JP2005291449A - 摩擦係合装置用摩擦部材およびその製造方法 - Google Patents
摩擦係合装置用摩擦部材およびその製造方法 Download PDFInfo
- Publication number
- JP2005291449A JP2005291449A JP2004110488A JP2004110488A JP2005291449A JP 2005291449 A JP2005291449 A JP 2005291449A JP 2004110488 A JP2004110488 A JP 2004110488A JP 2004110488 A JP2004110488 A JP 2004110488A JP 2005291449 A JP2005291449 A JP 2005291449A
- Authority
- JP
- Japan
- Prior art keywords
- friction
- friction member
- carbon fiber
- engagement device
- matrix
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/71—Ceramic products containing macroscopic reinforcing agents
- C04B35/78—Ceramic products containing macroscopic reinforcing agents containing non-metallic materials
- C04B35/80—Fibres, filaments, whiskers, platelets, or the like
- C04B35/83—Carbon fibres in a carbon matrix
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D13/00—Friction clutches
- F16D13/58—Details
- F16D13/60—Clutching elements
- F16D13/62—Clutch-bands; Clutch shoes; Clutch-drums
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/02—Composition of linings ; Methods of manufacturing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D69/00—Friction linings; Attachment thereof; Selection of coacting friction substances or surfaces
- F16D69/02—Composition of linings ; Methods of manufacturing
- F16D69/023—Composite materials containing carbon and carbon fibres or fibres made of carbonizable material
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/77—Density
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Materials Engineering (AREA)
- Composite Materials (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Braking Arrangements (AREA)
- Mechanical Operated Clutches (AREA)
- Ceramic Products (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
Abstract
【解決手段】 摩擦係合装置用摩擦部材10は、炭素系バインダおよび添加物からなるマトリックスと、そのマトリックスに分散する炭素繊維とにより形成した前駆体を、加熱処理することにより得られた炭素繊維/炭素質複合材製摩擦部材であって、その気孔率が20〜60%にされてなるようにした。
【選択図】 図1
Description
摩擦材は、一般に、ペーパー摩擦材といわれ、摩擦材用の樹脂を有機溶媒で溶解したものを有機系繊維基材の抄紙体に含浸させ、乾燥、加熱硬化工程を経て得られる。また、小型軽量化を図るために、炭素系繊維で形成した摩擦材も知られている(例えば、特許文献1参照)。
摩擦部材を軽量化するための方策としては、摩擦部材の全体を芯金の部分も含めて炭素系繊維で焼き固めて構成することが挙げられる。しかし、そうすると、摩擦部材の軽量化は可能になるが、耐衝撃性が低下するという問題を生じる。
これに対し、本発明では、気孔率が20〜60%となるように規定したので、例えば、自動変速機用クラッチ等の摩擦係合装置の摩擦部材として適用した場合に、摩擦面に潤滑供給されるオイルの保持力が高まり、良好な摩擦特性を得ることができるとともに、その耐久性を向上させることができるようになる。
ここで、炭素繊維/炭素質複合材製摩擦部材の気孔率が20〜60%となるように行う加熱処理としては、処理温度を低温域、例えば、300〜600℃に設定した低温焼成によるものが挙げられる。
そして、前駆体の加熱処理は、マトリックスが残留した状態、つまり、完全に焼き固められない状態(マトリックスが完全に炭素化していない状態)に行われることとなる。これにより、従来のように全体を焼き固めて形成したものに比べて、炭素繊維/炭素質複合材製摩擦部材に靱性や弾性が備わるようになり、例えば、自動変速機用クラッチ等の摩擦係合装置の摩擦部材として適用した場合に好適な、衝撃性に耐え得る所望の強度を有したものとすることができる。
そして、前駆体の加熱処理は、従来の焼成技術には無い300〜600℃で低温焼成することにより行われるので、マトリックスが完全に焼き固められることがなくなり(マトリックスが完全に炭素化していない状態とされ)、炭素繊維/炭素質複合材製摩擦部材にはマトリックスが残留されるようになる。これにより、従来のように全体を焼き固めして形成したものに比べて、炭素繊維/炭素質複合材製摩擦部材に靱性や弾性が備わるようになり、例えば、自動変速機用クラッチ等の摩擦係合装置の摩擦部材として適用した場合に好適な、衝撃性に耐え得る所望の強度を有したものとすることができる。
そして、前駆体は低温焼成により、マトリックスが残留した状態、つまり、完全に焼き固められる状態にならないようにされる。これにより、従来のように全体を焼き固めて形成したものに比べて、炭素繊維/炭素質複合材製摩擦部材に靱性や弾性が備わるようになり、例えば、自動変速機用クラッチ等の摩擦係合装置の摩擦部材として適用した場合に好適な、衝撃性に耐え得る所望の強度を有したものとすることができる。
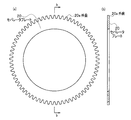
図1は本発明の一実施の形態に係る摩擦係合装置用摩擦部材が適用される摩擦係合装置の要部の断面図、図2は本発明の一実施の形態に係る摩擦係合装置用摩擦部材を示し、(a)は正面図、(b)は図2(a)のb−b線断面図、図3はセパレータプレートを示し、(a)は正面図、(b)は図3(a)のb−b線断面図である。
また、メインシャフト3の外周面とオイルポンプハブ9の内周面との間には、筒状のオイルセパレータ9aが配置されており、このオイルセパレータ9aの端部外周面とクラッチハブ13の端部内周面との間にシールリング13cが配置される。
(1)前記炭素繊維、炭素系バインダ、添加物をよくかき混ぜて、ドーナツ状金型に充填し、金型温度を250℃、圧力を10MPaの条件下でホットプレスを行い、前駆体を形成した。なお、炭素繊維(CF)とマトリックスとの配合割合は、特に制限はないが、例えば、表1の例1〜14に示すように、種々の態様を採り得る。
(2)次いで、得られた前駆体を加熱炉内に設置して、窒素ガス雰囲気中、焼成温度300〜600℃で、約2時間の低温焼成(加熱処理)を行い、炭素繊維/炭素質複合材製摩擦部材を得た。このときの、炭素繊維/炭素質複合材製摩擦部材のデータを焼成温度300℃、400℃、500℃、600℃に分けて表1に示した。
(3)得られた炭素繊維/炭素質複合材製摩擦部材にプレス打ち抜き機で内歯10aおよび外周部10b(図2(a),(b)参照)を形成し、その後、仕上げ加工として摩擦面(セパレータプレート20との摺動面)に対して研削を行った。これにより、厚さ1.8mmの摩擦部材10が形成された。

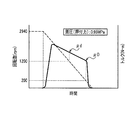
摩擦評価試験は、炭素繊維/炭素質複合材製摩擦部材(摩擦部材10、表1参照)例1〜14のそれぞれについて、次のように行った。これら炭素繊維/炭素質複合材製摩擦部材からなる摩擦部材10を2つのセパレータプレート20,20で挟み、それらを、SAE No.2試験機に組み込み、面圧:0.95MPa、回転速度:2940rpm、イナーシャ:0.12kg・m2、試験油温:100℃、試験サイクル数:500サイクルの条件で摩擦評価試験を行って、摩擦係数μ0、μdを測定した。これらのμ0、μdは、図6のSAE No.2試験機におけるトルク波形に示されており、μdは回転数1200rpm時の摩擦係数、μ0はトルクが急激に減少する直前の回転数200rpm時の摩擦係数である。ここで、μはトルクを、クラッチが係合するときの面圧で除した値である。これらの摩擦係数は回転マスを止めるブレーキングテストによる。なお、セパレータプレート20にはカニゼンメッキを施した。
ここで、摩擦部材10における気孔は、主として、前駆体中の揮発成分が低温焼成により除去されることによって形成されるものであり、その気孔率P(%)の測定は、顕微鏡により表面に形成された気孔の大きさを測定する方法や公知の方法を用いることにより行うことができる。
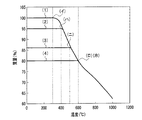
図中線(1)は雰囲気温度300℃における炭素繊維/炭素質複合材製摩擦部材の重量変化を示し、以下、図中線(2)は雰囲気温度400℃、図中線(3)は雰囲気温度500℃、図中線(4)は雰囲気温度600℃における重量変化を示している。
なお、図から明らかであるように、400℃、500℃、600℃のいずれの雰囲気温度においても、高温域となるにつれて、雰囲気温度300℃時の線(1)上に重なってくる。
初めに、300℃を下回る低温域について、図中線(1)を参照して説明すると、300℃で焼成した炭素繊維/炭素質複合材製摩擦部材の重量を100としたとき、300℃を下回る低温域では、重量減少がほとんど表れていないことが分かる。これは、マトリックスの炭素化が進んでいない状態を表している。
次に、300℃焼成品における重量変化について説明する。図8中線(1)で示すように、300〜600℃における重量減少を見ると、300℃においては、重量が約100%(符号(イ)を付した箇所)であったが、600℃においては、重量が約80.0%(符号(ロ)を付した箇所)となった。これにより、この間における重量減少率は、約20%となった。
また、図8中線(2)で示すように、400℃焼成品における重量変化について、400〜600℃における重量減少を見ると、400℃においては、重量が約94.9%(符号(ハ)を付した箇所)であったが、600℃においては、前記同様に重量が80.0%(符号(ロ)を付した箇所)となった。これにより、この間における重量減少率は、約15.7%となった。
さらに、図8中線(3)で示すように、500℃焼成品における重量変化について、500〜600℃における重量減少を見ると、500℃においては、重量が約86.1%(符号(ニ)を付した箇所)であったが、600℃においては、前記同様に重量が80.0%(符号(ロ)を付した箇所)となった。これにより、この間における重量減少率は、約7.1%となった。
なお、600℃焼成品においては、重量が80.0%(図中符号(ホ)を付した箇所:図中符号(ロ)を付した箇所と同じ)から高温焼成域となるにつれて、300℃焼成品の線(1)上に重なる。
以上のように、各焼成温度300℃、400℃、500℃、600℃である焼成品のそれぞれの300〜600℃の重量減少率は、約20%以下(20%を超えない)に収まる結果となった。したがって、この範囲(300〜600℃)で低温焼成を行うことにより、炭素繊維/炭素質複合材製摩擦部材の気孔率や強度、摩擦特性が好適とされた摩擦部材10を得ることができる。
なお、前記した気孔率P(%)は、マトリックスの配合量により前記20〜60%の範囲で変動を生じるため、このように炭素繊維/炭素質複合材製摩擦部材の重量減少率を規定することは、所望の強度を備えた品質のよい摩擦部材10を得る上で有効であると言える。
そして、前駆体の低温焼成は、従来の焼成技術には無い300〜600℃で行われるので、マトリックスが完全に焼き固められず、マトリックスが完全に炭素化しない状態とされるので、炭素繊維/炭素質複合材製摩擦部材にはマトリックスが残留されるようになる。これにより、従来のように全体を焼き固めして形成したものに比べて、炭素繊維/炭素質複合材製摩擦部材に靱性や弾性が備わるようになり、例えば、自動変速機用クラッチ等の摩擦係合装置の摩擦部材として適用した場合に好適な、衝撃性に耐え得る所望の強度を有したものとすることができる。
これに対し、本実施の形態では、気孔率が20〜60%とされるので、摩擦面に潤滑供給されるオイルの保持力が高まり、良好な摩擦特性を得ることができるとともに、その耐久性を向上させることができる。
2 クランクシャフト
10 摩擦部材(摩擦係合装置用摩擦部材)
10a 内歯(歯形部)
10b 外周部
20 セパレータプレート
20a 外歯
C 湿式多板クラッチ
Claims (7)
- 炭素系バインダおよび添加物からなるマトリックスと、そのマトリックスに分散する炭素繊維とにより形成した前駆体を、加熱処理することにより得られた炭素繊維/炭素質複合材製摩擦部材であって、その気孔率が20〜60%にされてなることを特徴とする摩擦係合装置用摩擦部材。
- 炭素系バインダおよび添加物からなるマトリックスと、そのマトリックスに分散する炭素繊維とにより形成した前駆体を、前記マトリックスが残留した状態に加熱処理することにより得られた炭素繊維/炭素質複合材製摩擦部材であって、その気孔率が20〜60%にされてなることを特徴とする摩擦係合装置用摩擦部材。
- 炭素系バインダおよび添加物からなるマトリックスと、そのマトリックスに分散する炭素繊維とにより形成した前駆体を、300〜600℃で低温焼成することにより得られた炭素繊維/炭素質複合材製摩擦部材であって、その気孔率が20〜60%にされてなることを特徴とする摩擦係合装置用摩擦部材。
- 前記炭素繊維/炭素質複合材製摩擦部材における重量減少率が、非酸化雰囲気下において600℃まで昇温した際に20%を超えないようにされてなることを特徴とする請求項1から請求項3のいずれか1項に記載の摩擦係合装置用摩擦部材。
- 前記炭素繊維/炭素質複合材製摩擦部材の曲げ強さRが60MPa以上にされてなることを特徴とする請求項1から請求項4のいずれか1項に記載の摩擦係合装置用摩擦部材。
- 摩擦部材本体と摩擦層とが前記前駆体により一体的に形成されてなることを特徴とする請求項1から請求項5のいずれか1項に記載の摩擦係合装置用摩擦部材。
- 炭素系バインダおよび添加物からなるマトリックスとそのマトリックスに分散する炭素繊維とにより前駆体を形成し、前記マトリクッスが残留した状態に前記前駆体を低温焼成して、炭素繊維/炭素質複合材製摩擦部材の気孔率を20〜60%にさせることを特徴とする摩擦係合装置用摩擦部材の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004110488A JP4673571B2 (ja) | 2004-04-02 | 2004-04-02 | 摩擦係合装置用摩擦部材およびその製造方法 |
| US11/547,101 US7832529B2 (en) | 2004-04-02 | 2005-03-29 | Friction member for frictional engagement device and method for producing the same |
| KR1020067022667A KR20070011421A (ko) | 2004-04-02 | 2005-03-29 | 마찰 결합 장치용 마찰 부재 및 그 제조 방법 |
| EP05727621A EP1731785A4 (en) | 2004-04-02 | 2005-03-29 | FRICTION MEMBER FOR FRICTION APPARATUS AND PRODUCTION METHOD THEREFOR |
| CN200580010778XA CN1938527B (zh) | 2004-04-02 | 2005-03-29 | 摩擦卡合装置用摩擦部件及其制造方法 |
| PCT/JP2005/005808 WO2005095812A1 (ja) | 2004-04-02 | 2005-03-29 | 摩擦係合装置用摩擦部材およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004110488A JP4673571B2 (ja) | 2004-04-02 | 2004-04-02 | 摩擦係合装置用摩擦部材およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005291449A true JP2005291449A (ja) | 2005-10-20 |
| JP4673571B2 JP4673571B2 (ja) | 2011-04-20 |
Family
ID=35063849
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004110488A Expired - Fee Related JP4673571B2 (ja) | 2004-04-02 | 2004-04-02 | 摩擦係合装置用摩擦部材およびその製造方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US7832529B2 (ja) |
| EP (1) | EP1731785A4 (ja) |
| JP (1) | JP4673571B2 (ja) |
| KR (1) | KR20070011421A (ja) |
| CN (1) | CN1938527B (ja) |
| WO (1) | WO2005095812A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009514767A (ja) * | 2005-11-02 | 2009-04-09 | ボーグワーナー・インコーポレーテッド | カーボン摩擦材料 |
| DE102012020530A1 (de) * | 2012-10-19 | 2014-04-24 | Desch Antriebstechnik Gmbh & Co. Kg | Haltebremse, Antriebseinrichtung für eine Presse und Presse |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US8021744B2 (en) | 2004-06-18 | 2011-09-20 | Borgwarner Inc. | Fully fibrous structure friction material |
| US8603614B2 (en) | 2004-07-26 | 2013-12-10 | Borgwarner Inc. | Porous friction material with nanoparticles of friction modifying material |
| US7429418B2 (en) | 2004-07-26 | 2008-09-30 | Borgwarner, Inc. | Porous friction material comprising nanoparticles of friction modifying material |
| KR101201958B1 (ko) | 2005-04-26 | 2012-11-16 | 보르그워너 인코퍼레이티드 | 마찰재 |
| DE102008013907B4 (de) | 2008-03-12 | 2016-03-10 | Borgwarner Inc. | Reibschlüssig arbeitende Vorrichtung mit mindestens einer Reiblamelle |
| DE102009030506A1 (de) | 2008-06-30 | 2009-12-31 | Borgwarner Inc., Auburn Hills | Reibungsmaterialien |
| DE102009025540A1 (de) * | 2009-06-19 | 2010-12-23 | Hoerbiger Antriebstechnik Gmbh | Reibring und Verfahren zu seiner Herstellung |
| DE102010003442B4 (de) * | 2010-03-30 | 2025-09-04 | Zf Friedrichshafen Ag | Hybridantriebsanordnung |
| CN102449338A (zh) * | 2010-05-10 | 2012-05-09 | 株式会社阿克罗斯 | 摩擦离合器 |
| US20130186715A1 (en) * | 2012-01-23 | 2013-07-25 | Christopher A. MONROE | Separator plate for brake assembly |
| US10399711B1 (en) * | 2014-03-26 | 2019-09-03 | Lockheed Martin Corporation | Graded carbon-carbon composites with an integral ablative layer and methods for production thereof |
| JP6212577B2 (ja) * | 2016-02-10 | 2017-10-11 | 本田技研工業株式会社 | 連結シャフトおよび連結シャフトの製造方法 |
| DE102016207104A1 (de) * | 2016-04-27 | 2017-11-02 | Schaeffler Technologies AG & Co. KG | Hybridmodul und Antriebsanordnung für ein Kraftfahrzeug |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06241253A (ja) * | 1990-05-10 | 1994-08-30 | Carbone Lorraine | 示差テキスチャを有する炭素−炭素複合材からなる摩擦部材、その製造方法及び製造装置 |
| JPH06305832A (ja) * | 1993-04-16 | 1994-11-01 | Nippon Steel Corp | 短繊維強化c/cコンポジットの製造方法 |
| JPH06345533A (ja) * | 1993-06-03 | 1994-12-20 | Kobe Steel Ltd | 低摩耗性炭素/炭素複合材料およびその製造方法 |
| JP2003313082A (ja) * | 2002-02-20 | 2003-11-06 | Honda Motor Co Ltd | 打抜き加工用炭素−炭素複合板および湿式多板クラッチ用摩擦板の製造方法 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2508999B1 (fr) * | 1981-07-01 | 1986-08-22 | Lorraine Carbone | Disque de frein en materiau composite carbone-carbone et modes de realisation |
| JP2571251B2 (ja) * | 1988-01-22 | 1997-01-16 | 株式会社神戸製鋼所 | 摩擦材用炭素繊維強化炭素複合材料 |
| JPH0539478A (ja) | 1991-12-03 | 1993-02-19 | Ibiden Co Ltd | 摩擦デイスク |
| JP3383993B2 (ja) | 1992-06-17 | 2003-03-10 | 三菱化学株式会社 | 炭素繊維強化炭素複合材の製造方法及びこれを用いた摺動材 |
| EP0581696B1 (fr) * | 1992-07-23 | 1998-06-24 | Le Carbone Lorraine | Matériau de friction en composite carbone-carbone à porosité divisée |
| US5382392A (en) * | 1993-02-05 | 1995-01-17 | Alliedsignal Inc. | Process for fabrication of carbon fiber-reinforced carbon composite material |
| JPH09170629A (ja) | 1995-10-19 | 1997-06-30 | Honda Motor Co Ltd | 炭素繊維強化炭素質焼結体クラッチ |
| FR2757153B1 (fr) * | 1996-12-17 | 1999-03-05 | Carbone Ind | Procede de fabrication de pieces, notamment de disques de freins, en materiau composite carbone-carbone |
| JP4163270B2 (ja) * | 1997-03-26 | 2008-10-08 | 本田技研工業株式会社 | 湿式摩擦クラッチ用c/cコンポジット製クラッチディスクおよびその製造方法 |
| JPH115850A (ja) | 1997-06-19 | 1999-01-12 | Aisin Chem Co Ltd | 湿式摩擦材及びその製造方法 |
| JP2000081062A (ja) * | 1998-09-08 | 2000-03-21 | Ngk Insulators Ltd | ブレーキ用部材 |
| JP2003240033A (ja) | 2002-02-20 | 2003-08-27 | Honda Motor Co Ltd | 湿式摩擦係合装置 |
-
2004
- 2004-04-02 JP JP2004110488A patent/JP4673571B2/ja not_active Expired - Fee Related
-
2005
- 2005-03-29 KR KR1020067022667A patent/KR20070011421A/ko not_active Ceased
- 2005-03-29 EP EP05727621A patent/EP1731785A4/en not_active Withdrawn
- 2005-03-29 US US11/547,101 patent/US7832529B2/en not_active Expired - Fee Related
- 2005-03-29 WO PCT/JP2005/005808 patent/WO2005095812A1/ja not_active Ceased
- 2005-03-29 CN CN200580010778XA patent/CN1938527B/zh not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06241253A (ja) * | 1990-05-10 | 1994-08-30 | Carbone Lorraine | 示差テキスチャを有する炭素−炭素複合材からなる摩擦部材、その製造方法及び製造装置 |
| JPH06305832A (ja) * | 1993-04-16 | 1994-11-01 | Nippon Steel Corp | 短繊維強化c/cコンポジットの製造方法 |
| JPH06345533A (ja) * | 1993-06-03 | 1994-12-20 | Kobe Steel Ltd | 低摩耗性炭素/炭素複合材料およびその製造方法 |
| JP2003313082A (ja) * | 2002-02-20 | 2003-11-06 | Honda Motor Co Ltd | 打抜き加工用炭素−炭素複合板および湿式多板クラッチ用摩擦板の製造方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009514767A (ja) * | 2005-11-02 | 2009-04-09 | ボーグワーナー・インコーポレーテッド | カーボン摩擦材料 |
| DE102012020530A1 (de) * | 2012-10-19 | 2014-04-24 | Desch Antriebstechnik Gmbh & Co. Kg | Haltebremse, Antriebseinrichtung für eine Presse und Presse |
| EP2722551B1 (de) | 2012-10-19 | 2017-01-04 | Desch Antriebstechnik GmbH & Co. KG | Haltebremse, Antriebseinrichtung für eine Presse und Presse |
Also Published As
| Publication number | Publication date |
|---|---|
| US20070205076A1 (en) | 2007-09-06 |
| KR20070011421A (ko) | 2007-01-24 |
| JP4673571B2 (ja) | 2011-04-20 |
| EP1731785A8 (en) | 2007-08-15 |
| CN1938527A (zh) | 2007-03-28 |
| EP1731785A4 (en) | 2011-07-20 |
| WO2005095812A1 (ja) | 2005-10-13 |
| EP1731785A1 (en) | 2006-12-13 |
| CN1938527B (zh) | 2011-03-30 |
| US7832529B2 (en) | 2010-11-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4673571B2 (ja) | 摩擦係合装置用摩擦部材およびその製造方法 | |
| US6006885A (en) | Friction-in-oil device having coaxial disks | |
| EP3348855B1 (en) | Friction material | |
| KR101875936B1 (ko) | 건식 클러치용 환형 마찰 라이닝 | |
| JPH061965A (ja) | 湿式摩擦材 | |
| US20130288552A1 (en) | Carbon friction materials | |
| US9939036B2 (en) | Friction materials | |
| JP4295716B2 (ja) | 炭素繊維複合材料及び湿式摩擦部材 | |
| US7104377B2 (en) | Clutch for transmission of power | |
| US20070151822A1 (en) | Wet-type multi-plate clutch | |
| JP5351370B2 (ja) | クラッチ用湿式摩擦部材 | |
| CN102428287B (zh) | 滑动摩擦材料 | |
| JPH115850A (ja) | 湿式摩擦材及びその製造方法 | |
| JPH0718091A (ja) | 湿式摩擦材 | |
| JP2005315321A (ja) | 摩擦係合装置 | |
| JPH09144790A (ja) | 湿式摩擦係合装置 | |
| US20090008210A1 (en) | Dry-running friction lining | |
| JPH0718093A (ja) | 湿式摩擦材 | |
| JPH0718092A (ja) | 湿式摩擦材 | |
| CN1761821A (zh) | 双离合器变速器 | |
| JP2005330989A (ja) | 湿式摩擦板 | |
| US5958608A (en) | Friction system | |
| US12253133B2 (en) | Clutch assembly including wet friction material with calcined kaolin clay and tung modified phenolic resin | |
| JPH08121516A (ja) | 湿式摩擦材 | |
| CN114183487A (zh) | 湿式摩擦材料和使用湿式摩擦材料的湿式摩擦板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060509 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091006 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20091207 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100629 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100830 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110104 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110121 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140128 Year of fee payment: 3 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313117 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |