JP2005298882A - プレス加工後の表面品質に優れた自動車外板用アルミニウム合金板および自動車外板 - Google Patents
プレス加工後の表面品質に優れた自動車外板用アルミニウム合金板および自動車外板 Download PDFInfo
- Publication number
- JP2005298882A JP2005298882A JP2004115050A JP2004115050A JP2005298882A JP 2005298882 A JP2005298882 A JP 2005298882A JP 2004115050 A JP2004115050 A JP 2004115050A JP 2004115050 A JP2004115050 A JP 2004115050A JP 2005298882 A JP2005298882 A JP 2005298882A
- Authority
- JP
- Japan
- Prior art keywords
- plate
- aluminum alloy
- less
- surface quality
- press working
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Continuous Casting (AREA)
Abstract
【課題】プレス加工でのリジングマークの発生が抑制され、プレス加工後の表面品質に優れた自動車外板用アルミニウム合金板および自動車外板を提供する。
【解決手段】Si:0.4〜1.5%、Mg:0.2〜1.2%を含有し、残部Alおよび不純物からなり、不純物としてのFeを0.30%以下に制限したアルミニウム合金のT4調質された溶湯圧延板であって、内部に存在する連続した晶出物の最大長さが500μm以下である。
【選択図】 なし
【解決手段】Si:0.4〜1.5%、Mg:0.2〜1.2%を含有し、残部Alおよび不純物からなり、不純物としてのFeを0.30%以下に制限したアルミニウム合金のT4調質された溶湯圧延板であって、内部に存在する連続した晶出物の最大長さが500μm以下である。
【選択図】 なし
Description
本発明は、プレス加工後の表面品質に優れた自動車外板用アルミニウム合金板および該アルミニウム合金板をプレス加工してなる自動車外板に関する。
従来、自動車外板として適用されるアルミニウム合金としては、5000系(Al−Mg系)合金が使用されてきたが、5000系合金は強度および延性に優れ、良好な成形性を示すものの、Mgの含有量が高くなると、熱間加工性が低下するとともに、成形時にS−Sマーク(ストレッチャー・ストレインマーク)が発生し易くなり、外観不良が生じる場合が少なくないため、近年では6000系(Al−Mg−Si系)合金の使用が拡大している。
6000系合金は、成形性に優れ、塗装焼付けを行うことにより強度が上昇し、優れた耐デント性を示すが、自動車外板として汎用されてきた冷延鋼板に比べてコスト高となるため、使用される範囲が限定されており、そのため、6000系合金板の製造コスト低減を図るための試みが行われている。
例えば、6000系合金板の製造において、従来のIM法(DC鋳造−熱間圧延法)に代わり、双ロール溶湯圧延法による板材の製造が提案され、溶湯圧延板において、表層部の金属組織における連続した晶出物の最大長さを50μm以下とすることにより、優れた成形性と表面性状を得ることが提案されている(特許文献1参照)。
また、特定の組成を有する6000系合金の溶湯を、150℃/秒以上の凝固速度で連続鋳造し、冷間圧延により所定の板厚とした後、520〜560℃の温度で溶体化処理を行い、30秒以内に急冷することにより強度、成形性に優れた板材を得る手法も提案されている(特許文献2参照)。
特開平10−130766号公報
特開平10−259464号公報
しかしながら、上記提案の材料は、成形性に優れたものではあるが、プレス加工後に塗装焼付けを行うと、プレス加工時に板面に発生したリジングマーク(表面に発生した凹凸によって観察される筋状の模様)が目視で観察される場合があり、自動車外板として品質上問題がある。
