JP2005297055A - 超音波接合用ホーン - Google Patents
超音波接合用ホーン Download PDFInfo
- Publication number
- JP2005297055A JP2005297055A JP2004121130A JP2004121130A JP2005297055A JP 2005297055 A JP2005297055 A JP 2005297055A JP 2004121130 A JP2004121130 A JP 2004121130A JP 2004121130 A JP2004121130 A JP 2004121130A JP 2005297055 A JP2005297055 A JP 2005297055A
- Authority
- JP
- Japan
- Prior art keywords
- convex
- wire
- ultrasonic bonding
- ultrasonic
- vibration
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Pressure Welding/Diffusion-Bonding (AREA)
Abstract
【解決手段】 電線を被接合部材に押圧しつつ当該電線にその軸方向の超音波振動を加える接合ブロックを先端部に備え、当該接合ブロックの前記電線との接触面は多数の凸部を有する凹凸面を形成し、前記振動方向である前記凹凸面の長さ方向の少なくとも一端部は断面が円弧状部に形成されていることを最も主要な特徴とする。凹凸面の凸部の一部が当該凹凸面の端部に位置するように構成し、当該凸部に円弧状部を形成するのが好ましい。
【選択図】 図2
Description
電線と被接合部材との超音波接合では、水平に支持された被接合部材の上に接合部の絶縁被覆を除いた電線の端末を載置し、その上から接合ホーン先端の接合ブロックで押圧しつつ電線の軸方向に超音波振動を加える。この接合ブロックの押圧と超音波加振により、被接合材と電線の表面の酸化被膜等が除去され、電線と被接合材とが溶着する。
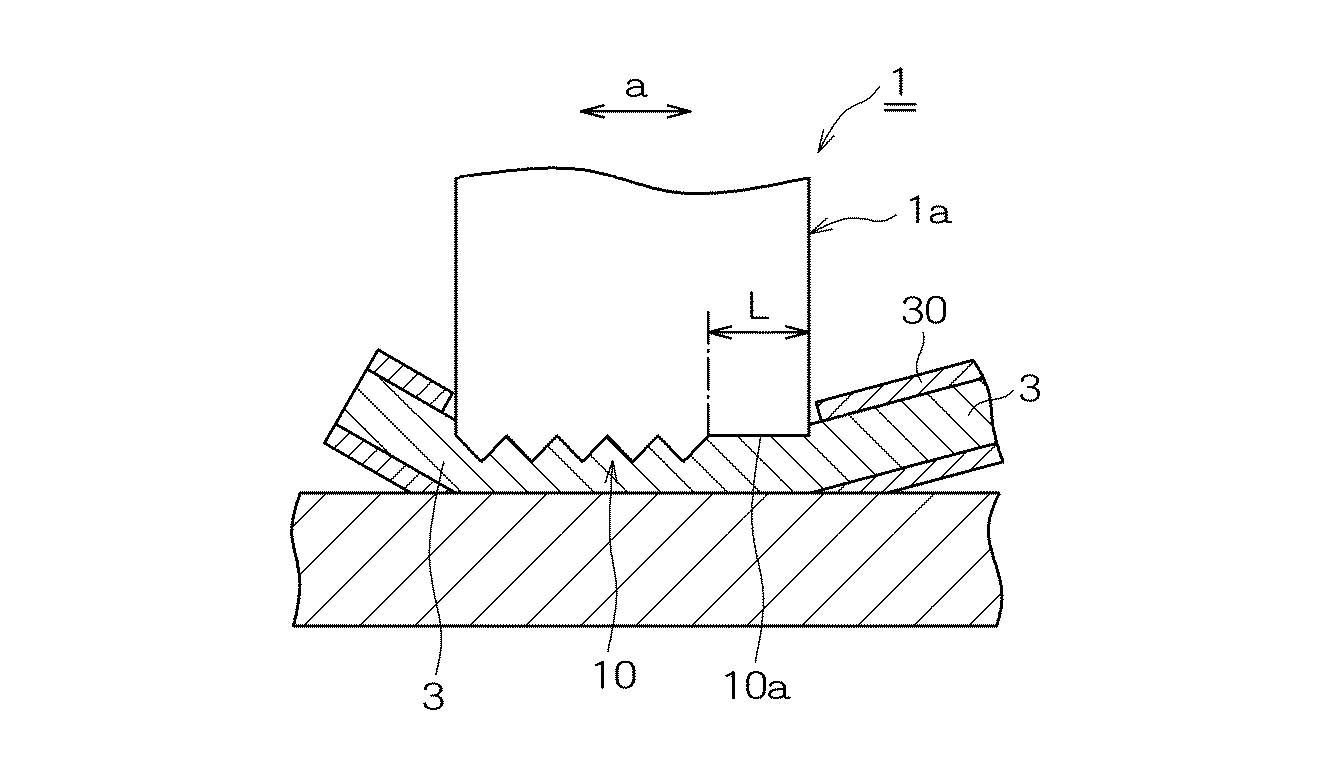
この課題を解決するため、例えば図5で示すように、接合ホーン先端部における接合ブロック1の凹凸面10の加振方向(振動方向)aの少なくとも一端部に、凸部を有しない平滑面部(又はテーパ面部)10aを形成した超音波接合ホーンが提案されている(後記特許文献1)。
前記超音波ホーンによれば、水平に支持された被接合部材2の上に接合部の絶縁被覆30を削除した電線3を置き、超音波接合ホーンの接合ブロック1の凹凸面10により電線3を被接合部材2に押圧しつつ矢印a方向(電線の軸方向)に超音波振動を加えた際、平滑面部(テーパ面部)10aと電線3との摺動が可能(円滑)になるため、電線の損傷を防止することができるものとされている。
第1実施形態
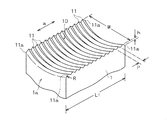
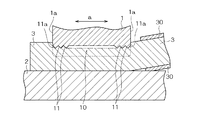
図1は本発明に係る超音波接合ホーンの第1実施形態を示す逆さ状態の部分斜視図、図2は図1の形態の超音波接合ホーンを使用して被接合部材と電線とを接合する状態を示す部分断面図である。
接合ブロック1の電線3との接触面は、電線の滑り止めのために多数の凸部11を形成した凹凸面10となっている。各凸部11は、使用時の超音波による振動方向(接合ブロック1の長さ方向)aと交差する方向(接合ブロック1の幅方向)に沿って連続する断面三角形状の凸部である。凹凸面10は、使用時に裸の電線3を抱く状態で押えるのに適するように、接合ブロック1の幅方向へ凹円弧状を呈すべく加工されている。すなわち凹凸面10は、全体として接合ブロック1の長さ方向に沿う凹円弧状の溝に形成されている。
この実施形態では、凹凸面10の全面にわたるように断面三角形状の凸部11を一定のピッチで形成し、当該凹凸面10の振動方向両端部に位置する各凸部11の外側を面取り加工して円弧状部11aに形成している。
長さL1=10〜20mm,幅W=7〜14mm(裸の電線の直径よりも大きい),凹凸面の凹円弧状の半径=8〜20mm,11のピッチP=0.5〜2.0mm,凸部11の高さh=0.1〜1.5mm。 円弧状部11aは、その曲率半径R=0.3〜1.5mmに加工されているのが好ましい。前記曲率半径Rが0.3mm未満であると、凹凸面10の端部で電線3が損傷し易くなり、前記曲率半径Rが1.5mmを超えると、電線の損傷は防止できるが、凹凸面10における凸部形成領域の面積が減少することにより電線と被接合部材の接合強度が低下するおそれがある。
前記押圧と振動とにより、接合ブロックが裸の電線に食い込んだ状態で振動し、電線と被接合部材は、金属相互の摩擦により表面の酸化皮膜等が除去され、摩擦熱によって溶着される。
凹凸面10における長さ方向の端部の断面は、当該端部に位置する凸部11の外側が断面円弧状に加工することにより円弧状部11aに形成されており、凹凸面10と接合ブロク1の振動方向の端部の面1aとの交差部が角になっていないため、押圧と超音波振動とにより電線3が損傷するのを防止することができる。また、凹凸面10には平滑面やテーパ面を形成せず、その全面に凸部11を形成することができるから接合強度が十分に保たれ、接合の信頼性を確保することができる。
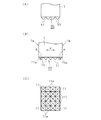
図3は本発明に係る超音波接合ホーンの第2実施形態を示す図で、(A)図は部分正面図、(B)図は部分側面図、(C)図は底面図である。
この実施形態において、接合ブロック1の凹凸面10には、四角錘状(又は四角錘台形状)の多数の細い凸部11が縦横に整列するように形成され、凹凸面10の長さ方向(使用時における振動方向a)の端部における各凸部11の外側は断面が円弧状部11aに形成されている。
凹凸面10は全体として平らに形成されているが、第1実施形態と同様に幅方向に沿って凹円弧状に形成されていても差し支えない。
この実施形態の著音波接合ホーンの他の構成や作用効果は、第1実施形態のものとほぼ同様であるのでそれらの説明は省略する。
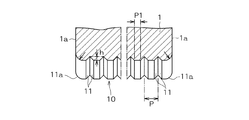
図4は本発明に係る超音波接合ホーンの第3実施形態を示す部分断面図である。
この実施形態の超音波接合ホーンにおいて、接合ブロック1の凸部11は凹凸面10の幅方向に沿って連続し、一定のピッチPで長さ方向に密に並ぶ状態に形成されている。凸部11の断面形状は台形状であり、頂部に一定の幅P1の面取り部を形成している。凹凸面10は幅方向に凹円弧状を呈しており、凹凸面10における長さ方向の端部の凸部11は、その外側が断面円弧状部11aに形成されている。
この実施形態の超音波接合ホーンは、接合ブロック1の凸部11が断面台形形状であるので、接合時の電線の損傷がさらによく防止される。
この実施形態の超音波接合ホーンの他の構成や作用効果は、第1実施形態のものとほぼ同様であるのでそれらの説明は省略する。
それらの超音波ホーンは、表1のように、両端部の凸部11の円弧状部11aの曲率半径Rが0〜1.6mmの範囲でそれぞれ異なるもの6種(実施例1,2,3及び比較例1,2,3)、凹凸面の一端部分にそれぞれ異なる長さLの平滑面部又はテーパ面部を有する4種(比較例4〜7)であった。
以上の各超音波接合ホーンと、接合部の絶縁被覆を削除した電線(断面積25mm2、0.32mmφの素線323本の撚線)を用いてそれぞれ同じ接合条件で超音波接合試験を行った。そして、各超音波接合サンプルについて、芯線損傷の有無を検査するとともに、金属板と電線が剥離するときの荷重を測定することにより引張強度を調べた。それらの結果を表1に併せて示す。
これに対して、比較例1は円弧状部11aの曲率半径Rが小さ過ぎるためホーン端部において芯線損傷が発生した。比較例2は円弧状部11aの曲率半径が大きく、振動を伝える凹部数が減少したことにより引張強度が劣った。凹凸面10の一端部に平滑面部またはテーパ面部を形成した比較例3〜7では、いずれも端部に円弧状部がないため芯線損傷が発生したほか、凹凸面の凸部数が減少したことにより引張強度が劣った。
以上第1〜第3の実施形態について説明したが、本発明はこれらの実施形態に限定されるものではなく、構成の要旨に付随する各種の変更が可能である。
1a 振動方向の端部の面
10 凹凸面
11 凸部
11a 円弧状部
2 被接合部材
3 電線
30 絶縁被覆
a 振動方向
R 曲率半径
Claims (5)
- 電線を被接合部材に押圧しつつ当該電線にその軸方向の超音波振動を加える接合ブロックを先端部に備え、当該接合ブロックの前記電線との接触面は多数の凸部を有する凹凸面を形成し、前記振動方向である前記凹凸面の長さ方向の少なくとも一端部は断面が円弧状部に形成されいることを特徴とする、超音波接合ホーン。
- 前記凹凸面の前記一端部には当該凹凸面の凸部が位置しており当該凸部に前記円弧状部を形成した、請求項1に記載の超音波接合ホーン。
- 前記円弧状部は曲率半径Rが0.3mm〜1.5mmである、請求項1又は2に記載の超音波接合ホーン。
- 前記凹凸面の凸部は接合ブロックの振動方向と交差する方向へ連続する断面三角形状又は台形状の凸部であるか、あるいは角錐形状ないし角錐台形状の凸部である、請求項1〜3のいずれかに記載の超音波接合ホーン。
- 前記凹凸面は前記接合ブロックの振動方向と交差する幅方向に凹円弧状を呈している、請求項1〜4のいずれかに記載の超音波接合ホーン。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004121130A JP2005297055A (ja) | 2004-04-16 | 2004-04-16 | 超音波接合用ホーン |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004121130A JP2005297055A (ja) | 2004-04-16 | 2004-04-16 | 超音波接合用ホーン |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005297055A true JP2005297055A (ja) | 2005-10-27 |
Family
ID=35329232
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004121130A Pending JP2005297055A (ja) | 2004-04-16 | 2004-04-16 | 超音波接合用ホーン |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005297055A (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009241120A (ja) * | 2008-03-31 | 2009-10-22 | Calsonic Kansei Corp | 超音波金属接合機、この超音波金属接合機を用いた金属板の接合方法、この超音波金属接合機またはこの金属板の接合方法を用いて得られる接合金属板 |
| US7875138B2 (en) | 2007-10-03 | 2011-01-25 | Panasonic Corporation | Adhesive tape applying apparatus and tape splicing method |
| JP2012148325A (ja) * | 2011-01-20 | 2012-08-09 | Nissan Motor Co Ltd | 超音波接合装置 |
| KR20170102350A (ko) | 2015-02-27 | 2017-09-08 | 데쿠세리아루즈 가부시키가이샤 | 릴체, 필름 연결체, 필름 권취 장착체 및 필름 연결체의 제조 방법 |
| JP2018157082A (ja) * | 2017-03-17 | 2018-10-04 | セイコーインスツル株式会社 | 電子デバイス及び電子デバイスの製造方法 |
| KR20190025652A (ko) | 2016-08-04 | 2019-03-11 | 도시바 미쓰비시덴키 산교시스템 가부시키가이샤 | 초음파 접합용 툴 및 초음파 접합 장치 |
| CN111822842A (zh) * | 2020-07-14 | 2020-10-27 | 中车株洲电机有限公司 | 一种超声波焊接方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003334669A (ja) * | 2002-05-17 | 2003-11-25 | Yazaki Corp | 超音波溶着装置 |
| JP2004114136A (ja) * | 2002-09-27 | 2004-04-15 | Sony Corp | 超音波溶接装置 |
-
2004
- 2004-04-16 JP JP2004121130A patent/JP2005297055A/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003334669A (ja) * | 2002-05-17 | 2003-11-25 | Yazaki Corp | 超音波溶着装置 |
| JP2004114136A (ja) * | 2002-09-27 | 2004-04-15 | Sony Corp | 超音波溶接装置 |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7875138B2 (en) | 2007-10-03 | 2011-01-25 | Panasonic Corporation | Adhesive tape applying apparatus and tape splicing method |
| CN101815663B (zh) * | 2007-10-03 | 2012-06-13 | 松下电器产业株式会社 | 粘合带贴附装置及带连接方法 |
| JP2009241120A (ja) * | 2008-03-31 | 2009-10-22 | Calsonic Kansei Corp | 超音波金属接合機、この超音波金属接合機を用いた金属板の接合方法、この超音波金属接合機またはこの金属板の接合方法を用いて得られる接合金属板 |
| JP2012148325A (ja) * | 2011-01-20 | 2012-08-09 | Nissan Motor Co Ltd | 超音波接合装置 |
| KR20170102350A (ko) | 2015-02-27 | 2017-09-08 | 데쿠세리아루즈 가부시키가이샤 | 릴체, 필름 연결체, 필름 권취 장착체 및 필름 연결체의 제조 방법 |
| KR20190035956A (ko) | 2015-02-27 | 2019-04-03 | 데쿠세리아루즈 가부시키가이샤 | 릴체, 필름 연결체, 필름 권취 장착체 및 필름 연결체의 제조 방법 |
| KR20190025652A (ko) | 2016-08-04 | 2019-03-11 | 도시바 미쓰비시덴키 산교시스템 가부시키가이샤 | 초음파 접합용 툴 및 초음파 접합 장치 |
| DE112016007117T5 (de) | 2016-08-04 | 2019-04-25 | Toshiba Mitsubishi-Electric Industrial Systems Corporation | Ultraschallschweißwerkzeug und Ultraschallschweißgerät |
| US10946475B2 (en) | 2016-08-04 | 2021-03-16 | Toshiba Mitsubishi-Electric Industrial Systems Corporation | Tool for ultrasonic bonding and apparatus for ultrasonic bonding |
| JP2018157082A (ja) * | 2017-03-17 | 2018-10-04 | セイコーインスツル株式会社 | 電子デバイス及び電子デバイスの製造方法 |
| CN111822842A (zh) * | 2020-07-14 | 2020-10-27 | 中车株洲电机有限公司 | 一种超声波焊接方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5660458B2 (ja) | 端子付き電線とその製造方法 | |
| CN103299493B (zh) | 线材与绞线的连接方法和电动机或发电机的定子 | |
| CN102754280A (zh) | 由铝构成的导体的连接结构以及连接器 | |
| JP2013004406A (ja) | 端子付き電線の製造方法 | |
| JP6574795B2 (ja) | 端子付き電線の製造方法 | |
| JP2003338328A (ja) | 溶接端子及びその溶接装置 | |
| JP2019096572A (ja) | 端子付き電線の製造方法および端子付き電線 | |
| JP2020013633A (ja) | 端子付き電線及びその製造方法 | |
| JP2019096568A (ja) | 端子付き電線および端子付き電線の製造方法 | |
| JP5191923B2 (ja) | 電線の接続方法 | |
| CN110021827A (zh) | 装接有端子的电线、装接有端子的电线的制造方法和电线 | |
| CN104218424A (zh) | 电线的连接方法和电线的连接装置 | |
| JP2025074603A (ja) | ホーン及び超音波接合装置 | |
| JP2011014438A (ja) | 電線連結構造及びその電線連結構造を有する車両用導電路 | |
| JP3147749B2 (ja) | 超音波溶接法 | |
| JP2005297055A (ja) | 超音波接合用ホーン | |
| JP2006024523A (ja) | 接続端子及び超音波接続装置、方法並びに接続部 | |
| JP2000301357A (ja) | 超音波溶着ホーンおよび電線端末接合方法 | |
| JP2011134515A (ja) | 端子金具付き電線および端子金具付き電線の製造方法 | |
| JP6128946B2 (ja) | 電線と端子の接合構造及び接合方法 | |
| JP5041537B2 (ja) | 圧着端子の被覆電線への接続構造 | |
| JP2011258468A (ja) | 端子および端子付き電線とその製造方法 | |
| JP5223798B2 (ja) | 電線連結構造及びその電線連結構造を有する車両用導電路 | |
| JP4731396B2 (ja) | 端子及び端子付きアルミ電線 | |
| JP3395373B2 (ja) | 電線のスプライス部構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070329 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20090210 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20090213 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20090213 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20090319 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091023 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091117 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100118 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100223 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100524 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20100531 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20100625 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110627 |