JP2005296986A - 耐脆性き裂伝播性に優れた溶接構造体の補修溶接方法 - Google Patents
耐脆性き裂伝播性に優れた溶接構造体の補修溶接方法 Download PDFInfo
- Publication number
- JP2005296986A JP2005296986A JP2004115000A JP2004115000A JP2005296986A JP 2005296986 A JP2005296986 A JP 2005296986A JP 2004115000 A JP2004115000 A JP 2004115000A JP 2004115000 A JP2004115000 A JP 2004115000A JP 2005296986 A JP2005296986 A JP 2005296986A
- Authority
- JP
- Japan
- Prior art keywords
- welded
- brittle crack
- brittle
- welding
- weld
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Butt Welding And Welding Of Specific Article (AREA)
- Arc Welding In General (AREA)
Abstract
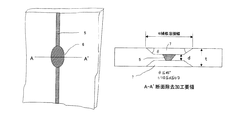
【解決手段】 突合せ溶接継手に発生した脆性き裂の伝播を妨げる耐脆性き裂伝播性に優れた溶接構造体の補修溶接方法であって、溶接部に沿って脆性き裂が伝播する可能性のある溶接継手の、脆性き裂を停止させたい領域に対し、該領域の突合せ溶接継手の一部を、両表面よりガウジング、あるいは機械加工により、板厚中心部を板厚の1/10以上かつ1/3以下残存させながら部分的に除去した後、該除去部分に破壊靭性の優れた溶接材料で補修溶接を実施することにより、突合せ溶接継手に沿って伝播している脆性き裂を当該突合せ溶接部から逸らせて母材部に脆性き裂を導きだすことを特徴とする、耐脆性き裂伝播性に優れた溶接構造体の溶接方法。
【選択図】図3
Description
具体的には、厚板を用いて大入熱溶接を適用した溶接構造物の溶接継手に発生する可能性のある脆性き裂の伝播を妨げる耐脆性き裂伝播性に優れた溶接構造体の補修溶接方法に関するものであり、建築構造物や土木鋼構造物等の安全性を向上させうる技術に関する。
しかし、大入熱溶接を適用すると、溶接熱影響(HAZ)部の靭性値が低下し、HAZ部の幅も増大するため、脆性破壊に対する破壊靭性値が低下する傾向にある。
そのため、大入熱溶接を適用してもHAZ部の破壊靭性が低下しにくい鋼材として、たとえば特許文献1、2等で開示されている発明がなされている。これらの発明では脆性破壊の発生に対する抵抗値である破壊靭性値は向上されているため、通常の使用環境では脆性破壊する可能性は極めて低く抑えられているが、地震や構造物同士の衝突、といった事故、災害等の非常時に万一脆性破壊が発生してしまうと、脆性き裂はHAZ部を伝播し、大規模な破壊に至る危険性が有る。
これまで、板厚25mm程度のTMCP鋼板等が使用されている溶接継手では、脆性き裂が発生しても、溶接部の残留応力により、脆性き裂が溶接継手部から母材側に逸れていくので、母材のアレスト性能を確保しさえすれば、万一、溶接継手部で脆性き裂が発生しても母材で脆性き裂を停止できると考えられてきた。
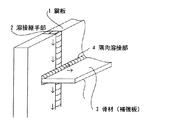
本発明者らによる鋼板の脆性破壊に係る試験によれば、板厚50mm以下の鋼板に、図1に示すように、鋼板の溶接継手部と交差するように隅肉溶接により骨材(補強板)を取り付けると、鋼板に脆性き裂が発生しても骨材により脆性き裂の伝播が止められて(アレスト)、鋼板の破断に至らないことも多い。
しかし、板厚が50mmを超え、70mm程度と板厚が厚くなると、骨材が取り付けられていても、骨材とは無関係に、母材に逸れることなく、HAZ部あるいは溶接金属部に沿って脆性き裂が伝播してしまうことのあることを知見した。
(1) 突合せ溶接継手に発生した脆性き裂の伝播を妨げる耐脆性き裂伝播性に優れた溶接構造体の補修溶接方法であって、溶接部に沿って脆性き裂が伝播する可能性のある溶接継手の、脆性き裂を停止させたい領域に対し、該領域の突合せ溶接継手の一部を、両表面よりガウジング、あるいは機械加工により、板厚中心部を板厚の1/10以上かつ1/3以下残存させながら部分的に除去した後、該除去部分に破壊靭性の優れた溶接材料で補修溶接を実施することにより、突合せ溶接継手に沿って伝播している脆性き裂を当該突合せ溶接部から逸らせて母材部に脆性き裂を導きだすことを特徴とする、耐脆性き裂伝播性に優れた溶接構造体の溶接方法。
(2) 前記溶接部の部分的な除去に際し、除去加工部端部と鋼板表面とのなす角度を45°以下とすることを特徴とする、上記(1)に記載の耐脆性き裂伝播性に優れた溶接構造体の溶接方法。
(3) 前記溶接部の部分的な除去に際し、除去加工部部分の表面での幅を、溶接ビード幅と板厚との和以上とすることを特徴とする、上記(1)または(2)に記載の耐脆性き裂伝播性に優れた溶接構造体の溶接方法。
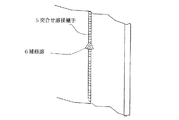
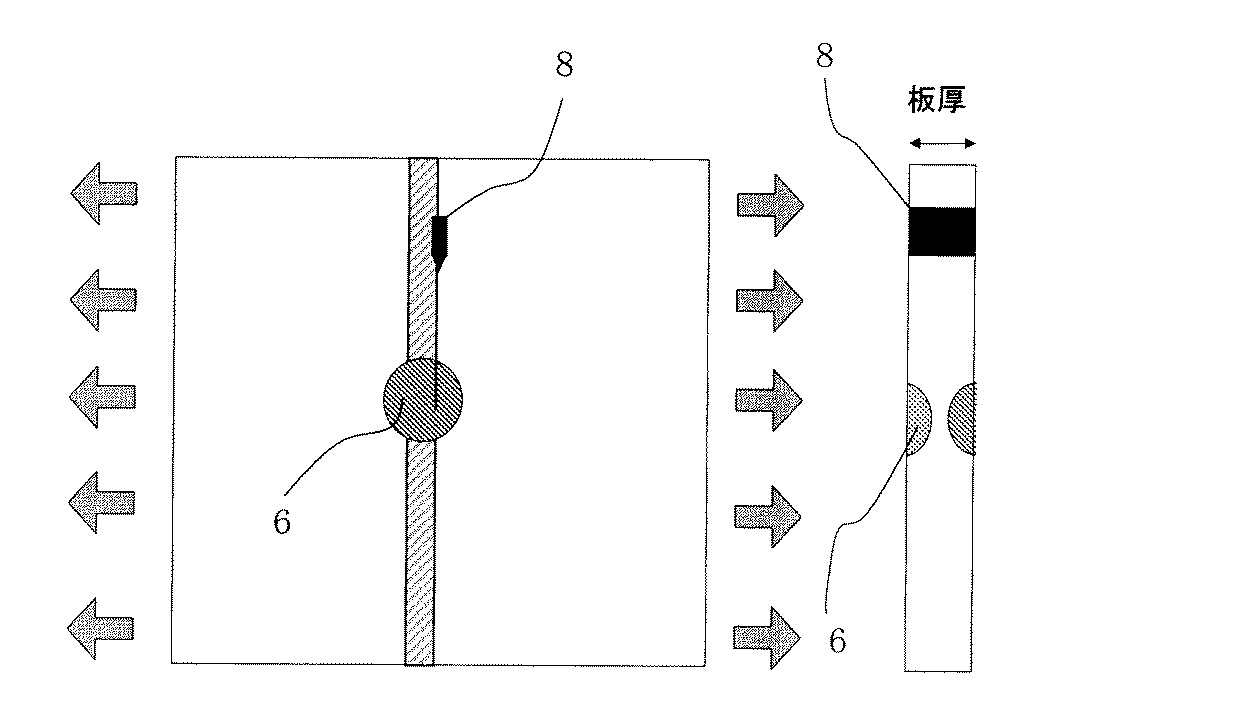
図2は、本発明の溶接方法を適用する鋼板の突合せ溶接継手を示す図である。図2において、5は突合せ溶接継手、6は補修溶接部を示す。本発明の補修溶接は、図2に示すような、脆性き裂が伝播する可能性のある突合せ溶接継手5において、脆性き裂を停止させる領域に対し、当該領域の突合せ溶接継手の一部をガウジング、あるいは機械加工により除去した後、当該部分に破壊靭性の優れた溶接材料で補修溶接を実施することを特徴とする。溶接継手にて発生した脆性き裂は、突合せ溶接継手5を伝播するが、脆性き裂を停止させる領域に対し、当該領域の突合せ溶接継手の一部をガウジング、あるいは機械加工により除去した後、当該部分に破壊靭性の優れた溶接材料で補修溶接を実施することによって、この部分の靭性を高くしてき裂の伝播を防止することができる。
これと類似の現象は、非特許文献1において、溶接部の耐脆性破壊伝播性について、同等の鋼板と溶接材料の組み合わせで、片側からの溶接であるV開先と両側からの溶接であるX開先を比較した場合、両表面からの溶接であるX開先の方が良好であることが示されている。
本発明者等は、実験の結果、除去加工部端部と鋼板表面との角度を45°以下とすることにより、溶接部での耐脆性き裂伝播性が向上し、脆性き裂を母材に逸らすことができることを見出した。
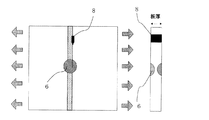
一方、No.12〜No.17は比較例であって、No.14〜No.17は溶接部の除去および補修溶接を行ったが、残存板厚d、除去加工部角度θ、除去加工部幅Wが本発明の範囲外のため、き裂が伝播した。即ち、No.12及びNo.13は残存板厚が0で除去角度が大きすぎたためき裂が溶融線に沿って伝播した。また、No.14及びNo.15は残存板厚が0で除去幅が小さすぎたためき裂が溶接金属に伝播した。また、No.16及びNo.17は、溶接部の除去および補修溶接を行わなかったので、突合せ溶接部で発生させた脆性き裂が、その溶接継ぎ手に沿って伝播し、試験片が真っ二つに破断した。
2 突合せ溶接継手部
3 骨材(補強材)
4 隅肉溶接部
5 突合せ溶接継手
6 補修溶接部
7 除去加工部、
8 切欠き
Claims (3)
- 突合せ溶接継手に発生した脆性き裂の伝播を妨げる耐脆性き裂伝播性に優れた溶接構造体の補修溶接方法であって、溶接部に沿って脆性き裂が伝播する可能性のある溶接継手の、脆性き裂を停止させたい領域に対し、該領域の突合せ溶接継手の一部を、両表面よりガウジング、あるいは機械加工により、板厚中心部を板厚の1/10以上かつ1/3以下残存させながら部分的に除去した後、該除去部分に破壊靭性の優れた溶接材料で補修溶接を実施することにより、突合せ溶接継手に沿って伝播している脆性き裂を当該突合せ溶接部から逸らせて母材部に脆性き裂を導きだすことを特徴とする、耐脆性き裂伝播性に優れた溶接構造体の溶接方法。
- 前記溶接部の部分的な除去に際し、除去加工部端部と鋼板表面とのなす角度を45°以下とすることを特徴とする、請求項1に記載の耐脆性き裂伝播性に優れた溶接構造体の溶接方法。
- 前記溶接部の部分的な除去に際し、除去加工部部分の表面での幅を、溶接ビード幅と板厚との和以上とすることを特徴とする、請求項1または2に記載の耐脆性き裂伝播性に優れた溶接構造体の溶接方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004115000A JP4858936B2 (ja) | 2004-04-09 | 2004-04-09 | 溶接構造体への耐脆性き裂伝播性付与方法 |
| MYPI20051534 MY144819A (en) | 2004-04-09 | 2005-04-06 | Welded structure having excellent resistance to brittle crack propagation and welding method therefor |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004115000A JP4858936B2 (ja) | 2004-04-09 | 2004-04-09 | 溶接構造体への耐脆性き裂伝播性付与方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005296986A true JP2005296986A (ja) | 2005-10-27 |
| JP4858936B2 JP4858936B2 (ja) | 2012-01-18 |
Family
ID=35329166
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004115000A Expired - Fee Related JP4858936B2 (ja) | 2004-04-09 | 2004-04-09 | 溶接構造体への耐脆性き裂伝播性付与方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4858936B2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4818467B1 (ja) * | 2010-07-14 | 2011-11-16 | 新日本製鐵株式会社 | 耐脆性き裂伝播性に優れた溶接継手及び溶接構造体 |
| KR101197884B1 (ko) | 2009-04-29 | 2012-11-05 | 주식회사 포스코 | 용접 구조물 |
| KR101724413B1 (ko) | 2015-12-21 | 2017-04-10 | 주식회사 포스코 | 취성균열 전파 정지 성능이 우수한 용접구조물 및 그 제조방법 |
| JP2017533828A (ja) * | 2014-10-24 | 2017-11-16 | ゲーコーエヌ エアロスペース スウェーデン アーベー | 溶接部のクラックストッパ |
| WO2018122929A1 (ja) * | 2016-12-26 | 2018-07-05 | 三菱電機株式会社 | 溶接補修方法及び容器 |
| KR20190048313A (ko) | 2017-10-31 | 2019-05-09 | 주식회사 포스코 | 취성균열 전파 정지 성능이 우수한 고능률 용접 이음부 및 이의 제조방법 |
| CN116532758A (zh) * | 2023-05-08 | 2023-08-04 | 安徽马钢设备检修有限公司 | 一种大型球磨机筒体裂纹的在线焊接装置及修复工艺 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51116141A (en) * | 1975-04-04 | 1976-10-13 | Mitsubishi Heavy Ind Ltd | Welding method |
| JPS63194801A (ja) * | 1987-02-10 | 1988-08-12 | Sumitomo Metal Ind Ltd | クラツク・アレスタ鋼材の製造方法 |
-
2004
- 2004-04-09 JP JP2004115000A patent/JP4858936B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS51116141A (en) * | 1975-04-04 | 1976-10-13 | Mitsubishi Heavy Ind Ltd | Welding method |
| JPS63194801A (ja) * | 1987-02-10 | 1988-08-12 | Sumitomo Metal Ind Ltd | クラツク・アレスタ鋼材の製造方法 |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101197884B1 (ko) | 2009-04-29 | 2012-11-05 | 주식회사 포스코 | 용접 구조물 |
| JP4818467B1 (ja) * | 2010-07-14 | 2011-11-16 | 新日本製鐵株式会社 | 耐脆性き裂伝播性に優れた溶接継手及び溶接構造体 |
| WO2012008055A1 (ja) * | 2010-07-14 | 2012-01-19 | 新日本製鐵株式会社 | 耐脆性き裂伝播性に優れた溶接継手及び溶接構造体 |
| JP2017533828A (ja) * | 2014-10-24 | 2017-11-16 | ゲーコーエヌ エアロスペース スウェーデン アーベー | 溶接部のクラックストッパ |
| US11311972B2 (en) | 2014-10-24 | 2022-04-26 | Gkn Aerospace Sweden Ab | Crack stopper for welds |
| KR101724413B1 (ko) | 2015-12-21 | 2017-04-10 | 주식회사 포스코 | 취성균열 전파 정지 성능이 우수한 용접구조물 및 그 제조방법 |
| WO2018122929A1 (ja) * | 2016-12-26 | 2018-07-05 | 三菱電機株式会社 | 溶接補修方法及び容器 |
| JPWO2018122929A1 (ja) * | 2016-12-26 | 2019-06-24 | 三菱電機株式会社 | 溶接補修方法及び容器 |
| KR20190048313A (ko) | 2017-10-31 | 2019-05-09 | 주식회사 포스코 | 취성균열 전파 정지 성능이 우수한 고능률 용접 이음부 및 이의 제조방법 |
| CN116532758A (zh) * | 2023-05-08 | 2023-08-04 | 安徽马钢设备检修有限公司 | 一种大型球磨机筒体裂纹的在线焊接装置及修复工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4858936B2 (ja) | 2012-01-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4733955B2 (ja) | 耐脆性き裂伝播性に優れた溶接構造体の溶接方法 | |
| JP4528089B2 (ja) | 耐脆性破壊発生特性を有する船体用大入熱突合せ溶接継手 | |
| CN101443150A (zh) | 脆性裂纹传播停止特性优良的焊接构造体 | |
| JP6744274B2 (ja) | 溶接構造体 | |
| CN103796786B (zh) | 焊接结构体 | |
| CN111433585B (zh) | 厚钢板的脆性裂纹传播停止性能的评价方法 | |
| CN103874557B (zh) | 焊接构造体 | |
| JP5935395B2 (ja) | 溶接組立四面箱形断面部材の角溶接用開先部 | |
| JP4858936B2 (ja) | 溶接構造体への耐脆性き裂伝播性付与方法 | |
| KR101197884B1 (ko) | 용접 구조물 | |
| TWI332877B (ja) | ||
| JP3811479B2 (ja) | 耐脆性破壊伝播性に優れた溶接構造体用溶接金属、その施工方法、および溶接構造体 | |
| KR20120111436A (ko) | 용접 구조물 및 그 제작방법 | |
| CN102712063A (zh) | 具有抗脆性裂纹扩展性的焊接结构体 | |
| CN100537108C (zh) | 抗脆性断裂发生特性优良的大线能量对接焊接接头 | |
| JP2009012049A (ja) | 耐脆性き裂伝播特性に優れた多層盛突合せ溶接継手及び溶接構造体 | |
| JP4091893B2 (ja) | 耐脆性き裂伝播性に優れた突合せ溶接継手およびその作製方法ならびに溶接構造体 | |
| JP6720106B2 (ja) | 溶接構造体 | |
| JP2007268551A (ja) | 多電極片面サブマージアーク溶接方法 | |
| KR102046957B1 (ko) | 취성균열 전파 정지 성능이 우수한 고능률 용접 이음부 및 이의 제조방법 | |
| JP6251463B1 (ja) | 脆性亀裂伝播停止特性に優れる溶接構造体 | |
| US20070000968A1 (en) | Weld structure having excellent resistance brittle crack propagation resistance and method of welding the weld structure | |
| KR100925621B1 (ko) | 강재의 용접이음부 및 강재의 용접방법 | |
| JP6852797B2 (ja) | 重ねレーザ溶接継手、重ねレーザ溶接継手の製造方法および自動車用骨格部品 | |
| KR101449209B1 (ko) | 용접이음부 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061113 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090410 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090421 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090622 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100330 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100528 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20110301 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110721 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20111026 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4858936 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141111 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141111 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20141111 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |