JP2005298963A - 加工性に優れた高張力鋼板の製造方法 - Google Patents
加工性に優れた高張力鋼板の製造方法 Download PDFInfo
- Publication number
- JP2005298963A JP2005298963A JP2004346244A JP2004346244A JP2005298963A JP 2005298963 A JP2005298963 A JP 2005298963A JP 2004346244 A JP2004346244 A JP 2004346244A JP 2004346244 A JP2004346244 A JP 2004346244A JP 2005298963 A JP2005298963 A JP 2005298963A
- Authority
- JP
- Japan
- Prior art keywords
- temperature
- steel sheet
- strength
- seconds
- hardness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Heat Treatment Of Steel (AREA)
Abstract
【解決手段】スラブを1000℃以上1350℃以下の温度に加熱し、製品板厚となるまで熱間圧延し、引続きAr3変態点以上の温度から直接焼入れを行い、平均温度が400℃未満の温度まで冷却を行った後、引き続き400℃以上Ac1変態点以下の温度で焼戻し処理を施して高張力鋼板を製造するにあたり、直接焼入れの際、鋼板表面の温度が300℃以上の範囲にあるとき、0.3秒以上の一時的に水冷されない時間を、1回あるいは2回以上で、合計の非水冷時間が1.5秒以上、15秒以下となるように設ける。
【選択図】なし
Description
本発明では、スラブを1000℃以上1350℃以下の温度に加熱し、製品板厚となるまで熱間圧延し、引続きAr3変態点以上の温度から直接焼入れを行い、平均温度が400℃未満の温度まで冷却を行った後、引き続き400℃以上Ac1変態点以下の温度で焼戻し処理を施して高張力鋼板を製造するにあたり、直接焼入れの際、鋼板表面の温度が300℃以上の範囲にあるとき、0.3秒以上の一時的に水冷されない時間を、1回あるいは2回以上で、合計の非水冷時間が1.5秒以上、15秒以下となるように設ける。
スラブ加熱温度は、鋼中の成分を均一化とMo、Nb、Vなどの析出強化元素を固溶させるため1000℃以上を確保する必要があるが、加熱温度が過剰に高い場合は、結晶粒が粗大化し母材の靭性劣化を招く恐れがあるために1350℃以下とし、好ましくは1250℃以下する。また、母材の靭性を向上させ、より安定に確保する観点から、1050℃以下の温度域で20%以上の累積圧下を付与することが望ましい。これにより、γ粒の再結晶に伴い組織が細粒化し、母材の靭性を向上および安定化させる。同様の効果を狙い、各圧延パス毎の圧下量を5%以上、さらには10%以上とすることが望ましい。
本発明では、熱間圧延終了後、Ar3変態点以上の温度から直接焼入れを行い、組織の制御を行う。この際の冷却停止温度は400℃未満とする。これは、冷却停止温度を400℃以上とすると、焼戻し後に軟化してしまい、強度が低下するからである。
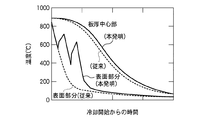
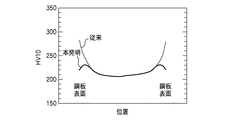
本発明では、熱間圧延後の直接焼入れ過程における連続冷却の際に非冷却時間を設ける。図1に、この際の鋼板の表面部分と板厚中心部の冷却曲線を従来と比較して示す。なお、図中実線はこのように非冷却時間を設けた場合であり、破線は従来の連続冷却の場合である。図1から明らかなように、非冷却時間を設けることにより、表面部分に比べ高温である板厚内部からの熱により表面部分は復熱し、これにより表面部分のみ硬さを低下させることができる。その際、鋼板の板厚中心に近くなるほど、非冷却時間を設けることによる復熱の影響は小さく、鋼板の内部では、冷却熱履歴の変化は小さく、冷却速度の低下はほとんど無いかあるいはごく僅かに抑えることができるため、硬さはほとんど低下しない。このため、図2に示すように、表面部分と板厚中心部との硬度差が小さい。したがって、全厚としての強度を大きく低下させることなく、また、熱間圧延後の冷却に要する時間は変わらないため、生産性を低下させることなく、加工性に優れた高張力鋼板を製造することができる。
加速冷却後、鋼材の強度、靱性バランスを調節するため、焼戻し処理を施す。焼戻し温度を400℃以上Ac1変態点以下としたのは、焼戻し温度が400℃未満ではその効果がほとんどなく、Ac1点を超えるとオーステナイトへの逆変態が生じるためである。
非冷却時間を設ける既述の冷却方法により、従来に比べ板厚方向の硬度差を小さくすることができるが、特に鋼板が厚い場合には、板厚方向での冷却速度が異なるために、ある程度の硬度差は存在してしまう。そこで、通常のガス燃焼による加熱炉の代わりに誘導加熱装置を用い、鋼板表面部分に誘導電流を集中させることにより、鋼板内部に比べて表面部分の温度が高くなる温度分布を与えることができる。したがって、誘導加熱装置を用いることにより、特に板厚が厚い場合には、さらに板厚方向硬度差の小さい鋼板を得ることが可能となる。
板厚方向の硬さは表面部分に最も硬さが高くなる位置が存在し、板厚中心部で最も硬さが低下する。そして、このように表面部分の硬さが高く、硬度差が大きいと加工性は劣化する。本発明では上述の手法により、このような硬度差を小さくするものであるが、このような加工性の劣化を抑制する観点からは、板厚方向の硬度差は45HV以下が望ましい。さらに、望ましくは35HV以下である。
本発明は、上述のように表面部分の硬度を低下させて厚さ方向の硬度差を小さくし、良好な加工性を確保するものであるが、引張強度は高く維持することができ、全厚引張り試験において降伏比も低くすることができる。この際の引張強度は550MPa以上であることが好ましい。
Cは高張力鋼板としての母材強度確保に必要な元素である。0.03%未満ではCu、Ni,Cr、Moなどの焼入性向上元素の多量添加が必要となり、コスト高、溶接性の劣化を招き、また、大入熱溶接が施される場合には、溶接金属へのCの希釈が少なくなり、継手強度の確保が困難となる。一方、過剰な添加は母材の靭性および溶接性感受性の劣化をもたらし、また溶接継手部の靭性の劣化を招く。このためC含有量の範囲を0.03〜0.18%とする。
Siは母材強度および溶接継手強度を確保する上で有効に働き、そのためには0.01%以上添加することが好ましい。しかし、0.55%を超える多量の添加は溶接割れ感受性と溶接継手靭性を劣化させる。このため、Si含有量の範囲を0.01〜0.55%とする。
Mnは、母材強度および溶接継手強度を確保する上で有効に働き、そのためには0.5%以上添加することが好ましい。しかし、2%を超える多量の添加は溶接割れ感受性を劣化させ、必要以上の焼入性をもたらし母材靭性および継手靭性を劣化させる。このため、Mn含有量の範囲を0.5〜2%とする。より好ましくは、1.6%以下である。
Alは鋼の脱酸剤として添加され、通常0.005%以上は含有する。また、結晶粒の微細化による母材靭性確保のためには0.01%程度添加する。しかし、0.1%を超えるAl添加は母材靭性を損なう。このため、Al含有量の範囲を0.005〜0.1%とする。
Nは、Al、Nbなどと反応し析出物を形成することで結晶粒を微細化し母材靭性を向上させる効果があるため添加する。0.0005%未満の添加では結晶粒の微細化および強度確保に必要な析出物が形成されず、0.005%を超える添加はむしろ母材および大入熱溶接継手の靭性を損なう。このため、N含有量の範囲を0.0005〜0.005%とする。
P、Sはいずれも不可避的に含まれる不純物元素である。健全な母材および溶接継手を得るためにはいずれも0.015%以下に制限されることが望ましい。
本発明鋼として、600MPa級以上の高張力鋼板を得る場合や、耐候性を必要とする場合に、これらの1種または2種以上を添加する。その場合、Cu、Crについては上限を1%、Niについては上限を2%、Moについては、溶接性の確保と必要以上の焼入性を防止するため、上限を0.8%とする。Nbは母材強度確保に有効であるが、多量の添加は強化に寄与せず、逆に、溶接継手靭性を劣化させることから添加する場合の上限は0.05%、好ましくは、0.03%とする。Vは母材強度と溶接継手強度を確保する上で有効に働くので、選択的に添加しても良いが、0.1%を超える添加は溶接割れ感受性を劣化させる。
Tiはミクロ組織の細粒化や、B添加鋼の場合には焼入性に有効なBの確保のために添加するが、Tiにおいては、0.025%を超える添加は母材靭性を損ねることからTiの添加量は0.025%以下とする。Bは、ごく微量の添加で焼入性を高める効果が得られるが、過剰に添加するとBNを形成し逆に焼入性の低下がおこり、また、溶接熱影響部が著しく硬化するため、Bの添加量の上限は、0.002%とする。
Caは、靭性を劣化させるMnSの形態を変化させる効果があるが、過剰の添加は焼入性を招くため上限は0.005%とする。
表1に示す化学成分の鋼を溶製し、鋼塊を作製し、表2に示す製造条件にて所定の板厚に熱間圧延後、様々な条件で所定の温度まで冷却し、さらに従来の雰囲気炉または誘導加熱による焼戻しを施して供試鋼を得た。誘導加熱を用いた際の鋼板表面温度は、放射温度計を用いて測定した。母材の機械的性質の評価として、ブリネル硬さ試験、ビッカース硬さ試験、全厚の引張試験、およびシャルピー衝撃試験を行った。その結果を表2に併記する。なお、No.3,4,5,8,9,12,14,15,17,18は本発明の範囲内である実施例、No.1,2,6,7,10,11,13,16は比較例である。
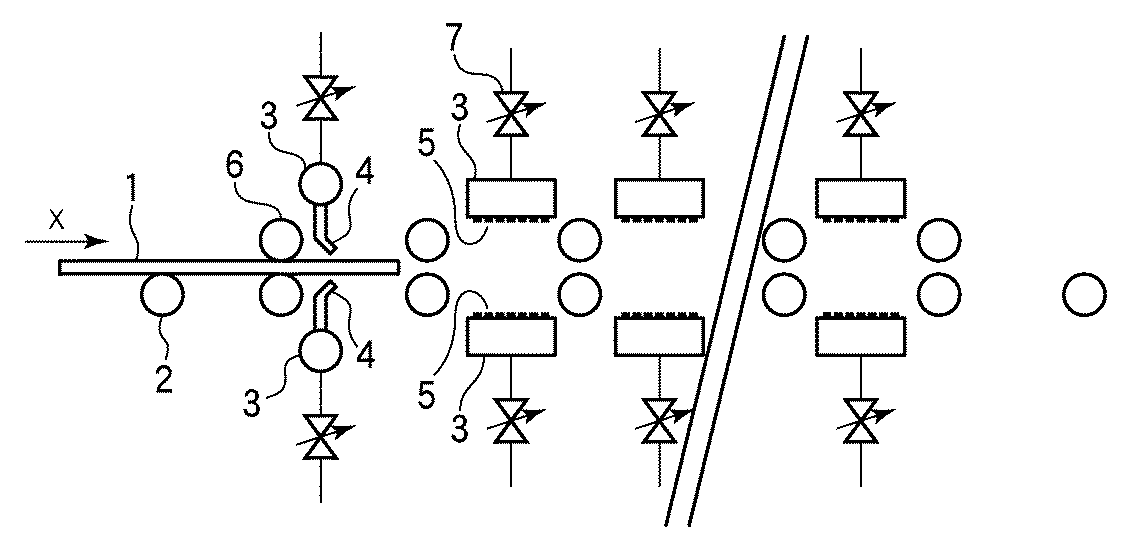
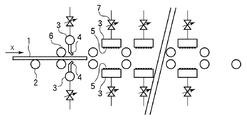
2;テーブルロール
3;ヘッダー管
4;スリットノズル
5;スプレーノズル
6;水切りロール
7;遮断弁
Claims (6)
- スラブを1000℃以上1350℃以下の温度に加熱し、製品板厚となるまで熱間圧延し、引続きAr3変態点以上の温度から直接焼入れを行い、平均温度が400℃未満の温度まで冷却を行った後、引き続き400℃以上Ac1変態点以下の温度で焼戻し処理を施す高張力鋼板の製造方法であって、直接焼入れの際、鋼板表面の温度が300℃以上の範囲にあるとき、0.3秒以上の一時的に水冷されない時間を、1回あるいは2回以上で、合計の非水冷時間が1.5秒以上、15秒以下となるように設けることを特徴とする、加工性に優れた高張力鋼板の製造方法。
- 前記焼戻し処理の際、誘導加熱装置を用いて、板厚中心温度が400℃以上、かつ表面の最高到達温度が500℃以上Ac1変態点以下の温度で焼戻し処理を施すことを特徴とする、請求項1に記載の加工性に優れた高張力鋼板の製造方法。
- 得られた鋼板の板厚方向の硬度差が45HV以下であることを特徴とする、請求項1または請求項2に記載の加工性に優れた高張力鋼板の製造方法。
- 得られた鋼板の板厚方向の硬度差が45HV以下であり、引張強度が550MPa以上であることを特徴とする、請求項1または請求項2に記載の加工性に優れた高張力鋼板の製造方法。
- 質量%で、C:0.03〜0.18%、Si:0.01〜0.55%、Mn:0.5〜2%、Al:0.005〜0.1%、N:0.0005〜0.005%を含有し、残部Feおよび不可避的不純物からなることを特徴とする、請求項1から請求項4のいずれか1項に記載の加工性に優れた高張力鋼板の製造方法。
- 質量%で、C:0.03〜0.18%、Si:0.01〜0.55%、Mn:0.5〜2%、Al:0.005〜0.1%、N:0.0005〜0.005%を含有し、さらに、必要に応じてCu≦1%、Ni≦2%、Cr≦1%、Mo≦0.8%、Nb≦0.05%、V≦0.1%、Ti≦0.025%、B≦0.002%、Ca≦0.005%の1種または2種以上を含有し、残部Feおよび不可避的不純物からなることを特徴とする、請求項1から請求項4のいずれか1項に記載の加工性に優れた高張力鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004346244A JP4715179B2 (ja) | 2004-03-16 | 2004-11-30 | 加工性に優れた高張力鋼板の製造方法 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004074223 | 2004-03-16 | ||
| JP2004074223 | 2004-03-16 | ||
| JP2004346244A JP4715179B2 (ja) | 2004-03-16 | 2004-11-30 | 加工性に優れた高張力鋼板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005298963A true JP2005298963A (ja) | 2005-10-27 |
| JP4715179B2 JP4715179B2 (ja) | 2011-07-06 |
Family
ID=35330868
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004346244A Expired - Fee Related JP4715179B2 (ja) | 2004-03-16 | 2004-11-30 | 加工性に優れた高張力鋼板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4715179B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008121036A (ja) * | 2006-11-09 | 2008-05-29 | Jfe Steel Kk | 高強度高靱性鋼板の製造方法 |
| CN100577839C (zh) * | 2008-04-17 | 2010-01-06 | 东北大学 | 一种590MPa级低屈强比低碳当量建筑用钢板的制造方法 |
| JP2019141888A (ja) * | 2018-02-21 | 2019-08-29 | 株式会社神戸製鋼所 | 冷間圧延方法 |
| EP3872219A4 (en) * | 2018-10-26 | 2021-12-15 | Posco | HIGH STRENGTH STEEL WITH EXCELLENT RESISTANCE TO SULPHIDE Cracking AND PROCESS FOR ITS MANUFACTURING |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02301517A (ja) * | 1989-05-17 | 1990-12-13 | Kobe Steel Ltd | 低降伏比高張力鋼板の製造方法 |
| JPH11286722A (ja) * | 1998-03-31 | 1999-10-19 | Nkk Corp | 鋼板の製造方法 |
| JP2003213332A (ja) * | 2002-01-25 | 2003-07-30 | Jfe Engineering Kk | 板厚方向材質差が小さい低降伏比高張力鋼材の製造方法 |
| JP2003277829A (ja) * | 2002-03-26 | 2003-10-02 | Jfe Steel Kk | 高靭性高張力鋼材の製造方法 |
-
2004
- 2004-11-30 JP JP2004346244A patent/JP4715179B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH02301517A (ja) * | 1989-05-17 | 1990-12-13 | Kobe Steel Ltd | 低降伏比高張力鋼板の製造方法 |
| JPH11286722A (ja) * | 1998-03-31 | 1999-10-19 | Nkk Corp | 鋼板の製造方法 |
| JP2003213332A (ja) * | 2002-01-25 | 2003-07-30 | Jfe Engineering Kk | 板厚方向材質差が小さい低降伏比高張力鋼材の製造方法 |
| JP2003277829A (ja) * | 2002-03-26 | 2003-10-02 | Jfe Steel Kk | 高靭性高張力鋼材の製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008121036A (ja) * | 2006-11-09 | 2008-05-29 | Jfe Steel Kk | 高強度高靱性鋼板の製造方法 |
| CN100577839C (zh) * | 2008-04-17 | 2010-01-06 | 东北大学 | 一种590MPa级低屈强比低碳当量建筑用钢板的制造方法 |
| JP2019141888A (ja) * | 2018-02-21 | 2019-08-29 | 株式会社神戸製鋼所 | 冷間圧延方法 |
| JP7008532B2 (ja) | 2018-02-21 | 2022-01-25 | 株式会社神戸製鋼所 | 冷間圧延方法 |
| EP3872219A4 (en) * | 2018-10-26 | 2021-12-15 | Posco | HIGH STRENGTH STEEL WITH EXCELLENT RESISTANCE TO SULPHIDE Cracking AND PROCESS FOR ITS MANUFACTURING |
| US12037667B2 (en) | 2018-10-26 | 2024-07-16 | Posco Co., Ltd | High-strength steel having excellent resistance to sulfide stress cracking, and method for manufacturing same |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4715179B2 (ja) | 2011-07-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5476763B2 (ja) | 延性に優れた高張力鋼板及びその製造方法 | |
| JP5277648B2 (ja) | 耐遅れ破壊特性に優れた高張力鋼板並びにその製造方法 | |
| JP7339339B2 (ja) | 冷間加工性及びssc抵抗性に優れた超高強度鋼材及びその製造方法 | |
| JP5277672B2 (ja) | 耐遅れ破壊特性に優れた高張力鋼板ならびにその製造方法 | |
| CN103014554A (zh) | 一种低屈强比高韧性钢板及其制造方法 | |
| JP2010100903A (ja) | 低降伏比かつ耐脆性亀裂発生特性に優れた厚肉高張力鋼板およびその製造方法 | |
| JP4379085B2 (ja) | 高強度高靭性厚鋼板の製造方法 | |
| CN111542633B (zh) | 抑制疲劳裂纹扩展特性优异的结构用高强度钢材及其制造方法 | |
| JP4882251B2 (ja) | 高強度高靱性鋼板の製造方法 | |
| JP5055774B2 (ja) | 高変形性能を有するラインパイプ用鋼板およびその製造方法。 | |
| JP5089224B2 (ja) | オンライン冷却型高張力鋼板の製造方法 | |
| JP4951997B2 (ja) | 引張強さが550MPa以上の高張力鋼板の製造方法。 | |
| TW201508069A (zh) | 厚鋼板及其製造方法 | |
| JP5157387B2 (ja) | 高変形能を備えた厚肉高強度高靭性鋼管素材の製造方法 | |
| JP2001073069A (ja) | 高生産性・高強度圧延h形鋼およびその製造方法 | |
| JP4830330B2 (ja) | 厚肉低降伏比高張力鋼板の製造方法 | |
| JP2007016302A (ja) | 耐ssc特性に優れた高張力鋼板の製造方法 | |
| JP2005298962A (ja) | 加工性に優れた高張力鋼板の製造方法 | |
| JP5082500B2 (ja) | 強度−伸びバランスに優れた高靭性高張力鋼板の製造方法 | |
| JP4715179B2 (ja) | 加工性に優れた高張力鋼板の製造方法 | |
| JP3737300B2 (ja) | 溶接性の優れた非調質型低降伏比高張力鋼板 | |
| JPS625216B2 (ja) | ||
| JP5151034B2 (ja) | 高張力ラインパイプ用鋼板の製造方法および高張力ラインパイプ用鋼板 | |
| JP5008879B2 (ja) | 強度および低温靭性の優れた高張力鋼板および高張力鋼板の製造方法 | |
| JP2008280602A (ja) | 高生産性型高強度・高靭性鋼板とその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070904 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20100329 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100427 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100628 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110301 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110314 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4715179 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140408 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |