JP2005299036A - 抗菌・消臭性繊維とその製造方法及びこれを用いた繊維成形物 - Google Patents
抗菌・消臭性繊維とその製造方法及びこれを用いた繊維成形物 Download PDFInfo
- Publication number
- JP2005299036A JP2005299036A JP2004119145A JP2004119145A JP2005299036A JP 2005299036 A JP2005299036 A JP 2005299036A JP 2004119145 A JP2004119145 A JP 2004119145A JP 2004119145 A JP2004119145 A JP 2004119145A JP 2005299036 A JP2005299036 A JP 2005299036A
- Authority
- JP
- Japan
- Prior art keywords
- fiber
- component
- antibacterial
- deodorant
- composite
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000835 fiber Substances 0.000 title claims abstract description 247
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 15
- 230000001877 deodorizing effect Effects 0.000 title description 16
- 239000004753 textile Substances 0.000 title description 4
- 230000000845 anti-microbial effect Effects 0.000 title description 2
- 230000000844 anti-bacterial effect Effects 0.000 claims abstract description 74
- 239000002781 deodorant agent Substances 0.000 claims abstract description 68
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 44
- 229910052751 metal Inorganic materials 0.000 claims abstract description 30
- 239000002184 metal Substances 0.000 claims abstract description 30
- 239000011701 zinc Substances 0.000 claims abstract description 15
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims abstract description 10
- 229910052725 zinc Inorganic materials 0.000 claims abstract description 10
- 229910052684 Cerium Inorganic materials 0.000 claims abstract description 6
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 6
- 230000007547 defect Effects 0.000 claims abstract description 6
- 229910052742 iron Inorganic materials 0.000 claims abstract description 6
- 125000002091 cationic group Chemical group 0.000 claims abstract description 5
- 239000002131 composite material Substances 0.000 claims description 122
- 238000009987 spinning Methods 0.000 claims description 34
- 229920005989 resin Polymers 0.000 claims description 24
- 239000011347 resin Substances 0.000 claims description 24
- 229920005672 polyolefin resin Polymers 0.000 claims description 23
- 239000000203 mixture Substances 0.000 claims description 16
- 229920001684 low density polyethylene Polymers 0.000 claims description 12
- 239000004702 low-density polyethylene Substances 0.000 claims description 12
- 229920001038 ethylene copolymer Polymers 0.000 claims description 3
- 238000009751 slip forming Methods 0.000 claims 1
- 239000000126 substance Substances 0.000 abstract description 19
- 241000894006 Bacteria Species 0.000 abstract description 12
- 239000007789 gas Substances 0.000 abstract description 9
- 241000233866 Fungi Species 0.000 abstract description 7
- 235000014113 dietary fatty acids Nutrition 0.000 abstract description 5
- 239000000194 fatty acid Substances 0.000 abstract description 5
- 229930195729 fatty acid Natural products 0.000 abstract description 5
- 150000004665 fatty acids Chemical class 0.000 abstract description 5
- 150000003464 sulfur compounds Chemical class 0.000 abstract description 3
- 230000009422 growth inhibiting effect Effects 0.000 abstract description 2
- 239000000306 component Substances 0.000 description 96
- 238000000034 method Methods 0.000 description 62
- 239000004745 nonwoven fabric Substances 0.000 description 42
- -1 nitrogen-containing cyclic compounds Chemical class 0.000 description 38
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 24
- 229920001155 polypropylene Polymers 0.000 description 22
- 239000004743 Polypropylene Substances 0.000 description 19
- 239000000463 material Substances 0.000 description 19
- 238000002844 melting Methods 0.000 description 17
- 230000008018 melting Effects 0.000 description 17
- QGZKDVFQNNGYKY-UHFFFAOYSA-N Ammonia Chemical compound N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 16
- 238000012545 processing Methods 0.000 description 15
- 238000012360 testing method Methods 0.000 description 15
- 229920001225 polyester resin Polymers 0.000 description 13
- 239000004645 polyester resin Substances 0.000 description 13
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical group [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 12
- 239000003795 chemical substances by application Substances 0.000 description 12
- 229920001577 copolymer Polymers 0.000 description 12
- 239000004700 high-density polyethylene Substances 0.000 description 12
- 239000000178 monomer Substances 0.000 description 12
