JP2005292915A - 無人搬送車による部品供給装置 - Google Patents
無人搬送車による部品供給装置 Download PDFInfo
- Publication number
- JP2005292915A JP2005292915A JP2004103142A JP2004103142A JP2005292915A JP 2005292915 A JP2005292915 A JP 2005292915A JP 2004103142 A JP2004103142 A JP 2004103142A JP 2004103142 A JP2004103142 A JP 2004103142A JP 2005292915 A JP2005292915 A JP 2005292915A
- Authority
- JP
- Japan
- Prior art keywords
- guided vehicle
- automatic guided
- parts
- loading platform
- box
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Automatic Assembly (AREA)
- Platform Screen Doors And Railroad Systems (AREA)
- Control Of Position, Course, Altitude, Or Attitude Of Moving Bodies (AREA)
Abstract
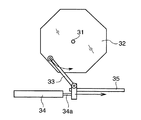
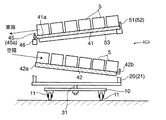
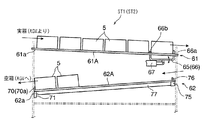
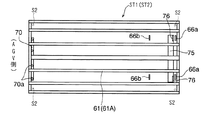
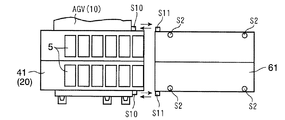
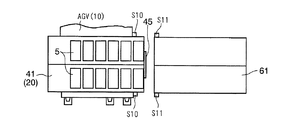
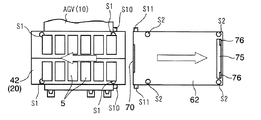
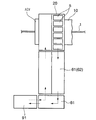
【解決手段】無人搬送車AGVに、上下に2つの載置部41、42を有する荷台20、21が装備される。荷台20、21には、部品(を収納した部品箱5)が縦長に載置される。荷台20、21は、回転軸31を中心として水平方向に回動されて、無人搬送車AGVの走行方向が部品の縦長載置方向となった搬送位置(図1中AGV1、AGV2等)と、上記縦長載置方向が走行方向と略直交する移載位置(図1中AGV5、AGV6等)とをとり得る。無人搬送車AGVが供給ステーションST1、ST2に向かう往路や部品ステーションBSに戻る復路では荷台20、21が搬送位置とされ、供給ステーションST1、ST2で部品箱5を搬出するときは移載位置とされる。供給ステーションST1、ST2において、空の部品(部品箱5)を無人搬送車AGVに回収させることもできる。
【選択図】 図2
Description
所定の走行経路に沿って走行される無人搬送車により生産ラインの供給ステーションに部品を供給する無人搬送車による部品供給装置において、
前記無人搬送車には、部品が載置されると共に略水平方向に回動可能な荷台が設けられて、該荷台はその略水平方向の回動に応じて、該荷台の部品を縦長に載置した縦長方向が該無人搬送車の走行方向となる搬送位置と、該搬送位置から略90度水平方向に回動されて該荷台の部品を縦長に載置した縦長方向が該無人搬送車の走行方向と略直交する移載位置とをとり得るようにされ、
前記無人搬送車には、前記荷台を駆動して前記搬送位置と移載位置との間で姿勢変更する駆動手段と、該荷台に載置されている前記部品を搬出するための搬出手段と、該駆動手段と搬出手段とを制御する制御手段とが設けられ、
前記制御手段は、前記無人搬送車が前記供給ステーションに向けて走行しているときは前記荷台を前記搬送位置の状態に維持し、該無人搬送車が該供給ステーションに位置したときは該荷台を前記移載位置にすると共に、前記搬出手段を作動させて該移載位置にある荷台に載置されている前記部品を該供給ステーションに搬出する制御を行う、
ようにしてある。
前記供給ステーションに部品の受取装置が設けられ、
前記制御手段は、前記無人搬送車の走行状態をも制御するように設定されて、前記無人搬送車が前記供給ステーションの直前に位置したときに前記無人搬送車を停止させて前記荷台を前記搬送位置から前記移載位置への姿勢変更を行い、その後該荷台が該移載位置とされた状態を維持したまま該無人搬送車をゆっくりと前記供給ステーションに向けて走行させて、該移載位置にある荷台が前記受取装置に対応した位置となったときに該無人搬送車を停止させ、該無人搬送車が停止されている状態で前記搬出手段を作動させて該荷台に載置されている部品を該受取装置に搬出する制御を行う、
ようにすることができる(請求項2対応)。この場合、供給ステーションの直前においてあらかじめ荷台を移載位置に変更した後、ゆっくりと無人搬送車を供給ステーションに移動させるので、移載位置にある荷台を受取装置に対して所定の搬出位置でもって接近させて正確に停止させることができる。また、荷台の移載位置へ向けての姿勢変更は無人搬送車を停止させた状態で行うので、極力安定した状態で荷台の姿勢変更を行うという上でも好ましいものとなる。
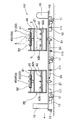
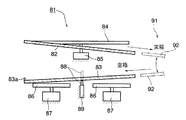
前記供給ステーションには、空の部品箱を前記記第2載置部に移載するための受渡装置が設けられ、
前記移載位置にある荷台の前記第1載置部が前記受取装置に対応した位置となったときに、前記第2載置部が前記受渡装置に対応した位置となるように設定され、
前記第1載置部から前記受取装置へと部品箱を搬出するときに、前記受渡装置から前記第2載置部へ空の部品箱が移載される、
ようにすることができる(請求項3対応)。この場合、供給ステーションに対して部品箱を搬出するばかりでなく、供給ステーションから空の部品箱を無人搬送車に回収することができ、供給ステーションでの無人搬送車の停止時間の短縮化や無人搬送車の移動回数低減等の上で好ましいものとなる。
前記制御手段は、前記第1検出手段によって部品の搬出が検出された後に、前記荷台の前記搬送位置に向けての姿勢変更を行う、
ようにすることができる(請求項5対応)。この場合、荷台から部品を供給ステーションに搬出されたことを確実に確認した後に、荷台を搬送位置へと姿勢変更させる上で好ましいものとなる。
前記受渡装置から前記第2載置部へ部品箱が移載されたことを検出する第2検出手段が設けられ、
前記制御手段は、前記第1検出手段によって部品箱の搬出が検出されると共に前記第2検出手段によって部品箱の移載が検出された後に、前記荷台の前記搬送位置に向けての姿勢変更を行う、
ようにすることができる(請求項6対応)。この場合、第1載置部から部品箱を供給ステーションに搬出されたことを確実に確認した後に、および供給ステーションから空箱を第2載置部へと回収したことを確実に確認した後に、荷台を搬送位置へと姿勢変更させる上で好ましいものとなる。
前記駆動手段および搬出手段はそれぞれ、前記エアタンクに貯溜されているエア圧によって作動される、
ようにすることができる(請求項7対応)。この場合、荷台の回動と搬出手段の作動とをエア圧を利用して確実に行うようにしつつ、バッテリをもっぱら無人搬送車の走行駆動用に利用して、バッテリ切れによる無人搬送車の不用意な停止を防止する上で好ましいものとなる。勿論、供給ステーションあるいはその付近で行われる荷台の回動や搬出手段の作動をエア圧を利用して行うということは、防爆上の観点からも好ましいものとなる。
ST1、ST2:供給ステーション
BS:部品ステーション
S1:部品箱検出センサ(荷台側での部品箱検出)
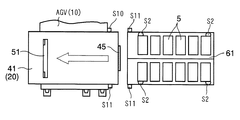
S2:部品箱検出センサ(供給ステーション側での部品箱検出)
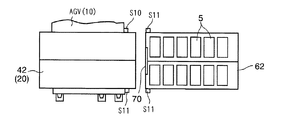
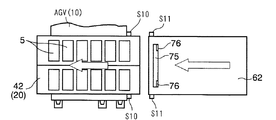
S10、S11:光電管(停止位置等確認用)
1:走行経路
5:部品箱
12:バッテリ
15:制御ボックス(制御手段)
16:エアタンク
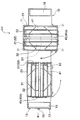
20、21:荷台
31:回動軸
34:エアシリンダ(荷台の回動用)
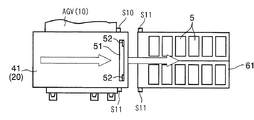
41:第1載置部
42:第2載置部
51:搬出機構(荷台)
52:押圧部
53:エアシリンダ
61:受取装置
62:受渡装置
75:搬出機構(受渡装置)
76:押圧部
77:エアシリンダ
Claims (7)
- 所定の走行経路に沿って走行される無人搬送車により生産ラインの供給ステーションに部品を供給する無人搬送車による部品供給装置において、
前記無人搬送車には、部品が載置されると共に略水平方向に回動可能な荷台が設けられて、該荷台はその略水平方向の回動に応じて、該荷台の部品を縦長に載置した縦長方向が該無人搬送車の走行方向となる搬送位置と、該搬送位置から略90度水平方向に回動されて該荷台の部品を縦長に載置した縦長方向が該無人搬送車の走行方向と略直交する移載位置とをとり得るようにされ、
前記無人搬送車には、前記荷台を駆動して前記搬送位置と移載位置との間で姿勢変更する駆動手段と、該荷台に載置されている前記部品を搬出するための搬出手段と、該駆動手段と搬出手段とを制御する制御手段とが設けられ、
前記制御手段は、前記無人搬送車が前記供給ステーションに向けて走行しているときは前記荷台を前記搬送位置の状態に維持し、該無人搬送車が該供給ステーションに位置したときは該荷台を前記移載位置にすると共に、前記搬出手段を作動させて該移載位置にある荷台に載置されている前記部品を該供給ステーションに搬出する制御を行う、
ことを特徴とする無人搬送車による部品供給装置。 - 請求項1において、
前記供給ステーションに部品の受取装置が設けられ、
前記制御手段は、前記無人搬送車の走行状態をも制御するように設定されて、前記無人搬送車が前記供給ステーションの直前に位置したときに前記無人搬送車を停止させて前記荷台を前記搬送位置から前記移載位置への姿勢変更を行い、その後該荷台が該移載位置とされた状態を維持したまま該無人搬送車をゆっくりと前記供給ステーションに向けて走行させて、該移載位置にある荷台が前記受取装置に対応した位置となったときに該無人搬送車を停止させ、該無人搬送車が停止されている状態で前記搬出手段を作動させて該荷台に載置されている部品を該受取装置に搬出する制御を行う、
ことを特徴とする無人搬送車による部品供給装置。 - 請求項2において、
前記荷台は、部品を収納した複数の部品箱が縦長に載置される第1載置部と、空の複数の部品箱が縦長に載置される第2載置部とを有し、
前記供給ステーションには、空の部品箱を前記記第2載置部に移載するための受渡装置が設けられ、
前記移載位置にある荷台の前記第1載置部が前記受取装置に対応した位置となったときに、前記第2載置部が前記受渡装置に対応した位置となるように設定され、
前記第1載置部から前記受取装置へと部品箱を搬出するときに、前記受渡装置から前記第2載置部へ空の部品箱が移載される、
ことを特徴とする無人搬送車による部品供給装置。 - 請求項3において、
前記第1載置部と第2載置部とは互いに上下関係となるように配設されている、ことを特徴とする無人搬送車による部品供給装置。 - 請求項2において、
前記荷台から前記受取装置へ部品が搬出されたことを検出する第1検出手段が設けられ、
前記制御手段は、前記第1検出手段によって部品の搬出が検出された後に、前記荷台の前記搬送位置に向けての姿勢変更を行う、
ことを特徴とする無人搬送車による部品供給装置。 - 請求項3において、
前記第1載置部から前記受取装置へ部品箱が搬出されたことを検出する第1検出手段が設けられ、
前記受渡装置から前記第2載置部へ部品箱が移載されたことを検出する第2検出手段が設けられ、
前記制御手段は、前記第1検出手段によって部品箱の搬出が検出されると共に前記第2検出手段によって部品箱の移載が検出された後に、前記荷台の前記搬送位置に向けての姿勢変更を行う、
ことを特徴とする無人搬送車による部品供給装置。 - 請求項2または請求項3において、
前記無人搬送車は、走行駆動用のバッテリと、圧縮エアを貯溜するエアタンクとを備え、
前記駆動手段および搬出手段はそれぞれ、前記エアタンクに貯溜されているエア圧によって作動される、
ことを特徴とする無人搬送車による部品供給装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004103142A JP4265460B2 (ja) | 2004-03-31 | 2004-03-31 | 無人搬送車による部品供給装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004103142A JP4265460B2 (ja) | 2004-03-31 | 2004-03-31 | 無人搬送車による部品供給装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005292915A true JP2005292915A (ja) | 2005-10-20 |
| JP4265460B2 JP4265460B2 (ja) | 2009-05-20 |
Family
ID=35325818
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004103142A Expired - Fee Related JP4265460B2 (ja) | 2004-03-31 | 2004-03-31 | 無人搬送車による部品供給装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4265460B2 (ja) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008023605A (ja) * | 2006-07-18 | 2008-02-07 | Denso Corp | 多段棚運搬台車および生産ラインシステム |
| JP2008221421A (ja) * | 2007-03-14 | 2008-09-25 | Nissan Motor Co Ltd | 部品供給方法および部品搬送台車 |
| JP2010191753A (ja) * | 2009-02-19 | 2010-09-02 | Honda Motor Co Ltd | 生産ライン |
| EP2636618A1 (de) * | 2012-03-07 | 2013-09-11 | Krones Aktiengesellschaft | Fahrerloses Transportsystem einer Fertigungs- und/oder Verpackungsanlage und Verfahren zu deren Steuerung |
| CN106940563A (zh) * | 2017-04-18 | 2017-07-11 | 中科富创(北京)科技有限公司 | 智能运载小车及其操作方法 |
| JP2020126701A (ja) * | 2020-06-01 | 2020-08-20 | 株式会社小松製作所 | 無人ダンプトラックの管理システム及び無人ダンプトラックの管理方法 |
| US11332067B2 (en) | 2016-09-23 | 2022-05-17 | Komatsu Ltd. | Management system for work vehicle and management method for work vehicle |
| WO2023042693A1 (ja) * | 2021-09-15 | 2023-03-23 | 株式会社アマダ | 自動搬送装置 |
| US11650589B2 (en) | 2016-09-23 | 2023-05-16 | Komatsu Ltd. | Management system for work vehicle and management method for work vehicle |
-
2004
- 2004-03-31 JP JP2004103142A patent/JP4265460B2/ja not_active Expired - Fee Related
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008023605A (ja) * | 2006-07-18 | 2008-02-07 | Denso Corp | 多段棚運搬台車および生産ラインシステム |
| JP2008221421A (ja) * | 2007-03-14 | 2008-09-25 | Nissan Motor Co Ltd | 部品供給方法および部品搬送台車 |
| JP2010191753A (ja) * | 2009-02-19 | 2010-09-02 | Honda Motor Co Ltd | 生産ライン |
| EP2636618A1 (de) * | 2012-03-07 | 2013-09-11 | Krones Aktiengesellschaft | Fahrerloses Transportsystem einer Fertigungs- und/oder Verpackungsanlage und Verfahren zu deren Steuerung |
| CN103303642A (zh) * | 2012-03-07 | 2013-09-18 | 克罗内斯股份公司 | 制造和/或包装设备的无人驾驶式运输系统和其控制方法 |
| US11650589B2 (en) | 2016-09-23 | 2023-05-16 | Komatsu Ltd. | Management system for work vehicle and management method for work vehicle |
| US11332067B2 (en) | 2016-09-23 | 2022-05-17 | Komatsu Ltd. | Management system for work vehicle and management method for work vehicle |
| CN106940563A (zh) * | 2017-04-18 | 2017-07-11 | 中科富创(北京)科技有限公司 | 智能运载小车及其操作方法 |
| CN106940563B (zh) * | 2017-04-18 | 2024-05-10 | 中科富创(北京)科技有限公司 | 智能运载小车及其操作方法 |
| JP2020126701A (ja) * | 2020-06-01 | 2020-08-20 | 株式会社小松製作所 | 無人ダンプトラックの管理システム及び無人ダンプトラックの管理方法 |
| JP7121774B2 (ja) | 2020-06-01 | 2022-08-18 | 株式会社小松製作所 | 無人ダンプトラックの管理システム及び無人ダンプトラックの管理方法 |
| JP2023042914A (ja) * | 2021-09-15 | 2023-03-28 | 株式会社アマダ | 自動搬送装置 |
| WO2023042693A1 (ja) * | 2021-09-15 | 2023-03-23 | 株式会社アマダ | 自動搬送装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4265460B2 (ja) | 2009-05-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN113291774B (zh) | 装卸货一体机及集装箱自动装卸货系统 | |
| CN112912207B (zh) | 用于运输一个或多个装卸装置的运输装置 | |
| JP6632838B2 (ja) | 車両搬送方法 | |
| CN115432342B (zh) | 自动上下料系统及具有其的自动加工生产线 | |
| EP3748081A1 (en) | Railway wagon for moving sleepers, railway vehicle comprising said railway wagon | |
| JP5626579B2 (ja) | 物品搬送装置及びこれを備えた物品搬送用の移動体 | |
| CN115605419B (zh) | 用于装载和卸载卡车的装载系统 | |
| JP4265460B2 (ja) | 無人搬送車による部品供給装置 | |
| CN111908176A (zh) | 可移动式机械手码垛装车机及其货物装载的方法 | |
| CN113788091A (zh) | 柔性化汽车装配系统 | |
| CN115605421B (zh) | 用于使用横向的托盘装载和卸载卡车的装载系统 | |
| CN1735547A (zh) | 装载、卸载方法 | |
| CN115447931A (zh) | 自动加工生产线 | |
| JPH09100027A (ja) | 荷物移載装置及びそれを用いた荷物積み卸し装置 | |
| CN111302002A (zh) | 轮胎配送系统及叉车生产线 | |
| CN112238913A (zh) | 组装生产线 | |
| JP2021535863A (ja) | 積載システムおよび車輪付き鉄道運搬車 | |
| CN211196433U (zh) | 组装生产线 | |
| CN210855169U (zh) | 一种叉车 | |
| JP2023064851A (ja) | 荷物の積込み積降ろしシステム | |
| EP1522511B1 (en) | An apparatus for in-feeding and removing trucks for tiles to and from loading and unloading machines | |
| JPH0570779U (ja) | 溶接ロボットにおけるワーク自動搬送装置 | |
| CN223225299U (zh) | 装卸装置 | |
| JP6651980B2 (ja) | 荷物積み付け装置 | |
| KR200239895Y1 (ko) | 적재화물 이송 시스템에 사용되는 운반차 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070118 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080603 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080610 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080808 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20090127 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20090209 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4265460 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120227 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130227 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140227 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |