JP2005155459A - 圧縮機 - Google Patents
圧縮機 Download PDFInfo
- Publication number
- JP2005155459A JP2005155459A JP2003395544A JP2003395544A JP2005155459A JP 2005155459 A JP2005155459 A JP 2005155459A JP 2003395544 A JP2003395544 A JP 2003395544A JP 2003395544 A JP2003395544 A JP 2003395544A JP 2005155459 A JP2005155459 A JP 2005155459A
- Authority
- JP
- Japan
- Prior art keywords
- hard coating
- vane
- roller
- compressor
- refrigerant
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Abstract
【解決手段】 密閉容器内に圧縮要素を備えて潤滑油にて摺動部分の潤滑を行い、冷媒を圧縮する圧縮機であって、
前記摺動部分に、混在硬質被膜を有し、
前記混在硬質被膜が、Crと、Ti、Zr、V、Moからなる群から選択される1以上の金属と、を所定の比率で含有する窒化物からなることを特徴とする圧縮機である。
【選択図】 図1
Description
一方、オゾン層破壊等の環境問題を考慮して、従来から使用されてきたジクロロジフルオロメタンやクロロジフルオロメタン等の含塩素冷媒から、塩素を含まないR134a、R410AのHFC系冷媒や、炭化水素等の冷媒への変更が検討され順次実現されている。
また、HFC系冷媒等に対して使用される潤滑油としては、これらと相溶性のあるエステル系油、エーテル系油、それらの混合油などがある。
また、鋼製品に対する表面硬化処理として、硬質クロムめっきや物理蒸着法(PVD法)等の硬質被膜コーティングも行われている。
また、CrNコーティング処理等の硬質被膜コーティングの場合は、被膜が運転中に剥離する問題や更なる高耐力の要求の問題があった。そのため、これらのベーンを備えたロータリコンプレッサは長期に亘り高い信頼性を維持して運転することができない場合があった。
すなわち、本発明は、密閉容器内に圧縮要素を備えて潤滑油にて摺動部分の潤滑を行い、冷媒を圧縮する圧縮機であって、
前記摺動部分に、混在硬質被膜を有し、
前記混在硬質被膜が、Crと、Ti、Zr、V、Moからなる群から選択される1以上の金属と、を所定の比率で含有する窒化物からなることを特徴とする圧縮機である。
具体的には、回転圧縮機の一種であるロータリコンプレッサの場合、シリンダと、前記シリンダ内で偏心回転するローラと、前記ローラの偏心回転に伴って摺動するベーンと、潤滑油とを備え、冷媒を圧縮する圧縮機であって、
前記ベーンが、少なくともその先端摺動部分であって前記ローラとの接触部分に、混在硬質被膜を有し、
前記混在硬質被膜が、Crと、Ti、Zr、V、Moからなる群から選択される1以上の金属と、を所定の比率で含有する窒化物からなる圧縮機である。
また、密閉容器内に冷媒を圧縮する圧縮要素と潤滑油を備えた圧縮機であって、摺動部分に混在硬質被膜を有し、前記混在硬質被膜がCrNとTiNとからなり、前記TiNを3〜25質量%含有してなる圧縮機である。
また、ロータリコンプレッサの場合、圧縮要素は、シリンダと、前記シリンダ内で偏心回転するローラと、前記ローラの偏心回転に伴って摺動するベーンとを備えており、ベーン先端部分であって、且つローラと接触しない部分には混在硬質被膜を形成しない圧縮機である。
また、混在硬質被膜がCrNとTiNとからなり、前記TiNを3〜25質量%含有することにより、摺動部分での耐摩耗性の向上を図る事とができる。
更に、ベーン先端部分であって、且つローラと接触しない部分には混在硬質被膜を形成しない態様とした場合、ベーン側面がシリンダとの摺動により摩耗しても、混在硬質被膜の端部に達する事が無いので、混在硬質被膜の剥離を防止する事ができ、以って、製品の信頼性向上を図る事ができる。
ロータリコンプレッサ1は、円筒状の密閉容器10と、密閉容器10内に収容された電動機20及び圧縮要素30を備える。電動機20は、密閉容器10の内壁部に固定されたステータ22とロータ24とにより構成されている。ロータ24の中心に取り付けられた回転軸25は、圧縮要素30のローラ38に嵌合している。
この圧縮要素30は、上シリンダ31、下シリンダ32と、これら上下シリンダ31、32の上下の開口部を閉鎖する上部軸受33、下部軸受34と、前記上下シリンダ31、32間に介在する仕切板39と、上ローラ37および下ローラ38により構成されている。そして、上下ローラ37、38は、回転軸25の一部に偏心して設けられたクランク部26に嵌合している。
下シリンダ32には、冷媒の吸入口23および吐出口35が設けられており、下シリンダ32内にはリング状のローラ38が回転自在に位置している。ローラ38は、その内周面38bがクランク部26の外周面26aに接触し、ローラ38の外周面38aはシリンダ32の内周面32bに接触する。
シリンダ32には、ベーン40が摺動自在に往復動するベーンスロット41が形成され、ベーン40の後ろ(図面上、上方)に設けられた付勢部材、例えばバネ42の付勢力により、ベーン40の先端部分40aがローラ38の外周面38aに押し付けられる事となる。このようにベーン40をローラ38に向けて付勢し、また、ベーン40の背面に圧縮された冷媒を導入することにより、ベーン先端部分40aとローラ38との接触が確実となり、ベーン40による圧縮漏れを極力防止できる。そして、これらベーン40、ローラ38、シリンダ32、下部軸受34、仕切板39にて圧縮室50が画成される。
ここで、θは図6に示すように、ベーン40の中心線からローラ38とシリンダ32の接触部分までの角度を示している。
具体的には、図5において、未形成領域40eの幅X(稜線から硬質被膜40cの端部までの距離)は、10〜500μmとすることが好ましく、当該範囲とすることで、硬質被膜40cの耐磨耗性の発現を効果的なものとしながら、混在硬質被膜の剥離を防止することができる。
混在硬質被膜は、Crと、Ti、Zr、V、Moからなる群から選択される1以上の金属とを所定の比率で含有する窒化物からなる。
特に耐摩耗性及び密着性を考慮すると、混在硬質被膜がCrNとTiNとからなり、混在硬質被膜中にTiNが3〜25質量%含有されてなることが好ましい。
なお、以下、「先端部分」という場合は、少なくともローラ38との接触部分を含む領域をいう。
図8の場合、図面上、硬質被膜40cの左右両側に形成される傾斜面上に、この傾斜にあわせて窒化層40dが形成されるため、窒化層40dにより硬質被膜40cの剥離が抑えられ、硬質被膜40cの剥離の更なる防止効果を奏する。
また、図9に示す如く、ベーン40の全面に窒化層40dを形成した後、更にベーン40全面に硬質被膜40cを形成しても良い。この場合、ベーン40先端部分40aの耐摩耗性の向上を図ると共に、ベーン40のベーンスロット41との摺動部分も耐摩耗性の向上を図る事ができ、以って、ベーン40の耐久性向上を図る事ができる。
窒化層を例えばガス窒化法で形成する場合、その条件としては、処理温度480℃、保持時間3Hr、アンモニアガス流量6m3/Hr、窒素と硫化水素混合ガス1L/minとする事が好ましい。この窒化層40dの厚さは20〜100μmの範囲とし、好ましくは30〜40μmとする。
PVD法による硬質被膜の形成は、例えば、イオンプレーティング法によって温度400℃、圧力3.99Pa、バイアス30Vでイオンプレーティング被膜を形成することができる。即ち、窒素等の反応ガス中にCr、Tiを蒸発させ、気相状態でイオン化して、マイナスにバイアスされた母材40b表面に反応ガスと蒸発物質イオンとの反応生成物であるCrN型窒化クロムとTiN型窒化チタンとの混合物からなるイオンプレーティング被膜を形成することができる。
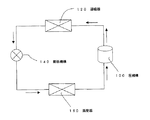
例えば、冷蔵庫などに用いられる冷凍サイクルは、図10に示す如く、冷媒としてHFC系冷媒を用い、圧縮機100、凝縮器120、膨張機構140、蒸発器160とを環状に配管接続して構成されるものである。
そして、図示しないが、冷蔵庫は、断熱箱体にて被冷却物を貯蔵する庫内を画成し、この断熱箱体の外側に、前記圧縮機100及び凝縮器120、膨張機構140、例えば膨張弁やキャピラリーチューブなどを収納する機械室が形成されているものである。尚、前記蒸発器160は、断熱箱体内の適所に配置されている。
一方、冷媒として、炭酸ガス冷媒を使用する場合、本発明のロータリコンプレッサ1に用いる潤滑油の基油は、40℃における動粘度が、20〜120mm2/sであることが好ましい。これは、動粘度が20mm2/s未満あるいは120mm2/sを超えると潤滑特性やオイル戻りが不適となる恐れがあり好ましくない。
更には、40℃における動粘度を32〜110mm2/sとする事がより好ましい。
この0.1質量%未満であるとリン酸エステル系耐摩耗剤によるリン酸被膜がうまく生成されないため、潤滑性が低下し、境界潤滑域で摩耗が起こるとともに基油の劣化が生じることがある。2.0質量%を超えるとリン酸エステル系耐摩耗剤による腐食摩耗が生じるとともにリン酸エステル系耐摩耗剤の分解物が基油に悪影響を及ぼし基油の劣化を促進することがある。
この0.01重量%未満であるとエポキシ化合物、カルボジイミド化合物の添加効果が現れないため、熱化学的安定性が劣ることがある。この10重量%を超えると、スラッジ化して堆積する恐れがある。
本発明の一態様であるロータリコンプレッサに使用されるベーンについて、その有効性を以下に示す実験例1〜3および比較実験例1,2により説明する。
PVD法による硬質被膜の形成は、イオンプレーティング法によって温度400℃、圧力3.99Pa、バイアス30Vで行った。即ち、窒素等の反応ガス中にCr、Tiを蒸発させ、気相状態でイオン化して、マイナスにバイアスされた母材表面に反応ガスと蒸発物質イオンとの反応生成物であるCrN型窒化クロムとTiN型窒化チタンとの混合物からなる硬質混在被膜を形成した。また、母材には高速度工具鋼(SKH51)を用いた。
実験例2では、硬質混在被膜を、CrN:TiNを95:5(質量比)とした以外は、比較実験例1と同様に形成したベーンを作製した。
実験例3では、硬質混在被膜のCrN:TiNを、97:3(質量比)とした以外は、比較実験例1と同様に形成したベーンを作製した。
PVDによる当該層の形成は、窒素等の反応ガス中にCrを蒸発させ、気相状態でイオン化して、マイナスにバイアスされた母材表面に反応ガスと蒸発物質イオンとの反応生成物であるCrN型窒化クロムとCr2N型窒化クロムとの混合物からなるイオンプレーティング被膜を形成した。
ここで、スクラッチ試験とは、コーティング試料の表面をダイヤモンド圧子で引っかき、コーティングの剥離荷重によって密着性を評価する方法である。また、アムスラー摩耗試験とは、大気中の雰囲気で、ローラにベーンを100kgfの荷重で押し付け、ローラとベーンとの接触部分に冷凍機油を給油しながら20時間続けて摩耗量を評価する方法である。
各実験例及び比較実験例に対しての密着性試験の結果は表1に示す通りである。また、アムスラー摩耗試験の結果は表2に示す通りである。

実験例2(CrN:TiNを95:5)の密着性では、比較実験例2の61Nに対して、67Nと良好な結果となり、更に摩耗試験でも、比較実験例2の固定片が0.31mm、回転片が2μmであるのに対して、実験例2では固定片が0.28mm、回転片が1μmと良好な結果が得られた。
また、実験例3(CrN:TiNを97:3)の密着性も、実験例2と同等の67Nと比較実験例2の61Nに対して良好な結果が得られた。また、摩耗試験では、実験例3同様、固定片が0.29mm、回転片が2μmと良好な結果が得られた。
この結果から、TiN含有量5%前後(4%〜6%)で、密着性、固定片及び回転片の耐摩耗性のいずれも向上すると言える。
尚、Tiに代えてZr、V、MoとCrとの混在硬質被膜であっても、CrN単独に比較して良好となる。
また、混在硬質被膜に代えて、傾斜硬質被膜や積層硬質被膜であっても良い。
以上、ロータリコンプレッサのベーンを用いて説明したが、他の摺動部分、例えば、図1に示すような回転軸25と上下部軸受33、34の摺動部分であっても良い。更に、本発明はスクロールコンプレッサの摺動部分に用いても良いし、レシプロコンプレッサの摺動部分に用いてもよい。
23…吸入口
35…吐出口
26…クランク部
38…ローラ
40…ベーン
40a…ベーン先端部分
40b…母材
40c…硬質被膜
40d…窒化層
Claims (3)
- 密閉容器内に圧縮要素を備えて潤滑油にて摺動部分の潤滑を行い、冷媒を圧縮する圧縮機であって、
前記摺動部分に、混在硬質被膜を有し、
前記混在硬質被膜が、Crと、Ti、Zr、V、Moからなる群から選択される1以上の金属と、を所定の比率で含有する窒化物からなることを特徴とする圧縮機。 - 前記摺動部分に混在硬質被膜を有し、前記混在硬質被膜がCrNとTiNとからなり、前記TiNを3〜25質量%含有してなることを特徴とする請求項1記載の圧縮機。
- 圧縮要素は、シリンダと、前記シリンダ内で偏心回転するローラと、前記ローラの偏心回転に伴って摺動するベーンとを備えており、ベーン先端部分であって、且つローラと接触しない部分には混在硬質被膜を形成しないことを特徴とする請求項1又は2記載の圧縮機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003395544A JP2005155459A (ja) | 2003-11-26 | 2003-11-26 | 圧縮機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003395544A JP2005155459A (ja) | 2003-11-26 | 2003-11-26 | 圧縮機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2005155459A true JP2005155459A (ja) | 2005-06-16 |
Family
ID=34721280
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003395544A Pending JP2005155459A (ja) | 2003-11-26 | 2003-11-26 | 圧縮機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2005155459A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007100517A (ja) * | 2005-09-30 | 2007-04-19 | Mitsubishi Electric Corp | 密閉形圧縮機 |
| WO2017138175A1 (ja) * | 2016-02-12 | 2017-08-17 | 東芝キヤリア株式会社 | 回転式圧縮機及び冷凍サイクル装置 |
| CN107288884A (zh) * | 2017-07-18 | 2017-10-24 | 宁波奇尘电子科技有限公司 | 一种旋转式制冷装置 |
| WO2024070280A1 (ja) * | 2022-09-29 | 2024-04-04 | 株式会社富士通ゼネラル | ベーンの製造方法、ベーン、及びベーンを備える圧縮機、及び冷凍サイクル装置 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58500172A (ja) * | 1981-01-29 | 1983-02-03 | フセソユズニイ ナウチノ−イスレドバテルスキイ インストルメンタルニイ インステイチユト | コーティングを有する金属切削工具 |
| JPS62188857A (ja) * | 1986-02-13 | 1987-08-18 | Riken Corp | ピストンリング |
| JPH04297568A (ja) * | 1991-03-27 | 1992-10-21 | Kobe Steel Ltd | 耐摩耗性のすぐれた表面被覆部材及び皮膜形成方法 |
| JPH07286589A (ja) * | 1994-04-18 | 1995-10-31 | Nippon Piston Ring Co Ltd | 圧縮機用摺動部材 |
| JPH07293463A (ja) * | 1994-04-20 | 1995-11-07 | Matsushita Refrig Co Ltd | 圧縮機 |
| JP2000054973A (ja) * | 1998-08-07 | 2000-02-22 | Toshiba Corp | ロータリコンプレッサ |
| JP2001090835A (ja) * | 1999-09-24 | 2001-04-03 | Teikoku Piston Ring Co Ltd | 硬質皮膜及びそれを被覆した摺動部材並びにその製造方法 |
-
2003
- 2003-11-26 JP JP2003395544A patent/JP2005155459A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58500172A (ja) * | 1981-01-29 | 1983-02-03 | フセソユズニイ ナウチノ−イスレドバテルスキイ インストルメンタルニイ インステイチユト | コーティングを有する金属切削工具 |
| JPS62188857A (ja) * | 1986-02-13 | 1987-08-18 | Riken Corp | ピストンリング |
| JPH04297568A (ja) * | 1991-03-27 | 1992-10-21 | Kobe Steel Ltd | 耐摩耗性のすぐれた表面被覆部材及び皮膜形成方法 |
| JPH07286589A (ja) * | 1994-04-18 | 1995-10-31 | Nippon Piston Ring Co Ltd | 圧縮機用摺動部材 |
| JPH07293463A (ja) * | 1994-04-20 | 1995-11-07 | Matsushita Refrig Co Ltd | 圧縮機 |
| JP2000054973A (ja) * | 1998-08-07 | 2000-02-22 | Toshiba Corp | ロータリコンプレッサ |
| JP2001090835A (ja) * | 1999-09-24 | 2001-04-03 | Teikoku Piston Ring Co Ltd | 硬質皮膜及びそれを被覆した摺動部材並びにその製造方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007100517A (ja) * | 2005-09-30 | 2007-04-19 | Mitsubishi Electric Corp | 密閉形圧縮機 |
| JP4616140B2 (ja) * | 2005-09-30 | 2011-01-19 | 三菱電機株式会社 | 密閉形圧縮機及び給湯機 |
| WO2017138175A1 (ja) * | 2016-02-12 | 2017-08-17 | 東芝キヤリア株式会社 | 回転式圧縮機及び冷凍サイクル装置 |
| CN107288884A (zh) * | 2017-07-18 | 2017-10-24 | 宁波奇尘电子科技有限公司 | 一种旋转式制冷装置 |
| WO2024070280A1 (ja) * | 2022-09-29 | 2024-04-04 | 株式会社富士通ゼネラル | ベーンの製造方法、ベーン、及びベーンを備える圧縮機、及び冷凍サイクル装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20120087822A1 (en) | Compressor | |
| JP2002242867A (ja) | 回転圧縮機 | |
| JP2005155461A (ja) | 圧縮機 | |
| JP2001263280A (ja) | 回転圧縮機 | |
| JP2005155460A (ja) | 圧縮機 | |
| CN1916419A (zh) | 压缩机 | |
| JP2005155459A (ja) | 圧縮機 | |
| JP2005155458A (ja) | 圧縮機 | |
| JPH0932776A (ja) | 密閉型圧縮機 | |
| JP2001271774A (ja) | 回転圧縮機 | |
| JPH0518357A (ja) | 冷媒圧縮機 | |
| JP2005155650A (ja) | 回転圧縮機 | |
| JP2005214038A (ja) | ロータリ圧縮機 | |
| JP2005207429A (ja) | 回転圧縮機 | |
| JP2004231987A (ja) | 窒化処理部品及び冷媒圧縮機及び冷凍空調装置 | |
| CN1916423A (zh) | 压缩机用叶轮 | |
| JP2005214210A (ja) | 回転圧縮機 | |
| JP2005214213A (ja) | 回転圧縮機 | |
| JP2005155649A (ja) | 回転圧縮機 | |
| JP2005195039A (ja) | 回転圧縮機 | |
| JPH07217568A (ja) | コンプレッサ | |
| JP2005220919A (ja) | 回転圧縮機 | |
| JP2005155653A (ja) | 回転圧縮機 | |
| JP2005155651A (ja) | 回転圧縮機 | |
| JP2005155652A (ja) | 回転圧縮機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20061005 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090331 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20090331 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090526 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20091201 |