- 229920001903 high density polyethylene Polymers 0.000 description 11
- 239000002002 slurry Substances 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 9
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical compound S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 8
- 229910021529 ammonia Inorganic materials 0.000 description 8
- 229910000037 hydrogen sulfide Inorganic materials 0.000 description 8
- 229920000139 polyethylene terephthalate Polymers 0.000 description 8
- 239000005020 polyethylene terephthalate Substances 0.000 description 8
- 238000003672 processing method Methods 0.000 description 8
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 7
- 229920001971 elastomer Polymers 0.000 description 7
- 239000000806 elastomer Substances 0.000 description 7
- 239000004744 fabric Substances 0.000 description 7
- 238000002074 melt spinning Methods 0.000 description 7
- 229920001169 thermoplastic Polymers 0.000 description 7
- 239000003242 anti bacterial agent Substances 0.000 description 6
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 239000004088 foaming agent Substances 0.000 description 6
- 229920001519 homopolymer Polymers 0.000 description 6
- 229920000092 linear low density polyethylene Polymers 0.000 description 6
- 239000004707 linear low-density polyethylene Substances 0.000 description 6
- 244000005700 microbiome Species 0.000 description 6
- 229920006122 polyamide resin Polymers 0.000 description 6
- 238000004080 punching Methods 0.000 description 6
- 239000004416 thermosoftening plastic Substances 0.000 description 6
- 239000011787 zinc oxide Substances 0.000 description 6
- 238000011161 development Methods 0.000 description 5
- 238000002156 mixing Methods 0.000 description 5
- 239000006104 solid solution Substances 0.000 description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 5
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 4
- 239000005977 Ethylene Substances 0.000 description 4
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 4
- 239000002250 absorbent Substances 0.000 description 4
- 230000002745 absorbent Effects 0.000 description 4
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 4
- 230000003385 bacteriostatic effect Effects 0.000 description 4
- 238000004332 deodorization Methods 0.000 description 4
- 230000001788 irregular Effects 0.000 description 4
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 4
- 239000000155 melt Substances 0.000 description 4
- 229920000573 polyethylene Polymers 0.000 description 4
- 229920001384 propylene homopolymer Polymers 0.000 description 4
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 4
- 239000011593 sulfur Substances 0.000 description 4
- 229910052717 sulfur Inorganic materials 0.000 description 4
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 3
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 3
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 3
- 239000004793 Polystyrene Substances 0.000 description 3
- 239000004480 active ingredient Substances 0.000 description 3
- 230000000843 anti-fungal effect Effects 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 230000006866 deterioration Effects 0.000 description 3
- 150000002009 diols Chemical class 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 239000010419 fine particle Substances 0.000 description 3
- 238000005187 foaming Methods 0.000 description 3
- 239000012567 medical material Substances 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 229920002223 polystyrene Polymers 0.000 description 3
- 229920005990 polystyrene resin Polymers 0.000 description 3
- 229920002620 polyvinyl fluoride Polymers 0.000 description 3
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 3
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 3
- 238000005507 spraying Methods 0.000 description 3
- 239000004094 surface-active agent Substances 0.000 description 3
- 239000000725 suspension Substances 0.000 description 3
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 2
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 2
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 2
- FERIUCNNQQJTOY-UHFFFAOYSA-N Butyric acid Chemical compound CCCC(O)=O FERIUCNNQQJTOY-UHFFFAOYSA-N 0.000 description 2
- 229920001634 Copolyester Polymers 0.000 description 2
- 206010053759 Growth retardation Diseases 0.000 description 2
- 206010021639 Incontinence Diseases 0.000 description 2
- SIKJAQJRHWYJAI-UHFFFAOYSA-N Indole Chemical compound C1=CC=C2NC=CC2=C1 SIKJAQJRHWYJAI-UHFFFAOYSA-N 0.000 description 2
- LSDPWZHWYPCBBB-UHFFFAOYSA-N Methanethiol Chemical compound SC LSDPWZHWYPCBBB-UHFFFAOYSA-N 0.000 description 2
- 229910019142 PO4 Inorganic materials 0.000 description 2
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 2
- 230000002378 acidificating effect Effects 0.000 description 2
- 239000001361 adipic acid Substances 0.000 description 2
- 235000011037 adipic acid Nutrition 0.000 description 2
- 150000001412 amines Chemical class 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000007334 copolymerization reaction Methods 0.000 description 2
- 238000007598 dipping method Methods 0.000 description 2
- 238000009408 flooring Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 2
- 238000007654 immersion Methods 0.000 description 2
- 238000009616 inductively coupled plasma Methods 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 229910044991 metal oxide Inorganic materials 0.000 description 2
- 150000004706 metal oxides Chemical class 0.000 description 2
- ZGEGCLOFRBLKSE-UHFFFAOYSA-N methylene hexane Natural products CCCCCC=C ZGEGCLOFRBLKSE-UHFFFAOYSA-N 0.000 description 2
- RXOHFPCZGPKIRD-UHFFFAOYSA-N naphthalene-2,6-dicarboxylic acid Chemical compound C1=C(C(O)=O)C=CC2=CC(C(=O)O)=CC=C21 RXOHFPCZGPKIRD-UHFFFAOYSA-N 0.000 description 2
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 2
- 230000000474 nursing effect Effects 0.000 description 2
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 2
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 2
- 239000010452 phosphate Substances 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 238000012643 polycondensation polymerization Methods 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 239000011342 resin composition Substances 0.000 description 2
- 150000003839 salts Chemical class 0.000 description 2
- ZFRKQXVRDFCRJG-UHFFFAOYSA-N skatole Chemical compound C1=CC=C2C(C)=CNC2=C1 ZFRKQXVRDFCRJG-UHFFFAOYSA-N 0.000 description 2
- 230000001954 sterilising effect Effects 0.000 description 2
- 150000003440 styrenes Chemical class 0.000 description 2
- 238000005211 surface analysis Methods 0.000 description 2
- GETQZCLCWQTVFV-UHFFFAOYSA-N trimethylamine Chemical compound CN(C)C GETQZCLCWQTVFV-UHFFFAOYSA-N 0.000 description 2
- 210000002700 urine Anatomy 0.000 description 2
- NQPDZGIKBAWPEJ-UHFFFAOYSA-N valeric acid Chemical compound CCCCC(O)=O NQPDZGIKBAWPEJ-UHFFFAOYSA-N 0.000 description 2
- 239000004711 α-olefin Substances 0.000 description 2
- PFTAWBLQPZVEMU-DZGCQCFKSA-N (+)-catechin Chemical compound C1([C@H]2OC3=CC(O)=CC(O)=C3C[C@@H]2O)=CC=C(O)C(O)=C1 PFTAWBLQPZVEMU-DZGCQCFKSA-N 0.000 description 1
- PMJHHCWVYXUKFD-SNAWJCMRSA-N (E)-1,3-pentadiene Chemical compound C\C=C\C=C PMJHHCWVYXUKFD-SNAWJCMRSA-N 0.000 description 1
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 1
- 238000001644 13C nuclear magnetic resonance spectroscopy Methods 0.000 description 1
- FZHNODDFDJBMAS-UHFFFAOYSA-N 2-ethoxyethenylbenzene Chemical compound CCOC=CC1=CC=CC=C1 FZHNODDFDJBMAS-UHFFFAOYSA-N 0.000 description 1
- NBOCQTNZUPTTEI-UHFFFAOYSA-N 4-[4-(hydrazinesulfonyl)phenoxy]benzenesulfonohydrazide Chemical compound C1=CC(S(=O)(=O)NN)=CC=C1OC1=CC=C(S(=O)(=O)NN)C=C1 NBOCQTNZUPTTEI-UHFFFAOYSA-N 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- GVNWZKBFMFUVNX-UHFFFAOYSA-N Adipamide Chemical compound NC(=O)CCCCC(N)=O GVNWZKBFMFUVNX-UHFFFAOYSA-N 0.000 description 1
- 241000228245 Aspergillus niger Species 0.000 description 1
- 239000004156 Azodicarbonamide Substances 0.000 description 1
- 229920002101 Chitin Polymers 0.000 description 1
- 229920001661 Chitosan Polymers 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 201000004624 Dermatitis Diseases 0.000 description 1
- 206010012444 Dermatitis diaper Diseases 0.000 description 1
- 208000003105 Diaper Rash Diseases 0.000 description 1
- MWRWFPQBGSZWNV-UHFFFAOYSA-N Dinitrosopentamethylenetetramine Chemical compound C1N2CN(N=O)CN1CN(N=O)C2 MWRWFPQBGSZWNV-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 1
- 239000004594 Masterbatch (MB) Substances 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920001007 Nylon 4 Polymers 0.000 description 1
- 229920003189 Nylon 4,6 Polymers 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920000305 Nylon 6,10 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 241000191967 Staphylococcus aureus Species 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- YIMQCDZDWXUDCA-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCC(CO)CC1 YIMQCDZDWXUDCA-UHFFFAOYSA-N 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- XYLMUPLGERFSHI-UHFFFAOYSA-N alpha-Methylstyrene Chemical compound CC(=C)C1=CC=CC=C1 XYLMUPLGERFSHI-UHFFFAOYSA-N 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 235000006708 antioxidants Nutrition 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- XOZUGNYVDXMRKW-AATRIKPKSA-N azodicarbonamide Chemical compound NC(=O)\N=N\C(N)=O XOZUGNYVDXMRKW-AATRIKPKSA-N 0.000 description 1
- 235000019399 azodicarbonamide Nutrition 0.000 description 1
- 230000001580 bacterial effect Effects 0.000 description 1
- 229960000686 benzalkonium chloride Drugs 0.000 description 1
- CADWTSSKOVRVJC-UHFFFAOYSA-N benzyl(dimethyl)azanium;chloride Chemical compound [Cl-].C[NH+](C)CC1=CC=CC=C1 CADWTSSKOVRVJC-UHFFFAOYSA-N 0.000 description 1
- IAQRGUVFOMOMEM-UHFFFAOYSA-N butene Natural products CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- ADRVNXBAWSRFAJ-UHFFFAOYSA-N catechin Natural products OC1Cc2cc(O)cc(O)c2OC1c3ccc(O)c(O)c3 ADRVNXBAWSRFAJ-UHFFFAOYSA-N 0.000 description 1
- 235000005487 catechin Nutrition 0.000 description 1
- 150000001768 cations Chemical class 0.000 description 1
- 238000005119 centrifugation Methods 0.000 description 1
- 229960001927 cetylpyridinium chloride Drugs 0.000 description 1
- YMKDRGPMQRFJGP-UHFFFAOYSA-M cetylpyridinium chloride Chemical compound [Cl-].CCCCCCCCCCCCCCCC[N+]1=CC=CC=C1 YMKDRGPMQRFJGP-UHFFFAOYSA-M 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 229950001002 cianidanol Drugs 0.000 description 1
- 238000004581 coalescence Methods 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000008358 core component Substances 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 239000013078 crystal Substances 0.000 description 1
- 238000012258 culturing Methods 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- 235000019329 dioctyl sodium sulphosuccinate Nutrition 0.000 description 1
- 238000002845 discoloration Methods 0.000 description 1
- YHAIUSTWZPMYGG-UHFFFAOYSA-L disodium;2,2-dioctyl-3-sulfobutanedioate Chemical compound [Na+].[Na+].CCCCCCCCC(C([O-])=O)(C(C([O-])=O)S(O)(=O)=O)CCCCCCCC YHAIUSTWZPMYGG-UHFFFAOYSA-L 0.000 description 1
- 238000000578 dry spinning Methods 0.000 description 1
- 238000000921 elemental analysis Methods 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 238000004993 emission spectroscopy Methods 0.000 description 1
- 229920005648 ethylene methacrylic acid copolymer Polymers 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 230000029142 excretion Effects 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- 239000003063 flame retardant Substances 0.000 description 1
- 238000005111 flow chemistry technique Methods 0.000 description 1
- 239000003205 fragrance Substances 0.000 description 1
- 230000002538 fungal effect Effects 0.000 description 1
- 238000005227 gel permeation chromatography Methods 0.000 description 1
- 238000001891 gel spinning Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- PZOUSPYUWWUPPK-UHFFFAOYSA-N indole Natural products CC1=CC=CC2=C1C=CN2 PZOUSPYUWWUPPK-UHFFFAOYSA-N 0.000 description 1
- RKJUIXBNRJVNHR-UHFFFAOYSA-N indolenine Natural products C1=CC=C2CC=NC2=C1 RKJUIXBNRJVNHR-UHFFFAOYSA-N 0.000 description 1
- 238000011081 inoculation Methods 0.000 description 1
- 238000004898 kneading Methods 0.000 description 1
- 239000004611 light stabiliser Substances 0.000 description 1
- 229920004889 linear high-density polyethylene Polymers 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 239000012968 metallocene catalyst Substances 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- 230000000813 microbial effect Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- DIOQZVSQGTUSAI-UHFFFAOYSA-N n-butylhexane Natural products CCCCCCCCCC DIOQZVSQGTUSAI-UHFFFAOYSA-N 0.000 description 1
- AFFLGGQVNFXPEV-UHFFFAOYSA-N n-decene Natural products CCCCCCCCC=C AFFLGGQVNFXPEV-UHFFFAOYSA-N 0.000 description 1
- 238000006386 neutralization reaction Methods 0.000 description 1
- QJGQUHMNIGDVPM-UHFFFAOYSA-N nitrogen group Chemical group [N] QJGQUHMNIGDVPM-UHFFFAOYSA-N 0.000 description 1
- 150000002832 nitroso derivatives Chemical class 0.000 description 1
- 239000002667 nucleating agent Substances 0.000 description 1
- 235000015097 nutrients Nutrition 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 238000001420 photoelectron spectroscopy Methods 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- PMJHHCWVYXUKFD-UHFFFAOYSA-N piperylene Natural products CC=CC=C PMJHHCWVYXUKFD-UHFFFAOYSA-N 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920001596 poly (chlorostyrenes) Polymers 0.000 description 1
- 229920002589 poly(vinylethylene) polymer Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920003056 polybromostyrene Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 229920000306 polymethylpentene Polymers 0.000 description 1
- 239000011116 polymethylpentene Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920006124 polyolefin elastomer Polymers 0.000 description 1
- 229920005606 polypropylene copolymer Polymers 0.000 description 1
- 229920003225 polyurethane elastomer Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000000634 powder X-ray diffraction Methods 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 210000001732 sebaceous gland Anatomy 0.000 description 1
- 239000011163 secondary particle Substances 0.000 description 1
- 230000001953 sensory effect Effects 0.000 description 1
- 239000000741 silica gel Substances 0.000 description 1
- 229910002027 silica gel Inorganic materials 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 229940074386 skatole Drugs 0.000 description 1
- 230000037380 skin damage Effects 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 239000011029 spinel Substances 0.000 description 1
- 229910052596 spinel Inorganic materials 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 238000004659 sterilization and disinfection Methods 0.000 description 1
- 125000003011 styrenyl group Chemical group [H]\C(*)=C(/[H])C1=C([H])C([H])=C([H])C([H])=C1[H] 0.000 description 1
- 125000000472 sulfonyl group Chemical group *S(*)(=O)=O 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 238000001356 surgical procedure Methods 0.000 description 1
- 210000000106 sweat gland Anatomy 0.000 description 1
- 229920006027 ternary co-polymer Polymers 0.000 description 1
- 229920006345 thermoplastic polyamide Polymers 0.000 description 1
- 239000006097 ultraviolet radiation absorber Substances 0.000 description 1
- 229940005605 valeric acid Drugs 0.000 description 1
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 239000004636 vulcanized rubber Substances 0.000 description 1
- 238000002166 wet spinning Methods 0.000 description 1
- 238000004876 x-ray fluorescence Methods 0.000 description 1
Landscapes
- Multicomponent Fibers (AREA)
- Artificial Filaments (AREA)
Abstract
【解決手段】熱可塑性樹脂からなる繊維に、2価金属及び/または3価金属からなる下記一般式で表される複合酸化物を該繊維重量に対し、0.1〜10重量%含有させたことを特徴とする抗菌・消臭性繊維、それを用いた繊維成形物およびその製造方法。
M2+ (1-x)M3+ x-δO
(M2+は亜鉛又は亜鉛を必須成分とする2価金属を示し、M3+はAl,Fe,Ceから選ばれる3価金属を示し、xは0<x≦0.5の範囲の数を示し、δはカチオン格子欠陥を示す)
【選択図】なし
Description
M2+ (1-x)M3+ x-δO
(M2+は亜鉛又は亜鉛を必須成分とする2価金属を示し、M3+はAl,Fe,Ceから選ばれる3価金属を示し、xは0<x≦0.5の範囲の数を示し、δはカチオン格子欠陥を示す)
[2]抗菌・消臭性繊維が、繊維軸方向に非連続な亀裂及び/又は断裂による凹部分が存在している前記[1]項に記載の抗菌・消臭性繊維。
[3]抗菌・消臭性繊維が、少なくとも2成分(これらの必須成分をA成分、B成分とする)の熱可塑性樹脂からなる複合繊維であり、該複合繊維のB成分中に、前記複合酸化物を繊維重量に対し、0.1〜10重量%含ませた前記[1]項に記載の抗菌・消臭性繊維。
[4]複合繊維が、A成分は繊維軸方向に沿って連続して形成されており、B成分は繊維軸方向に非連続な亀裂及び/又は断裂による凹部分を有して形成されている前記[3]項に記載の抗菌・消臭性複合繊維。
[5]B成分の熱可塑性樹脂が、ポリオレフィン系樹脂であり、B成分が鞘側、A成分が芯側に配された芯鞘型複合繊維である前記[3]または[4]項に記載の抗菌・消臭性複合繊維。
[6]B成分の熱可塑性樹脂が、低密度ポリエチレン樹脂及び/またはエチレン共重合体が30重量%以上添加されたポリオレフィン系樹脂である前記[3]〜[5]のいずれか1項に記載の抗菌・消臭性繊維。
[7]複合繊維が、A成分、B2成分の熱可塑性樹脂が交互に配置された断面形状を持つ分割型複合繊維である前記[3]〜[6]のいずれか1項に記載の抗菌・消臭性繊維。
[8]前記[1]〜[7]のいずれか1項に記載の抗菌・消臭性繊維を用いた繊維成形物。
[9]2価金属及び/または3価金属からなる下記一般式で表される複合酸化物を、熱可塑性樹脂に0.1〜10重量%混入させて紡糸後、該紡糸未延伸繊維の破断延伸倍率の50〜95%で延伸することを特徴とする抗菌・消臭性繊維の製造方法。
M2+ (1-x)M3+ x-δO
(M2+は亜鉛又は亜鉛を必須成分とする2価金属を示し、M3+はAl,Fe,Ceから選ばれる3価金属を示し、xは0<x≦0.5の範囲の数を示し、δはカチオン格子欠陥を示す)
[10]少なくともA、B2成分の熱可塑性樹脂を用い、B成分中に、前記複合酸化物を0.1〜10重量%混入させて複合紡糸後、該複合紡糸未延伸繊維の破断延伸倍率の50〜95%で延伸する前記[9]項に記載の抗菌・消臭性繊維の製造方法。
本発明の抗菌・消臭性繊維は、繊維が熱可塑性樹脂で構成され、繊維成分中に2価金属及び/または3価金属からなる複合酸化物を繊維重量に対し、0.1〜10重量%含む熱可塑性単一繊維又は熱可塑性複合繊維である。
M2+ (1-x)M3+ x-δO (1)
(式中、M2+はZn又はZnを必須成分とする2価金属を示し、M3+はAl,Fe,Ceから選ばれる3価金属、好ましくはAlを示し、xは0<x≦0.5の範囲の数を示し、δはカチオン格子欠陥を示す)で表わされる酸化亜鉛系複合酸化物を有効成分とする事を特徴とする。この酸化亜鉛系複合酸化物とは、ZnOにAl等のM3+が置換固溶したZnOと同じ結晶構造の固溶体、あるいは該固溶体とスピネル(M2+M3+ 2O4)との混合物を意味し、粉末X線回折にかけるとZnOと殆ど同じ回折パターンを示す。
又、複合繊維の場合鞘芯型、並列型、偏心鞘芯型、多層型、放射型または海島型等が例示できるが、複合酸化物が効率良く露出されやすい事、熱接着による不織布化が容易である事等の理由から、鞘芯型、並列型、偏心鞘芯型断面である事が好ましい。
前記分割型複合繊維の断面形状は、例えば放射型を始め、中空放射型、多層型等が挙げられ、好ましくは熱可塑性樹脂A、B両成分が交互に配列した断面形状を採用することができる。つまり一方のセグメントが、隣接するセグメントを、例えば芯鞘型複合繊維のごとく完全に包囲してしまわない形状であれば良い。
JIS K 7210に準拠し、メルトフローレートの測定を行った。
ここで、MIは、表1の条件4に準拠し、MFRは、表1の条件14に準拠して測定した。
走査型電子顕微鏡を用いて、繊維表面の亀裂及び/または断裂による非連続凹部の有無を確認した、繊維表面を電子顕微鏡で撮影後、得られた写真から任意に20本の繊維を選び、非連続凹部の平均数を算出した。
A:11個/本以上、非連続凹部が非常に多い。
B:6〜10個/本、非連続凹部が多い。
C:5個以下/本、 非連続凹部は少ない。
無:0個/本、 非連続凹部は見られない。
実施例及び比較例で得られた不織布の消臭性能を、アンモニア、酢酸、硫化水素について次のように測定した。テドラーバッグ(容積5リットル)に所定量(3g)の不織布を入れて密封した。次いで、シリンジを用いて、所定濃度の臭気成分を含む空気を、全ガス量3リットルとなるようにテドラーバッグ内に注入した。ガスを注入してから一定時間経過後に、テドラーバッグ内のガスをガス検知管(ガステック社製、アンモニア用3La、3L型、酢酸用81型、硫化水素用4LL、4LT型)を用いて直接測定し、下記式により臭気成分の除去率を求めた。
除去率(%)={(C0−C)/C0}×100
C0:初期濃度
C:一定時間経過後の対象臭気物質濃度
繊維製品衛生加工協議会(SEK)の統一試験法に準じて行った。滅菌後クリーンベンチ内で乾燥した試料0.4gの全体に、あらかじめ高圧蒸気滅菌して氷冷した1/20濃度のニュートリエントブロスで、生菌数を1×105個/mlに調製した試験菌懸濁液0.2mlを均一に接種して、滅菌したキャップを締め付ける。これを37±1℃で18時間培養し、培養後の生菌数を測定する。試料には標準布(抗菌防臭加工製品の加工効果評価試験マニュアルに規定のもの)と各実施例で作製した加工布の2種類であり、試験菌としては黄色ブドウ球菌(Staphylococcus aureus ATCC 6538P)を用いた。そして、下記の式で抗菌性の指標である静菌活性値を算出した。
静菌活性値=logB−logC
但し、試験成立条件(logB−logA)>1.5を満たす事
A:標準布の接種直後に回収した菌数の平均値
B:標準布の18時間培養後回収した菌数の平均値
C:加工布の18時間培養後回収した菌数の平均値
静菌活性値が2.2以上のものを抗菌性ありと判定した。
別途に培養したAspergillus nigerを、スルホコハク酸ジオクチルナトリウム0.05重量%添加した殺菌水に懸濁して混合胞子懸濁液を調製する。培地としてチッソ株式会社製「サニ太くん(真菌用)」(商品名)を用い、培地上に3cm角の不織布サンプルをのせて前記懸濁液を1ml滴下後、25℃設定のインキュベーター中に5日間静置する。抗カビ性の判定は、カビ集落に由来する発色の個数に応じて、以下の基準で行った。
有 :発色が全く見られないか、或いは発色がほとんど確認できない程度
やや有:若干の発色が見られる(10個以下)
無 :発色した個数が非常に多い、或いは培地の広い範囲が染色されている
(抗菌・消臭性複合繊維の作製)
複合酸化物としては特開平11−209258号公報に記載の「実施例1」にしたがって得られる複合酸化物を用いる。この複合酸化物の組成はZn0.75Al0.25Oであった。この複合酸化物を用いて次のように抗菌・消臭性繊維を作製した。鞘(B)成分に、該複合酸化物4重量%(繊維重量に対して2重量%)と、結晶性高密度ポリエチレン(京葉ポリエチレン株式会社製S6900、エチレン単独重合体、融点131℃、MI16g/10min、略記号PE)96重量%との組成物を用い、芯(B)成分として、結晶性ポリプロピレン(株式会社日本ポリプロ製SA2E、プロピレン単独重合体、融点163℃、MFR16g/10min、略記号PP)を用いて、それぞれの樹脂の体積比率を50:50とし、鞘芯型複合紡糸装置(鞘芯型紡糸口金を使用)により紡糸温度250℃で複合紡糸を行った。得られた未延伸糸は8.5dtexであり、引取工程において、アルカリフォスフェートK塩を付着させた。この未延伸糸を用いてロール型延伸装置により、延伸温度90℃、延伸倍率4.5倍(最大破断倍率5.3倍)で延伸を行ない、得られた延伸糸をカッターで切断して、ステープル状の複合繊維とした。得られた複合繊維は鞘芯型複合繊維であり、正量繊度2.2dtex、繊維長51mmであった。表1に、鞘芯成分の樹脂構成、複合酸化物、繊維処理剤の添加量を示す。なお、表に示す添加量は繊維重量に対する複合酸化物の重量%である。
(不織布加工)
スルーエアー加工(略記号TA):繊維をローラーカード試験機でカードウェブとし、サクションバンドドライヤー(133℃)で熱処理して、目付約50g/m2のスルーエアー不織布とした。表1に、得られた不織布の抗菌・消臭性能を示す。静菌活性値は4.4と基準を充分に満たしており、アンモニア、酢酸、硫化水素に対して良好な消臭性能を発現していた。
(抗菌・消臭性複合繊維の作製)
鞘(B)成分として、実施例1で用いた複合酸化物6重量%(繊維重量に対して3重量%)と、エチレン−ブテン−プロピレン共重合体(エチレン含量4重量%、ブテン含量5重量%、プロピレン含量91重量%、融点131℃、MFR16g/10min、略記号co−PP)94重量%との組成物を用い、芯(A)成分として、結晶性ポリプロピレン(プロピレン単独重合体、融点163℃、MFR10g/10min)を用いて、鞘芯型複合紡糸装置(鞘芯型紡糸口金を使用)により紡糸温度280℃で複合紡糸を行った。この未延伸糸を用いてロール型延伸装置により、延伸温度90℃、延伸倍率2.5倍(最大破断倍率4.5倍)で延伸を行い、ステープル状の複合繊維とした。得られた繊維は正量繊度2.2dtex、繊維長38mmであった。
(不織布加工)
ポイントボンド加工(略記号PB):繊維をローラーカード試験機でカードウェブとし、これをエンボス加工機{ロール温度126℃、線圧20kg/cm(換算値1.96×102N/cm)、エンボス面積率25%}で熱処理して、目付約50g/m2のポイントボンド不織布とした。表1に、得られた不織布の抗菌・消臭性能を示す。
(消臭性繊維の作製)
鞘(B)成分として、実施例1で用いた複合酸化物2重量%と、高密度ポリエチレン樹脂(融点138℃、MI 12g/10min)98重量%との組成物を用い、芯(A)成分として、ポリプロピレン樹脂(株式会社日本ポリプロ製SA03A、融点168℃、MFR 23g/10min、略記号PP)を用いて、それぞれの樹脂は体積比率で60:40(複合酸化物の含有量は繊維重量に対して1.2重量%)とした。鞘芯型複合紡糸装置(鞘芯型紡糸口金を使用)により紡糸温度250℃で複合紡糸を行った。この未延伸糸を用いてロール型延伸装置により、延伸温度90℃、延伸倍率4.6倍(最大破断倍率5.5倍)で延伸を行い、ステープル状の複合繊維とした。得られた繊維は正量繊度6dtex、繊維長38mmであった。
(消臭性繊維の作製)
鞘(B)成分として、実施例1で用いた複合酸化物4重量%(繊維重量に対して2重量%)と、直鎖状低密度ポリエチレン(東ソー株式会社製M70、融点126℃、MI 20g/10min 略記号LLDPE)96重量%との組成物を用い、芯(A)成分として、ポリエチレンテレフタレート(極限粘度η=0.635、略記号PET)を用いて、鞘芯型複合紡糸装置(鞘芯型紡糸口金を使用)により紡糸温度280℃で複合紡糸を行った。この未延伸糸を用いてロール型延伸装置により、延伸温度90℃、延伸倍率2.6倍(最大破断倍率3.5倍)で延伸を行い、ステープル状の複合繊維とした。得られた繊維は正量繊度3.3dtex、繊維長51mmであった。
(不織布加工)
実施例1と同様の方法で不織布化を行い、抗菌性、消臭性試験を行った。
鞘(B)成分として、実施例1で用いた複合酸化物4重量%(繊維重量に対して2重量%)と、MIが16g/10min、融点107℃の低密度ポリエチレン樹脂(以下LDPEと略記)96重量%の組成物を用い、芯(A)成分として、結晶性ポリプロピレン(プロピレン単独重合体、融点163℃、MFR16g/10min)を用いて、それぞれの樹脂は体積比率で50:50とした。鞘芯型複合紡糸装置(鞘芯型紡糸口金を使用)により紡糸温度250℃で複合紡糸を行った。得られた未延伸糸を、引取工程において、アルカリフォスフェートK塩を付着させた。この未延伸糸を用いてロール型延伸装置により、延伸温度90℃、延伸倍率4倍(最大破断倍率5倍)で延伸を行ない、得られた延伸糸をカッターで切断して、ステープル状の複合繊維とした。得られた複合繊維は鞘芯型複合繊維であり、正量繊度2.2dtex、繊維長51mmであった。
(不織布加工)
熱処理条件を120℃とした以外は実施例1と同様の方法で不織布化を行い、抗菌性、消臭性試験を行った。
実施例5と同じ構成の未延伸糸を用いてロール型延伸装置により、延伸温度90℃、延伸倍率3倍(最大破断倍率5.2倍)で延伸を行った他は、実施例5と同様の方法で複合紡糸を行った。延伸糸をカッターで切断して、ステープル状の複合繊維とした。正量繊度2.5dtex、繊維長51mmであった。得られたステープルを実施例5と同じ方法で不織布化を行い、抗菌性・消臭性試験を行った。
実施例5と同じ構成の未延伸糸を用いてロール型延伸装置により、延伸温度90℃、延伸倍率2倍(最大破断倍率5倍)で延伸を行った他は、実施例5と同様の方法で複合紡糸を行った。延伸糸をカッターで切断して、ステープル状の複合繊維とした。正量繊度2.5dtex、繊維長51mmであった。走査型電子顕微鏡観察より、実施例5と異なり繊維表面に非連続凹部は確認されなかった。得られたステープルを実施例5と同じ方法で不織布化を行い、抗菌性・消臭性試験を行った。
鞘(B)成分として、実施例1で用いた複合酸化物3重量%(繊維重量に対して1.2重量%)と、エチレン−メタクリル酸共重合体(三井デュポンポリケミカル株式会社製N1525、以下EMAと略記)70重量%、結晶性高密度ポリエチレン(京葉ポリエチレン株式会社製M6900、エチレン単独重合体、融点131℃、MI16g/10min)27重量%、芯(A)成分として、ポリプロピレン樹脂(株式会社日本ポリプロ製SA03A)を用いてそれぞれの樹脂は体積比率で40:60とし、鞘芯型複合紡糸装置(鞘芯型紡糸口金を使用)により紡糸温度250℃で複合紡糸を行った。得られた未延伸糸は9.5dtexであり、この未延伸糸を用いてロール型延伸装置により、延伸温度90℃、延伸倍率5.0倍(最大破断倍率5.9倍)で延伸を行ない、得られた延伸糸をカッターで切断して、ステープル状の複合繊維とした。得られた複合繊維は鞘芯型複合繊維であり、正量繊度2.2dtex、繊維長38mmであった。
