JP2005294538A - 熱電素子、その製造方法及び熱電モジュール - Google Patents
熱電素子、その製造方法及び熱電モジュール Download PDFInfo
- Publication number
- JP2005294538A JP2005294538A JP2004107631A JP2004107631A JP2005294538A JP 2005294538 A JP2005294538 A JP 2005294538A JP 2004107631 A JP2004107631 A JP 2004107631A JP 2004107631 A JP2004107631 A JP 2004107631A JP 2005294538 A JP2005294538 A JP 2005294538A
- Authority
- JP
- Japan
- Prior art keywords
- thermoelectric
- thermoelectric material
- solder
- sintered body
- type
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Powder Metallurgy (AREA)
Abstract
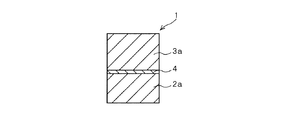
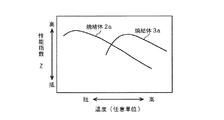
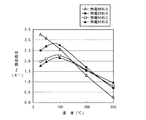
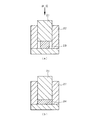
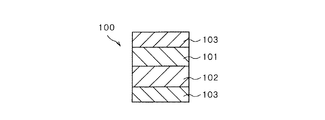
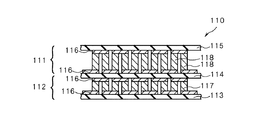
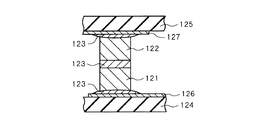
【解決手段】 一方の面上に下部電極が形成された絶縁性の下基板と、一方の面上に上部電極が形成された絶縁性の上基板とを、下部電極及び上部電極が対向するように配置する。そして、この下部電極及び上部電極間に、少なくともBi及びTeを含み使用される温度領域の低温側で性能指数が最大となる第1の熱電材料の焼結体2aと、少なくともBi及びTeを含み第1の熱電材料よりもTeの含有量が多いと共に使用される温度領域の高温側で性能指数が最大となる第2の熱電材料の焼結体3aとが、はんだ4により接合されている複数個の熱電素子1を、焼結体2aと焼結体3aとが直列に接続されるように配置し、これらの熱電素子1をはんだ4よりも融点が低いはんだを使用して下部電極及び上部電極に接合して熱電モジュールにする。
【選択図】 図1
Description
Claims (9)
- 少なくともBi及びTeを含み使用される温度領域の低温側で性能指数が最大となる第1の熱電材料の焼結体と、少なくともBi及びTeを含み前記第1の熱電材料よりもTeの含有量が多いと共に使用される温度領域の高温側で性能指数が最大となる第2の熱電材料の焼結体と、前記第1の熱電材料の焼結体と前記第2の熱電材料の焼結体とを高温側電極と低温側電極との間に直列に接続されるように接合するはんだと、を有し、前記第1及び第2の熱電材料の焼結体は液体急冷法により作製された薄片を固化成形したものであることを特徴とする熱電素子。
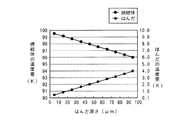
- 前記はんだの厚さが30μm以下であることを特徴とする請求項1に記載の熱電素子。
- 前記はんだは、伸びが10%以上、熱伝導率が0.2W/cmK以上であることを特徴とする請求項1又は2に記載の熱電素子。
- 前記はんだが鉛フリーはんだであることを特徴とする請求項3に記載の熱電素子。
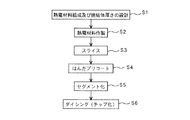
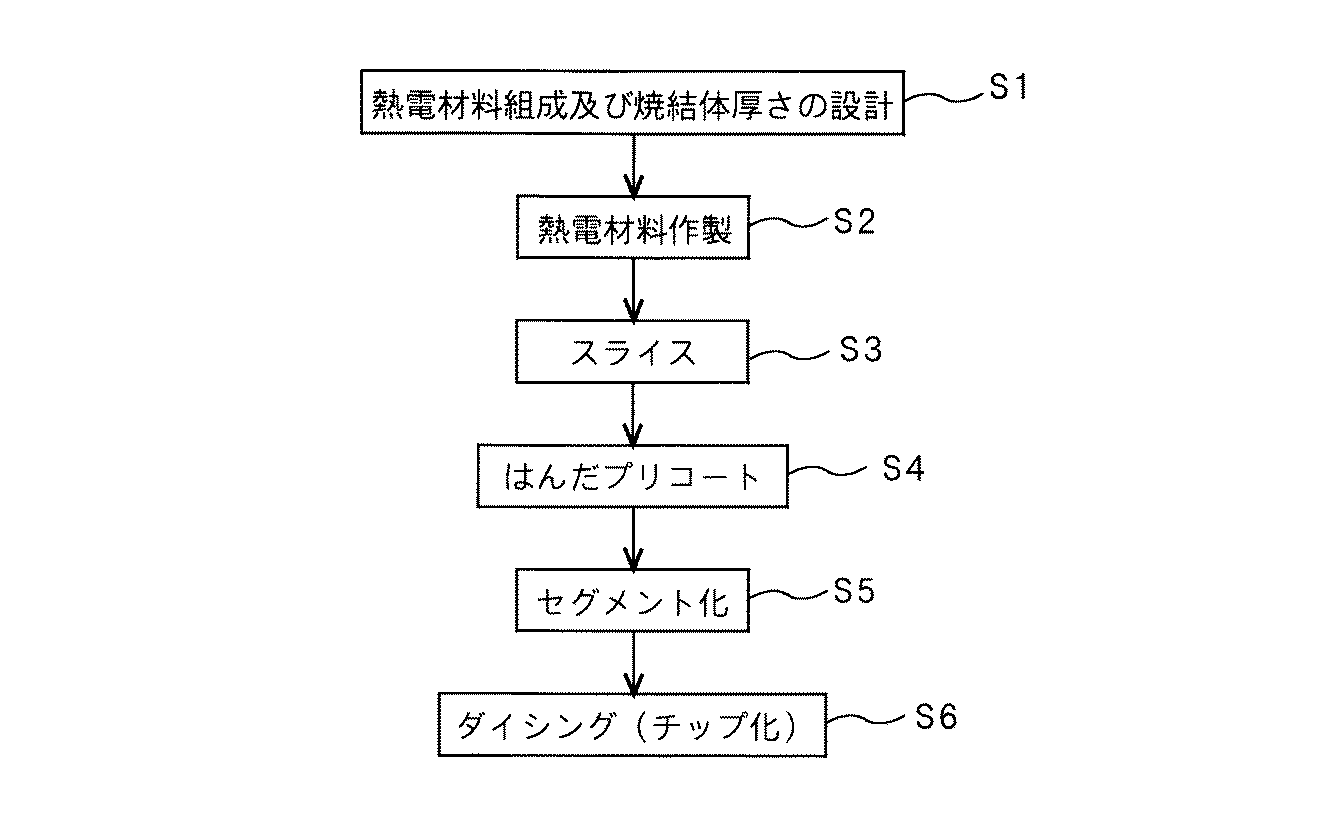
- 少なくともBi及びTeを含み使用される温度領域の低温側で性能指数が最大となる第1の熱電材料の焼結体と、少なくともBi及びTeを含み前記第1の熱電材料よりもTeの含有量が多いと共に使用される温度領域の高温側で性能指数が最大となる第2の熱電材料の焼結体と、前記第1の熱電材料の焼結体と前記第2の熱電材料の焼結体とを高温側電極と低温側電極との間に直列に接続されるように接合するはんだと、を有する熱電素子の製造方法であって、液体急冷法により前記第1及び第2の熱電材料の薄片を作製する工程と、前記第1及び第2の熱電材料の薄片を加熱しながら加圧して前記第1及び第2の熱電材料の固化成形体を得る工程と、この第1及び第2の熱電材料の固化成形体を所定の厚さにスライスして前記第1及び第2の熱電材料のウエハを得る工程と、前記第1の熱電材料のウエハと前記第2の熱電材料のウエハとをはんだにより接合する工程と、前記第1及び第2の熱電材料のウエハをチップ状に切断する工程と、を有することを特徴とする熱電素子の製造方法。
- 前記第1の熱電材料のウエハと前記第2の熱電材料のウエハとを接合する工程は、前記第1及び第2の熱電材料のウエハの一方の面にはんだを塗布し、これらを加熱して前記はんだ中のフラックス成分を除去した後、前記第1の熱電材料のウエハの前記はんだを塗布した面と前記第2の熱電材料のウエハの前記はんだを塗布した面とを重ね合わせ、加圧しながら加熱することを特徴とする請求項5に記載の熱電素子の製造方法。
- 不活性ガス雰囲気中で加熱することを特徴とする請求項6に記載の熱電素子の製造方法。
- 一方の面上に複数個の第1の電極が形成された第1の基板と、一方の面上に複数個の第2の電極が形成された第2の基板と、少なくともBi及びTeを含み使用される温度領域の低温側で性能指数が最大となる第1の熱電材料の焼結体並びに少なくともBi及びTeを含み前記第1の熱電材料よりもTeの含有量が多いと共に使用される温度領域の高温側で性能指数が最大となる第2の熱電材料の焼結体がはんだにより接合されて構成される複数個のp型及びn型熱電素子と、を有し、前記p型及びn型熱電素子は前記第1及び第2の電極間に前記第1の熱電材料の焼結体と前記第2の熱電材料の焼結体とが直列に接続されるように配置され、隣接する1対の第1の電極上に配置されたp型及びn型熱電素子のうち隣接するp型熱電素子及びn型熱電素子が前記第2の電極に接合されていることを特徴とする熱電モジュール。
- 前記p型及びn型熱電素子は、第1の熱電材料の焼結体と前記第2の熱電材料の焼結体とを接合しているはんだよりも融点が低い他のはんだにより、前記第1及び第2の電極に接合されていることを特徴とする請求項8に記載の熱電モジュール。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004107631A JP2005294538A (ja) | 2004-03-31 | 2004-03-31 | 熱電素子、その製造方法及び熱電モジュール |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004107631A JP2005294538A (ja) | 2004-03-31 | 2004-03-31 | 熱電素子、その製造方法及び熱電モジュール |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005294538A true JP2005294538A (ja) | 2005-10-20 |
Family
ID=35327130
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004107631A Pending JP2005294538A (ja) | 2004-03-31 | 2004-03-31 | 熱電素子、その製造方法及び熱電モジュール |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005294538A (ja) |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009032960A (ja) * | 2007-07-27 | 2009-02-12 | Kyocera Corp | セグメント型熱電素子、熱電モジュール、発電装置および温度調節装置 |
| JP2010108958A (ja) * | 2008-10-28 | 2010-05-13 | Kyocera Corp | 熱電モジュールおよびその製造方法 |
| KR20130071759A (ko) * | 2011-12-21 | 2013-07-01 | 엘지이노텍 주식회사 | 냉각용 열전모듈 및 그 제조방법 |
| WO2016075733A1 (ja) * | 2014-11-10 | 2016-05-19 | 株式会社日立製作所 | 熱電変換デバイスおよびその製造方法 |
| CN109226768A (zh) * | 2018-10-09 | 2019-01-18 | 北京航空航天大学 | 一种过渡金属掺杂的碲化锑合金靶材的制备方法 |
| JP2020057633A (ja) * | 2018-09-28 | 2020-04-09 | 日立金属株式会社 | 熱電変換モジュール |
| CN111276598A (zh) * | 2020-03-20 | 2020-06-12 | 北京航空航天大学杭州创新研究院 | 一种适用于宽温域的印刷碲化铋薄膜及其制备方法 |
| CN120018758A (zh) * | 2025-02-21 | 2025-05-16 | 广州大学 | 一种用于电子制冷的分段式热电器件的制备方法 |
-
2004
- 2004-03-31 JP JP2004107631A patent/JP2005294538A/ja active Pending
Cited By (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009032960A (ja) * | 2007-07-27 | 2009-02-12 | Kyocera Corp | セグメント型熱電素子、熱電モジュール、発電装置および温度調節装置 |
| JP2010108958A (ja) * | 2008-10-28 | 2010-05-13 | Kyocera Corp | 熱電モジュールおよびその製造方法 |
| KR20130071759A (ko) * | 2011-12-21 | 2013-07-01 | 엘지이노텍 주식회사 | 냉각용 열전모듈 및 그 제조방법 |
| KR102022429B1 (ko) * | 2011-12-21 | 2019-09-18 | 엘지이노텍 주식회사 | 냉각용 열전모듈 및 그 제조방법 |
| WO2016075733A1 (ja) * | 2014-11-10 | 2016-05-19 | 株式会社日立製作所 | 熱電変換デバイスおよびその製造方法 |
| JP2020057633A (ja) * | 2018-09-28 | 2020-04-09 | 日立金属株式会社 | 熱電変換モジュール |
| JP7215049B2 (ja) | 2018-09-28 | 2023-01-31 | 日立金属株式会社 | 熱電変換モジュール |
| CN109226768A (zh) * | 2018-10-09 | 2019-01-18 | 北京航空航天大学 | 一种过渡金属掺杂的碲化锑合金靶材的制备方法 |
| CN111276598A (zh) * | 2020-03-20 | 2020-06-12 | 北京航空航天大学杭州创新研究院 | 一种适用于宽温域的印刷碲化铋薄膜及其制备方法 |
| CN111276598B (zh) * | 2020-03-20 | 2022-08-30 | 北京航空航天大学杭州创新研究院 | 一种适用于宽温域的印刷碲化铋薄膜及其制备方法 |
| CN120018758A (zh) * | 2025-02-21 | 2025-05-16 | 广州大学 | 一种用于电子制冷的分段式热电器件的制备方法 |
| CN120018758B (zh) * | 2025-02-21 | 2025-11-11 | 广州大学 | 一种用于电子制冷的分段式热电器件的制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20040031515A1 (en) | Thermoelectric conversion element | |
| JP2004031696A (ja) | 熱電モジュール及びその製造方法 | |
| US20050241690A1 (en) | Thermoelectric Module | |
| JP6182889B2 (ja) | 熱電変換モジュールおよび熱電変換モジュールの製造方法 | |
| US10224472B2 (en) | Thermoelectric power module | |
| US20160163948A1 (en) | Thermoelectric Device Fabrication Using Direct Bonding | |
| JP2013089719A (ja) | 熱電変換素子 | |
| JP2005294538A (ja) | 熱電素子、その製造方法及び熱電モジュール | |
| JPH11121815A (ja) | 熱電素子 | |
| JP2004031697A (ja) | 熱電モジュール | |
| JP6404983B2 (ja) | 熱電発電モジュール | |
| JP2011198778A (ja) | 熱発電デバイスの製造方法 | |
| JP2020510990A (ja) | 熱電モジュール | |
| JP2012204452A (ja) | BiTe系多結晶熱電材料およびそれを用いた熱電モジュール | |
| JPH09172204A (ja) | 熱電変換装置およびその製造方法 | |
| JP5026733B2 (ja) | 熱電変換素子 | |
| JP2004235367A (ja) | 熱電モジュール | |
| JP4584034B2 (ja) | 熱電モジュール | |
| JP2013012571A (ja) | 熱電変換モジュールとその製造方法 | |
| US12250885B2 (en) | Thermoelectric conversion element, method for manufacturing the same, and thermoelectric conversion device | |
| JP2005161397A (ja) | はんだおよびその製造方法 | |
| JP2004303872A (ja) | 熱電変換モジュール | |
| JP3548560B2 (ja) | 熱電モジュール | |
| KR102715128B1 (ko) | 유연 열전 소자 및 그 제조 방법 | |
| JP2000286466A (ja) | Si−Ge半導体素子およびその製造方法ならびに熱電変換モジュール |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060922 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090804 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090806 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091005 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091104 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20100309 |