JP2005299720A - 自動車用ボールねじ - Google Patents
自動車用ボールねじ Download PDFInfo
- Publication number
- JP2005299720A JP2005299720A JP2004112893A JP2004112893A JP2005299720A JP 2005299720 A JP2005299720 A JP 2005299720A JP 2004112893 A JP2004112893 A JP 2004112893A JP 2004112893 A JP2004112893 A JP 2004112893A JP 2005299720 A JP2005299720 A JP 2005299720A
- Authority
- JP
- Japan
- Prior art keywords
- screw
- ball
- shaft
- ball screw
- screw shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Landscapes
- Transmission Devices (AREA)
Abstract
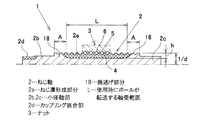
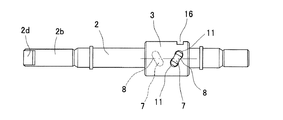
【解決手段】 この自動車用ボールねじ1は、自動車の変速機等のアクチュエータに使用されるボールねじであって、ねじ軸2およびナット3と、これらねじ軸2およびナット3の対向面に形成されたねじ溝4,5間に介在するボール6とでなる。ねじ軸2は、使用時にボール6が転走する軸方向範囲Lと、カップリング嵌合部2dとに限定して高周波焼入れし、その他の部分は未処理とする。ねじ軸2の高周波焼入れされた部分の残留オーステナイト量は1〜10%とし、未焼入れ部分は残留オーステナイト量を零とする。
【選択図】 図1
Description
自動車用のアクチュエータに用いられる場合、特に、変速機等の部品に用いられる場合は、破損の形態として、折損するよりも曲がりが発生する方が安全上、望ましい。自動車の場合は、安全性が強く要望されるため、折損を極力回避する必要がある。そのため、表面の全体に浸炭焼入れされる浸炭焼入れはあまり好ましくない。また、浸炭焼入れでは、表面異常層の除去を行わないと、表面部が脆いため、短寿命の原因となる。この表面異常層の除去に手間がかかってコスト増となっている。
高周波焼入れの場合、その焼入れ方法の特徴として残留オーステナイト量が少いが、これにつき、さらに焼入れ範囲を限定された範囲とすることにより、使用時の温度が高温となったり、また経年使用した場合の寸法変化についても更に安定したものとなる。ねじ軸の高周波焼入れされた部分の残留オーステナイト量が1〜10%、未焼入れ部分の残留オーステナイト量が零であれば、じん性についてより優れたものとなり、寸法安定性についても優れたものとなる。
ねじ軸におけるねじ溝は、使用上からはボールが転走する範囲だけに設けられていれば良いが、ナットやボールの組立の都合上、ねじ軸の端部まで、あるいはねじ軸におけるねじ溝が形成される軸径部分の全長に渡ってねじ溝が形成される。しかし、このように設けられる転走範囲外の部分は、組立時に無負荷で使用されるだけであるため、全長に渡って表面の硬度が高められている必要はない。
ねじ軸に求められる機能としては、前述のように、ボールが転動するのに必要最小限の範囲に硬度上昇した部分があり、その他の部分はじん性向上のために、未処理の方が有利である。自動車用ボールねじでは、汎用のボールねじと異なり、例えば変速機のアクチュエータなど、限定された用途のものとして設計されるため、使用時にボールが転走する軸方向範囲は、必然的に定まる。このように定まる軸方向範囲に高周波焼入れを施し、残りの軸方向範囲は未処理とする。なお、高周波焼入れを施す軸方向範囲は、厳密にボールが転走する範囲だけとする必要はなく、各種の誤差や生産上の都合等を考慮し、少なくともボール転走範囲は高周波焼入れされていて、それよりも若干長い範囲まで、高周波焼入れされていても良い。
高周波焼入れを施す範囲は、上記のようにボールが転走する軸方向範囲だけで良いが、それ以上の範囲に設定されていても良い。しかし、その場合でも、上記の焼逃げ部分を設けることが好ましい。
ねじ軸の両端部に焼逃げ部分を設けると、高周波焼入れ時のオーバーヒートを防止することができる。この焼逃げ部分が、ねじ部の径の半分未満であると、オーバーヒートの防止効果を十分に得ることが難しいが、半分以上であると、オーバーヒートを十分に防止することができる。
カップリング嵌合部は、モータの反転動作のトルクが作用し、繰り返し荷重を受けるため、耐摩耗性に優れた物であることが好ましい。このため、カップリング嵌合部は高周波焼入れされていて、表面硬さが硬くされていることが好ましい。
転造加工されたねじ軸は、低コスト化のためにはその焼入れ時に発生するスケールを除去する程度で使用できる必要がある。浸炭焼入れの場合は、表面異常層(粒界酸化膜)の除去を行わないと、表面部が脆いため、短寿命の原因となる。しかし、高周波焼入れされた転走面は、浸炭焼入れと異なり、表面異常層が発生しないため、表層の品質が高い。そのため、ナイロンブラシ等の比較的柔らかい仕上げ部材での表面仕上げが可能である。その結果、高周波焼入れ後、スケール除去したのみの転走面は、転造時の優れた表面粗さが殆ど残っており、Ra0.1以下の表面が容易に得られる。
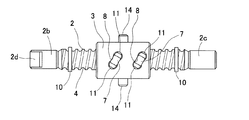
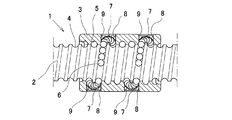
ナット3に設ける循環部品7は、リターンチューブやエンドキャップ式、ガイドプレート式等のものであっても良いが、コンパクト化等の面から、駒式のものが好ましい。
ナット3は、他の部品との連結部として、トラニオン軸14が設けられている。ナット3は、連結部として、トラニオン軸14の代わりに、図6のように溝16を形成したものであっても良く、またこれらの連結部を有しないものであっても良い。
ねじ軸2のねじ溝形成部2aにおける両端付近には、ナット3の脱落防止用のリング部材10が取付けられている。リング部材10は、例えば合成樹脂性のものである。
図1に示すように、ねじ軸2は、限定された範囲のねじ溝表面が高周波焼入れされる。同図に交差斜線を施した範囲が、高周波焼入れ部分である。この限定範囲は、ねじ軸2の軸方向および深さ方向について、それぞれ限定された所定の範囲とされる。深さ方向については、有効硬化深さhが限定範囲として管理される。有効硬化深さhは、ねじ軸2のねじ溝形形成部2aの軸表面からの深さであり、ねじ溝4よりも深い値とされる。例えば、ねじ溝4の深さが1mmであると、有効硬化深さhは1.7mm程度とされる。
なお、ナット3のねじ溝5の内面の表面粗さは、ねじ軸2のねじ溝4の表面粗さと同等にすることが好ましい。
ねじ軸2におけるカップリング嵌合部2dについても、高周波焼入れを施すことが好ましい。
焼入れ方法として高周波焼入れを採用するため、浸炭焼入れ等と異なり、選択的に限定範囲のみに焼入れを施すことが容易である。また、残留オーステナイト量を、ねじ軸2の高周波焼入れされた部分では1〜10%、未焼入れ部分では零とするため、じん性についてより優れたものとなる。高周波焼入れの場合、その焼入れ方法の特徴として残留オーステナイト量が少いが、その残留オーステナイト量を上記範囲に限定することにより、一層のじん性の向上が図れ、また使用時の温度が高温となったり、また経年使用した場合の寸法変化についても更に安定したものとなる。
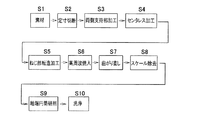
転造加工されたねじ軸2は、低コスト化のためにはその焼入れ時に発生するスケールを除去する程度で使用できる必要がある。浸炭焼入れの場合は、表面異常層(粒界酸化膜)の除去を行わないと、表面部が脆いため、短寿命の原因となる。しかし、高周波焼入れされたねじ溝内面である転走面は、浸炭焼入れと異なり、表面異常層が発生しないため、表層の品質が高い。そのため、上記スケール除去の処理(S8)として、ナイロンブラシ等の比較的柔らかい仕上げ部材での表面仕上げが可能である。その結果、高周波焼入れ後、スケール除去したのみの転走面は転造時の表面粗さが殆ど残っており、Ra0.1以下の表面が容易に得られる。
2…ねじ軸
2a…ねじ溝形成部分
2b,2c…小径軸部
2d…カップリング嵌合部
3…ナット
7…循環部品
Claims (6)
- 自動車用アクチュエータに使用される自動車用ボールねじであって、ボールを転走させるねじ溝が対向して形成されたねじ軸およびナットと、前記対向するねじ溝間に介在した複数のボールとを備え、前記ねじ軸は限定された範囲のねじ溝表面が高周波焼入れされ、前記ねじ軸の高周波焼入れされた部分の残留オーステナイト量が1〜10%、未焼入れ部分の残留オーステナイト量が零であることを特徴とする自動車用ボールねじ。
- 請求項1において、高周波焼入れを行う前記限定された範囲が、このボールねじの使用時にボールが転走する軸方向範囲である自動車用ボールねじ。
- 請求項1または請求項2において、ねじ軸のねじ溝が形成された軸径部分の両端部に焼逃げ部分を設け、この焼逃げ部分の長さを、少なくとも前記軸径部分の軸径の半分以上とした自動車用ボールねじ。
- 請求項1ないし請求項3のいずれか1項において、前記ねじ軸が端部にカップリング嵌合部を有し、このカップリング嵌合部に高周波焼入れを施した自動車用ボールねじ。
- 請求項1ないし請求項4のいずれか1項において、前記ねじ軸の材質は、中炭素鋼以上の炭素量を含有した鋼材である自動車用ボールねじ。
- 請求項1ないし請求項5のいずれかにおいて、高周波焼入れされたねじ溝表面の表面粗さがRa0.1以下である自動車用ボールねじ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004112893A JP4467349B2 (ja) | 2004-04-07 | 2004-04-07 | 自動車用ボールねじ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004112893A JP4467349B2 (ja) | 2004-04-07 | 2004-04-07 | 自動車用ボールねじ |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005299720A true JP2005299720A (ja) | 2005-10-27 |
| JP4467349B2 JP4467349B2 (ja) | 2010-05-26 |
Family
ID=35331502
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004112893A Expired - Lifetime JP4467349B2 (ja) | 2004-04-07 | 2004-04-07 | 自動車用ボールねじ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4467349B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009156279A (ja) * | 2007-12-25 | 2009-07-16 | Jtekt Corp | ボールねじ |
| JP2009204036A (ja) * | 2008-02-27 | 2009-09-10 | Nsk Ltd | ボールねじ装置 |
| WO2010123034A1 (ja) * | 2009-04-23 | 2010-10-28 | Ntn株式会社 | 転動溝付き軸部品 |
| WO2015182767A1 (ja) * | 2014-05-30 | 2015-12-03 | 日本精工株式会社 | ボールねじ装置 |
-
2004
- 2004-04-07 JP JP2004112893A patent/JP4467349B2/ja not_active Expired - Lifetime
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009156279A (ja) * | 2007-12-25 | 2009-07-16 | Jtekt Corp | ボールねじ |
| US8291785B2 (en) | 2007-12-25 | 2012-10-23 | Jtekt Corporation | Ball screw |
| JP2009204036A (ja) * | 2008-02-27 | 2009-09-10 | Nsk Ltd | ボールねじ装置 |
| WO2010123034A1 (ja) * | 2009-04-23 | 2010-10-28 | Ntn株式会社 | 転動溝付き軸部品 |
| JP2010255702A (ja) * | 2009-04-23 | 2010-11-11 | Nagato:Kk | 転動溝付き軸部品 |
| CN102414479A (zh) * | 2009-04-23 | 2012-04-11 | Ntn株式会社 | 形成有滚动凹槽的轴部件 |
| US8573081B2 (en) | 2009-04-23 | 2013-11-05 | Ntn Corporation | Shaft part formed with a rolling groove |
| WO2015182767A1 (ja) * | 2014-05-30 | 2015-12-03 | 日本精工株式会社 | ボールねじ装置 |
| WO2015182761A1 (ja) * | 2014-05-30 | 2015-12-03 | 日本精工株式会社 | ボールねじ装置 |
| WO2015182764A1 (ja) * | 2014-05-30 | 2015-12-03 | 日本精工株式会社 | ボールねじ装置 |
| TWI575171B (zh) * | 2014-05-30 | 2017-03-21 | Nsk Ltd | Ball screw device |
| TWI575170B (zh) * | 2014-05-30 | 2017-03-21 | Nsk Ltd | Ball screw device |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4467349B2 (ja) | 2010-05-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5569592B2 (ja) | ボールねじ | |
| JP2013099840A (ja) | ねじ軸及びその製造方法並びにボールねじユニット | |
| CN112566736A (zh) | 丝杠轴及其制造方法和方向盘的电动位置调节装置及其制造方法 | |
| JP5130886B2 (ja) | 転がりねじ装置及びその製造方法 | |
| JP4467349B2 (ja) | 自動車用ボールねじ | |
| JP2012039765A (ja) | 電動アクチュエータ | |
| JP2005083549A (ja) | ボールねじナットおよびその製造方法 | |
| JP2005299719A (ja) | 自動車用ボールねじ | |
| US20180274640A1 (en) | Ball screw | |
| US20060213298A1 (en) | Electrically driven linear actuator | |
| US20070137350A1 (en) | Ball screw nut and method of producing the same | |
| JP2016217402A (ja) | ボールねじ | |
| US20060207361A1 (en) | Ball screw | |
| JP4679257B2 (ja) | ボールねじ軸のねじ溝加工方法 | |
| JP2017020517A (ja) | 保持器付きボールねじ | |
| JP2005308141A (ja) | ボールねじ | |
| TW201816307A (zh) | 軌道槽之加工方法、軸承、滾珠螺桿裝置、機械及車輛之製造方法 | |
| JP2008215422A (ja) | アクチュエータ用ボールねじおよびそのねじ溝加工方法 | |
| JP7601892B2 (ja) | ねじ軸の製造方法 | |
| JP2007016848A (ja) | ボールねじナットおよびその製造方法 | |
| JP2005090570A (ja) | ボールねじナットおよびその製造方法 | |
| JP4993705B2 (ja) | ボールねじおよびそのねじ溝加工方法 | |
| WO2016125825A1 (ja) | 駒式ボールねじおよびその製造方法 | |
| JP2016161087A (ja) | 電動リニアアクチュエータ | |
| JP6558444B2 (ja) | 電動式パワーステアリング装置及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070404 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090811 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090813 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091009 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100223 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100223 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4467349 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130305 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130305 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140305 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |