JP2005297218A - 成形機の金型監視システム - Google Patents
成形機の金型監視システム Download PDFInfo
- Publication number
- JP2005297218A JP2005297218A JP2004112475A JP2004112475A JP2005297218A JP 2005297218 A JP2005297218 A JP 2005297218A JP 2004112475 A JP2004112475 A JP 2004112475A JP 2004112475 A JP2004112475 A JP 2004112475A JP 2005297218 A JP2005297218 A JP 2005297218A
- Authority
- JP
- Japan
- Prior art keywords
- molding machine
- image
- mold
- machine controller
- monitoring camera
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000012544 monitoring process Methods 0.000 title claims abstract description 100
- 238000000465 moulding Methods 0.000 title claims abstract description 88
- 238000012545 processing Methods 0.000 claims abstract description 74
- 230000002159 abnormal effect Effects 0.000 claims abstract description 23
- 230000005856 abnormality Effects 0.000 claims description 19
- 238000004891 communication Methods 0.000 claims description 16
- 230000006870 function Effects 0.000 claims description 15
- 238000013500 data storage Methods 0.000 claims description 8
- 230000009467 reduction Effects 0.000 abstract description 5
- 238000001746 injection moulding Methods 0.000 description 21
- 108700028516 Lan-7 Proteins 0.000 description 14
- 238000003384 imaging method Methods 0.000 description 14
- 238000000034 method Methods 0.000 description 12
- 230000008569 process Effects 0.000 description 6
- 230000008859 change Effects 0.000 description 5
- 238000004458 analytical method Methods 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- 238000003672 processing method Methods 0.000 description 3
- 230000004044 response Effects 0.000 description 3
- 230000000694 effects Effects 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 230000007257 malfunction Effects 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005429 filling process Methods 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- 238000007726 management method Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
Images



Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
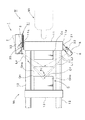
【解決手段】 イメージセンサ3及び画像データDvに対する画像処理によりキャビティ部位Xcの状態を判別する処理部4を有する監視カメラ部2を備えるとともに、この監視カメラ部2と成形機コントローラ5を接続するに際し、少なくとも、処理部4から得るキャビティ部位Xcの状態を判別した結果の異常データDeを、監視カメラ部2の入出力ポート2oを介して成形機コントローラ5に付与する第一接続ラインTaと、イメージセンサ3から得る画像データDvを、監視カメラ部2の通信ポート2tを介して成形機コントローラ5に送信する第二接続ラインTbとにより接続する。
【選択図】 図1
Description
2 監視カメラ部
2o 入出力ポート
2t 通信ポート
3 イメージセンサ
4 処理部
5 成形機コントローラ
5d 表示部
7 LAN
8 発光部
9 フィルタ部
C 金型
Dv 画像データ
De 異常データ
Xc キャビティ部位
M 成形機
Ta 第一接続ライン
Tb 第二接続ライン
Fd 画像表示機能
Fm データ記憶機能
L 可視光線以外の光線
Lr 反射光
Claims (5)
- 型開きした金型のキャビティ部位をイメージセンサにより撮像し、画像処理によりキャビティ部位の状態を判別する成形機の金型監視システムにおいて、前記イメージセンサ及びこのイメージセンサから得る画像データに対する画像処理により前記キャビティ部位の状態を判別する処理部とを有する監視カメラ部を備えるとともに、この監視カメラ部と成形機コントローラを接続するに際し、少なくとも、前記処理部から得る前記キャビティ部位の状態を判別した結果の異常データを前記監視カメラ部の入出力ポートから前記成形機コントローラに付与する第一接続ラインと、前記イメージセンサから得る画像データを前記監視カメラ部の通信ポートから前記成形機コントローラに送信する第二接続ラインとを用いて接続したことを特徴とする成形機の金型監視システム。
- 前記第二接続ラインは、LANを用いることを特徴とする請求項1記載の成形機の金型監視システム。
- 前記成形機コントローラは、前記第二接続ラインにより送信される前記画像データに係わる画像を当該成形機コントローラに付属する表示部に表示する画像表示機能を備えることを特徴とする請求項1記載の成形機の金型監視システム。
- 前記成形機コントローラ及び/又は前記監視カメラ部には、少なくとも前記異常データに対応する前記画像データを、ショット番号に対応させてメモリに登録するデータ記憶機能を備えることを特徴とする請求項1記載の成形機の金型監視システム。
- 前記キャビティ部位に対して可視光線以外の光線を投射する発光部を備えるとともに、前記監視カメラ部に、前記キャビティ部位の反射光から可視光線を除いて前記イメージセンサに付与するフィルタ部を備えることを特徴とする請求項1記載の成形機の金型監視システム。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004112475A JP4138694B2 (ja) | 2004-04-06 | 2004-04-06 | 成形機の金型監視システム |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004112475A JP4138694B2 (ja) | 2004-04-06 | 2004-04-06 | 成形機の金型監視システム |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2005297218A true JP2005297218A (ja) | 2005-10-27 |
| JP2005297218A5 JP2005297218A5 (ja) | 2005-12-08 |
| JP4138694B2 JP4138694B2 (ja) | 2008-08-27 |
Family
ID=35329366
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004112475A Expired - Fee Related JP4138694B2 (ja) | 2004-04-06 | 2004-04-06 | 成形機の金型監視システム |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4138694B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015179348A (ja) * | 2014-03-19 | 2015-10-08 | 株式会社Kmc | 金型電子カルテシステム及び金型 |
| CN114506043A (zh) * | 2020-11-17 | 2022-05-17 | 精工爱普生株式会社 | 成型机管理系统以及记录介质 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6716185B1 (ja) * | 2019-09-05 | 2020-07-01 | 株式会社ソディック | 射出成形機の画像記録装置 |
-
2004
- 2004-04-06 JP JP2004112475A patent/JP4138694B2/ja not_active Expired - Fee Related
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015179348A (ja) * | 2014-03-19 | 2015-10-08 | 株式会社Kmc | 金型電子カルテシステム及び金型 |
| CN114506043A (zh) * | 2020-11-17 | 2022-05-17 | 精工爱普生株式会社 | 成型机管理系统以及记录介质 |
| CN114506043B (zh) * | 2020-11-17 | 2023-12-15 | 精工爱普生株式会社 | 成型机管理系统以及记录介质 |
| US12076899B2 (en) | 2020-11-17 | 2024-09-03 | Seiko Epson Corporation | Molding machine management system and computer program |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4138694B2 (ja) | 2008-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7175408B2 (en) | Mold monitoring apparatus for injection molding machine | |
| CN104848996A (zh) | 一种摩托车轮毂气密性检测方法及装置 | |
| CN103031670B (zh) | 缝纫机 | |
| US9782921B2 (en) | Injection molding system with additional injection device | |
| CN113407475A (zh) | 控制模块和方法 | |
| JP4138694B2 (ja) | 成形機の金型監視システム | |
| CN116208805A (zh) | 故障安全环绕视图 | |
| JP3728423B2 (ja) | 射出成形機の金型監視装置 | |
| IT201800010372A1 (it) | Sistema prova-fari per un veicolo. | |
| KR102118250B1 (ko) | 사출성형기의 금형 온도 자동조절 시스템 | |
| JP2000180696A (ja) | テレビレンズシステム | |
| JP4112544B2 (ja) | 成形監視システム | |
| JP4112537B2 (ja) | 成形監視システム及び成形監視方法 | |
| JP4081038B2 (ja) | 成形機の金型監視方法 | |
| KR102115656B1 (ko) | 사출성형기의 온도 관제 시스템 | |
| JP4152367B2 (ja) | 成形監視システム | |
| JP2002166457A (ja) | 射出成形機 | |
| US12148217B2 (en) | Monitoring device, and monitoring method | |
| JP5825293B2 (ja) | 異常事態自動検出装置の動作確認方法 | |
| KR100485306B1 (ko) | 사출성형기의 감시장치 | |
| KR100267864B1 (ko) | 비대칭디지털데이터전송시스템의경보처리장치및그제어방법 | |
| JP2005125709A (ja) | 金型監視装置、方法及びプログラム | |
| JP4252417B2 (ja) | 成形機の監視装置及び監視方法 | |
| KR100485304B1 (ko) | 사출성형기의 감시방법 | |
| JP4061737B2 (ja) | 雲台装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051014 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051014 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070720 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070801 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071001 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080109 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080207 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080415 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20080418 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080514 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080605 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110613 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110613 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140613 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |