JP2006206218A - ガラス基板等の搬送システム - Google Patents
ガラス基板等の搬送システム Download PDFInfo
- Publication number
- JP2006206218A JP2006206218A JP2005018093A JP2005018093A JP2006206218A JP 2006206218 A JP2006206218 A JP 2006206218A JP 2005018093 A JP2005018093 A JP 2005018093A JP 2005018093 A JP2005018093 A JP 2005018093A JP 2006206218 A JP2006206218 A JP 2006206218A
- Authority
- JP
- Japan
- Prior art keywords
- conveyor
- exchanger
- cassette
- dedicated
- conveyors
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/06—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for fragile sheets, e.g. glass
- B65G49/063—Transporting devices for sheet glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/34—Devices for discharging articles or materials from conveyor
- B65G47/46—Devices for discharging articles or materials from conveyor and distributing, e.g. automatically, to desired points
- B65G47/48—Devices for discharging articles or materials from conveyor and distributing, e.g. automatically, to desired points according to bodily destination marks on either articles or load-carriers
- B65G47/49—Devices for discharging articles or materials from conveyor and distributing, e.g. automatically, to desired points according to bodily destination marks on either articles or load-carriers without bodily contact between article or load carrier and automatic control device, e.g. the destination marks being electrically or electronically detected
- B65G47/496—Devices for discharging articles or materials from conveyor and distributing, e.g. automatically, to desired points according to bodily destination marks on either articles or load-carriers without bodily contact between article or load carrier and automatic control device, e.g. the destination marks being electrically or electronically detected by use of magnetic responsive means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G47/00—Article or material-handling devices associated with conveyors; Methods employing such devices
- B65G47/52—Devices for transferring articles or materials between conveyors i.e. discharging or feeding devices
- B65G47/68—Devices for transferring articles or materials between conveyors i.e. discharging or feeding devices adapted to receive articles arriving in one layer from one conveyor lane and to transfer them in individual layers to more than one conveyor lane or to one broader conveyor lane, or vice versa, e.g. combining the flows of articles conveyed by more than one conveyor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G49/00—Conveying systems characterised by their application for specified purposes not otherwise provided for
- B65G49/05—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles
- B65G49/06—Conveying systems characterised by their application for specified purposes not otherwise provided for for fragile or damageable materials or articles for fragile sheets, e.g. glass
- B65G49/068—Stacking or destacking devices; Means for preventing damage to stacked sheets, e.g. spaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2201/00—Indexing codes relating to handling devices, e.g. conveyors, characterised by the type of product or load being conveyed or handled
- B65G2201/02—Articles
- B65G2201/0297—Wafer cassette
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G2249/00—Aspects relating to conveying systems for the manufacture of fragile sheets
- B65G2249/02—Controlled or contamination-free environments or clean space conditions
Abstract
【解決手段】ガラス基板等のワークを多段収容したカセットの貯留部と複数台並設したエクスチェンジャの間を搬送手段によりカセット単位で搬送し、エクスチェンジャと製造ライン間は前記ワークを枚葉搬送するガラス基板等の搬送システムにおいて、エクスチェンジャ内を上下昇降するカセットに対してコンベヤを配置し、製造ライン側にワークを受け渡す専用コンベヤと製造ライン側から排出されるワークを受け取る専用コンベヤを上下二段に区画し、且つ前記エクスチェンジャの並設方向に沿って複数台を並設配置し、更に、前記エクスチェンジャ内に配置したコンベヤは上記両専用コンベヤの高さに対応して上下昇降自在とした。
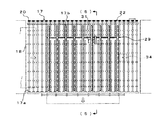
【選択図】図1
Description
上記構成により、昇降式基板搬送コンベアと二層昇降式基板搬送コンベアとの間の基板移載と、二層昇降式基板搬送コンベアとプロセス装置との間の基板移載を独立した速度で並行して行い、プロセス装置への基板供給と後続基板の受け取りを、高さを違えた同一位置で同時に行うことが出来る。
また、上記搬送システムはワンウエイ搬送であるため、搬送路内における基板の収納密度は低い。
又、本発明の他の目的は、搬送路内におけるガラス基板の収納密度を高めることが出来る搬送システムを提供することにある。
上記エクスチェンジャにおけるガラス基板をローディング/アンローディングする側とは、エクスチェンジャに対してカセットが挿脱される側と対向する側、即ちカセットの搬送手段(例えば、スタッカクレーン)とは反対側を意味する。
エクスチェンジャにカセットの受け渡しを行う搬送手段としては、例えば、カセットが段積みされた自動倉庫のスタッカクレーン、或いは無人台車(AGV)、専用コンベヤ等が挙げられる。
又、二段式コンベヤは、上記したように搬送方向を直交する二方向に切り替え可能であるため、クロスローラコンベヤで構成するのが有効である。ローラコンベヤの駆動方式は、磁力を利用した非接触型の駆動方式、或いは今日一般的な接触型のベルト方式等何れでもよい。
上記手段によれば、上下二段式の受け取り専用/受け渡し専用コンベヤが磁力を利用した非接触型のローラコンベヤであるため、上下二段のコンベヤのピッチを小さく(コンパクトに)でき、しかも非接触の動力伝達により発塵がなく、クリーン度を高めた搬送が可能となり、TFT(Thin Film Transistor)、LCD(Liquid Crystal Display)、PDP(Plasma Display Panel)、EL(Electro Luminescence)等の製造におけるガラス基板の搬送には特に有効となる。しかも、上下二段のコンベヤの高さをコンパクト化できたことにより、これに関係するエクスチェンジャの機高も低くでき、その結果、建屋内におけるエクスチェンジャ上面と建屋天井との間のカセット収納スペース(ストックヤード)を広く取ることが出来る。
上記清浄空気の供給源としては、ファン・フィルタユニット(FF)が好適である。
上記手段によれば、磁力を利用した非接触型のローラコンベヤが枠体で密閉され、しかも、前記ローラコンベヤの回転部を支持する軸受を樹脂成形品の封止部材で包被してあるため、該軸受に塗布されているグリース等の塵が外部に流出することはない。そして、前記枠体内には一方から他方に向かって清浄空気を流通させていることで、極めて高水準のクリーン度(クリーンクラス10以下)を実現することができる。
上記手段によれば、上下二段の受け取り専用コンベヤ及び受け渡し専用コンベヤ(クロスローラコンベヤ)をエクスチェンジャと対応して同数(例えば、3:3、4:4等)設置されていることで、エクスチェンジャの状況に応じて対応する受け取り専用コンベヤ叉は受け渡し専用コンベヤとの間で直接ワークの受け渡しを行ったり、或いは一直線状に配置された隣接する受け取り専用コンベヤ叉は受け渡し専用コンベヤを径由してワークの受け渡しを行なう等、幅広く対応することができる。
叉、請求項2記載の構成により、上下二段のコンベヤのピッチを小さく(コンパクトに)でき、しかも非接触の動力伝達により発塵がなく、クリーン度を高めた搬送が可能となり、TFT(Thin Film Transistor)、LCD(Liquid Crystal Display)、PDP(Plasma Display Panel)、EL(Electro Luminescence)等の製造におけるガラス基板の搬送には特に有効となる。しかも、上下二段のコンベヤの高さをコンパクト化できたことにより、これに関係するエクスチェンジャの機高も低くでき、その結果、建屋内におけるエクスチェンジャ上面と建屋天井との間のカセット収納スペース(ストッカー)を広く取ることができ、ワークの収納密度(カセットの段積み数)を高めることができる。
更に、請求項3記載の構成により、極めて高水準のクリーン度(クリーンクラス10以下)を実現することができる。
また、請求項4記載の構成により、エクスチェンジャの状況に応じて対応する受け取り専用コンベヤ叉は受け渡し専用コンベヤとの間で直接ワークの受け渡しを行ったり、或いは一直線状に配置された隣接する受け取り専用コンベヤ叉は受け渡し専用コンベヤを径由してワークの受け渡しを行なう等、幅広く対応することができる。従って、タクトタイムのロスをなくし、生産効率の向上を図ることができる、製造ライン側のシステムに対応した自由度のある搬送システムを提供することが出来る。
図1及び図2は、クリーンルーム内に設置した搬送システムの概略を示し、自動倉庫AのスタッカクレーンA’に沿って複数台(図示は3台)のエクスチェンジャB1,B2,B3が一直線状に並設配置され、そのエクスチェンジャB1〜B3における処理済みのワークW’をローディング、叉はワークWをアンローディングする側(スタッカクレーン側とは反対側)に、製造ライン(EQ)側にワークを受け渡す受け渡し専用コンベヤと製造ライン側から排出される処理済みワークを受け取る受け取り専用コンベヤを上下二段に区画配置した二段式コンベヤC1,C2,C3が前記エクスチェンジャと対応させて並設配置されて構成されている。尚、図示のシステムでは二段式コンベヤC1〜C3と製造ライン側(EQ)との間のワークの受け渡しを直接行なうようにした状態を示しているが、製造ライン側の関係で該製造ライン側と二段式コンベヤとの間に搬送コンベヤを適宜配置するようにしてもよい。
そして前記ローラコンベヤ3は、器枠1の高さ方向の略中間位置において後述する二段式コンベヤC1〜C3の上段に配置された受け取り専用コンベヤOUT1〜OUT3と下段に配置された受け渡し専用コンベヤIN1〜IN3とに対応して、ローディング位置とアンローディング位置の間をその目的に応じて上下移動するように構成されている。
支承フレーム5は、金属製角パイプ等を用いて平面矩形状に形成され、その支承フレーム5の上面にワイヤーカセットFの底部四隅部を定着支持するカセット支承部が固着されている。これにより、ワイヤーカセットFは支承フレーム5に位置決めされて安定よく載置支承される。
左右のボールネジ機構8及びガイド部材(図示省略)は、図3に示すように門形支柱フレーム1bの左右支柱の内側に鉛直に配置され、ボールネジ機構8のネジ杆に螺合するナット部材に前記支持部材7の垂直辺部が固着され、ナット部材はガイド部材のスライダーに連結されている。それにより、ネジ杆が回転することで支持部材7が固着されたナット部材はガイド部材の案内作用により上下方向に移動される。尚、ガイド部材としては、LMガイドが好適である。
又、昇降駆動部6の働きで支承フレーム5を上下昇降する範囲は、該支承フレームに載承されたワイヤーカセットFのワークWをアンローディングする開始位置(上限位置)と、ワイヤーカセットFにワークWをローディングする開始位置(下限位置)との間である。
コンベヤフレーム10を櫛歯形状に構成した理由は、ワークWを水平多段状に収容支持するカセットの形態によるもので、ワイヤーカセットF内の多段状に収容されたワークWをアンローディングする時、及び空のワイヤーカセットFに処理済みのワークW’を多段状にローディングする時、ワイヤーカセットFは前記した昇降ユニットで上下昇降されるが、その上下昇降を妨げず、しかもワークWをローディング/アンローディングするためである。即ち、コンベヤフレーム10の起立枠相互の隙間にワイヤーカセットFの並設されたワイヤーf’が接触せずに嵌入して通過するように構成されている。
そして、上記の如く構成したローラコンベヤ3は、二段式コンベヤC1〜C3の上段に配置した受け取り専用コンベヤOUT1〜OUT3と下段に配置した受け渡し専用コンベヤIN1〜IN3の高さに対応してコンベヤ昇降ユニット12で上下に移動するように構成されている。
上記枠体13は平面矩形状をした平形の箱状に構成され、その高さ方向の略中央部に仕切り板15が水平に取り付けられて内部が上下に区画されており、仕切り板15より上側の部屋と下側の部屋の両方にクロスローラコンベヤ17が収容配置され、更に該枠体13の周壁には枠体13内の上下に配置したクロスローラコンベヤ17で搬送されるワークW(又はワークW’)が通過する為の開口16が該コンベヤの搬送方向と対応させて開設されている。尚、前記仕切り板15は、その外周縁を枠体内面と離間し、仕切り板15の周囲に上下流通し得る通路32が確保されている。この通路32は後述する清浄空気の流通路として機能する。
架台14は脚部に上下(高さ)調節機構を備え、これの調節により関連するエクスチェンジャB1〜B3或いは製造ライン側の装置の高さに応じて調整できるように構成されている。
図示の動力伝達機構は、ローラコンベヤ17aにおいては、搬送ローラ18を所定間隔で取り付けたローラ軸19の軸端にマグネットリング(従動磁気車)20を固着し、そのマグネットリング(従動磁気車)20と対応させてマグネットリング(駆動磁気車)21を取り付けた駆動軸22を前記マグネットリング(従動磁気車)20の直下に非接触状態で直交配置し、駆動軸22をモータによって回転することで各ローラ軸19はマグネットリング(駆動磁気車)21とマグネットリング(従動磁気車)20の作用で回転される。
そして、上記ローラコンベヤ17bは上下昇降手段、例えば、エアーシリンダ34とリンク機構の組合せによってローラコンベヤ17aに対して上下出没自在に構成されている。
ファン・フィルタユニット(FF)33から枠体13内に流入した空気の流れは図6(a)、(b)に示す通りである
1.自動倉庫AからスタッカクレーンA’によってワークWが収容された供給カセット[X]、[Y]をエクスチェンジャB1、B2に供給し、エクスチェンジャB3には空カセット[Z]を供給セットする。
2.エクスチェンジャB1は、内蔵する上下昇降自在のローラコンベヤ3を下段位置にセットし、供給カセット[X]を昇降ユニット2によって下降させ、該カセットの最下段に収容されたワークWが前記ローラコンベヤ3に移乗する位置で下降を停止させる。そして、ローラコンベヤ3を作動させてワークWを前方の二段式コンベヤC1の下段に配置された受け渡し専用コンベヤIN1にアンローディングする。この時、受け渡し専用コンベヤIN1は、ローラコンベヤ3からワークWを受け取るためにクロスローラコンベヤ17のローラコンベヤ17bが突出して受け取り、ワークWが完全にクロスローラコンベヤ17上に移乗した時点でローラコンベヤ17bの作動を停止すると共に、下降させてもう一方のローラコンベヤ17aの搬送面より下方に位置させ、ワークWをローラコンベヤ17aで支持する。そして、二段式コンベヤC1に連続して並設配置されている他の二段式コンベヤC2、C3の各受け渡し専用コンベヤIN2、IN3のローラコンベヤ17aを作動させてワークWを受け渡し専用コンベヤIN1→IN2→IN3と搬送する。二段式コンベヤC3の受け渡し専用コンベヤIN3はローラコンベヤ17aがワークWを完全に受け取った時点で、該ローラコンベヤ17aの作動を停止し、もう一方のローラコンベヤ17bを上昇させてワークWを支持し、該コンベヤ17bを作動させてワークWを製造ライン(EQ)側に排出する。この動作を前記供給カセット[X]に収容されているワークWに行い、ワークWを連続して製造ライン(EQ)側に供給する(図7(a)参照)。
空カセット[Z]に対するワークW’のローディング(収納)は、前記したワークWのアンローディングと逆の動作で、エクスチェンジャB3に装備されているローラコンベヤ3を上段位置(二段式コンベヤC3の上段に配置された受け取り専用コンベヤOUT3の搬送面と同じ高さ位置)に上昇セットし、且つ空カセット[Z]を最上段のワイヤー位置が前記ローラコンベヤ3の位置と合う高さ位置で停止させる。そして、ローラコンベヤ3を作動させて二段式コンベヤC3の受け取り専用コンベヤOUT3におけるローラコンベヤ17bからワークW’を空カセット[Z]にローディング(収納)する。空カセット[Z]を昇降ユニット2によって所定ピッチ間隔で上昇させて、該空カセット[Z]の各段にワークW’を連続的に収納する(図7(b)参照)。
5.そして、エクスチェンジャB1の供給カセット[X]が空カセット[Z]に切り替わった後、エクスチェンジャB2の供給カセット[Y]に収容されたワークWが前記2.と同様の作動により二段式コンベヤC2の受け渡し専用コンベヤIN2にアンローディングされ、更に二段式コンベヤC3の受け渡し専用コンベヤIN3を径由して製造ライン(EQ)側へ供給が連続して行なわれる。
一方、前記3.のエクスチェンジャB3の空カセット[Z]へのワークW’のローディング(収納)が満杯になると、そのカセットはスタッカクレーンA’によってエクスチェンジャB3から取り出され、代わりにワークWが収容された供給カセット[Y]がスタッカクレーンA’によってエクスチェンジャB3にセットされる(図7(c)参照)。
他の実施例を図8に基づいて簡単に説明する。
図8(a)に示す搬送システムは、二段式コンベヤC1〜C4を横一列に並設し、エクスチェンジャB1〜B3はエクスチェンジャB2とB3との間(二段式コンベヤC3に対応する箇所)を空けて設置し、そのエクスチェンジャB2とB3との間をカセット置き場(自動倉庫の一部)として使用し、ワークWのアンローディング及び処理済みのワークW’のローディングを図示の矢印、或いは前記実施例のパターンと同様に行う。
又、図8(b)に示す搬送システムは、エクスチェンジャB1〜B4と二段式コンベヤC1〜C4をそれぞれ4基設置し、ワークWの供給と処理済みワークW’の回収収納をそれぞれ、2基ずつに分けて搬送するようにしてもよい。
又、二段式コンベヤの受け渡し専用コンベヤと受け取り専用コンベヤを構成するクロスローラコンベヤの駆動方式は、磁力を利用した非接触型の方式に限らず、今日一般的に採用されている駆動方式でもよいものである。但し、その場合は、クリーン度を維持する為に、他の機器を設置する必要がある。
B1〜B3…エクスチェンジャ C1〜C3…二段式コンベヤ
IN1〜IN3…受け渡し専用コンベヤ OUT1〜OUT3…受け取り専用コンベヤ
F…ワイヤーカセット W…ワーク(ガラス基板等)
3…ローラコンベヤ 17…クロスローラコンベヤ
33…ファン・フィルタユニット
Claims (4)
- ガラス基板等のワークを多段収容したカセットの貯留部と複数台並設したエクスチェンジャの間を搬送手段によりカセット単位で搬送し、エクスチェンジャと製造ライン間は前記ワークを枚葉搬送するガラス基板等の搬送システムにおいて、
前記エクスチェンジャ内に、該エクスチェンジャ内を上下昇降するカセットに対してワークをローディング又はアンローディングするコンベヤを配置し、そのエクスチェンジャにおけるワークをローディング/アンローディングする側に、製造ライン側にワークを受け渡す受け渡し専用コンベヤと製造ライン側から排出されるワークを受け取る受け取り専用コンベヤを上下二段に区画し、且つ前記エクスチェンジャの並設方向に沿って複数台をワークの受け渡しが順次可能になるように並設配置し、更に、前記エクスチェンジャ内に配置したコンベヤは前記受け渡し専用コンベヤと受け取り専用コンベヤの高さに対応して上下昇降自在としたことを特徴とするガラス基板等の搬送システム。 - 前記上下二段の受け取り専用コンベヤ及び受け渡し専用コンベヤは、磁力を利用した非接触型のローラコンベヤであることを特徴とする請求項1記載のガラス基板等の搬送システム。
- 前記上下二段の受け取り専用コンベヤ及び受け渡し専用コンベヤは、該コンベヤ全体を枠体で密閉すると共に、回転部を支持する軸受部分を封止部材で包被し、且つ前記枠体内に該枠体の一方から他方に向かって清浄空気を流通させる空気路を配設したことを特徴とする請求項2記載のガラス基板等の搬送システム。
- 前記上下二段の受け取り専用コンベヤ及び受け渡し専用コンベヤは、前記エクスチェンジャと対応して同数配置されていることを特徴とする請求項1乃至3の何れか1項記載のガラス基板等の搬送システム。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005018093A JP2006206218A (ja) | 2005-01-26 | 2005-01-26 | ガラス基板等の搬送システム |
| KR1020050039833A KR20060086794A (ko) | 2005-01-26 | 2005-05-12 | 글라스 기판 등의 반송시스템 |
| CNA2005100702950A CN1810607A (zh) | 2005-01-26 | 2005-05-16 | 玻璃基板等的输送系统 |
| TW094117828A TW200626458A (en) | 2005-01-26 | 2005-05-31 | Conveying system for glass substrate or the like |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2005018093A JP2006206218A (ja) | 2005-01-26 | 2005-01-26 | ガラス基板等の搬送システム |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2006206218A true JP2006206218A (ja) | 2006-08-10 |
Family
ID=36843760
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2005018093A Pending JP2006206218A (ja) | 2005-01-26 | 2005-01-26 | ガラス基板等の搬送システム |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP2006206218A (ja) |
| KR (1) | KR20060086794A (ja) |
| CN (1) | CN1810607A (ja) |
| TW (1) | TW200626458A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008098317A (ja) * | 2006-10-11 | 2008-04-24 | Daifuku Co Ltd | 板状体処理設備 |
| JP2008265883A (ja) * | 2007-03-23 | 2008-11-06 | Murata Mach Ltd | 搬送システム |
| JP2009124131A (ja) * | 2007-11-13 | 2009-06-04 | Semes Co Ltd | 駆動磁力部材と、これを利用した基板移送ユニット及び基板処理装置 |
| CN103010698A (zh) * | 2012-12-24 | 2013-04-03 | 云南云铝涌鑫铝业有限公司 | 用于铝电解厂的气垫带式输送系统和具有其的铝电解厂 |
| CN106241648A (zh) * | 2016-08-31 | 2016-12-21 | 苏州朗坤自动化设备有限公司 | 一种用于缔合设备的升降机构 |
| JP2018142700A (ja) * | 2017-02-28 | 2018-09-13 | シャンハイ マイクロ エレクトロニクス イクイプメント(グループ)カンパニー リミティド | 基板搬送装置および方法 |
| CN115259017A (zh) * | 2021-04-29 | 2022-11-01 | 法博智能移动股份有限公司 | 载物架及含该载物架的移动式顶升输送机 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102107781B (zh) * | 2009-12-23 | 2013-06-19 | 株式会社太星技研 | 平板玻璃移送装置 |
| JP5077718B2 (ja) * | 2010-04-12 | 2012-11-21 | 株式会社ダイフク | 搬送装置 |
| CN101891063B (zh) * | 2010-07-14 | 2011-08-31 | 深圳市华星光电技术有限公司 | 产线分流输送架构及其横移输送带平台 |
| CN102320472B (zh) * | 2011-06-03 | 2013-07-10 | 深圳市华星光电技术有限公司 | 基板传送系统及传送方法 |
| CN103010747B (zh) * | 2011-09-21 | 2016-04-20 | 瑞世达科技(厦门)有限公司 | 传送整合装置及其传送方法 |
| CN105668143B (zh) * | 2016-03-23 | 2017-08-25 | 北京轩宇智能科技有限公司 | 一种密封操作系统及其磁耦合式密封输料装置 |
| CN106044243B (zh) * | 2016-07-08 | 2019-06-04 | 佛山格尼斯磁悬浮技术有限公司 | 面板立式输送装置 |
| CN109230533B (zh) * | 2018-09-03 | 2024-03-19 | 郑州福耀玻璃有限公司 | 一种汽车玻璃不间断烘弯线 |
| CN110482220A (zh) * | 2019-07-26 | 2019-11-22 | 蚌埠凯盛工程技术有限公司 | 一种玻璃基板存储工艺、装置及应用 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60153308A (ja) * | 1984-01-21 | 1985-08-12 | Fujitsu Ltd | プリント板給排装置 |
| JPH03106724A (ja) * | 1989-09-20 | 1991-05-07 | Fujitsu Ltd | クリーンルーム用コンベアシステム |
| JP2003040446A (ja) * | 2001-07-31 | 2003-02-13 | Sumitomo Precision Prod Co Ltd | 基板処理装置 |
| WO2004010171A1 (ja) * | 2002-07-22 | 2004-01-29 | Dai Nippon Printing Co., Ltd. | 製造ラインシステム及びそのシステムで用いられる自動倉庫 |
| JP2004278586A (ja) * | 2003-03-13 | 2004-10-07 | Atsuo Nozaki | 磁着筒付回転軸及び搬送装置並びに非接触回転伝達機構 |
-
2005
- 2005-01-26 JP JP2005018093A patent/JP2006206218A/ja active Pending
- 2005-05-12 KR KR1020050039833A patent/KR20060086794A/ko not_active Application Discontinuation
- 2005-05-16 CN CNA2005100702950A patent/CN1810607A/zh active Pending
- 2005-05-31 TW TW094117828A patent/TW200626458A/zh not_active IP Right Cessation
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60153308A (ja) * | 1984-01-21 | 1985-08-12 | Fujitsu Ltd | プリント板給排装置 |
| JPH03106724A (ja) * | 1989-09-20 | 1991-05-07 | Fujitsu Ltd | クリーンルーム用コンベアシステム |
| JP2003040446A (ja) * | 2001-07-31 | 2003-02-13 | Sumitomo Precision Prod Co Ltd | 基板処理装置 |
| WO2004010171A1 (ja) * | 2002-07-22 | 2004-01-29 | Dai Nippon Printing Co., Ltd. | 製造ラインシステム及びそのシステムで用いられる自動倉庫 |
| JP2004278586A (ja) * | 2003-03-13 | 2004-10-07 | Atsuo Nozaki | 磁着筒付回転軸及び搬送装置並びに非接触回転伝達機構 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008098317A (ja) * | 2006-10-11 | 2008-04-24 | Daifuku Co Ltd | 板状体処理設備 |
| JP4586790B2 (ja) * | 2006-10-11 | 2010-11-24 | 株式会社ダイフク | 板状体処理設備 |
| JP2008265883A (ja) * | 2007-03-23 | 2008-11-06 | Murata Mach Ltd | 搬送システム |
| JP2009124131A (ja) * | 2007-11-13 | 2009-06-04 | Semes Co Ltd | 駆動磁力部材と、これを利用した基板移送ユニット及び基板処理装置 |
| CN103010698A (zh) * | 2012-12-24 | 2013-04-03 | 云南云铝涌鑫铝业有限公司 | 用于铝电解厂的气垫带式输送系统和具有其的铝电解厂 |
| CN106241648A (zh) * | 2016-08-31 | 2016-12-21 | 苏州朗坤自动化设备有限公司 | 一种用于缔合设备的升降机构 |
| JP2018142700A (ja) * | 2017-02-28 | 2018-09-13 | シャンハイ マイクロ エレクトロニクス イクイプメント(グループ)カンパニー リミティド | 基板搬送装置および方法 |
| CN115259017A (zh) * | 2021-04-29 | 2022-11-01 | 法博智能移动股份有限公司 | 载物架及含该载物架的移动式顶升输送机 |
| CN115259017B (zh) * | 2021-04-29 | 2023-12-19 | 法博智能移动股份有限公司 | 载物架及含该载物架的移动式顶升输送机 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20060086794A (ko) | 2006-08-01 |
| TW200626458A (en) | 2006-08-01 |
| CN1810607A (zh) | 2006-08-02 |
| TWI295269B (ja) | 2008-04-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2006206218A (ja) | ガラス基板等の搬送システム | |
| JP4436689B2 (ja) | ガラス基板の搬送システム | |
| KR100555620B1 (ko) | 기판 운반시스템 및 운반방법 | |
| US9299597B2 (en) | Scalable stockers with automatic handling buffer | |
| US11515189B2 (en) | Automatic handling buffer for bare stocker | |
| JP4690414B2 (ja) | ワーク搬入出システム及び搬送装置 | |
| KR20120055493A (ko) | 기판 컨테이너 보관 시스템 | |
| JP2599571B2 (ja) | 基板搬送ロボット | |
| JP4615015B2 (ja) | コンテナ搬送システム | |
| JP2004284772A (ja) | 基板搬送システム | |
| US20100080672A1 (en) | Direct loading to and from a conveyor system | |
| JP5006411B2 (ja) | 基板搬送装置 | |
| CN101689582A (zh) | 薄膜太阳电池制造系统以及共用基板保管架 | |
| JP4648190B2 (ja) | 基板搬送システム | |
| JPWO2003105216A1 (ja) | 容器搬送システム | |
| JP2019004089A (ja) | 容器の貯蔵装置 | |
| KR101340786B1 (ko) | 오버 헤드 셔틀을 이용한 반송 장치 | |
| JP2012056706A (ja) | 基板受渡装置及び基板受渡方法 | |
| JPWO2004088741A1 (ja) | 基板搬送システム | |
| JP2013165177A (ja) | ストッカー装置 | |
| JPH11191582A (ja) | カセット搬送システム | |
| EP2245656B1 (en) | Automatic handling buffer for bare stocker | |
| JP2007134734A (ja) | 液晶基板の搬送装置 | |
| JPWO2004088742A1 (ja) | 基板搬送システム | |
| JP2010235214A (ja) | 走行車システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20071203 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20071203 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100302 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100706 |