B成分に、実施例1で用いた複合酸化物4重量%(繊維重量に対して2重量%)と、結晶性高密度ポリエチレン(融点131℃、MI19g/10min)96重量%との組成物を用い、A成分として、結晶性ポリプロピレン(融点163℃、MFR24g/10min)を用いて、それぞれの樹脂は体積比率で50:50とした。分割型複合繊維用口金を用いて、容積比率50/50、中空放射型16分割断面構造の分割型複合繊維を紡糸し、単糸繊度21dtexの未延伸糸とした。得られた未延伸糸を90℃、5.5倍(最大破断倍率6.3倍)で延伸し、スタッファボックスで機械捲縮を付与して、4.5dtexの分割型複合繊維を得た。次に、得られた繊維をローラーカード機でカーディングしてウェブとした。続いてウェブを、プレーンニードルを有するパンチングマシンで700本/cm2の針密度で加工した。
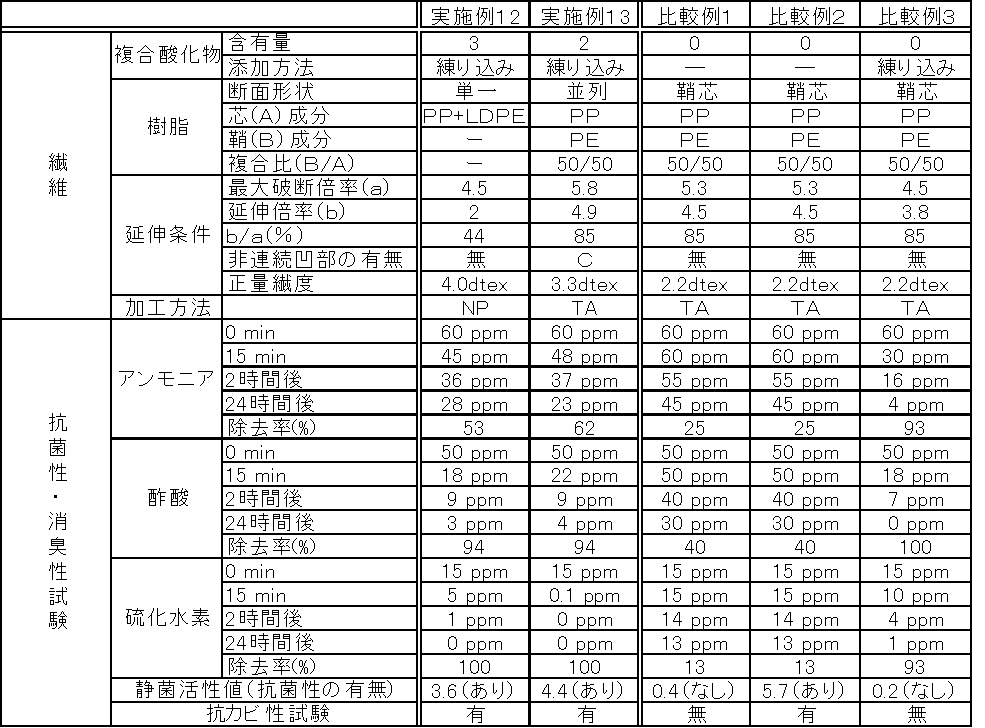
実施例1で用いた複合酸化物3重量%、熱可塑性樹脂成分として、結晶性ポリプロピレン(株式会社日本ポリプロ製SA04F)40重量%と、MIが16g/10min、融点107℃のLDPE(以下LDPEと略記)57重量%の組成物を用いて、単一断面を有する熱可塑性繊維を紡糸した。得られた未延伸糸を用いてロール型延伸装置により、延伸温度90℃、延伸倍率4.1倍(最大破断倍率4.5倍)で延伸を行ない、得られた延伸糸をカッターで切断して、ステープル状の繊維とした。得られた繊維は正量繊度3.3dtex、繊維長64mmであった。次に、得られた繊維をローラーカード機でカーディングしてウェブとした。続いてウェブを、プレーンニードルを有するパンチングマシンで300本/cm2の針密度で加工した。得られた不織布の抗菌・消臭性能を表1に示す。
延伸工程において、延伸倍率を2.8倍(最大破断倍率4.5倍)とした以外は実施例9と同様の方法で単一断面を有する熱可塑性繊維を得た。次に、得られた繊維をローラーカード機でカーディングしてウェブとした。続いてウェブを、プレーンニードルを有するパンチングマシンで300本/cm2の針密度で加工した。得られた不織布の抗菌・消臭性能を表1に示す。
延伸工程において、延伸倍率を2.0倍(最大破断倍率4.5倍)とした以外は実施例9と同様の方法で単一断面を有する熱可塑性繊維を得た。次に、得られた繊維をローラーカード機でカーディングしてウェブとした。続いてウェブを、プレーンニードルを有するパンチングマシンで300本/cm2の針密度で加工した。得られた不織布の抗菌・消臭性能を表2に示す。
鞘(B)成分に、実施例1で用いた複合酸化物4重量%(繊維重量に対して2重量%)と、結晶性高密度ポリエチレン96重量%との組成物を用い、芯(A)成分として、結晶性ポリプロピレン(株式会社日本ポリプロ製SA03A)を用いて、それぞれの樹脂は体積比率で50:50とした。並列型複合紡糸装置(並列型紡糸口金を使用)により複合紡糸を行った。得られた未延伸糸は14dtexであり、この未延伸糸を用いてロール型延伸装置により、延伸温度90℃、延伸倍率4.9倍(最大破断倍率5.8倍)で延伸を行ない、ステープル状の複合繊維とした。得られた複合繊維は並列型複合繊維であり、正量繊度3.3dtex、繊維長45mmであった。
(不織布加工)
実施例1と同様の方法で不織布化を行い、抗菌性、消臭性試験を行った。
実施例1と比較例1の不織布を用いて、生ごみ用カバーを作製し、実際に使用した際の臭気の変化を調べた。その結果、実施例1の生ごみカバーは比較例1の生ごみカバーと比較して、生ごみ由来の臭気が殆ど感じられず、消臭性に優れていた。
実施例2と比較例1の不織布をバックシートとして用いたおむつを作製し、実際に用いた場合の臭気の変化を調べた。前記おむつに人尿100mlを吸収させた後テープで包み、密閉した袋中に入れて1日後の臭気の変化を調べた。その結果、実施例2のおむつは比較例1のおむつと比較して人尿由来の臭気が殆ど感じられず、消臭性に優れていた。
鞘(B)成分に、結晶性高密度ポリエチレン(京葉ポリエチレン株式会社製S6900)を用い、芯(A)成分として、結晶性ポリプロピレン(融点163℃、MFR16g/10min)を用いて、実施例1と同様の方法によりステープル状の複合繊維とした。得られた複合繊維は鞘芯型複合繊維であり、正量繊度2.2dtex、繊維長51mmであった。得られた繊維の抗菌性、消臭性を表2に示した。
比較例1と同様の方法によりステープル状の複合繊維とし、得られた複合繊維に抗菌成分である塩化セチルピリジニウムを、繊維重量に対して0.1重量%となるように付着させた。得られた繊維を不織布化した後、抗菌性、消臭性の評価を行った。抗菌性、抗カビ性は良好であるものの、アンモニア、酢酸、硫化水素に対する消臭性は確認できなかった。
鞘(B)成分に、活性炭微粒子(2次粒子径<1.5μm)5重量%(繊維重量に対して2.5重量%)と、結晶性高密度ポリエチレン(京葉ポリエチレン株式会社製S6900)95重量%との組成物を用い、芯(A)成分として、結晶性ポリプロピレン(株式会社日本ポリプロ製SA2E)を用いて、それぞれの樹脂は体積比率で50:50とした。鞘芯型複合紡糸装置(鞘芯型紡糸口金を使用)により複合紡糸を行った。得られた未延伸糸を用いてロール型延伸装置により、延伸温度90℃、延伸倍率3.8倍(最大破断倍率4.5倍)で延伸を行ない、ステープル状の複合繊維とした。得られた複合繊維を実施例1と同様の方法で不織布化を行ない、抗菌・消臭性能を評価した。アンモニア、酢酸、硫化水素に対して消臭性は良好であったが、静菌活性値が0.2であり抗菌性は確認できなかった。
また、繊維軸方向に非連続な亀裂及び/又は断裂による凹部分(非連続凹部)を混在させる事により、より多くの複合酸化物が繊維表面に露出される為、更に優れた抗菌・消臭性能を発現する事が出来る。かつアンモニア、アミン等の塩基性臭気物質、酢酸等の酸性臭気物質及び、硫化水素等の硫黄系臭気物質にも幅広く対応可能な充分な消臭性能を有しており、特に酢酸等の酸性臭気物質及び、硫化水素等の硫黄系臭気物質に対して優れた巾広い消臭性能を発現する。
更に、本発明の抗菌・消臭性繊維から得られる繊維成形物は優れた抗菌性、消臭性能を有しているので、例えば、おむつ、ナプキン、失禁パット等の吸収性物品、ガウン、術衣等の医療衛生材、壁用シート、床材等の室内内装材、カバークロス、生ゴミ用カバー等の生活関連材、使い捨てトイレ、トイレ用カバー等のトイレタリー製品、ペットシート、ペット用おむつ、ペット用タオル等のペット用品、一般医療材、寝装材、フィルター材、介護用品など様々な用途であっても、良好な消臭性能を発揮できる。
Claims (10)
- 熱可塑性樹脂からなる繊維に、2価金属及び/または3価金属からなる下記一般式で表される複合酸化物を該繊維重量に対し、0.1〜10重量%含有させたことを特徴とする抗菌・消臭性繊維。
M2+ (1-x)M3+ x-δO
(M2+は亜鉛又は亜鉛を必須成分とする2価金属を示し、M3+はAl,Fe,Ceから選ばれる3価金属を示し、xは0<x≦0.5の範囲の数を示し、δはカチオン格子欠陥を示す) - 抗菌・消臭性繊維が、繊維軸方向に非連続な亀裂及び/又は断裂による凹部分が存在している請求項1に記載の抗菌・消臭性繊維。
- 抗菌・消臭性繊維が、少なくとも2成分(これらの必須成分をA成分、B成分とする)の熱可塑性樹脂からなる複合繊維であり、該複合繊維のB成分中に、前記複合酸化物を繊維重量に対し、0.1〜10重量%含ませた請求項1に記載の抗菌・消臭性繊維。
- 複合繊維が、A成分は繊維軸方向に沿って連続して形成されており、B成分は繊維軸方向に非連続な亀裂及び/又は断裂による凹部分を有して形成されている請求項3に記載の抗菌・消臭性複合繊維。
- B成分の熱可塑性樹脂が、ポリオレフィン系樹脂であり、B成分が鞘側、A成分が芯側に配された芯鞘型複合繊維である請求項3または4のいずれか1項に記載の抗菌・消臭性複合繊維。
- B成分の熱可塑性樹脂が、低密度ポリエチレン樹脂及び/またはエチレン共重合体が30重量%以上添加されたポリオレフィン系樹脂である請求項3〜5のいずれか1項に記載の抗菌・消臭性繊維。
- 複合繊維が、A成分、B2成分の熱可塑性樹脂が交互に配置された断面形状を持つ分割型複合繊維である請求項3〜6のいずれか1項に記載の抗菌・消臭性繊維。
- 請求項1〜7のいずれか1項に記載の抗菌・消臭性繊維を用いた繊維成形物。
- 2価金属及び/又は3価金属からなる下記一般式で表される複合酸化物を、熱可塑性樹脂に0.1〜10重量%混入させて紡糸後、該紡糸未延伸繊維の破断延伸倍率の50〜95%で延伸することを特徴とする抗菌・消臭性繊維の製造方法。
M2+ (1-x)M3+ x-δO
(M2+は亜鉛又は亜鉛を必須成分とする2価金属を示し、M3+はAl,Fe,Ceから選ばれる3価金属を示し、xは0<x≦0.5の範囲の数を示し、δはカチオン格子欠陥を示す) - 少なくともA、B2成分の熱可塑性樹脂を用い、B成分中に、前記複合酸化物を0.1〜10重量%混入させて複合紡糸後、該複合紡糸未延伸繊維の破断延伸倍率の50〜95%で延伸する請求項9に記載の抗菌・消臭性繊維の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004119145A JP4321335B2 (ja) | 2004-04-14 | 2004-04-14 | 抗菌・消臭性繊維とその製造方法及びこれを用いた繊維成形物 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004119145A JP4321335B2 (ja) | 2004-04-14 | 2004-04-14 | 抗菌・消臭性繊維とその製造方法及びこれを用いた繊維成形物 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005299036A true JP2005299036A (ja) | 2005-10-27 |