発明者らは、この問題を解決することを目的として、溶湯圧延板におけるリジングマーク発生のメカニズムとその抑制手法について、種々の観点から試験、検討を行った結果、溶湯圧延板の内部に存在する晶出物がリジングマークの発生の要因となっていることを見出した。
本発明は、上記の知見に基づいて、さらに検討を重ねた結果としてなされたものであり、その目的は、プレス加工で発生するリジングマークを抑制し、自動車外板として適用可能なプレス加工後の表面品質に優れた自動車外板用アルミニウム合金板および自動車外板を提供することにある。
上記の目的を達成するための請求項1によるプレス加工後の表面品質に優れた自動車外板用アルミニウム合金板は、Si:0.4〜1.5%、Mg:0.2〜1.2%、Fe:0.31〜1.0%を含有し、残部Alおよび不純物からなるアルミニウム合金のT4調湯圧延板であって、内部に存在する連続した晶出物の最大長さが500μm以下であることを特徴とする。
請求項2によるプレス加工後の表面品質に優れた自動車外板用アルミニウム合金板は、請求項1において、前記アルミニウム合金が、さらにMn:0.3%以下(0%を含まず、以下同じ)、Cr:0.3%以下、V:0.2%以下、Zr:0.15%以下のうちの1種以上を含有することを特徴とする。
請求項3によるプレス加工後の表面品質に優れた自動車外板用アルミニウム合金板は、請求項1または2において、前記アルミニウム合金が、さらにZn:0.5%以下を含有することを特徴とする。
請求項4によるプレス加工後の表面品質に優れた自動車外板用アルミニウム合金板は、請求項1〜3のいずれかにおいて、前記アルミニウム合金が、さらにCu:1.0%以下を含有することを特徴とする。
請求項5によるプレス加工後の表面品質に優れた自動車外板用アルミニウム合金板は、請求項1〜4のいずれかにおいて、前記アルミニウム合金が、さらにTi:0.1%以下、B:50ppm以下のうちの少なくとも1種を含有することを特徴とする。
請求項6によるプレス加工後の表面品質に優れた自動車外板は、請求項1〜5のいずれかに記載のアルミニウム合金の溶湯圧延板を、プレス加工してなることを特徴とする。
本発明によれば、プレス加工でのリジングマークの発生が抑制され、プレス加工後の表面品質に優れた自動車外板用アルミニウム合金板および自動車外板が提供される。
本発明のアルミニウム合金板は、溶湯圧延法(連続鋳造圧延法ともいう)により得られ、T4調質(溶体化処理、焼入れ、常温時効)された6000系アルミニウム合金板であり、その含有成分の意義および限定理由は以下のとおりである。
Siは、Mgと共存してMg−Si系化合物を形成して強度を向上させるとともに、高い塗装焼付け硬化性を与えるよう機能する。Siの好ましい含有量は0.4〜1.5%の範囲であり、0.4%未満では塗装焼付け時の加熱で十分な強度が得難く、また成形性が低下することがあり、1.5%を越えると、曲げ加工性が低下して実用上問題となることがある。Siのさらに好ましい含有範囲は0.6〜1.3%、最も好ましい含有範囲は0.8〜1.2%である。
Mgは、Siと共存してMg−Si系化合物を形成して強度を向上させるよう機能する。Mgの好ましい含有量は0.2〜1.2%の範囲であり、0.2%未満では塗装焼付け時の加熱で十分な強度が得難く、1.2%を越えると、溶体化処理、焼入れ後の耐力が高くなってプレス加工時の成形性および形状凍結性が低下する。Mgのさらに好ましい含有範囲は0.3〜0.8%、最も好ましい含有範囲は0.4〜0.7%である。
Feは、基本的には不純物として含有されるが、リサイクル材を使用する場合にはFe量の増加は避けられない。Feは鋳造時にAl−Fe−Si系またはAl−Fe系の晶出物を生成して、合金板の内部に連続した晶出物を形成し易く、本発明においては、Feの含有量を0.31〜1.0%の範囲に制御する。0.31%未満では、リサイクル材の溶解時に新地金を用いて溶湯を薄めることが必要となり、溶解作業上不都合が生じることとなる。1.0%を越えて含有されると、Al−Fe−Si系晶出物が形成されてSi固溶量が減少し、ベークハード性が低下する。また成形性や延性の低下を招く。Feのさらに好ましい含有範囲は0.31〜0.8%、最も好ましい含有範囲は0.40〜0.6%である。
Mn、Cr、V、Zrは、結晶粒微細化により成形加工時の肌荒れを防止するよう機能する。好ましい含有量は、Mn:0.3%以下、Cr:0.3%以下、V:0.2%以下、Zr:0.15%以下の範囲であり、それぞれ上限を越えて含有すると、粗大な金属間化合物が生成して成形性が低下する。さらに好ましい含有範囲は、Mn:0.05〜0.15%、Cr:0.05〜0.15%、V:0.05〜0.15%、Zr:0.05〜0.12%である。
Znは、表面処理性を改善するよう機能する。Znの好ましい含有量は0.5%以下の範囲であり、0.5%を越えると、塗装後の耐食性の低下を招く。Znのさらに好ましい含有範囲は0.3%以下である。
Cuは、成形性を改善するよう機能する。Cuの好ましい含有量は1.0%以下の範囲であり、1.0%を越えると、塗装後の耐食性の低下を招く。成形性の観点からは0.3〜0.8%の範囲、耐食性が重視される場合には0.1%以下の範囲が好ましい。
TiおよびBは、鋳造組織を微細化して成形性を向上させるよう機能する。好ましい含有量は、Ti:0.1%以下、B:50ppm以下の範囲であり、それぞれ上限を越えて含有されると、粗大な金属間化合物の生成が増加して成形性が低下し易くなる。
本発明においては、合金板の内部に存在する連続した晶出物の最大長さを500μm以下に規制することが重要である。晶出物としては、Al−Fe−Si系化合物、Al−Fe系化合物、Mg−Si系化合物が形成される。溶湯圧延法によるアルミニウム合金板の製造は、図1に示すように、一対のロールR1 、R2 の間にアルミニウム合金溶湯1がノズル2より導入され、凝固したアルミニウム合金板3をロールR1 、R2 で圧延しながら引き出すことにより行われるが、溶湯1の最終凝固位置4が板厚のほぼ中心に位置するため、最終凝固位置4においてFe、Si、Mgなどの成分濃度が最も高くなり易く、板厚の中心部近傍に連続した上記晶出物が形成され易い。図1において、Sは溶湯1の凝固界面を示すものである。
板厚の中心部近傍に連続して形成される晶出物は中心線偏析とも呼ばれるが、これらの晶出物はマトリックスのアルミニウムより硬いため、T4調質後、プレス加工した時に、晶出物は変形し難く、周囲のアルミニウムのみが変形するため、板表面に晶出物の形状が浮き出た状態となり、1種のリジングマーク(筋状の表面欠陥)として観察されるようになる。リジングマークが生じないようにするためには、板厚の中心部近傍に形成される連続した晶出物の最大長さを500μm以下とすることが好ましく、300μm以下とするのがさらに好ましい。
溶湯圧延においては、設備や合金組成によって最適の鋳造条件が異なり、鋳造速度や溶湯温度などをそれぞれ最適の条件に設定することが必要となるが、前記の連続した晶出物の最大長さを500μm以下にするためには、溶湯圧延時の溶湯1の最終凝固位置4と一対のロールR1 、R2 の中心点O1 、O2 を結んだ線L1 との距離D1 が、溶湯がロールに最初に接触する位置P1 、P2 を結んだ線L2 と、一対のロールR1 、R2 の中心点O1 、O2 を結んだ線L1 との距離D2 に対して、D1 ≧0.3×D2 を満たすことが必要であり、そのためには、溶湯圧延装置に合わせて、鋳造速度やノズル先端NとロールR1 、R2 間の距離D3 などが設定される。なお、この場合、鋳造速度V(mm/s)と、ノズル先端NとロールR1 、R2 の距離D3 (mm)は、V≦0.5D3 を満たすことが必要であり、さらに鋳造速度V(mm/s)と溶湯圧延材の板厚t(mm)は、V≦10tを満たす必要がある。これらの条件を満たすことにより、上述のD1 ≧0.3×D2 になる鋳造が可能になる。
溶湯圧延工程により、連続した晶出物の最大長さが500μmを越えた場合には、溶湯圧延後に均質化処理を行って晶出物を分断化して500μm以下とする手法を用いることもできる。この場合の均質化処理温度は550℃以上、均質化処理時間は5時間以上とするのが望ましい。
得られた溶湯圧延板は、冷間圧延を行うことなく溶体化処理、焼入れ処理する工程によりT4調質され、あるいは、冷間圧延した後、溶体化処理、焼入れ処理する工程でT4調質される。冷間圧延を行う場合には、必要に応じて中間焼鈍を行ってもよい。溶体化処理および焼入れの条件はとくに規定されないが、溶体化処理は材料が溶解しない範囲でなるべく高温、例えば500〜580℃の温度域で行うことが望ましく、溶体化処理での保持時間は比較的短時間、例えば300秒以下で十分である。焼入れは5℃/秒以上の焼入れ速度で行うのが好ましい。
焼入れ後、ベークハード性の付与を目的として予備時効処理を行ってもよい。この場合の処理条件としては、焼入れ後60分以内に、40〜120℃の温度で50時間以内が好ましい。また、予備時効処理を行った後、3日以内に170〜230℃の温度で60秒以内の復元処理を行うこともでき、この復元処理により塗装焼付け硬化性をさらに向上させることができる。
上記のようにして得られた自動車外板用アルミニウム合金板を、プレス成形することにより表面品質に優れ、リジングマークの発生が抑制された自動車外板が製造され、コスト低減も可能となる。
以下、本発明の実施例を比較例と対比して説明するとともに、その効果を実証する。なお、これらの実施例は、本発明の一実施態様を示すものであり、本発明はこれらに限定されるものではない。
実施例1
表1に示す組成を有するアルミニウム合金を溶解し、略図を図1に示す双ロール式溶湯圧延機により、最終凝固位置4とロールの中心を結んだ線L1 との距離D1 が、溶湯とロールの接触部を結んだ線L2 と、ロール中心を結んだ線L1 との距離D2 に対して、D1 ≧0.3×D2 になるよう、ロールの中心を結んだ線L1 とノズル2の先端Nの距離D3 を60mmに設定し、鋳造速度を1m/分として溶湯圧延を行い、板厚2.0mmの溶湯圧延板を製造した。
表1に示す組成を有するアルミニウム合金を溶解し、略図を図1に示す双ロール式溶湯圧延機により、最終凝固位置4とロールの中心を結んだ線L1 との距離D1 が、溶湯とロールの接触部を結んだ線L2 と、ロール中心を結んだ線L1 との距離D2 に対して、D1 ≧0.3×D2 になるよう、ロールの中心を結んだ線L1 とノズル2の先端Nの距離D3 を60mmに設定し、鋳造速度を1m/分として溶湯圧延を行い、板厚2.0mmの溶湯圧延板を製造した。
得られた溶湯圧延板について、540℃で5秒間の溶体化処理を行った後、常温の水道水で焼入れを行いT4調質材とし、得られたT4調質材を試験材として、以下の方法により、焼入れから7日後の引張性質、板内部の連続した晶出物の最大長さ、リジングマークの発生の有無を評価した。結果を表2に示す。
引張性質の評価:JIS 5号試験片を成形し、JIS Z2241に従って引張強さ(σB ) 、耐力(σ0.2)、伸び(δ) を測定した。
板内部の連続した晶出物の最大長さの評価:試験材を幅15mm、長さ30mmに切断し、圧延面が観察面になるように樹脂埋めを行い、エメリー紙で#1200まで研磨し、さらにバフ研磨を行って板厚中心部を露出させ、ケラー氏液でエッチングを行い、光学顕微鏡で連続した晶出物の最大長さを測定した。
リジングマークの発生の評価:試験材を幅200mm、長さ30mmに切断し、板幅方向に10%の引張歪みを導入した後、スプレー塗料で15±5μmの塗膜を塗布し、目視によりリジングマークの有無を観察した。
板内部の連続した晶出物の最大長さの評価:試験材を幅15mm、長さ30mmに切断し、圧延面が観察面になるように樹脂埋めを行い、エメリー紙で#1200まで研磨し、さらにバフ研磨を行って板厚中心部を露出させ、ケラー氏液でエッチングを行い、光学顕微鏡で連続した晶出物の最大長さを測定した。
リジングマークの発生の評価:試験材を幅200mm、長さ30mmに切断し、板幅方向に10%の引張歪みを導入した後、スプレー塗料で15±5μmの塗膜を塗布し、目視によりリジングマークの有無を観察した。
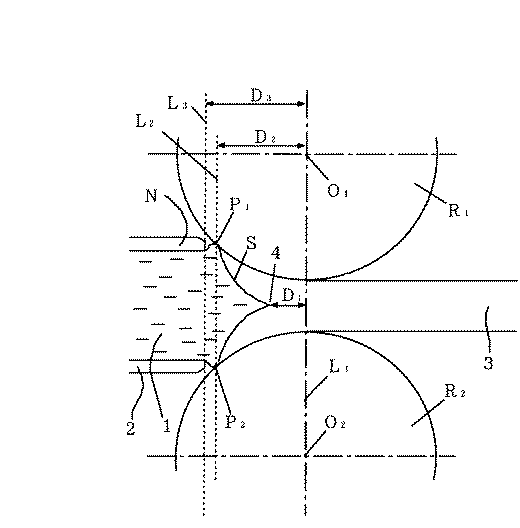
表2にみられるように、本発明に従う試験材No.1〜3はいずれも、最終凝固位置4とロールの中心を結んだ線L1 との距離D1 は、溶湯とロールの接触部を結んだ線L2 と、ロール中心を結んだ線L1 との距離D2 に対して、D1 ≧0.3×D2 を満たしており、板内部の連続した晶出物の最大長さが25〜36μmと短く、リジングマークの発生は認められなかった。
実施例2
実施例1で作製した3種類の溶湯圧延板を用い、50%の冷間圧延を行って板厚1.0mmとし、さらに540℃で5秒間の溶体化処理を行った後、常温の水道水で焼入れを行ってT4調質材とした。得られたT4調質材を試験材として、実施例1と同様の評価を行った。結果を表3に示す。
実施例1で作製した3種類の溶湯圧延板を用い、50%の冷間圧延を行って板厚1.0mmとし、さらに540℃で5秒間の溶体化処理を行った後、常温の水道水で焼入れを行ってT4調質材とした。得られたT4調質材を試験材として、実施例1と同様の評価を行った。結果を表3に示す。
表3にみられるように、本発明に従う試験材No.4〜6はいずれも、最終凝固位置4とロールの中心を結んだ線L1 との距離D1 は、溶湯とロールの接触部を結んだ線L2 と、ロール中心を結んだ線L1 との距離D2 に対して、D1 ≧0.3×D2 を満たしており、板内部の連続した晶出物の最大長さが48〜75μmと短く、リジングマークの発生は認められなかった。
比較例1
表1に示す組成を有するアルミニウム合金を溶解し、実施例1と同様、双ロール式溶湯圧延機により、最終凝固位置4とロールの中心を結んだ線L1 との距離D1 が、溶湯とロールの接触部を結んだ線L2 と、ロール中心を結んだ線L1 との距離D2 に対して、D1 <0.3×D2 になるよう、ロールの中心を結んだ線L1 とノズル2の先端Nの距離D3 を30mmに設定し、鋳造速度を2m/分として溶湯圧延を行い、板厚2.0mmの溶湯圧延板を製造した。
表1に示す組成を有するアルミニウム合金を溶解し、実施例1と同様、双ロール式溶湯圧延機により、最終凝固位置4とロールの中心を結んだ線L1 との距離D1 が、溶湯とロールの接触部を結んだ線L2 と、ロール中心を結んだ線L1 との距離D2 に対して、D1 <0.3×D2 になるよう、ロールの中心を結んだ線L1 とノズル2の先端Nの距離D3 を30mmに設定し、鋳造速度を2m/分として溶湯圧延を行い、板厚2.0mmの溶湯圧延板を製造した。
得られた溶湯圧延板について、540℃で5秒間の溶体化処理を行った後、常温の水道水で焼入れを行いT4調質材とし、得られたT4調質材を試験材として、実施例1と同様の評価を行った。結果を表4に示す。
表4に示すように、試験材7〜9はいずれも、最終凝固位置4とロールの中心を結んだ線L1 との距離D1 は、溶湯とロールの接触部を結んだ線L2 と、ロール中心を結んだ線L1 との距離D2 に対して、D1 ≧0.3×D2 を満たしていないため、板内部の連続した晶出物の最大長さが500μmを越えており、リジングマークが発生した。
比較例2
比較例1で作製した3種類の溶湯圧延板を用い、50%の冷間圧延を行って板厚1.0mmとし、さらに540℃で5秒間の溶体化処理を行った後、常温の水道水で焼入れを行ってT4調質材とした。得られたT4調質材を試験材として、実施例1と同様の評価を行った。結果を表5に示す。
比較例1で作製した3種類の溶湯圧延板を用い、50%の冷間圧延を行って板厚1.0mmとし、さらに540℃で5秒間の溶体化処理を行った後、常温の水道水で焼入れを行ってT4調質材とした。得られたT4調質材を試験材として、実施例1と同様の評価を行った。結果を表5に示す。
表5に示すように、試験材10〜12はいずれも、最終凝固位置4とロールの中心を結んだ線L1 との距離D1 は、溶湯とロールの接触部を結んだ線L2 と、ロール中心を結んだ線L1 との距離D2 に対して、D1 ≧0.3×D2 を満たしていないため、板内部の連続した晶出物の最大長さが500μmを越えており、リジングマークが発生した。
1 アルミニウム合金溶湯
2 ノズル
3 溶湯圧延板
4 最終凝固位置(凝固先端)
R1 溶湯圧延ロール
R2 溶湯圧延ロール
O1 R 1の中心
O2 R 2の中心
S 凝固界面
P1 溶湯とロールとの接触部
P2 溶湯とロールとの接触部
N ノズル先端
L1 O1 、O2 を結んだ線
L2 P1 、P2 を結んだ線
L3 ノズル先端を結んだ線
D1 凝固先端とL1 の距離
D2 L1 とL2 の距離
D3 L1 とL3 の距離
2 ノズル
3 溶湯圧延板
4 最終凝固位置(凝固先端)
R1 溶湯圧延ロール
R2 溶湯圧延ロール
O1 R 1の中心
O2 R 2の中心
S 凝固界面
P1 溶湯とロールとの接触部
P2 溶湯とロールとの接触部
N ノズル先端
L1 O1 、O2 を結んだ線
L2 P1 、P2 を結んだ線
L3 ノズル先端を結んだ線
D1 凝固先端とL1 の距離
D2 L1 とL2 の距離
D3 L1 とL3 の距離
Claims (6)
- Si:0.4〜1.5%(質量%、以下同じ)、Mg:0.2〜1.2%、Fe:0.31〜1.0%を含有し、残部Alおよび不純物からなるアルミニウム合金のT4調質された溶湯圧延板であって、内部に存在する連続した晶出物の最大長さが500μm以下であることを特徴とするプレス加工後の表面品質に優れた自動車外板用アルミニウム合金板。
- 前記アルミニウム合金が、さらにMn:0.3%以下(0%を含まず、以下同じ)、Cr:0.3%以下、V:0.2%以下、Zr:0.15%以下のうちの1種以上を含有することを特徴とする請求項1記載のプレス加工後の表面品質に優れた自動車外板用アルミニウム合金板。
- 前記アルミニウム合金が、さらにZn:0.5%以下を含有することを特徴とする請求項1または2記載のプレス加工後の表面品質に優れた自動車外板用アルミニウム合金板。
- 前記アルミニウム合金が、さらにCu:1.0%以下を含有することを特徴とする請求項1〜3のいずれかに記載のプレス加工後の表面品質に優れた自動車外板用アルミニウム合金板。
- 前記アルミニウム合金が、さらにTi:0.1%以下、B:50ppm以下のうちの少なくとも1種を含有することを特徴とする請求項1〜4のいずれかに記載のプレス加工後の表面品質に優れた自動車外板用アルミニウム合金板。
- 請求項1〜5のいずれかに記載のアルミニウム合金の溶湯圧延板を、プレス加工してなることを特徴とする自動車外板。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004115050A JP2005298882A (ja) | 2004-04-09 | 2004-04-09 | プレス加工後の表面品質に優れた自動車外板用アルミニウム合金板および自動車外板 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004115050A JP2005298882A (ja) | 2004-04-09 | 2004-04-09 | プレス加工後の表面品質に優れた自動車外板用アルミニウム合金板および自動車外板 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005298882A true JP2005298882A (ja) | 2005-10-27 |
Family
ID=35330794
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004115050A Pending JP2005298882A (ja) | 2004-04-09 | 2004-04-09 | プレス加工後の表面品質に優れた自動車外板用アルミニウム合金板および自動車外板 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005298882A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230175103A1 (en) * | 2020-07-31 | 2023-06-08 | Arconic Technologies Llc | New 6xxx aluminum alloys and methods for producing the same |
-
2004
- 2004-04-09 JP JP2004115050A patent/JP2005298882A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20230175103A1 (en) * | 2020-07-31 | 2023-06-08 | Arconic Technologies Llc | New 6xxx aluminum alloys and methods for producing the same |
| JP2023536096A (ja) * | 2020-07-31 | 2023-08-23 | アーコニック テクノロジーズ エルエルシー | 新規の6xxxアルミニウム合金およびその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1846584B2 (en) | Austenitic steel having high strength and formability method of producing said steel and use thereof | |
| KR101456684B1 (ko) | Almgsi 심재 합금 층을 구비하는 알루미늄 복합 재료 | |
| US12503754B2 (en) | Method of making 6XXX aluminium sheets with high surface quality | |
| EP2219860B1 (en) | Clad sheet product and method for its production | |
| KR101974624B1 (ko) | Almgsi 알루미늄 스트립 제조 방법 | |
| US20070217943A1 (en) | Al-Mg Alloy Sheet with Excellent Formability at High Temperatures and High Speeds and Method of Production of Same | |
| US20130112323A1 (en) | Formable aluminum alloy sheet | |
| JP3590685B2 (ja) | 自動車外板用アルミニウム合金板の製造方法 | |
| JPH10130768A (ja) | 成形用Al−Mg−Si系合金の直接鋳造圧延板とその製造方法 | |
| JP2012224929A (ja) | 高成形性Al−Mg−Si系合金板及びその製造方法 | |
| JP3838504B2 (ja) | パネル成形用アルミニウム合金板およびその製造方法 | |
| JP3791337B2 (ja) | 高成形性アルミニウム合金板およびその製造方法 | |
| JP4222964B2 (ja) | 自動車外板用アルミニウム合金板とその製造方法および自動車外板 | |
| JP4022497B2 (ja) | アルミニウム合金パネルの製造方法 | |
| JP3749627B2 (ja) | プレス成形性に優れたAl合金板 | |
| JP2001262265A (ja) | 高成形性アルミニウム合金板の熱間圧延材 | |
| JP2006241548A (ja) | 曲げ加工性に優れたAl−Mg−Si系合金板材とその製造方法および該板材から得られる自動車外板 | |
| JPH09272938A (ja) | アルミニウム箔およびその製造方法 | |
| JP2005298882A (ja) | プレス加工後の表面品質に優れた自動車外板用アルミニウム合金板および自動車外板 | |
| JP4456505B2 (ja) | 成形用アルミニウム合金板の製造方法 | |
| JPH10130766A (ja) | 成形性と表面品質が優れ経時変化の少ないAl−Mg−Si系合金の直接鋳造圧延板とその製造方法 | |
| JPH10130767A (ja) | 高成形性のAl−Mg−Si系合金板材とその製造方法 | |
| JP4542004B2 (ja) | 成形用アルミニウム合金板 | |
| JP2008062255A (ja) | キャビティ発生の少ないAl−Mg−Si系アルミニウム合金板の超塑性成形方法およびAl−Mg−Si系アルミニウム合金成形板 | |
| JP2003073764A (ja) | 成形加工用アルミニウム合金板及びその製造方法 |