JP2005290445A - 焼鈍分離剤スラリーの調製方法と方向性電磁鋼板の製造方法 - Google Patents
焼鈍分離剤スラリーの調製方法と方向性電磁鋼板の製造方法 Download PDFInfo
- Publication number
- JP2005290445A JP2005290445A JP2004105236A JP2004105236A JP2005290445A JP 2005290445 A JP2005290445 A JP 2005290445A JP 2004105236 A JP2004105236 A JP 2004105236A JP 2004105236 A JP2004105236 A JP 2004105236A JP 2005290445 A JP2005290445 A JP 2005290445A
- Authority
- JP
- Japan
- Prior art keywords
- chloride
- slurry
- water
- annealing separator
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Chemical Treatment Of Metals (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
Abstract
【課題】 フォルステライト被膜を形成しない方向性電磁鋼板の製造方法において用いられる、鉄損を安定して低減することができる焼鈍分離剤のスラリー調製方法とその焼鈍分離剤スラリーを用いた方向性電磁鋼板の製造方法を提案する。
【解決手段】 マグネシア100質量部に対して、塩素換算で0.1〜10質量部の塩化物を含む焼鈍分離剤のスラリーを調製する方法において、塩化物として水可溶性塩化物を添加する場合は、水可溶性塩化物を水に溶解させて得た溶液を用い、水不溶性塩化物を添加する場合は、累積90%径が20μm以下である塩化物粒子を用い、Sn塩化物および/またはSb塩化物を添加する場合は、流速0.2m/s以上で攪拌された水中またはスラリー中にSn塩化物および/またはSb塩化物を投入して生成される塩化物溶液および塩化物分散の混合液を用いて方向性電磁鋼板用焼鈍分離剤スラリーを調製する。
【選択図】 図1
【解決手段】 マグネシア100質量部に対して、塩素換算で0.1〜10質量部の塩化物を含む焼鈍分離剤のスラリーを調製する方法において、塩化物として水可溶性塩化物を添加する場合は、水可溶性塩化物を水に溶解させて得た溶液を用い、水不溶性塩化物を添加する場合は、累積90%径が20μm以下である塩化物粒子を用い、Sn塩化物および/またはSb塩化物を添加する場合は、流速0.2m/s以上で攪拌された水中またはスラリー中にSn塩化物および/またはSb塩化物を投入して生成される塩化物溶液および塩化物分散の混合液を用いて方向性電磁鋼板用焼鈍分離剤スラリーを調製する。
【選択図】 図1
Description
本発明は、電源用トランス等の鉄心として主に使用されるフォルステライト被膜のない低鉄損方向性電磁鋼板の製造に用いられる焼鈍分離剤スラリーの調整方法と、そのスラリーを用いた方向性電磁鋼板の製造方法に関するものである。
方向性電磁鋼板は、地鉄の鋼板表面にフォルステライト(Mg2SiO4)を主体とする被膜、あるいはさらに該被膜の上に絶縁被膜の2重の被膜が形成されているのが普通である。また、方向性電磁鋼板の鉄損は、鋼板の厚さ、比抵抗、不純物の量、結晶方位、結晶粒度の他、鋼板表面の粗度や表面に付与される張力によっても大きく影響されることが知られており、鋼板の地鉄表面とフォルステライト被膜との界面の粗度を低減することにより、鉄損を大幅に低減できることが報告されている(例えば、特許文献1等参照。)。
しかし、粗度の小さい地鉄表面を得るには、通常の方向性電磁鋼板の製造において、仕上焼鈍工程で形成されるフォルステライト質の被膜は不都合である。というのは、通常、フォルステライト被膜と地鉄の界面は深く入り込んで凹凸形状になって形成されるため、地鉄表面の平滑化がなされず、また、この鋼板内部に入り込んだフォルステライト被膜によって磁壁の移動が阻害され、鉄損が増加するからである。
そこで、粗度の小さい地鉄表面を得るために、フォルステライト被膜を形成させない技術が開発されている。例えば、特許文献2等には、仕上焼鈍時の焼鈍分離剤として、通常のMgOを主体とする焼鈍分離剤を用いずに、Al2O3等のSiO2と反応しないあるいは反応しにくい物質を焼鈍分離剤として用いることにより、フォルステライト被膜を形成させずに高い磁束密度を有する方向性電磁鋼板を得る技術が開示されている。また、特許文献3等には、マグネシアに対してアルカリ金属またはアルカリ土類金属の塩化物を添加することにより、フォルステライト被膜の形成を抑制した打ち抜き性に優れる方向性電磁鋼板の製造技術が開示されている。
特公昭52-024499号公報
特開平05-156362号公報
特開昭64-062476号公報
しかしながら、特許文献2に開示された、アルミナを主体とする焼鈍分離剤を用いる技術は、仕上焼鈍中に地鉄中からS,Seを除去する、いわゆる純化が困難であり、鉄損の劣化を招くという問題があった。一方、特許文献3に開示された、マグネシアに塩化物を添加する技術は、地鉄中からS,Seを除去することは可能である。しかし、発明者らの調査では、マグネシア中に添加する塩化物の種類や添加方法によって、鉄損の低減効果に大きな差があることが明らかになった。すなわち、焼鈍分離剤スラリー中への塩化物の添加を適正に行わなければ、方向性電磁鋼板の低鉄損化は達成できないという問題があった。
本発明の目的は、フォルステライト被膜を形成しない方向性電磁鋼板の製造方法において用いられる、鉄損を安定して低減することができる焼鈍分離剤のスラリー調製方法とその焼鈍分離剤スラリーを用いた方向性電磁鋼板の製造方法を提案することにある。
発明者らは、焼鈍分離剤に塩化物を添加することによってフォルステライト被膜の形成がなく、鋼板表面を平滑化した方向性電磁鋼板を得る技術における上記問題点、すなわち、鉄損低減効果が安定しないという問題点の原因について鋭意検討を行った。その結果、焼鈍分離剤の調製方法より、仕上焼鈍中に鋼板表面に形成されるフォルステライト被膜が不均一となる場合があること、また、これを防止するためには、焼鈍分離剤に添加する塩化物の特性に応じてスラリーの調製方法を適正化することが重要であることを見出し、本発明を完成させた。
すなわち、本発明は、マグネシア100質量部に対して、塩素換算で0.1〜10質量部の水可溶性塩化物を含む焼鈍分離剤のスラリーを調製する方法において、前記水可溶性塩化物を水に溶解させて得た水可溶性塩化物溶液を用いることを特徴とする方向性電磁鋼板用焼鈍分離剤スラリーの調製方法である。
また、本発明は、マグネシア100質量部に対して、塩素換算で0.1〜10質量部の水不溶性塩化物を含む焼鈍分離剤のスラリーを調製する方法において、前記水不溶性塩化物として、累積90%径が20μm以下である塩化物粒子を用いることを特徴とする方向性電磁鋼板用焼鈍分離剤スラリーの調製方法である。
また、本発明は、マグネシア100質量部に対して、塩素換算で0.1〜10質量部の塩化物を含有させてなる焼鈍分離剤のスラリーを調製する方法において、水可溶性塩化物を水に溶解させて得た水可溶性塩化物溶液および累積90%径が20μm以下である水不溶性塩化物粒子を用いることを特徴とする方向性電磁鋼板用焼鈍分離剤スラリーの調製方法である。
また、本発明は、マグネシア100質量部に対して、塩素換算で0.1〜10質量部のSn塩化物および/またはSb塩化物を含む焼鈍分離剤のスラリーを調製する方法において、前記塩化物を流速0.2m/s以上で攪拌された水中に投入して生成される塩化物溶液および塩化物分散体の混合液を用いることを特徴とする方向性電磁鋼板用焼鈍分離剤スラリーの調製方法である。
また、本発明は、マグネシア100質量部に対して、塩素換算で0.1〜10質量部のSn塩化物および/またはSb塩化物を含む焼鈍分離剤のスラリーを調製する方法において、前記塩化物とマグネシアの混合物を流速0.2m/s以上で攪拌された水中に投入することを特徴とする方向性電磁鋼板用焼鈍分離剤スラリーの調製方法である。
また、本発明は、マグネシア100質量部に対して、塩素換算で0.1〜10質量部のSn塩化物および/またはSb塩化物を含む焼鈍分離剤のスラリーを調製する方法において、前記塩化物を流速0.2m/s以上で攪拌されたマグネシアのスラリー中に投入することを特徴とする方向性電磁鋼板用焼鈍分離剤スラリーの調製方法である。
さらに、本発明は、鋼スラブを熱間圧延し、冷間圧延し、その後、脱炭焼鈍して得た鋼板の表面に焼鈍分離剤スラリーを塗布し、仕上焼鈍する一連の工程を経て方向性電磁鋼板の製造方法において、前記焼鈍分離剤スラリーとして、上記焼鈍分離剤スラリーを用いることを特徴とする方向性電磁鋼板の製造方法である。
本発明によれば、フォルステライト被膜のない方向性電磁鋼板の鉄損を、安定して低減することができるので、品質の安定化、製造歩留まりの向上に大いに寄与する。
本発明が対象とする方向性電磁鋼板は、仕上焼鈍前までは、従来公知の方法および条件で製造することができる。
方向性電磁鋼板の鋼素材は、その成分組成として、Siを2.0〜7.0mass%含有したものであることが好ましい。Siは、鋼板の電気抵抗を高め、鉄損を低減するのに有効な成分である。しかし、含有量が2.0mass%未満であると、二次再結晶焼鈍中に変態を生じて安定した二次再結晶組織が得られず、良好な磁気特性を得ることができない。一方、Si含有量が7.0mass%を超えると、鋼が硬くなり過ぎて製造や加工が困難になると共に、飽和磁束密度の低下を招くからである。より好ましくは、2.6〜3.8mass%の範囲である。
方向性電磁鋼板の鋼素材は、その成分組成として、Siを2.0〜7.0mass%含有したものであることが好ましい。Siは、鋼板の電気抵抗を高め、鉄損を低減するのに有効な成分である。しかし、含有量が2.0mass%未満であると、二次再結晶焼鈍中に変態を生じて安定した二次再結晶組織が得られず、良好な磁気特性を得ることができない。一方、Si含有量が7.0mass%を超えると、鋼が硬くなり過ぎて製造や加工が困難になると共に、飽和磁束密度の低下を招くからである。より好ましくは、2.6〜3.8mass%の範囲である。
また、鋼素材中には、インヒビタ成分として、Alを0.01mass%以上含有することが好ましい。Alを0.01mass%以上含有することにより、二次再結晶後の結晶配向性を向上することができる。なお、Alを添加する場合、その量が0.06mass%を超えると、再び結晶配向性の劣化が生じるので0.06mass%以下とすることが好ましい。より好ましいAlの範囲は、0.02〜0.03mass%である。
Nもまた、Alと同様にインヒビタ作用があるので含有させることが好ましい。添加量は、ふくれ欠陥の発生を防止するためには200mass ppm以下に制限することが好ましい。一方、下限は特に規定しないが、10mass ppm未満まで工業的に低下させるのは経済的に困難であることから、10mass ppm以上の添加量とすることが好ましい。
なお、一次再結晶焼鈍後に、後述する増窒素処理(浸窒処理)を行う工程を付加する場合には、鋼素材中のN含有量を低減することができる。この場合には、スラブ加熱を行う際、インヒビタ成分を固溶するための高温加熱が不要となるため、操業の自由度が増すという利点がある。また、増窒素処理を行う場合には、他のインヒビタ成分である、Mn、SおよびSeの添加は必ずしも必要ではないが、鋼の延性改善等の他の目的で適宜添加してもよい。
しかし、増窒素処理を行わない場合は、鋼素材中に、SおよびSeを合計で0.01〜0.06mass%の範囲で含有させることが好ましい。さらに、SおよびSeを添加する場合には、これらの元素をMn化合物として析出させるために、Mnを0.01〜0.2mass%の範囲で含有させることが望ましい。それぞれの含有量が少なすぎると、二次再結晶を生じるための析出物の量が不足し、一方、含有量が多すぎると、熱間圧延前のスラブ加熱でインヒビタ成分を固溶させることが困難となるからである。なお、増窒素処理を行う場合でも、インヒビタとしての目的以外でMn、SおよびSeを添加する場合も、上記と同範囲の添加量とすることが好ましい。
さらに、鋼素材中には、上記元素の他に、方向性電磁鋼板の磁気特性を向上するために、B,Bi,Sb,Mo,Te,Sn,P,Ge,As,Nb,Ni,Cr,Ti,Cu,Pb,ZnおよびInから選ばれる1種または2種以上の元素を合計で0.0005〜2.0mass%の範囲で含有させてもよい。これら元素の合計含有量が、0.0005mass%未満では、十分な改善効果が認められず、一方、2.0mass%を超えると、磁束密度の低下を招くからである。
また、鋼素材中には、再結晶集合組織を制御して磁気特性を向上させる目的で、Cを0.005〜0.8mass%の範囲で含有させることが好ましい。なお、C,S,SeおよびNなどの元素はいずれも、磁気特性に対しては有害な元素であり、特に鉄損特性を劣化させることから、製品板においては、それぞれC:0.003mass%以下、S,Se:各々0.002mass%以下およびN:0.002mass%以下に低減することが好ましい。
次に、本発明の方向性電磁鋼板の製造方法について説明する。
上述した適正な成分組成を有する鋼を通常公知の方法で溶製し、連続鋳造あるいは造塊−分塊圧延により得た鋼スラブを通常公知の方法により熱間圧延して熱延板とし、必要に応じて熱延板焼鈍し、次いで、1回または中間焼鈍を挟む2回以上の冷間圧延または温間圧延により最終板厚の冷延板とするのが好ましい。なお、上記の製造方法においては、連続熱延法やシートバーキャスト法、コイルキャスト法で得た素材を用いてもよい。
上述した適正な成分組成を有する鋼を通常公知の方法で溶製し、連続鋳造あるいは造塊−分塊圧延により得た鋼スラブを通常公知の方法により熱間圧延して熱延板とし、必要に応じて熱延板焼鈍し、次いで、1回または中間焼鈍を挟む2回以上の冷間圧延または温間圧延により最終板厚の冷延板とするのが好ましい。なお、上記の製造方法においては、連続熱延法やシートバーキャスト法、コイルキャスト法で得た素材を用いてもよい。
上記のようにして得た冷延板は、その後、一次再結晶焼鈍と、必要に応じて増窒素処理を施す。一次再結晶焼鈍は、脱炭焼鈍を兼ねる場合もある。また、上記増窒素処理は、インヒビタとして作用するAlNを固溶させるために行われている熱間圧延前のスラブ高温加熱を省略することを目的するものである。具体的には、一次再結晶焼鈍した鋼板を、アンモニアを含む雰囲気中に加熱通板することなどにより行われる。
一次再結晶焼鈍あるいは増窒素処理を施した鋼板は、その後、焼鈍分離剤を塗布し、仕上焼鈍を行う。上記、焼鈍分離剤は、マグネシアを主体とするものであることが必要である。その理由は、地鉄中のS,Se等の不純物を除去するためであり、さらには、鋼板表面に、一度、フォルステライト被膜を形成させるのに必要なマグネシウムを供給するためでもある。つまり、本発明では、一度、鋼板表面を覆うようにフォルステライト被膜を形成させると共に、フォルステライトと地鉄との界面を平滑化することにより、仕上焼鈍の冷却過程においてフォルステライト被膜の剥離を起こさせる技術である。上記、フォルステライト被膜を形成するためのマグネシアには、従来公知のものを用いることができる。
仕上焼鈍に用いるマグネシアを主剤とする焼鈍分離剤には、マグネシア:100質量部に対して、塩素化合物(塩化物)を塩素換算(塩素元素の質量換算)で0.1〜10質量部添加する必要がある。塩化物を添加する目的は、フォルステライトと地鉄との界面を平滑化するためであり、上記範囲よりも少なくても、また多過ぎても、フォルステライトと地鉄との界面が粗くなり、仕上焼鈍冷却時におけるフォルステライトの剥離が困難になる。
ここで、本発明における最も重要な要件である、焼鈍分離剤スラリーの調整方法について説明する。
まず、塩化物が水可溶性の場合には、水に溶解した状態、すなわち、塩化物溶液の状態として焼鈍分離剤のスラリー中に添加する必要がある。というのは、マグネシアのスラリーにおいては、水分子がマグネシアの水和に関与しているため、溶解度が比較的大きい塩化物でも、特に、混合・攪拌の時間が短い場合は溶解せずに粒子として存在する場合があり、このような場合には、仕上焼鈍の昇温過程で、上記未溶解粒子が存在する部分のフォルステライト被膜が地鉄に食い込むような形で形成され、地鉄表面が平滑にならないからである。よって、水可溶性塩化物と言えども、水にいったん溶解させて得られた水溶液を用いて、前記塩化物を添加する必要がある。
まず、塩化物が水可溶性の場合には、水に溶解した状態、すなわち、塩化物溶液の状態として焼鈍分離剤のスラリー中に添加する必要がある。というのは、マグネシアのスラリーにおいては、水分子がマグネシアの水和に関与しているため、溶解度が比較的大きい塩化物でも、特に、混合・攪拌の時間が短い場合は溶解せずに粒子として存在する場合があり、このような場合には、仕上焼鈍の昇温過程で、上記未溶解粒子が存在する部分のフォルステライト被膜が地鉄に食い込むような形で形成され、地鉄表面が平滑にならないからである。よって、水可溶性塩化物と言えども、水にいったん溶解させて得られた水溶液を用いて、前記塩化物を添加する必要がある。
一方、塩化物が水不溶性の場合には、累積90%粒径が20μm以下の塩化物粒子を用いてスラリー中に前記塩化物を含有させる必要がある。塩化物中に20μmを超える粒子が多く含まれていると、未溶解粒子と同様に、仕上焼鈍の昇温過程で、この粗大粒子が存在する部分のフォルステライト被膜が地鉄に食い込むような形で形成され、地鉄表面が平滑にならない。この問題は、水不溶性塩化物の90%粒径を20μm以下にすることにより回避し、全体に均一で平滑な地鉄界面を得ることができる。ここで上記累積90%粒径とは、粒度分布を百分率で表し、粒径の小さい方から累積していったときに、累積重量が90%となるところの粒径のことを意味する。
また、焼鈍分離剤に添加する塩化物として、前記水可溶性塩化物と水不溶性塩化物を併用してもよい。この場合には、水可溶性塩化物は、一旦、水に溶解させた塩化物溶液として、また、水不溶性塩化物は、累積90%粒径が20μm以下の塩化物粒子として焼鈍分離剤のスラリー調製に用いることが必要である。
また、焼鈍分離剤に添加する塩化物として、Sn塩化物および/またはSb塩化物を用いる場合には、これら塩化物は、流速0.2m/s以上で攪拌とした水またはスラリー中に投入する必要がある。その理由は、これらの塩化物を水またはマグネシアの水スラリーに添加し、十分に攪拌・混合すると、例えば下記式;
SnCl2 + H2O → HCl +Sn(OH)Cl
SbCl3 + H2O → 2HCl +SbOCl
のように加水分解が進行し、塩化水素と粒径10μm以下の微細な水不溶性のオキシ塩化物とに分解され、さらに発生した塩化水素は、マグネシアと反応して水溶性の塩化マグネシウムとなって均質にスラリー中に拡散する。しかし、水またはスラリーの攪拌が弱い状態では、上記オキシ塩化物の粒子は、20μm以上に成長しやすく、そのため、上記水不溶性塩化物の場合と同様に、部分的なフォルステライトの地鉄界面への食い込みが発生するようになるからである。従って、Sn塩化物やSb塩化物は、十分に攪拌している状態の水または水スラリー中に添加する必要がある。ここで、十分に攪拌した状態とは、水または水スラリーが流速で0.2m/s以上で攪拌されている状態を意味し、これよりも流速が遅い攪拌では、20μmを超える水不溶性の粒子が形成されやすい。よって、Sn塩化物および/またはSb塩化物を焼鈍分離剤に添加する塩化物として使用する時は、流速0.2m/s以上で攪拌とした水中にそれらの塩化物を投入した分散体を用いて焼鈍分離剤のスラリーを調製するか、もしくは、前記の流速としたマグネシアのスラリー中にそれらの塩化物を投入して焼鈍分離剤スラリーを調製する必要がある。
SnCl2 + H2O → HCl +Sn(OH)Cl
SbCl3 + H2O → 2HCl +SbOCl
のように加水分解が進行し、塩化水素と粒径10μm以下の微細な水不溶性のオキシ塩化物とに分解され、さらに発生した塩化水素は、マグネシアと反応して水溶性の塩化マグネシウムとなって均質にスラリー中に拡散する。しかし、水またはスラリーの攪拌が弱い状態では、上記オキシ塩化物の粒子は、20μm以上に成長しやすく、そのため、上記水不溶性塩化物の場合と同様に、部分的なフォルステライトの地鉄界面への食い込みが発生するようになるからである。従って、Sn塩化物やSb塩化物は、十分に攪拌している状態の水または水スラリー中に添加する必要がある。ここで、十分に攪拌した状態とは、水または水スラリーが流速で0.2m/s以上で攪拌されている状態を意味し、これよりも流速が遅い攪拌では、20μmを超える水不溶性の粒子が形成されやすい。よって、Sn塩化物および/またはSb塩化物を焼鈍分離剤に添加する塩化物として使用する時は、流速0.2m/s以上で攪拌とした水中にそれらの塩化物を投入した分散体を用いて焼鈍分離剤のスラリーを調製するか、もしくは、前記の流速としたマグネシアのスラリー中にそれらの塩化物を投入して焼鈍分離剤スラリーを調製する必要がある。
なお、このようにして調製したマグネシアと塩化物からなる焼鈍分離剤スラリーには、さらに地鉄とフォルステライトの界面を平滑にするために、アルカリ金属やアルカリ土類金属、B,Sb,Sn,Bi,Pb,Ti,Mn,Cr等の酸化物、窒化物、硫酸塩、硝酸塩および水酸化物を適宜添加してもよい。
C:0.06mass%、Si:3.3mass%、Mn:0.09mass%、S:0.003mas%、Se:0.02mass%、Al:0.02mass%、N:0.01mass%、Sb:0.03mass%およびCu:0.1mass%を含み、残部がFeおよび不可避的不純物からなる鋼スラブを、1380℃に加熱し、熱間圧延して厚さ2.0mmの熱延板とし、熱延板焼鈍を施した。その後、この熱延板を、冷間圧延、中間焼鈍、210℃での温間圧延を行い、板厚0.22mmの冷延鋼板とし、引き続き、脱炭焼鈍を兼ねた一次再結晶焼鈍を施した。さらに、この一次再結晶焼鈍後の鋼板に、表1に示した各種の塩化物を添加して、マグネシアを主とする焼鈍分離剤のスラリーを調製し、このスラリーを目付量13g/m2に設定して鋼板表面に塗布し、乾燥した。ここで、上記スラリーの調製方法は、塩化物が水可溶性の場合は、表1のNo.1〜5の方法で、塩化物を焼鈍分離剤スラリー中に添加した。また、塩化物が水不溶性の場合は、塩化物の累積90%粒径が、表1のNo.6〜11に示した値となるように調整した塩化物粒子をマグネシアに添加し、水スラリーとした。
焼鈍分離剤を塗布・乾燥した鋼板は、その後、コイル状に巻き取った後、800℃までをN2雰囲気で平均50℃/hで、800〜1000℃をN2雰囲気で平均10℃/hで、さらに、1000〜1200℃をH2雰囲気で平均15℃/hで昇温し、1200℃で6h保持するパターンの仕上焼鈍を行い、その後、冷却してフォルステライト被膜の無い方向性電磁鋼板を得た。かくして得られた方向性電磁綱板を、水洗およびリン酸酸洗によって表面を洗浄し、さらに、8MPaの張力を加えながら3vol%のH2を含むN2雰囲気中で、820℃×20秒間保持する平坦化焼鈍を行った。このようにして得た鋼帯から、磁気測定用の試料を採取し、歪取り焼鈍を行ってから、1.7T、50Hzにおける履歴損を、エプスタイン枠を使った直流磁化測定によって測定した。
これらの測定結果を表1中に併記して示した。なお、参考例として塩化物を添加しない場合についても測定を行い、表1のNo.12に示した。この表1の結果から、本発明の条件に適合する条件(No.1,2およびのNo.6〜9)においては、履歴損が塩化物を添加しない参考例と比較して、0.1W17/50/kg程度低減されていることがわかる。一方、本発明範囲外であるNo.3〜5、10および11では、十分な鉄損低減効果が得られていない。なお、水不溶性塩化物の粒径と、履歴損の関係を図1に示した。
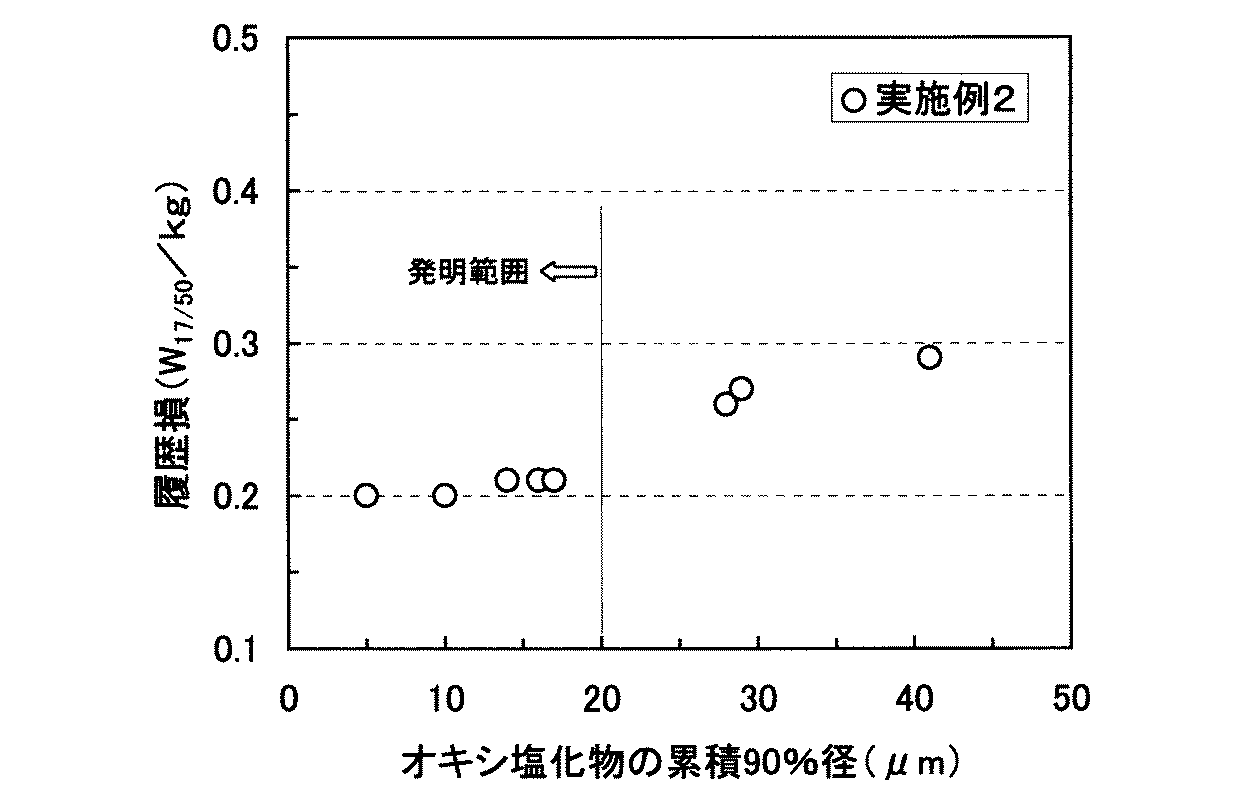
C:0.06mass%、Si:3.3mass%、Mn:0.09mass%、S:0.003mass%、Se:0.02mass%、Al:0.02mass%、N:0.01mass%、Sb:0.03mass%およびCu:0.1mass%を含み、残部がFeおよび不可避的不純物からなる鋼スラブを1380℃に加熱し、熱間圧延し、板厚2.0mmの熱延板とし、熱延板焼鈍を施した後、この熱延板を、冷間圧延、中間焼鈍、210℃での温間圧延を行い、板厚0.22mmの冷延鋼板とし、引き続き、脱炭焼鈍を兼ねた一次再結晶焼鈍を施した。その後、この鋼板に、マグネシア100質量部に対して、SnCl2・2H2OまたはSbCl3をそれぞれ塩素換算で2質量部添加し、水スラリーとした焼鈍分離剤を、目付量13g/m2で塗布し、乾燥した。ここで、SnCl2・2H2O、SbCl3は90%粒径が1mm以上の粗粒を用い、上記水スラリーの調製方法は、表2の各種条件で行った。さらにこの鋼板を、コイル状に巻き取った後、800℃までをN2雰囲気で平均50℃/hで、800〜1000℃をN2雰囲気で平均10℃/hで、1000〜1200℃をH2雰囲気で平均15℃/hで昇温し、1200℃×6h保持するパターンの仕上焼鈍を行い、冷却してフォルステライト被膜の無い方向性電磁鋼板を得た。その後、この方向性電磁鋼板を、水洗およびリン酸酸洗によって表面洗浄し、さらに8MPaの張力を加えながら3vol%のH2を含むN2雰囲気中で、820℃×20秒間保持する平坦化焼鈍を行った。
かくして得られた鋼帯から、磁気測定用の試料を採取し、歪取り焼鈍を行ってから1.7T、50Hzにおける履歴損を、エプスタイン枠を使った直流磁化測定によって測定した。また、スラリーを水で希釈して乾燥した後、走査型電子顕微鏡で粒径を観察し、Sn,Sbのオキシ塩化物の粒径分布を測定した。測定結果を表2に併記して示す。また、オキシ塩化物の粒径と履歴損の関係を図2に示した。表2から、本発明に従いSn塩化物またはSb塩化物を、流速0.2m/s以上で攪拌した状態において添加した場合(No.13〜17)には、生成するオキシ塩化物の粒径を20μm以下に抑制することができるため、塩化物を無添加の場合(表1のNo.12)の履歴損と比較し、大きく低減できることがわかる。一方、流速0.2m/s以上で攪拌した状態で、Sn塩化物またはSb塩化物を添加した場合には、オキシ塩化物の粒径を小さく制御できないため、履歴損の低減効果は小さい。
Claims (7)
- マグネシア100質量部に対して、塩素換算で0.1〜10質量部の水可溶性塩化物を含む焼鈍分離剤のスラリーを調製する方法において、前記水可溶性塩化物を水に溶解させて得た水可溶性塩化物溶液を用いることを特徴とする方向性電磁鋼板用焼鈍分離剤スラリーの調製方法。
- マグネシア100質量部に対して、塩素換算で0.1〜10質量部の水不溶性塩化物を含む焼鈍分離剤のスラリーを調製する方法において、前記水不溶性塩化物として、累積90%径が20μm以下である塩化物粒子を用いることを特徴とする方向性電磁鋼板用焼鈍分離剤スラリーの調製方法。
- マグネシア100質量部に対して、塩素換算で0.1〜10質量部の塩化物を含有させてなる焼鈍分離剤のスラリーを調製する方法において、水可溶性塩化物を水に溶解させて得た水可溶性塩化物溶液および累積90%径が20μm以下である水不溶性塩化物粒子を用いることを特徴とする方向性電磁鋼板用焼鈍分離剤スラリーの調製方法。
- マグネシア100質量部に対して、塩素換算で0.1〜10質量部のSn塩化物および/またはSb塩化物を含む焼鈍分離剤のスラリーを調製する方法において、前記塩化物を流速0.2m/s以上で攪拌された水中に投入して生成される塩化物溶液および塩化物分散体の混合液を用いることを特徴とする方向性電磁鋼板用焼鈍分離剤スラリーの調製方法。
- マグネシア100質量部に対して、塩素換算で0.1〜10質量部のSn塩化物および/またはSb塩化物を含む焼鈍分離剤のスラリーを調製する方法において、前記塩化物とマグネシアの混合物を流速0.2m/s以上で攪拌された水中に投入することを特徴とする方向性電磁鋼板用焼鈍分離剤スラリーの調製方法。
- マグネシア100質量部に対して、塩素換算で0.1〜10質量部のSn塩化物および/またはSb塩化物を含む焼鈍分離剤のスラリーを調製する方法において、前記塩化物を流速0.2m/s以上で攪拌されたマグネシアのスラリー中に投入することを特徴とする方向性電磁鋼板用焼鈍分離剤スラリーの調製方法。
- 鋼スラブを熱間圧延し、冷間圧延し、その後、脱炭焼鈍して得た鋼板の表面に焼鈍分離剤スラリーを塗布し、仕上焼鈍する一連の工程を経て方向性電磁鋼板の製造方法において、前記焼鈍分離剤スラリーとして、請求項1から6のいずれか1項に記載の方法で調整された焼鈍分離剤スラリーを用いることを特徴とする方向性電磁鋼板の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004105236A JP2005290445A (ja) | 2004-03-31 | 2004-03-31 | 焼鈍分離剤スラリーの調製方法と方向性電磁鋼板の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2004105236A JP2005290445A (ja) | 2004-03-31 | 2004-03-31 | 焼鈍分離剤スラリーの調製方法と方向性電磁鋼板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005290445A true JP2005290445A (ja) | 2005-10-20 |
Family
ID=35323713
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004105236A Pending JP2005290445A (ja) | 2004-03-31 | 2004-03-31 | 焼鈍分離剤スラリーの調製方法と方向性電磁鋼板の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005290445A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014196536A (ja) * | 2013-03-29 | 2014-10-16 | Jfeスチール株式会社 | 方向性電磁鋼板の平坦化焼鈍方法および製造方法 |
| CN104884646A (zh) * | 2012-12-28 | 2015-09-02 | Posco公司 | 取向电工钢板及其制造方法 |
| CN113166832A (zh) * | 2018-09-27 | 2021-07-23 | Posco公司 | 取向电工钢板用退火隔离剂组合物、取向电工钢板及其制造方法 |
-
2004
- 2004-03-31 JP JP2004105236A patent/JP2005290445A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104884646A (zh) * | 2012-12-28 | 2015-09-02 | Posco公司 | 取向电工钢板及其制造方法 |
| JP2016513358A (ja) * | 2012-12-28 | 2016-05-12 | ポスコ | 方向性電気鋼板およびその製造方法 |
| US10023932B2 (en) | 2012-12-28 | 2018-07-17 | Posco | Grain-oriented electrical steel sheet, and method for manufacturing the same |
| JP2014196536A (ja) * | 2013-03-29 | 2014-10-16 | Jfeスチール株式会社 | 方向性電磁鋼板の平坦化焼鈍方法および製造方法 |
| CN113166832A (zh) * | 2018-09-27 | 2021-07-23 | Posco公司 | 取向电工钢板用退火隔离剂组合物、取向电工钢板及其制造方法 |
| US11685962B2 (en) | 2018-09-27 | 2023-06-27 | Posco Co., Ltd | Annealing separator composition for grain-oriented electrical steel sheet, grain-oriented electrical steel sheet, and method for manufacturing grain-oriented electrical steel sheet |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2532786C2 (ru) | Способ производства нетекстурированной электротехнической стали с высокими магнитными свойствами | |
| CN104136637B (zh) | 无取向性电磁钢板的制造方法 | |
| JP5930120B2 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| CN107614725B (zh) | 取向性电磁钢板及其制造方法 | |
| EP2940170B1 (en) | Grain oriented electrical steel sheet having excellent core loss, and method for manufacturing same | |
| JP5760590B2 (ja) | 方向性電磁鋼板の製造方法 | |
| WO2014017591A1 (ja) | 方向性電磁鋼板の製造方法 | |
| JP6763148B2 (ja) | 無方向性電磁鋼板 | |
| KR101696627B1 (ko) | 방향성 전기강판용 소둔 분리제 조성물, 및 이를 이용한 방향성 전기강판의 제조방법 | |
| JP6586815B2 (ja) | 鉄損に優れた無方向性電磁鋼板およびその製造方法 | |
| JP5696404B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP5263012B2 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| JP5526609B2 (ja) | 磁束密度の良好な方向性電磁鋼板の製造方法 | |
| CN110114488A (zh) | 再利用性优良的无取向性电磁钢板 | |
| JP4280004B2 (ja) | 鉄損および磁束密度が極めて優れたセミプロセス無方向性電磁鋼板およびその製造方法 | |
| JPWO2020149351A1 (ja) | 方向性電磁鋼板の製造方法 | |
| CN100549206C (zh) | 轧制方向的磁特性优良的无取向电磁钢板及其制造方法 | |
| JP3921806B2 (ja) | 方向性珪素鋼板の製造方法 | |
| JP2005290445A (ja) | 焼鈍分離剤スラリーの調製方法と方向性電磁鋼板の製造方法 | |
| JP2005002401A (ja) | 無方向性電磁鋼板の製造方法 | |
| JP4205816B2 (ja) | 磁束密度の高い一方向性電磁鋼板の製造方法 | |
| CN109312415A (zh) | 退火隔离剂组合物、它的制备方法以及利用它的取向电工钢板的制备方法 | |
| JP5857983B2 (ja) | 方向性電磁鋼板の製造方法および焼鈍分離剤用MgO | |
| JP4239456B2 (ja) | 方向性電磁鋼板の製造方法 | |
| JP2002356752A (ja) | 鉄損および磁束密度が極めて優れた無方向性電磁鋼板およびその製造方法 |