結板221aと、この連結板221aの上下方向の中間位置から、一体的に左方に延びる丸棒状のシャフト部222aで構成されている。また、右半部22bは、右側の対向側板部6cの内側とアウターコラム4の外周との間に上下方向に延びる矩形棒状の連結板221bと、この連結板221bの上下方向の中間位置から右方に延びる丸棒状のシャフト部222bで構成されている。シャフト部222bは連結板221bにねじ込まれて連結されている。
連結板221aと連結板221bとの間の上下両端に、円筒形のスリーブ24、24を挟み込み、連結板221aの上下両端に形成されたネジ孔に螺合させた2本のボルト25、25を用いて締結することで、左半部22aと右半部22bとを一体として、テンション部材22を得ることができる。
テンション部材22の連結板221aと連結板221bとの間には、円筒状のアウターコラム4が配置されている。アウターコラム4には、上方部中央及び下方部中央に軸方向のすり割りL1、L2が形成され、インナーコラム3を包持してクランプするための一対のクランプ部材12a、12bを形成している。インナーコラム3の中にはアッパーシャフト1が挿通され、図示しない軸受を介してインナーコラム3に対して回転自在に軸支されている。
クランプ部材12a、12bは、それぞれインナーコラム3の外径部37に適合する形状の内径孔41と、ブラケット6の対向側板部6b、6cの内側に接触するフランジ部26a、26bとを有している。フランジ部26a、26bは、インナーコラム3の軸心を挟んで上下に二股状に分岐しており、ブラケット6の対向側板部6b、6cの内側に、上下ニ箇所の外側面261a、261a、261b、261bで接触する。
また、クランプ部材12a、12bの内径孔41と、インナーコラム3の外径部37との間の隙間には、薄い円筒状のブッシュ43が挿入されている。ブッシュ43には、図4に示すようにすり割り431が形成されており、内径孔41が縮径すると、ブッシュ43も縮径して、インナーコラム3の外径部37をクランプする。
内径孔41には、上方部のすり割りL1、及び、下方部のすり割りL2の両方に、すり割りL1、L2を挟んで両側に逃げ部451、451、452、452が形成されている。逃げ部451、452は、内径孔41よりも大径に形成されて、ブッシュ43との間の隙間を大きく確保している。
クランプ部材12a、12bの下方のすり割りL2には、ストッパー部材110が挿入されている。このストッパー部材110の貫通孔110eには、上記した下側のスリーブ24が通挿され、ストッパー部材110の上端が、インナーコラム3に形成した軸方向長溝3bに係合している。
このように、インナーコラム3の軸方向長溝3bに、クランプ部材12a、12bの下方側のすり割りL2に挿入したストッパー部材110の上端が係合しているため、このストッパー部材110は、回転方向(周方向)に対するストッパーとして働き、インナーコラム3は、回転方向に対しては、摩擦のみによる保持だけでなく、このストッパー部材110によって機械的に保持されている。
また、インナーコラム3には、インナーコラム3の外周に外嵌するリング状で樹脂製のエネルギー吸収部材27が装着されており、インナーコラム3のテレスコピック摺動時、エネルギー吸収部材27がアウターコラム4の後端面に当接して、テレスコピック摺動するインナーコラム3のための軸方向に対するストッパーとして働く。また、二次衝突時、インナーコラム3が車体前方側にコラプス移動した時に、エネルギー吸収部材27がアウターコラム4の後端面に当接して破断し、衝突時の衝撃エネルギーを吸収する。
また、アウターコラム4の車体前方側外周には、電動モータ34と減速機構35で構成される電動アシスト機構が装着されており、アッパーシャフト1に加えられた操舵トルクに対応した補助操舵トルクを付与して、ステアリングホイールの操作力を軽減している。
アウターコラム4は図示しないチルト中心ボルトを支点としてチルト調整可能に支承され、対向側板部6b、6cには、チルト中心ボルトを中心とする円弧状のチルト調整用溝5、5が形成されている。左側のチルト調整用溝5を貫通して、図9の左側には、連結板221aから一体的に延びるシャフト部222aが挿通され、図9の右側には、右側のチルト調整用溝5を貫通して、連結板221bから延びるシャフト部222bが挿通されている。シャフト部222a、222bの中心軸線は、アッパーシャフト1の中心軸線と略交差(実際に交差もしくは近傍を通過)している。
右側のシャフト部222bは、図9で右側のチルト調整用溝5の幅よりも大きな円盤状の頭部223bを有し、連結板221bの外側と頭部223bとの間に、スリーブ28を介して矩形板状の移動歯29が取付けられている。移動歯29の内側面には、紙面に直交する方向に平行に延びる鋸歯状の歯が形成されている。また、対向側板部6cの外側面には、紙面に直交する方向に平行に延びる鋸歯状の固定歯30が固定されており、チルト調整時に固定歯30に移動歯29の歯が噛み合って、チルト位置を保持する。
これに対し、左側のシャフト部222aには、チルト調整用溝5に係合しているため回転不能となっている第2カム部材18と、第2カム部材18に対向して操作レバー16の端部に取り付けられ、操作レバー16と一体的に回動するようになっている第1カム部材17と、ナット31と操作レバー16の外側との間で挟持された軸受32とが設けられている。
対向側板部6b、6cの内側に接触するフランジ部26a、26bは、アウターコラム4の右端側(図4で見て)に形成され、アウターコラム4の軸線方向に離間した二カ所に配置されている。軸線方向に離間したフランジ部26a、26bの間に、テンション部材22が配置されている。
また、連結板221bの内側面の上下両端近傍と、クランプ部材12bの外周との間には、圧縮バネ33、33が挿入されている。これによって、操作レバー16の締め付けを解除した時に、圧縮バネ33、33の付勢力によって、連結板221bを右方に押圧し、固定歯30と移動歯29の歯との噛み合いを強制的に解除して、チルト調整を円滑に行えるようにしている。
図14は、本発明の第3の実施形態のステアリング装置に逃げ部451、452を形成する工程を示す説明図である。図14の中段の(2A)、(2B)、(2C)は、従来のアウターコラム4の製造工程を示すものであり、本発明の逃げ部451、452を形成する工程との差を解りやすくするためのものである。
従来は、アウタコラム4の素材孔40に内径孔41を(2B)の工程で加工した後、すり割りL1、L2を(2C)の工程で加工している。すると、アウターコラム4が残留応力等の影響で変形して、内径孔41に、上方部のすり割りL1、及び下方部のすり割りL2の両方と内径孔41との交点近傍に、中心側に突出した変形部41a、41aが各々できるため、内径孔41の真円度が悪くなる。
本発明の第3の実施形態のステアリング装置では、図14の下段の(3A)に示すように、ダイキャスト鋳造の工程で、アウターコラム4の素材孔40の上方と下方に、中子で逃げ部451、452を各々形成しておく。次に、アウターコラム4の素材孔40に内径孔41を(3B)の工程で加工した後、クランプ部材12a、12bにすり割りL1、L2を(3C)の工程で加工する。
すると、アウターコラム4が残留応力等の影響で変形して、内径孔41が、すり割りL1、L2と内径孔41との交点近傍で中心側に突出しても、逃げ部451、452があるため、内径孔41の真円度に悪影響を与えない。
図14(3D)は、図14の中段の(2C)の状態のアウターコラム4の内径孔41に、逃げ部451、452を追加工して、変形部41a、41aを取り除くことにより、真円度が悪化した内径孔41の真円度を向上させるようにした例である。
図14の上段の(1)は、アウターコラム4のクランプ部材12a、12bを縮径するために作用するクランプ荷重F1、F2、F3、F4と、このクランプ荷重によって縮径したアウターコラム4のクランプ部材12a、12bの内径孔41が、インナーコラム3の外径部37を押圧する力P1、P2、P3、P4を示した説明図である。
第3の実施形態では、クランプ部材12a、12bには、上下に各々すり割りL1、L2が形成されている。従って、図14(1)に示すように、操作レバー16を一方向に揺動して、チルト・テレスコピックの締め付けを行うと、フランジ部26aの上下二箇所の外側面261a、261aと、フランジ部26bの上下二箇所の外側面261b、261bに、各々クランプ荷重F1、F3、及び、F2、F4が水平方向に作用する。
このクランプ荷重F1、F2、F3、F4によって、インナーコラム3の外径部37を押圧する力は、第3の実施形態の場合、アウターコラム4の軸心を通る水平線から、時計方向及び反時計方向に、例えば、各々略35度傾斜した角度位置の力P1、P2、P3、P4が大きな力となる。
従って、クランプ時に、クランプ部材12a、12bの内径孔41がインナーコラム3の外径部37を押圧する力が大きくなるようにするために、逃げ部451、452は、力P1、P2、P3、P4の位置を避けた位相の位置に形成されている。
チルト・テレスコピックの締付時には、操作レバー16を一方向に揺動すると、第1カム部材17と第2カム部材18の凸部同士が係合し、互いに離隔する方向に力を発生する。このとき、第2カム部材18により押圧された図9で左側の対向側板部6bは右方へ変位する。一方、第1カム部材17により左方に押圧されたシャフト部222aは、テンション部材22を左方へと変位させる。
これによりテンション部材22に付与された力は、反対側のシャフト部222bに伝達され、それにより押圧された右側の対向側板部6cは左方へ変位する。これによって、アウターコラム4のフランジ部26a、26bの外側面261a、261a、261b、261bを、対向側板部6b、6cの内側に押し当て、適切な押圧力を付与するため、ブラケット6に対してアウターコラム4は固定される。
また、これら一対のクランプ部材12a、12bが互いに接近するように移動して、内径孔41がブッシュ43を介してインナーコラム3の外径部37を包持し、それによりインナーコラム3のテレスコ方向の変位が阻止されると共に、外側面261a、261bを対向側板部6b、6cの内側に押し当てることで、インナーコラム3のチルト方向の変位が阻止される。
内径孔41が真円から突出して変形する位置には逃げ部451、452があるため、内径孔41は、最も大きな力が作用する力P1、P2、P3、P4の四箇所の位置で、インナーコラム3の外径部37を強く押圧し、インナーコラム3を大きな力でクランプすることが可能となる。
本発明の発明者が行った実験結果では、操作レバー16をインナーコラム3をクランプする方向に揺動操作するのに必要とする操作力は、従来の構造では79ニュートンに対して、第3の実施形態の構造では59ニュートンに低減し、インナーコラム3のクランプ力は、従来の構造では790ニュートンに対して、第3の実施形態の構造では1130ニュートンに増加した。
一方、チルト・テレスコピックの解除時には、操作レバー16を逆方向に揺動すると、第1カム部材17が同時に回転して、第2カム部材18の山部から谷部に係合する。その結果、第2カム部材18が図9の左方に移動し、圧縮バネ33の付勢力によって押された移動歯29が図9の右方に移動して、固定歯30との噛み合いが強制的に解除される。これによって、ブラケット6の対向側板部6b、6cは、外側面261a、261a、261b、261bに対して圧接固定が解除され、一対のクランプ部材12a、12bが離間する。
これにより、チルト調整の場合には、シャフト部222a、222bをチルト調整用溝5に沿って移動し、チルト中心ボルトを中心として、アウターコラム4およびインナーコラム3を傾動し、ステアリングホイールの傾斜角度を所望の角度位置に調整することができる。
テレスコピック調整の場合には、内径孔41が真円から突出して変形する位置には逃げ部451、452があるため、内径孔41はインナーコラム3の外径部37から確実に離れる。従って、ロアー側のアウターコラム4に対して、アッパー側のインナーコラム3を小さな力で軸方向に摺動させることができ、ステアリングホイールの軸方向位置を所望のテレスコピック位置に調整することができる。
第3の実施形態では、すり割りL1、L2がアウターコラム4の上下に形成されているために、クランプ部材12a、12bが上下均等にインナーコラム3に向かう方向に変位し、操作レバー16の軽い操作で、インナーコラム3をより強固にクランプすることが可能となっている。
図11及び図12は本発明の第3の実施形態の変形例である。図11はチルト・テレスコピックの解除時を示す図5のC−C断面図相当であり、図12はチルト・テレスコピックの締め付け時を示す図5のC−C断面図相当である。図11及び図12は、第3の実施形態からブッシュ43を省略した例であって、ブッシュ43を省略した以外の構造及び動作は、第3の実施形態と全く同一であるため、詳細な説明は省略する。
* 第4の実施形態
次に本発明の第4の実施形態について説明する。図15は本発明の第4の実施形態のチルト/テレスコピック式ステアリング装置に逃げ部451、451を形成する工程を示す説明図である。以下の説明では、上記実施形態と異なる構造部分についてのみ説明し、重複する説明は省略する。第4の実施形態は、第3の実施形態の他の変形例であり、フランジ部26a、26bが、ブラケット6の対向側板部6b、6cの内側に、インナーコラム3の軸心を通る水平線上の一箇所の外側面262a、262bで接触する構造を有する例である。
次に本発明の第4の実施形態について説明する。図15は本発明の第4の実施形態のチルト/テレスコピック式ステアリング装置に逃げ部451、451を形成する工程を示す説明図である。以下の説明では、上記実施形態と異なる構造部分についてのみ説明し、重複する説明は省略する。第4の実施形態は、第3の実施形態の他の変形例であり、フランジ部26a、26bが、ブラケット6の対向側板部6b、6cの内側に、インナーコラム3の軸心を通る水平線上の一箇所の外側面262a、262bで接触する構造を有する例である。
図15の中段の(2A)、(2B)、(2C)は、本発明の逃げ部451、452を形成する工程との差を解りやすくするために、従来のアウターコラム4の製造工程を示すものである。
従来は、アウタコラム4の素材孔40に内径孔41を(2B)の工程で加工した後、すり割りL1、L2を(2C)の工程で加工している。すると、アウターコラム4が残留応力等の影響で変形して、内径孔41に、上方部のすり割りL1、及び、下方部のすり割りL2の両方と内径孔41との交点近傍に、中心側に突出した変形部41a、41aが各々できるため、内径孔41の真円度が悪くなる。
本発明の第4の実施形態のステアリング装置では、図15の下段の(3A)に示すように、ダイキャスト鋳造の工程で、アウターコラム4の素材孔40の上方と下方に、中子で逃げ部451、452を各々形成しておく。次に、アウターコラム4の素材孔40に内径孔41を(3B)の工程で加工した後、フランジ部26a、26bにすり割りL1、L2を(3C)の工程で加工する。
すると、アウターコラム4が残留応力等の影響で変形して、内径孔41が、すり割りL1、L2と内径孔41との交点近傍で中心側に突出しても、逃げ部451、452があるため、内径孔41の真円度に悪影響を与えない。
図15(3D)は、図15の中段の(2C)の状態のアウターコラム4の内径孔41に逃げ部451、452を追加工して、変形部41a、41aを取り除くことにより、真円度が悪化した内径孔41の真円度を向上させるようにした例である。
図15の上段の(1)は、アウターコラム4のフランジ部26a、26bを縮径するために作用するクランプ荷重F1、F2と、このクランプ荷重によって縮径したアウターコラム4のフランジ部26a、26bの内径孔41が、インナーコラム3の外径部37を押圧する力P1、P2を示した説明図である。
第4の実施形態では、フランジ部26a、26bには、上下に各々すり割りL1、L2が形成されているので、図15(1)に示すように、操作レバー16を一方向に揺動して、チルト・テレスコピックの締め付けを行うと、フランジ部26a、26bの軸心を通る水平線上の外側面262a、262bに、各々クランプ荷重F1及びF2が略水平方向に作用する。
このクランプ荷重F1、F2によって、インナーコラム3の外径部37を押圧する力が大きくなる位置は、アウターコラム4の軸心を通る水平線上の力P1、P2の位置となる。
従って、クランプ時に、フランジ部26a、26bの内径孔41がインナーコラム3の外径部37を押圧する力が大きくなるようにするために、逃げ部451、452は、力P1、P2の位置を避けた位相の位置に形成されている。
チルト・テレスコピックの締付時には、操作レバー16を一方向に揺動すると、アウターコラム4のフランジ部26a、26bの外側面262a、262bを、対向側板部6b、6cの内側に押し当て、適切な押圧力を付与するため、ブラケット6に対してアウターコラム4は固定される。
また、これら一対のフランジ部26a、26bが互いに接近するように移動して、内径孔41がインナーコラム3の外径部37を包持し、それによりインナーコラム3のテレスコ方向の変位が阻止されると共に、外側面261a、261bを対向側板部6b、6cの内側に押し当てることで、インナーコラム3のチルト方向の変位が阻止される。
内径孔41が真円から突出して変形する位置には逃げ部451、452があるため、内径孔41は、最も大きな力が作用する力P1、P2の二箇所で、インナーコラム3の外径部37を強く押圧し、インナーコラム3を大きな力でクランプすることが可能となる。
一方、チルト・テレスコピックの解除時には、操作レバー16を逆方向に揺動すると、ブラケット6の対向側板部6b、6cの外側面262a、262bに対する圧接固定が解除され、一対のフランジ部26a、26bが離間する。
これにより、チルト調整の場合には、チルト中心ボルトを中心として、アウターコラム4およびインナーコラム3を傾動し、ステアリングホイールの傾斜角度を所望の角度位置に調整することができる。
テレスコピック調整の場合には、内径孔41が真円から突出して変形する位置には逃げ部451、451があるため、内径孔41はインナーコラム3の外径部37から確実に離れる。従って、ロアー側のアウターコラム4に対して、アッパー側のインナーコラム3を小さな力で軸方向に摺動させることができ、ステアリングホイールの軸方向位置を所望のテレスコピック位置に調整することができる。
* 第5の実施形態〜第9の実施形態
次に本発明の第5の実施形態から第9の実施形態について説明する。図16は本発明の第5の実施形態から第9の実施形態の逃げ部の形状を示す説明図である。以下の説明では、上記実施形態と異なる構造部分についてのみ説明し、重複する説明は省略する。
次に本発明の第5の実施形態から第9の実施形態について説明する。図16は本発明の第5の実施形態から第9の実施形態の逃げ部の形状を示す説明図である。以下の説明では、上記実施形態と異なる構造部分についてのみ説明し、重複する説明は省略する。
図16の上段の(1A)から(4A)の4つの説明図は、アウターコラム4の下方側に一個のすり割りLが形成された実施形態のステアリング装置の例である。また、図16の下段の(1B)から(4B)の4つの説明図は、アウターコラム4の上下にすり割りL1、L2が形成された実施形態のステアリング装置の例である。
図16の(1A)、(1B)は、従来のアウターコラム4の構造を示すものであり、本発明の逃げ部が形成されたアウターコラム4との差を解りやすくするためのものである。従来は、アウターコラム4の素材孔40に内径孔41を加工した後、すり割りL、または、L1、L2を加工している。そのため、アウターコラム4が残留応力等の影響で変形して、内径孔41に、すり割りL、またはL1、L2と内径孔41との交点近傍に、中心側に突出した変形部41a、41aができるため、内径孔41の真円度が悪くなる。
従って、チルト・テレスコピックの締付時に、内径孔41の変形部41a、41aがインナーコラム3の外径部37に先に当接してしまう。そのため、アウターコラム4の内径孔41は、最も大きな力が作用する位置でインナーコラム3の外径部37を押圧することができず、インナーコラム3をクランプする力が低下する。
図16の(2A)は、図3で説明した第2の実施形態のステアリング装置である。すなわち、インナーコラム3の外径部37に、下方部中央を水平に削ぎ落した形状で、軸方向の逃げ部38を形成し、アウターコラム4の内径孔41との間の隙間を大きく確保している。従って、内径孔41の真円度が悪くても、インナーコラム3を強固にクランプできるようにしている。逃げ部38は、図13の力P1、P2、P3の位置を避けた位相の位置に形成されている。
図16の(2B)は、第5の実施形態のステアリング装置であって、(2A)の第2の実施形態を、上下にすり割りL1、L2が形成されたステアリング装置に適用した例である。すなわち、インナーコラム3の外径部37に、上方部中央及び下方部中央を水平に削ぎ落した形状で、軸方向の逃げ部381、382を形成し、アウターコラム4の内径孔41との間の隙間を大きく確保している。従って、内径孔41の真円度が悪くても、インナーコラム3を強固にクランプできるようにしている。逃げ部381、382は、図15の力P1、P2の位置を避けた位相の位置に形成されている。
図16の(3A)は、第6の実施形態のステアリング装置であって、ブッシュ43に逃げ部を形成した例である。すなわち、ブッシュ43の下方部中央にすり割り状に、軸方向の逃げ部46を形成し、アウターコラム4の内径孔41との間の隙間を大きく確保している。従って、内径孔41の真円度が悪くても、インナーコラム3を強固にクランプできるようにしている。逃げ部46は、図13の力P1、P2、P3の位置を避けた位相の位置に形成されている。
図16の(3B)は、第7の実施形態のステアリング装置であって、(3A)の第6の実施形態を、上下にすり割りL1、L2が形成されたステアリング装置に適用した例である。すなわち、ブッシュ43に、上方部中央及び下方部中央にすり割り状に、軸方向の逃げ部461、462を形成し、アウターコラム4の内径孔41との間の隙間を大きく確保している。従って、内径孔41の真円度が悪くても、インナーコラム3を強固にクランプできるようにしている。逃げ部461、462は、図15の力P1、P2の位置を避けた位相の位置に形成されている。
図16の(4A)は、第8の実施形態のステアリング装置であって、ブッシュ43に逃げ部を形成した例であり、図16の(3A)の変形例である。すなわち、ブッシュ43の下方部中央に溝状の形状で、軸方向の逃げ部47を形成し、アウターコラム4の内径孔41との間の隙間を大きく確保している。従って、内径孔41の真円度が悪くても、インナーコラム3を強固にクランプできるようにしている。逃げ部47は、図13の力P1、P2、P3の位置を避けた位相の位置に形成されている。
図16の(4B)は、第9の実施形態のステアリング装置であって、(4A)の第8の実施形態を、上下にすり割りL1、L2が形成されたステアリング装置に適用した例である。すなわち、ブッシュ43に、上方部中央及び下方部中央に溝状の形状で、軸方向の逃げ部471、472を形成し、アウターコラム4の内径孔41との間の隙間を大きく確保している。従って、内径孔41の真円度が悪くても、インナーコラム3を強固にクランプできるようにしている。逃げ部471、472は、図15の力P1、P2の位置を避けた位相の位置に形成されている。
上記第1の実施形態から第9の実施形態では、チルト/テレスコピック式ステアリング装置に本発明を適用した例について説明したが、テレスコピック位置の調整だけが可能なステアリング装置に適用してもよい。また、上記実施形態では、アウターコラムがロアー側、インナーコラムがアッパー側の配置であったが、アウターコラムをアッパー側、インナーコラムをロアー側の配置にしてもよい。
1 アッパーシャフト
10 チルト中心ボルト
11 ストッパー部材
110 ストッパー部材
110e 貫通孔
11a 頭部
11b 軸部
12a、12b クランプ部材
121a、121b 貫通孔
13 締付けボルト
131 頭部
132 雄ネジ
16 操作レバー
17 第1カム部材
18 第2カム部材
2 ロアーシャフト
22 テンション部材
22a 左半部
22b 右半部
221a、221b 連結板
222a、222b シャフト部
223b 頭部
24 スリーブ
25 ボルト
26a、26b フランジ部
261a、261b 外側面
262a、262b 外側面
27 エネルギー吸収部材
28 スリーブ
29 移動歯
291 板バネ
3 インナーコラム
3b 軸方向長溝
30 固定歯
31 ナット
32 軸受
33 圧縮バネ
34 電動モータ
35 減速機構
36 ステアリングホイール
37 外径部
38 逃げ部
381、382 逃げ部
4 アウターコラム
40 素材孔
41 内径孔
41a 変形部
42a、42b 外側面
43 ブッシュ
431 すり割り
44 雌ネジ
45 逃げ部
451、452 逃げ部
46 逃げ部
461、462 逃げ部
47 逃げ部
471、472 逃げ部
5 チルト調整用溝
6 ブラケット
6a フランジ部
6b、6c 対向側板部
8 ボス部
9 スペーサ筒
L、L1、L2 すり割り
10 チルト中心ボルト
11 ストッパー部材
110 ストッパー部材
110e 貫通孔
11a 頭部
11b 軸部
12a、12b クランプ部材
121a、121b 貫通孔
13 締付けボルト
131 頭部
132 雄ネジ
16 操作レバー
17 第1カム部材
18 第2カム部材
2 ロアーシャフト
22 テンション部材
22a 左半部
22b 右半部
221a、221b 連結板
222a、222b シャフト部
223b 頭部
24 スリーブ
25 ボルト
26a、26b フランジ部
261a、261b 外側面
262a、262b 外側面
27 エネルギー吸収部材
28 スリーブ
29 移動歯
291 板バネ
3 インナーコラム
3b 軸方向長溝
30 固定歯
31 ナット
32 軸受
33 圧縮バネ
34 電動モータ
35 減速機構
36 ステアリングホイール
37 外径部
38 逃げ部
381、382 逃げ部
4 アウターコラム
40 素材孔
41 内径孔
41a 変形部
42a、42b 外側面
43 ブッシュ
431 すり割り
44 雌ネジ
45 逃げ部
451、452 逃げ部
46 逃げ部
461、462 逃げ部
47 逃げ部
471、472 逃げ部
5 チルト調整用溝
6 ブラケット
6a フランジ部
6b、6c 対向側板部
8 ボス部
9 スペーサ筒
L、L1、L2 すり割り
Claims (8)
- 車体後方側にステアリングホイールを装着したステアリングシャフトを回転可能に軸支するインナーコラム、
上記インナーコラムをテレスコピック位置調整可能に内嵌したアウターコラム、
上記アウターコラムにすり割りを介して互いに接近離反可能に形成され、上記インナーコラムの外径部に当接する内径孔を備えた一対のクランプ部材、
上記一対のクランプ部材を接近離反させて、上記インナーコラムを上記アウターコラムの内径孔でクランプ/アンクランプする締付け装置、
上記クランプ部材のすり割り加工部近傍位置に、上記インナーコラムの外径部と上記クランプ部材の内径孔との間の隙間を拡張する逃げ部を形成したこと
を特徴とするステアリング装置。 - 請求項1に記載されたステアリング装置において、
上記逃げ部は、上記クランプ部材にすり割りを加工した時に、上記クランプ部材の内径孔に内径孔の軸心側に突出した変形部が生じる位相位置に形成したこと
を特徴とするステアリング装置。 - 請求項1または請求項2のいずれかに記載されたステアリング装置において、
上記逃げ部は、上記インナーコラムの外径部、または、上記クランプ部材の内径孔のいずれか一方に形成されていること
を特徴とするステアリング装置。 - 請求項3に記載されたステアリング装置において、
上記クランプ部材の内径孔の逃げ部は、上記アウターコラムを鋳造する時の中子形状によって成形されていること
を特徴とするステアリング装置。 - 車体後方側にステアリングホイールを装着したステアリングシャフトを回転可能に軸支するインナーコラム、
上記インナーコラムを円筒状のブッシュを介してテレスコピック位置調整可能に内嵌したアウターコラム、
上記アウターコラムにすり割りを介して互いに接近離反可能に形成され、上記ブッシュの外径部に当接する内径孔を備えた一対のクランプ部材、
上記一対のクランプ部材を接近離反させて、上記インナーコラムを上記アウターコラムの内径孔で上記ブッシュを介してクランプ/アンクランプする締付け装置、
上記クランプ部材のすり割り加工部近傍位置に、上記ブッシュの外径部と上記クランプ部材の内径孔との間の隙間を拡張する逃げ部を上記ブッシュの外径部に形成したこと
を特徴とするステアリング装置。 - 請求項5に記載されたステアリング装置において、
上記逃げ部は、上記クランプ部材にすり割りを加工した時に、上記クランプ部材の内径孔に内径孔の軸心側に突出した変形部が生じる位相位置に形成したこと
を特徴とするステアリング装置。 - 請求項5または請求項6のいずれかに記載されたステアリング装置において、
上記逃げ部は、上記ブッシュの外径部にすり割り状または溝状に形成されていること
を特徴とするステアリング装置。 - 請求項1から請求項7までのいずれかに記載されたステアリング装置において、
上記すり割りは、上記クランプ部材の内径孔の軸心を通って上記クランプ部材を分断していること
を特徴とするステアリング装置。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005131489A JP2006306263A (ja) | 2005-04-28 | 2005-04-28 | ステアリング装置 |
| PCT/JP2006/308437 WO2006118054A1 (ja) | 2005-04-28 | 2006-04-21 | ステアリング装置およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005131489A JP2006306263A (ja) | 2005-04-28 | 2005-04-28 | ステアリング装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006306263A true JP2006306263A (ja) | 2006-11-09 |
Family
ID=37307854
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005131489A Pending JP2006306263A (ja) | 2005-04-28 | 2005-04-28 | ステアリング装置 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2006306263A (ja) |
| WO (1) | WO2006118054A1 (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008201339A (ja) * | 2007-02-22 | 2008-09-04 | Nsk Ltd | ステアリングコラム装置 |
| JP2009292308A (ja) * | 2008-06-05 | 2009-12-17 | Nsk Ltd | ステアリングコラム装置 |
| JP2010228531A (ja) * | 2009-03-26 | 2010-10-14 | Showa Corp | すり割り付き孔の加工方法 |
| CN102971198A (zh) * | 2011-06-15 | 2013-03-13 | 日本精工株式会社 | 转向装置 |
| JP2016132437A (ja) * | 2015-01-22 | 2016-07-25 | 株式会社ジェイテクト | ステアリング装置 |
| JP2017074930A (ja) * | 2015-10-16 | 2017-04-20 | 株式会社山田製作所 | ステアリング装置及びその製造方法 |
| US11136058B2 (en) | 2017-06-14 | 2021-10-05 | Nsk, Ltd. | Outer column and steering apparatus |
| US11279392B2 (en) * | 2019-09-13 | 2022-03-22 | Jtekt Corporation | Steering column device |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5228454B2 (ja) * | 2007-11-27 | 2013-07-03 | 日本精工株式会社 | 車両用ステアリング装置 |
| DE102011000319B3 (de) * | 2011-01-25 | 2012-05-24 | Thyssenkrupp Presta Ag | Feststelleinrichtung zum Feststellen einer Lenkspindellagereinheit |
| JP2014058200A (ja) * | 2012-09-14 | 2014-04-03 | Yamada Seisakusho Co Ltd | ステアリング装置 |
| DE102015000028A1 (de) * | 2015-01-08 | 2016-07-14 | Thyssenkrupp Ag | Fertigungsverfahren für eine modulare Lenksäule mit Strangpressprofilen |
| US10518798B2 (en) * | 2016-10-07 | 2019-12-31 | Yamada Manufacturing Co., Ltd. | Steering device |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4613402B2 (ja) * | 2000-02-15 | 2011-01-19 | 日本精工株式会社 | 車両用ステアリング装置 |
| JP2002046621A (ja) * | 2000-08-02 | 2002-02-12 | Nsk Ltd | 車両用ステアリング装置 |
| US7328917B2 (en) * | 2002-05-10 | 2008-02-12 | Nsk Ltd. | Steering device |
| JP2004082868A (ja) * | 2002-08-27 | 2004-03-18 | Nsk Ltd | 衝撃吸収式ステアリングコラム装置 |
| JP4354762B2 (ja) * | 2003-09-01 | 2009-10-28 | 日本精工株式会社 | 車両用位置調整式ステアリングコラム装置 |
-
2005
- 2005-04-28 JP JP2005131489A patent/JP2006306263A/ja active Pending
-
2006
- 2006-04-21 WO PCT/JP2006/308437 patent/WO2006118054A1/ja not_active Ceased
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008201339A (ja) * | 2007-02-22 | 2008-09-04 | Nsk Ltd | ステアリングコラム装置 |
| JP2009292308A (ja) * | 2008-06-05 | 2009-12-17 | Nsk Ltd | ステアリングコラム装置 |
| JP2010228531A (ja) * | 2009-03-26 | 2010-10-14 | Showa Corp | すり割り付き孔の加工方法 |
| CN102971198A (zh) * | 2011-06-15 | 2013-03-13 | 日本精工株式会社 | 转向装置 |
| CN102971198B (zh) * | 2011-06-15 | 2015-05-13 | 日本精工株式会社 | 转向装置 |
| JP2016132437A (ja) * | 2015-01-22 | 2016-07-25 | 株式会社ジェイテクト | ステアリング装置 |
| JP2017074930A (ja) * | 2015-10-16 | 2017-04-20 | 株式会社山田製作所 | ステアリング装置及びその製造方法 |
| US11136058B2 (en) | 2017-06-14 | 2021-10-05 | Nsk, Ltd. | Outer column and steering apparatus |
| US11279392B2 (en) * | 2019-09-13 | 2022-03-22 | Jtekt Corporation | Steering column device |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2006118054A1 (ja) | 2006-11-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5428582B2 (ja) | ステアリング装置 | |
| JP4609203B2 (ja) | ステアリングコラム装置 | |
| JP5614486B2 (ja) | ステアリング装置 | |
| JP5050550B2 (ja) | ステアリング装置 | |
| KR101031627B1 (ko) | 스티어링 칼럼 장치 | |
| JP5104886B2 (ja) | ステアリングコラム装置 | |
| JP4541297B2 (ja) | 車両用ステアリング装置 | |
| JP5708838B2 (ja) | ステアリング装置 | |
| JP2006306263A (ja) | ステアリング装置 | |
| JP5273089B2 (ja) | ステアリング装置 | |
| JP4308040B2 (ja) | ステアリング装置 | |
| JP2013014213A (ja) | ステアリング装置 | |
| JP5092460B2 (ja) | ステアリング装置 | |
| JP5015751B2 (ja) | シャフトの結合構造 | |
| JP7484324B2 (ja) | ステアリング装置 | |
| JP2008105610A (ja) | ステアリング装置 | |
| JP2007153088A (ja) | ステアリング装置 | |
| JP2006096180A (ja) | ステアリング装置 | |
| JP7484323B2 (ja) | ステアリング装置 | |
| JP5522293B2 (ja) | ステアリング装置 | |
| JP2007091118A (ja) | ステアリング装置 | |
| JP6668619B2 (ja) | テレスコピック式ステアリングコラム装置 | |
| JP6759746B2 (ja) | ステアリング装置 | |
| JP5958589B2 (ja) | ステアリング装置 | |
| JP5472216B2 (ja) | ステアリング装置 |