| JP4321335B2 JP4321335B2 (ja) | 2009-08-26 |
Family
ID=35330932
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004119145A Expired - Fee Related JP4321335B2 (ja) | 2004-04-14 | 2004-04-14 | 抗菌・消臭性繊維とその製造方法及びこれを用いた繊維成形物 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4321335B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005330641A (ja) * | 2004-04-23 | 2005-12-02 | Chisso Corp | 消臭性繊維及びこれを用いた繊維成形体、繊維製品 |
| JP2008075231A (ja) * | 2006-09-25 | 2008-04-03 | Mitsui Chemicals Inc | 分割型複合繊維からなる不織布 |
| US8236291B2 (en) | 2007-04-04 | 2012-08-07 | Es Fiber Visions Co., Ltd. | Antibacterial and deodorant fiber, fiber formed article, and fiber product |
| US9233392B2 (en) | 2011-11-16 | 2016-01-12 | Selim Fiber Co., Ltd. | Artificial hair filament having antibacterial and antifungal properties, method and device for preparing the same |
-
2004
- 2004-04-14 JP JP2004119145A patent/JP4321335B2/ja not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005330641A (ja) * | 2004-04-23 | 2005-12-02 | Chisso Corp | 消臭性繊維及びこれを用いた繊維成形体、繊維製品 |
| JP2008075231A (ja) * | 2006-09-25 | 2008-04-03 | Mitsui Chemicals Inc | 分割型複合繊維からなる不織布 |
| US8236291B2 (en) | 2007-04-04 | 2012-08-07 | Es Fiber Visions Co., Ltd. | Antibacterial and deodorant fiber, fiber formed article, and fiber product |
| US9233392B2 (en) | 2011-11-16 | 2016-01-12 | Selim Fiber Co., Ltd. | Artificial hair filament having antibacterial and antifungal properties, method and device for preparing the same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4321335B2 (ja) | 2009-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5040405B2 (ja) | 抗菌・消臭性繊維、これを用いた繊維成形品及び繊維製品 | |
| JP4780519B2 (ja) | 親水性を有する抗菌・消臭性繊維、繊維成形品及び繊維製品 | |
| CN105274733B (zh) | 尺寸稳定的非织造纤维幅材及其制造和使用方法 | |
| JP5298383B2 (ja) | 嵩高性、柔軟性に優れた熱接着性複合繊維及びこれを用いた繊維成形品 | |
| AU2014396148B2 (en) | Hollow porous fibers | |
| CN100457193C (zh) | 细菌粘附产品 | |
| US20040067710A1 (en) | Elastic nonwoven fabric and fiber products munufactured therefrom | |
| EP3152348B1 (en) | Hollow porous fibers | |
| JPH10511748A (ja) | 分散性組成物および分散性物品ならびにこのような組成物および物品の処分方法 | |
| US20140170922A1 (en) | Low Density Fibers and Methods for Forming Same | |
| JP2008188791A (ja) | 抗菌・防塵生地 | |
| JP2008188082A (ja) | マスク | |
| EP0894159A1 (en) | High strength spunbond fabric from high melt flow rate polymers | |
| JPWO2010001872A1 (ja) | 液体の保存材および保存方法 | |
| US8216559B2 (en) | Deodorant fiber and fibrous article and product made thereof | |
| JP5564934B2 (ja) | 抗菌性有機重合体製品 | |
| JP4321335B2 (ja) | 抗菌・消臭性繊維とその製造方法及びこれを用いた繊維成形物 | |
| JP2571738B2 (ja) | 不織布 | |
| JP4525443B2 (ja) | 消臭性繊維及びこれを用いた繊維成形体、繊維製品 | |
| JP6324789B2 (ja) | 異形断面繊維 | |
| Islam | Application of nanotechnology for wool and wool blends in medical textiles utilising biopolymers | |
| JP2004049540A (ja) | 抗菌性粘着フィルム及びそれを用いた救急絆創膏 | |
| JPH04194079A (ja) | 親水性を有する抗菌抗カビ防臭性不織布 | |
| KR20040032524A (ko) | 제균성과 세탁 내구성이 우수한 해도형 복합섬유의 제조방법 | |
| HK1233575A1 (en) | Interlaced filtration barrier |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061102 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090105 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090113 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090310 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090331 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090407 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090512 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090525 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4321335 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120612 Year of fee payment: 3 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120612 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120612 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120612 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120612 Year of fee payment: 3 |
|
| R360 | Written notification for declining of transfer of rights |
Free format text: JAPANESE INTERMEDIATE CODE: R360 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120612 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120612 Year of fee payment: 3 |
|
| R370 | Written measure of declining of transfer procedure |
Free format text: JAPANESE INTERMEDIATE CODE: R370 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120612 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130612 Year of fee payment: 4 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |