JP2005073700A - フィルタ連続体を製造する方法と装置 - Google Patents
フィルタ連続体を製造する方法と装置 Download PDFInfo
- Publication number
- JP2005073700A JP2005073700A JP2004255483A JP2004255483A JP2005073700A JP 2005073700 A JP2005073700 A JP 2005073700A JP 2004255483 A JP2004255483 A JP 2004255483A JP 2004255483 A JP2004255483 A JP 2004255483A JP 2005073700 A JP2005073700 A JP 2005073700A
- Authority
- JP
- Japan
- Prior art keywords
- filter material
- type
- filter
- continuum
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES OF CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter tips or filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces of cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0229—Filter rod forming processes
- A24D3/0237—Filter rod forming processes by extrusion
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Filtering Materials (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Processing And Handling Of Plastics And Other Materials For Molding In General (AREA)
Abstract
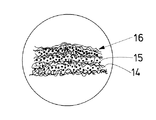
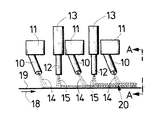
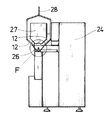
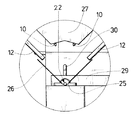
【解決手段】少なくとも1つのフィルタ材料14,15を含む、たばこ加工産業のフィルタ連続体を製造するための方法において、少なくとも1つの第1の種類のフィルタ材料14を溶融し、少なくとも1つの第1の種類のフィルタ材料14を少なくとも1個のノズル10から押出し、繊維の形をした少なくとも1つの第1の種類のフィルタ材料14を搬送要素19上に載せ、搬送要素19上のフィルタ材料14,15を成形装置22,22′を通って搬送することによってフィルタ連続体を成形する。たばこ加工作業のフィルタ連続体を製造するための装置において、少なくとも1個のノズル10が設けられ、少なくとも1つの第1の種類の液化されたまたは可塑性を与えられたフィルタ材料14がノズルを通って搬送要素19上にもたらされる。
【選択図】図1
Description
少なくとも1つの第1の種類のフィルタ材料を溶融し、
少なくとも1つの第1の種類のフィルタ材料を少なくとも1個のノズルから押出し、
繊維の形をした少なくとも1つの第1の種類のフィルタ材料を搬送要素上に載せ、
搬送要素上のフィルタ材料を成形装置を通って搬送することによってフィルタ連続体を成形する
を有することによって解決される。
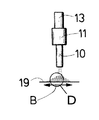
11 加熱硬化接着物質
12 供給管
13 顆粒貯蔵装置
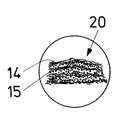
14 加熱硬化接着物質
15 顆粒
16 混合物
17 被覆材料
18 搬送方向
19 成形帯状体
20 フィルタ材料サンドイッチ
21,21′ 繊維フリース
22 成形部、加熱部分
22′ 成形部、冷却部分
23 継目
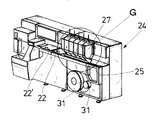
24 連続体形成機械
25 ガイド
26 ホッパー
27 スピナレット
28 顆粒供給部
29 成形カバー
30 取っ手
31 ボビン
B 幅
Claims (22)
- 少なくとも1つのフィルタ材料(14,15)を含む、たばこ加工産業のフィルタ連続体を製造するための方法において、次の方法ステップ
少なくとも1つの第1の種類のフィルタ材料(14)を溶融し、
少なくとも1つの第1の種類のフィルタ材料(14)を少なくとも1個のノズル(10)から押出し、
繊維の形をした少なくとも1つの第1の種類のフィルタ材料(14)を搬送要素(19)上に載せ、
搬送要素(19)上のフィルタ材料(14,15)を成形装置(22,22′)を通って搬送することによってフィルタ連続体を成形する
を有することを特徴とする方法。 - ペレット、顆粒および/または粉末の形をした少なくとも1つの第2の種類のフィルタ材料(15)が、少なくとも1個のノズル(10)からの押出しに続いて、少なくとも1つの第1の種類のフィルタ材料(14)に供給されることを特徴とする、請求項1記載の方法。
- 第1の種類のフィルタ材料(14)が第2の種類のフィルタ材料(15)を付着を可能にする時点で、少なくとも1つの第2の種類のフィルタ材料(15)が少なくとも1つの第1の種類のフィルタ材料(14)に供給されることを特徴とする、請求項2記載の方法。
- 少なくとも1つの第1の種類のフィルタ材料が、搬送要素(19)に載せられた被覆材料帯(17)上に載せられることを特徴とする、請求項1〜3のいずれか一つまたは複数に記載の方法。
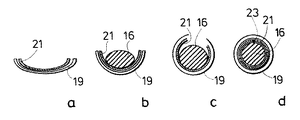
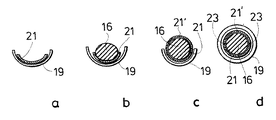
- 先ず最初に、少なくとも1つの第1の種類のフィルタ材料(14)の層(21)が載せられることを特徴とする、請求項1〜4のいずれか一つまたは複数に記載の方法。
- 続いて、他のフィルタ材料(14,15)が層(21)に載せられることを特徴とする、請求項5記載の方法。
- 他のフィルタ材料(14,15)の少なくとも一部が第2の種類のフィルタ材料(15)を含んでいることを特徴とする、請求項6記載の方法。
- 載せられた層(21)が他のフィルタ材料(14,15)の被覆のために充分な幅(B)を有することを特徴とする、請求項5〜7のいずれか一つまたは複数に記載の方法。
- 載せられた層(21)が成形装置内で、他のフィルタ材料(14,15)の周りに巻かれることを特徴とする、請求項8記載の方法。
- 続いて、少なくとも1つの第1の種類のフィルタ材料(14)の層(21′)が載せられ、それによって他のフィルタ材料(14,15)が層(21,21′)によってほぼ完全に被覆されることを特徴とする、請求項5〜7のいずれか一つまたは複数に記載の方法。
- 層(21,21′)が成形装置(22,22′)内で互いに連結されることを特徴とする、請求項10記載の方法。
- 少なくとも1つの第2の種類のフィルタ材料(15)が、少なくとも1個のノズル(10)から搬送要素(19)への途中で、少なくとも1個の第1の種類のフィルタ材料(14)に供給されることを特徴とする、請求項2〜11のいずれか一つまたは複数に記載の方法。
- 第1の種類のフィルタ材料(14)が搬送要素(19)に載せられた後で、少なくとも1つの第2の種類のフィルタ材料(15)が少なくとも1つの第1の種類のフィルタ材料(14)に供給されることを特徴とする、請求項2〜12のいずれか一つまたは複数に記載の方法。
- 第1および/または第2の種類のフィルタ材料(14,15)が搬送要素(19)の搬送方向(18)に並んで幾つも載せられることを特徴とする、請求項13記載の方法。
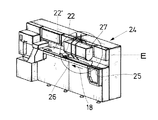
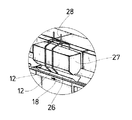
- フィルタ材料(14,15)を載せることができる搬送要素(19)と、フィルタ材料からフィルタ連続体を形成するための連続体形成装置(22,22′)とを備え、搬送要素(19)が連続体形成装置(22,22′)に延びている、たばこ加工作業のフィルタ連続体を製造するための装置において、少なくとも1個のノズル(10)が設けられ、少なくとも1つの第1の種類の液化されたまたは可塑性を与えられたフィルタ材料(14)がノズルを通って搬送要素(19)上にもたらされることを特徴とする装置。
- 搬送要素(19)とフィルタ材料(14,15)の間に、被覆材料帯(17)が配置されていることを特徴とする、請求項15記載の装置。
- それぞれ1対のノズル(10)が部分的に互いに向き合うように配置されていることを特徴とする、請求項15および/または16記載の装置。
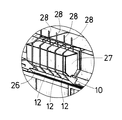
- 複数のノズル(10)が搬送要素(19)の搬送方向に並べて設けられていることを特徴とする、請求項15〜17のいずれか一つまたは複数に記載の装置。
- 少なくとも1つの第2の種類のフィルタ材料(15)のための少なくとも1個の供給装置(12,28)が設けられていることを特徴とする、請求項15〜18のいずれか一つまたは複数に記載の装置。
- ノズル(10)から出る、少なくとも1つの第1の種類のフィルタ材料(14)の噴流に、第2の種類のフィルタ材料(15)を供給するように、第2の種類のフィルタ材料(15)が形成されていることを特徴とする、請求項19記載の装置。
- 連続体成形装置(22,22′)の少なくとも一部が加熱および/または冷却可能であることを特徴とする、請求項15〜20のいずれか一つまたは複数に記載の装置。
- 請求項1〜14いずれか一つに記載の方法を含む、紙巻きたばこ用フィルタを製造するための方法において、紙巻きたばこ用フィルタがフィルタ連続体から切断されることを特徴とする方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP03019976 | 2003-09-03 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005073700A true JP2005073700A (ja) | 2005-03-24 |
| JP4512453B2 JP4512453B2 (ja) | 2010-07-28 |
Family
ID=34203228
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004255483A Expired - Fee Related JP4512453B2 (ja) | 2003-09-03 | 2004-09-02 | フィルタ連続体を製造する方法と装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US7300394B2 (ja) |
| JP (1) | JP4512453B2 (ja) |
| CN (1) | CN1589688B (ja) |
| AT (1) | ATE361004T1 (ja) |
| DE (1) | DE502004003664D1 (ja) |
Families Citing this family (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006092880A1 (ja) * | 2005-03-02 | 2006-09-08 | Japan Tobacco Inc. | シガレット製造装置 |
| JP4588067B2 (ja) * | 2005-03-02 | 2010-11-24 | 日本たばこ産業株式会社 | シガレット製造装置 |
| US10188140B2 (en) | 2005-08-01 | 2019-01-29 | R.J. Reynolds Tobacco Company | Smoking article |
| US20070215167A1 (en) * | 2006-03-16 | 2007-09-20 | Evon Llewellyn Crooks | Smoking article |
| US7479098B2 (en) | 2005-09-23 | 2009-01-20 | R. J. Reynolds Tobacco Company | Equipment for insertion of objects into smoking articles |
| US9220301B2 (en) | 2006-03-16 | 2015-12-29 | R.J. Reynolds Tobacco Company | Smoking article |
| GB2461452B (en) | 2007-03-23 | 2011-10-26 | Otis Elevator Co | Electromagnetic coupling with a slider layer |
| US8186360B2 (en) * | 2007-04-04 | 2012-05-29 | R.J. Reynolds Tobacco Company | Cigarette comprising dark air-cured tobacco |
| DE102008024553A1 (de) * | 2008-05-21 | 2009-12-03 | Hauni Maschinenbau Aktiengesellschaft | Vorrichtung zum Einbringen von Additiven in einen zur Herstellung eines Rauchartikels vorgesehenen und bereits rundgeformten Strang |
| US8613284B2 (en) | 2008-05-21 | 2013-12-24 | R.J. Reynolds Tobacco Company | Cigarette filter comprising a degradable fiber |
| US8375958B2 (en) * | 2008-05-21 | 2013-02-19 | R.J. Reynolds Tobacco Company | Cigarette filter comprising a carbonaceous fiber |
| US8079369B2 (en) | 2008-05-21 | 2011-12-20 | R.J. Reynolds Tobacco Company | Method of forming a cigarette filter rod member |
| WO2009143338A2 (en) | 2008-05-21 | 2009-11-26 | R.J. Reynolds Tobacco Company | Apparatus and associated method for forming a filter component of a smoking article and smoking articles made therefrom |
| US8119555B2 (en) * | 2008-11-20 | 2012-02-21 | R. J. Reynolds Tobacco Company | Carbonaceous material having modified pore structure |
| US8511319B2 (en) * | 2008-11-20 | 2013-08-20 | R. J. Reynolds Tobacco Company | Adsorbent material impregnated with metal oxide component |
| US20110271968A1 (en) | 2010-05-07 | 2011-11-10 | Carolyn Rierson Carpenter | Filtered Cigarette With Modifiable Sensory Characteristics |
| GB201007946D0 (en) * | 2010-05-12 | 2010-06-30 | British American Tobacco Co | Filter additive |
| US8720450B2 (en) | 2010-07-30 | 2014-05-13 | R.J. Reynolds Tobacco Company | Filter element comprising multifunctional fibrous smoke-altering material |
| KR101314491B1 (ko) | 2011-10-05 | 2013-10-07 | 웅진케미칼 주식회사 | 다공성 금속 중공사 여과재를 포함하는 플라스틱 필터 하우징의 제조방법 |
| CN104256891B (zh) * | 2014-08-11 | 2017-12-01 | 浙江中烟工业有限责任公司 | 一种具有o型截面的降焦卷烟滤棒用混合单旦丝束及其制备方法和应用 |
| US10512286B2 (en) | 2017-10-19 | 2019-12-24 | Rai Strategic Holdings, Inc. | Colorimetric aerosol and gas detection for aerosol delivery device |
| BR112022006432A2 (pt) | 2019-10-09 | 2022-06-28 | Philip Morris Products Sa | Método e aparelho para moldagem de um material de rede contínua em uma coluna |
| KR102445429B1 (ko) * | 2019-11-20 | 2022-09-20 | 주식회사 케이티앤지 | 에어로졸 생성 로드를 제조하는 방법 및 장치와, 상기 방법 및 장치에 의해 제조되는 에어로졸 생성 로드를 포함하는 에어로졸 생성 물품 |
| IT202000003952A1 (it) * | 2020-02-26 | 2021-08-26 | Gd Spa | Macchina e metodo per la realizzazione di un tubolare continuo da materiale in nastro |
| US11812779B2 (en) * | 2022-04-11 | 2023-11-14 | China Tobacco Yunnan Industrial Co., Ltd. | Device for forming a multi-flavor composite structure filter rod in one step and a method thereof using the device |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3704192A (en) * | 1966-09-21 | 1972-11-28 | Celanese Corp | Process of making tobacco smoke filters from extruded polymer and binder |
| JPS58111675A (ja) * | 1981-09-25 | 1983-07-02 | モリンス・ピ−エルシ− | 合成フイルタ棒の製造方法および装置 |
| JPS63291567A (ja) * | 1986-11-29 | 1988-11-29 | ロデイア・アクチエンゲゼルシヤフト | タバコ煙濾過用棒状体の製造法及び製造装置 |
| JPH02200174A (ja) * | 1988-10-12 | 1990-08-08 | Rothmans Internatl Tobacco Uk Ltd | 紙巻きたばこのフィルターロッド部材およびその部材を用いた紙巻きたばこ |
| JPH0776053A (ja) * | 1993-09-08 | 1995-03-20 | Toray Ind Inc | 複合メルトブローシートおよびその製造方法およびフィルターユニット |
| JPH08187074A (ja) * | 1995-01-11 | 1996-07-23 | Daicel Chem Ind Ltd | フィルター材料およびその製造方法 |
| JP2001327815A (ja) * | 2000-05-19 | 2001-11-27 | Japan Vilene Co Ltd | 筒状フィルタ |
| JP2002503773A (ja) * | 1998-02-18 | 2002-02-05 | フィルトロナ、リッチモンド、インコーポレーテッド | シース−コア2成分繊維およびそこから製造された煙草フィルターおよび紙巻き煙草 |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH308903A (de) | 1952-09-09 | 1955-08-15 | Mueller Paul A | Verfahren und Maschine zur Herstellung eines Filterstranges aus einem wässrigen Faserbrei. |
| US3050430A (en) | 1959-11-12 | 1962-08-21 | Eastman Kodak Co | Jet and method of filter manufacture |
| GB1100727A (en) | 1964-11-27 | 1968-01-24 | Bakelite Xylonite Ltd | Improvements in or relating to permeable foamed macromolecular material |
| NL6514912A (ja) | 1965-11-16 | 1967-05-17 | ||
| US3444863A (en) | 1966-09-21 | 1969-05-20 | Celanese Corp | Tobacco smoke filter |
| US4104431A (en) * | 1976-07-28 | 1978-08-01 | Brown & Williamson Tobacco Corporation | Porous wraps for smoking articles |
| CH621468A5 (ja) * | 1977-04-04 | 1981-02-13 | Burrus & Cie | |
| US4180536A (en) | 1978-03-13 | 1979-12-25 | Celanese Corporation | Process for extruding plasticized open cell foamed cellulose acetate filters |
| US4282890A (en) | 1978-03-13 | 1981-08-11 | Celanese Corporation | Open cell structure foamed cellulose acetate filters |
| US4357379A (en) * | 1979-03-05 | 1982-11-02 | Eastman Kodak Company | Melt blown product |
| US4409995A (en) * | 1980-06-23 | 1983-10-18 | Philip Morris, Inc. | Method for applying particulate matter to tobacco |
| GB2143417B (en) * | 1983-07-21 | 1987-03-25 | Japan Tobacco & Salt Public | Method and apparatus for making filters |
| US4936920A (en) * | 1988-03-09 | 1990-06-26 | Philip Morris Incorporated | High void volume/enhanced firmness tobacco rod and method of processing tobacco |
| US5025815A (en) * | 1988-08-10 | 1991-06-25 | Filter Materials Limited | Polyolefin filter tow and method of making it |
| US5156169A (en) * | 1990-11-06 | 1992-10-20 | R. J. Reynolds Tobacco Company | Apparatus for making cigarettes |
| US5607766A (en) * | 1993-03-30 | 1997-03-04 | American Filtrona Corporation | Polyethylene terephthalate sheath/thermoplastic polymer core bicomponent fibers, method of making same and products formed therefrom |
| US5509430A (en) * | 1993-12-14 | 1996-04-23 | American Filtrona Corporation | Bicomponent fibers and tobacco smoke filters formed therefrom |
| DE19536505A1 (de) | 1995-09-29 | 1997-04-10 | Biotec Biolog Naturverpack | Biologisch abbaubares Filtermaterial und Verfahren zu seiner Herstellung |
| US6568399B1 (en) * | 1999-04-26 | 2003-05-27 | National Starch And Chemical Investment Holding Corporation | Low application temperature hot melt adhesive for cigarette preparation |
| TR200103507T2 (tr) * | 1999-06-04 | 2002-04-22 | Japan Tobacco Inc. | Tütün plakası, tütün plakası üretim süreci ve üretim sistemi |
| EP1318728A2 (en) * | 2000-09-18 | 2003-06-18 | Rothmans, Benson & Hedges Inc. | Low sidestream smoke cigarette with non-combustible treatment material |
| CA2447059A1 (en) * | 2001-05-30 | 2002-12-12 | Japan Tobacco Inc. | Filter assembly for cigarette and method for manufacturing the same |
| DE10217410A1 (de) * | 2002-04-18 | 2003-10-30 | Hauni Maschinenbau Ag | Zigarettenfilter und Verfahren zur Herstellung desselben |
-
2004
- 2004-07-20 DE DE502004003664T patent/DE502004003664D1/de not_active Expired - Lifetime
- 2004-07-20 AT AT04017038T patent/ATE361004T1/de not_active IP Right Cessation
- 2004-08-26 US US10/926,075 patent/US7300394B2/en not_active Expired - Fee Related
- 2004-09-02 JP JP2004255483A patent/JP4512453B2/ja not_active Expired - Fee Related
- 2004-09-03 CN CN200410068648.9A patent/CN1589688B/zh not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3704192A (en) * | 1966-09-21 | 1972-11-28 | Celanese Corp | Process of making tobacco smoke filters from extruded polymer and binder |
| JPS58111675A (ja) * | 1981-09-25 | 1983-07-02 | モリンス・ピ−エルシ− | 合成フイルタ棒の製造方法および装置 |
| JPS63291567A (ja) * | 1986-11-29 | 1988-11-29 | ロデイア・アクチエンゲゼルシヤフト | タバコ煙濾過用棒状体の製造法及び製造装置 |
| JPH02200174A (ja) * | 1988-10-12 | 1990-08-08 | Rothmans Internatl Tobacco Uk Ltd | 紙巻きたばこのフィルターロッド部材およびその部材を用いた紙巻きたばこ |
| JPH0776053A (ja) * | 1993-09-08 | 1995-03-20 | Toray Ind Inc | 複合メルトブローシートおよびその製造方法およびフィルターユニット |
| JPH08187074A (ja) * | 1995-01-11 | 1996-07-23 | Daicel Chem Ind Ltd | フィルター材料およびその製造方法 |
| JP2002503773A (ja) * | 1998-02-18 | 2002-02-05 | フィルトロナ、リッチモンド、インコーポレーテッド | シース−コア2成分繊維およびそこから製造された煙草フィルターおよび紙巻き煙草 |
| JP2001327815A (ja) * | 2000-05-19 | 2001-11-27 | Japan Vilene Co Ltd | 筒状フィルタ |
Also Published As
| Publication number | Publication date |
|---|---|
| US7300394B2 (en) | 2007-11-27 |
| US20050049128A1 (en) | 2005-03-03 |
| CN1589688B (zh) | 2011-06-29 |
| JP4512453B2 (ja) | 2010-07-28 |
| ATE361004T1 (de) | 2007-05-15 |
| DE502004003664D1 (de) | 2007-06-14 |
| CN1589688A (zh) | 2005-03-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4512453B2 (ja) | フィルタ連続体を製造する方法と装置 | |
| US5011523A (en) | Process and device for producing a yarn or ribbon formed from reinforcement fibers and a thermoplastic organic material | |
| US3920362A (en) | Filament forming apparatus with sweep fluid channel surrounding spinning needle | |
| US2794480A (en) | Apparatus for the manufacture of filters composed of cellulose acetate | |
| US3390039A (en) | Method and apparatus for making additive filters | |
| CN100482452C (zh) | 玻璃纤维增强热塑性树脂粒料及其生产过程 | |
| JP2012523223A (ja) | フィルターロッド材に物を導入するための装置 | |
| JP3002173B2 (ja) | たばこフィルターの製造方法およびその装置 | |
| JP2564053B2 (ja) | 連続ガラス繊維ストランドマットの製造法およびそれに用いる装置 | |
| JP2020514135A (ja) | 繊維材からなるロッドを形成するためのダイ、ダイ集成体、装置および方法 | |
| WO2015197674A1 (en) | Tobacco smoke filter | |
| IE45941B1 (en) | Smoke filter and process | |
| JP4512398B2 (ja) | 有端の繊維を調製する方法と、フィルタ製造時に使用するための有端繊維の調製装置 | |
| JPH04503000A (ja) | フィルタ棒体製造装置 | |
| JP2587194B2 (ja) | 複合詰わたの製造方法及び装置 | |
| CA1189784A (en) | Tow cutter | |
| JP2004337161A (ja) | フリース連続体の製造方法と装置 | |
| CN102573533B (zh) | 丝束切削机 | |
| CN1535628B (zh) | 制造一种生产过滤棒用的无纺布的方法和装置 | |
| EP1512336B1 (de) | Verfahren und Vorrichtung zur Herstellung eines Filterstrangs | |
| EP3905904A1 (en) | Apparatus and method for producing a filter element | |
| JP3819206B2 (ja) | チョップドストランドの製造方法及びその製造装置、並びに該製造方法により製造されたチョップドストランド | |
| JPS647848B2 (ja) | ||
| JP2005058231A (ja) | フィルタを連続して製造する方法及び装置 | |
| FR2646443A1 (fr) | Feuille plastique renforcee de fibres et procede de production d'une telle feuille |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20060403 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20081007 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20081212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20090623 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090909 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100420 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100510 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130514 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100518 |
|
| A072 | Dismissal of procedure [no reply to invitation to correct request for examination] |
Free format text: JAPANESE INTERMEDIATE CODE: A072 Effective date: 20101012 |
|
| LAPS | Cancellation because of no payment of annual fees |