JP2004308009A - タービン流路部品での耐環境性皮膜及びボンドコーティングの施工方法 - Google Patents
タービン流路部品での耐環境性皮膜及びボンドコーティングの施工方法 Download PDFInfo
- Publication number
- JP2004308009A JP2004308009A JP2004109825A JP2004109825A JP2004308009A JP 2004308009 A JP2004308009 A JP 2004308009A JP 2004109825 A JP2004109825 A JP 2004109825A JP 2004109825 A JP2004109825 A JP 2004109825A JP 2004308009 A JP2004308009 A JP 2004308009A
- Authority
- JP
- Japan
- Prior art keywords
- coating
- shroud
- thickness
- flow path
- edge
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000576 coating method Methods 0.000 title claims description 93
- 238000000034 method Methods 0.000 title claims description 55
- 230000007613 environmental effect Effects 0.000 title description 2
- 238000003754 machining Methods 0.000 claims abstract description 8
- 239000011248 coating agent Substances 0.000 claims description 79
- 239000000463 material Substances 0.000 claims description 20
- 238000005507 spraying Methods 0.000 claims description 10
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 claims 1
- 229910052782 aluminium Inorganic materials 0.000 claims 1
- 238000007749 high velocity oxygen fuel spraying Methods 0.000 claims 1
- 239000007921 spray Substances 0.000 abstract description 27
- 239000000758 substrate Substances 0.000 abstract description 3
- 238000010276 construction Methods 0.000 abstract 1
- 238000007751 thermal spraying Methods 0.000 description 12
- 239000007789 gas Substances 0.000 description 6
- 230000006872 improvement Effects 0.000 description 6
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 239000010410 layer Substances 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 239000012720 thermal barrier coating Substances 0.000 description 3
- 229910000951 Aluminide Inorganic materials 0.000 description 2
- 229910000943 NiAl Inorganic materials 0.000 description 2
- NPXOKRUENSOPAO-UHFFFAOYSA-N Raney nickel Chemical compound [Al].[Ni] NPXOKRUENSOPAO-UHFFFAOYSA-N 0.000 description 2
- 238000005422 blasting Methods 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 238000000151 deposition Methods 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 230000001590 oxidative effect Effects 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 230000003252 repetitive effect Effects 0.000 description 2
- 229920002379 silicone rubber Polymers 0.000 description 2
- 239000004945 silicone rubber Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910052684 Cerium Inorganic materials 0.000 description 1
- 229910052692 Dysprosium Inorganic materials 0.000 description 1
- 229910052691 Erbium Inorganic materials 0.000 description 1
- 229910052693 Europium Inorganic materials 0.000 description 1
- 229910052688 Gadolinium Inorganic materials 0.000 description 1
- 229910052689 Holmium Inorganic materials 0.000 description 1
- 229910052765 Lutetium Inorganic materials 0.000 description 1
- 229910052779 Neodymium Inorganic materials 0.000 description 1
- 229910052777 Praseodymium Inorganic materials 0.000 description 1
- 229910052772 Samarium Inorganic materials 0.000 description 1
- 229910001347 Stellite Inorganic materials 0.000 description 1
- 239000004809 Teflon Substances 0.000 description 1
- 229920006362 Teflon® Polymers 0.000 description 1
- 229910052771 Terbium Inorganic materials 0.000 description 1
- 229910052775 Thulium Inorganic materials 0.000 description 1
- 229910052769 Ytterbium Inorganic materials 0.000 description 1
- 230000001464 adherent effect Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- AHICWQREWHDHHF-UHFFFAOYSA-N chromium;cobalt;iron;manganese;methane;molybdenum;nickel;silicon;tungsten Chemical compound C.[Si].[Cr].[Mn].[Fe].[Co].[Ni].[Mo].[W] AHICWQREWHDHHF-UHFFFAOYSA-N 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 230000002301 combined effect Effects 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000002360 explosive Substances 0.000 description 1
- 238000010289 gas flame spraying Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000005088 metallography Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910000907 nickel aluminide Inorganic materials 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 238000007750 plasma spraying Methods 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000002203 pretreatment Methods 0.000 description 1
- 239000005060 rubber Substances 0.000 description 1
- 229910000601 superalloy Inorganic materials 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
Images








Classifications
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/18—After-treatment
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/02—Pretreatment of the material to be coated, e.g. for coating on selected surface areas
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C4/00—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge
- C23C4/12—Coating by spraying the coating material in the molten state, e.g. by flame, plasma or electric discharge characterised by the method of spraying
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Plasma & Fusion (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Coating By Spraying Or Casting (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
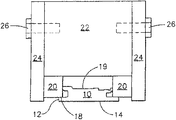
【解決手段】裏当て材20をシュラウド10の後縁部18に対し側縁部12と裏当て材の間に隅角部を形成するように配置し、側縁部と流路面14全体が均一に被覆されるように溶射する。
【選択図】図5
Description
12 側縁部
14 流路面
18 後縁部
19 本体
20 裏当材
22 取付ブロック
24 側板
26 ネジ
Claims (10)
- ガスタービンエンジンの流路部品(10)に溶射皮膜を施工する方法であって、
流路面(14)と少なくとも1つの側縁部(12)と少なくとも1つの後縁部(18)とを有する流路部品(10)を準備する段階、
流路部品(10)の後縁部(18)と実質的に接するように裏当材(20)を配置する段階、及び
少なくとも1つの側縁部(12)に初期ベース皮膜(16)を施工する段階、
を含む方法。 - 初期ベース皮膜(16)の厚さが約0.010〜約0.015インチである、請求項1記載の方法。
- 初期ベース皮膜(16)上に少なくとも1つの追加ベース皮膜(16)を施工して、側縁部(12)及び流路面(14)上に適度に均一な皮膜を形成する段階をさらに含む、請求項1記載の方法。
- 適度に均一な皮膜(16)の厚さが約0.10インチ以上である、請求項3記載の方法。
- 適度に均一な皮膜(16)を、皮膜を損傷させずに所定の寸法に機械加工する段階をさらに含む、請求項4記載の方法。
- 前記所定の寸法が、厚さ約0.060〜約0.080インチの適度に均一な皮膜(16)を含む、請求項5記載の方法。
- 流路部品(10)が低圧タービンシュラウド又は高圧タービンシュラウドである、請求項1記載の方法。
- 初期ベース皮膜(16)がHVOF法を用いて施工される、請求項1記載の方法。
- 初期ベース皮膜(16)が流路面(14)に対して約45°の角度で施工される、請求項8記載の方法。
- 初期ベース皮膜(16)が高アルミニウム含有量の皮膜を含む、請求項9記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/405,727 US6887529B2 (en) | 2003-04-02 | 2003-04-02 | Method of applying environmental and bond coatings to turbine flowpath parts |
| US10/405,727 | 2003-04-02 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004308009A true JP2004308009A (ja) | 2004-11-04 |
| JP4912570B2 JP4912570B2 (ja) | 2012-04-11 |
Family
ID=32850622
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2004109825A Expired - Lifetime JP4912570B2 (ja) | 2003-04-02 | 2004-04-02 | タービン流路部品での耐環境性皮膜及びボンドコーティングの施工方法 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US6887529B2 (ja) |
| EP (1) | EP1464722B1 (ja) |
| JP (1) | JP4912570B2 (ja) |
| BR (1) | BRPI0401194B1 (ja) |
| CA (1) | CA2462318C (ja) |
| SG (1) | SG137669A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019031970A (ja) * | 2017-07-27 | 2019-02-28 | ゼネラル・エレクトリック・カンパニイ | ターボ機械を修理するための方法およびシステム |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7967924B2 (en) * | 2005-05-17 | 2011-06-28 | General Electric Company | Method for making a compositionally graded gas turbine disk |
| US20080102291A1 (en) * | 2006-10-31 | 2008-05-01 | Caterpillar Inc. | Method for coating a substrate |
| US20080299306A1 (en) * | 2007-05-30 | 2008-12-04 | Caterpillar Inc. | Multi-layer substrate and method of fabrication |
| US9995165B2 (en) | 2011-07-15 | 2018-06-12 | United Technologies Corporation | Blade outer air seal having partial coating |
| US9062558B2 (en) | 2011-07-15 | 2015-06-23 | United Technologies Corporation | Blade outer air seal having partial coating |
| US8678644B2 (en) * | 2011-08-16 | 2014-03-25 | General Electric Company | Hot gas path measurement |
| WO2014138416A1 (en) * | 2013-03-06 | 2014-09-12 | United Technologies Corporation | Fixturing for thermal spray coating of gas turbine components |
| US10900371B2 (en) | 2017-07-27 | 2021-01-26 | Rolls-Royce North American Technologies, Inc. | Abradable coatings for high-performance systems |
| US10858950B2 (en) | 2017-07-27 | 2020-12-08 | Rolls-Royce North America Technologies, Inc. | Multilayer abradable coatings for high-performance systems |
| US11117151B2 (en) * | 2017-08-23 | 2021-09-14 | Raytheon Technologies Corporation | Fixture assembly for coating combustor panels |
| US10808565B2 (en) * | 2018-05-22 | 2020-10-20 | Rolls-Royce Plc | Tapered abradable coatings |
| CN108950457A (zh) * | 2018-06-11 | 2018-12-07 | 中国航发哈尔滨东安发动机有限公司 | 一种叶轮罩类零件热喷涂方法 |
| US11707815B2 (en) * | 2019-07-09 | 2023-07-25 | General Electric Company | Creating 3D mark on protective coating on metal part using mask and metal part so formed |
| FR3099186B1 (fr) * | 2019-07-23 | 2023-04-14 | Safran Aircraft Engines | Procédé de fabrication d'un élément d'étanchéité abradable, et élément d'étanchéité abradable |
| KR20210120176A (ko) | 2020-03-25 | 2021-10-07 | 삼성디스플레이 주식회사 | 디스플레이 장치 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5517685A (en) * | 1978-06-26 | 1980-02-07 | Gen Electric | Method and device for reducing eccentricity of turbo machine |
| JPS6436752A (en) * | 1987-07-31 | 1989-02-07 | Canon Kk | Thermal spraying treatment for metal |
| JPH01180955A (ja) * | 1988-01-08 | 1989-07-18 | Kubota Ltd | 溶接肉盛層の形成方法 |
| JPH0285352A (ja) * | 1988-06-10 | 1990-03-26 | United Technol Corp <Utc> | デフュージョンコーティングにおけるマスクの被覆方法及びこれに用いるマスクの組成、並びにアルミニウムのデフュージョンコーティング方法 |
| JP2000145406A (ja) * | 1998-11-06 | 2000-05-26 | Ishikawajima Harima Heavy Ind Co Ltd | タービンシュラウド |
| JP2000220471A (ja) * | 1998-12-22 | 2000-08-08 | General Electric Co <Ge> | 高圧タ―ビンシュラウドの修復方法 |
| JP2001205153A (ja) * | 1999-12-15 | 2001-07-31 | United Technol Corp <Utc> | マスキングするための固定具および方法およびマスキング粉末を選択的に施す方法 |
| JP2002047567A (ja) * | 2000-07-28 | 2002-02-15 | Mitsubishi Heavy Ind Ltd | 熱cvd処理方法 |
| JP2004176715A (ja) * | 2002-10-30 | 2004-06-24 | General Electric Co <Ge> | レーザクラッディングを使用してガスタービンエンジンの固定シュラウドを修理する方法 |
Family Cites Families (31)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4291448A (en) * | 1977-12-12 | 1981-09-29 | Turbine Components Corporation | Method of restoring the shrouds of turbine blades |
| DE2821118C2 (de) | 1978-05-13 | 1986-05-07 | Leybold-Heraeus GmbH, 5000 Köln | Verfahren zum allseitigen Bedampfen von gekrümmten Turbinenschaufeln |
| US4764089A (en) * | 1986-08-07 | 1988-08-16 | Allied-Signal Inc. | Abradable strain-tolerant ceramic coated turbine shroud |
| US5112683A (en) * | 1990-10-30 | 1992-05-12 | Chomerics, Inc. | High temperature resistance mask |
| US5322727A (en) * | 1992-10-21 | 1994-06-21 | Alliedsignal Inc. | Plasma spray masking tape |
| DE4310896C1 (de) * | 1993-04-02 | 1994-03-24 | Thyssen Industrie | Verfahren zum Herstellen von verschleißfesten Kanten an Turbinenschaufeln |
| US6129991A (en) | 1994-10-28 | 2000-10-10 | Howmet Research Corporation | Aluminide/MCrAlY coating system for superalloys |
| US5691018A (en) * | 1995-12-15 | 1997-11-25 | Caterpillar Inc. | Silicone mask for thermal spray coating system |
| US5565035A (en) * | 1996-03-14 | 1996-10-15 | United Technologies Corporation | Fixture for masking a portion of an airfoil during application of a coating |
| US6095755A (en) * | 1996-11-26 | 2000-08-01 | United Technologies Corporation | Gas turbine engine airfoils having increased fatigue strength |
| SE509678C2 (sv) * | 1996-12-11 | 1999-02-22 | Kaj Kidron | Sätt att med återanvändningsbart skydd, skydda ytor vid blästring och målning |
| US6049978A (en) | 1996-12-23 | 2000-04-18 | Recast Airfoil Group | Methods for repairing and reclassifying gas turbine engine airfoil parts |
| US5975852A (en) * | 1997-03-31 | 1999-11-02 | General Electric Company | Thermal barrier coating system and method therefor |
| GB9803561D0 (en) | 1998-02-19 | 1998-04-15 | Monitor Coatings & Eng | Surface treatment of rotors |
| EP0939142A1 (en) | 1998-02-27 | 1999-09-01 | Ticona GmbH | Thermal spray powder incorporating an oxidised polyarylene sulfide |
| GB9811456D0 (en) | 1998-05-29 | 1998-07-29 | Rolls Royce Plc | A metallic article having a thermal barrier coating and a method of application thereof |
| SG72959A1 (en) | 1998-06-18 | 2000-05-23 | United Technologies Corp | Article having durable ceramic coating with localized abradable portion |
| US6256597B1 (en) | 1998-07-10 | 2001-07-03 | General Electric Company | Three dimensional spray coating method and simulation |
| US6083330A (en) | 1998-09-16 | 2000-07-04 | The United States Of America As Represented By The Secretary Of The Navy | Process for forming a coating on a substrate using a stepped heat treatment |
| US6106231A (en) * | 1998-11-06 | 2000-08-22 | General Electric Company | Partially coated airfoil and method for making |
| US6190471B1 (en) | 1999-05-26 | 2001-02-20 | General Electric Company | Fabrication of superalloy articles having hafnium- or zirconium-enriched protective layer |
| US6451454B1 (en) | 1999-06-29 | 2002-09-17 | General Electric Company | Turbine engine component having wear coating and method for coating a turbine engine component |
| US6372299B1 (en) | 1999-09-28 | 2002-04-16 | General Electric Company | Method for improving the oxidation-resistance of metal substrates coated with thermal barrier coatings |
| US6383658B1 (en) * | 1999-11-18 | 2002-05-07 | General Electric Company | Thermally sprayed coatings having an interface with controlled cleanliness |
| US6250082B1 (en) * | 1999-12-03 | 2001-06-26 | General Electric Company | Combustor rear facing step hot side contour method and apparatus |
| US6435835B1 (en) | 1999-12-20 | 2002-08-20 | United Technologies Corporation | Article having corrosion resistant coating |
| US20020098294A1 (en) * | 2000-02-07 | 2002-07-25 | Yuk-Chiu Lau | Method of providing a protective coating on a metal substrate, and related articles |
| US6403165B1 (en) | 2000-02-09 | 2002-06-11 | General Electric Company | Method for modifying stoichiometric NiAl coatings applied to turbine airfoils by thermal processes |
| GB2359882B (en) * | 2000-02-29 | 2004-01-07 | Rolls Royce Plc | Wall elements for gas turbine engine combustors |
| US6444259B1 (en) | 2001-01-30 | 2002-09-03 | Siemens Westinghouse Power Corporation | Thermal barrier coating applied with cold spray technique |
| US20030232139A1 (en) * | 2002-06-13 | 2003-12-18 | Detura Frank Anthony | Shield and method for spraying coating on a surface |
-
2003
- 2003-04-02 US US10/405,727 patent/US6887529B2/en not_active Expired - Lifetime
-
2004
- 2004-03-25 CA CA2462318A patent/CA2462318C/en not_active Expired - Lifetime
- 2004-03-30 EP EP04251899.3A patent/EP1464722B1/en not_active Expired - Lifetime
- 2004-04-01 BR BRPI0401194-5A patent/BRPI0401194B1/pt not_active IP Right Cessation
- 2004-04-02 JP JP2004109825A patent/JP4912570B2/ja not_active Expired - Lifetime
- 2004-04-02 SG SG200401873-5A patent/SG137669A1/en unknown
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5517685A (en) * | 1978-06-26 | 1980-02-07 | Gen Electric | Method and device for reducing eccentricity of turbo machine |
| JPS6436752A (en) * | 1987-07-31 | 1989-02-07 | Canon Kk | Thermal spraying treatment for metal |
| JPH01180955A (ja) * | 1988-01-08 | 1989-07-18 | Kubota Ltd | 溶接肉盛層の形成方法 |
| JPH0285352A (ja) * | 1988-06-10 | 1990-03-26 | United Technol Corp <Utc> | デフュージョンコーティングにおけるマスクの被覆方法及びこれに用いるマスクの組成、並びにアルミニウムのデフュージョンコーティング方法 |
| JP2000145406A (ja) * | 1998-11-06 | 2000-05-26 | Ishikawajima Harima Heavy Ind Co Ltd | タービンシュラウド |
| JP2000220471A (ja) * | 1998-12-22 | 2000-08-08 | General Electric Co <Ge> | 高圧タ―ビンシュラウドの修復方法 |
| JP2001205153A (ja) * | 1999-12-15 | 2001-07-31 | United Technol Corp <Utc> | マスキングするための固定具および方法およびマスキング粉末を選択的に施す方法 |
| JP2002047567A (ja) * | 2000-07-28 | 2002-02-15 | Mitsubishi Heavy Ind Ltd | 熱cvd処理方法 |
| JP2004176715A (ja) * | 2002-10-30 | 2004-06-24 | General Electric Co <Ge> | レーザクラッディングを使用してガスタービンエンジンの固定シュラウドを修理する方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019031970A (ja) * | 2017-07-27 | 2019-02-28 | ゼネラル・エレクトリック・カンパニイ | ターボ機械を修理するための方法およびシステム |
| JP7188927B2 (ja) | 2017-07-27 | 2022-12-13 | ゼネラル・エレクトリック・カンパニイ | ターボ機械を修理するための方法およびシステム |
Also Published As
| Publication number | Publication date |
|---|---|
| US6887529B2 (en) | 2005-05-03 |
| EP1464722A3 (en) | 2007-04-04 |
| EP1464722A2 (en) | 2004-10-06 |
| BRPI0401194B1 (pt) | 2014-01-07 |
| CA2462318C (en) | 2010-05-18 |
| BRPI0401194A (pt) | 2005-01-18 |
| US20040197486A1 (en) | 2004-10-07 |
| SG137669A1 (en) | 2007-12-28 |
| JP4912570B2 (ja) | 2012-04-11 |
| CA2462318A1 (en) | 2004-10-02 |
| EP1464722B1 (en) | 2015-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4912570B2 (ja) | タービン流路部品での耐環境性皮膜及びボンドコーティングの施工方法 | |
| US6887528B2 (en) | High temperature abradable coatings | |
| JP5226184B2 (ja) | 超合金部品の補修及び再分類 | |
| US20050003172A1 (en) | 7FAstage 1 abradable coatings and method for making same | |
| JP4667714B2 (ja) | セラミック皮膜の除去方法 | |
| US11859499B2 (en) | Turbine clearance control coatings and method | |
| EP1887097B1 (en) | Method for concurrent thermal spray and cooling hole cleaning | |
| CA2547778C (en) | Process for removing thermal barrier coatings | |
| US20140301861A1 (en) | Airfoil having an erosion-resistant coating thereon | |
| JP2004076157A (ja) | MCrAlXコーティングの溶射方法 | |
| US20040115355A1 (en) | Method for coating an internal surface of an article with an aluminum-containing coating | |
| US20030101587A1 (en) | Method for replacing a damaged TBC ceramic layer | |
| CN100510153C (zh) | Ni基合金制部件的修补方法 | |
| Tucker Jr | Introduction to coating design and processing | |
| US20140272166A1 (en) | Coating system for improved leading edge erosion protection | |
| JP2006131997A (ja) | ワークピースの修復方法 | |
| JP2006291307A (ja) | 回転機械の部品及び回転機械 | |
| US20060016191A1 (en) | Combined effusion and thick TBC cooling method | |
| CA2373591A1 (en) | A process for applying a heat shielding coating system on a metallic substrate | |
| US6383658B1 (en) | Thermally sprayed coatings having an interface with controlled cleanliness | |
| JPH0739635B2 (ja) | 熱障壁被膜系によって保護されている物品のアルミニウム化処理 | |
| EP4198168A1 (en) | Anti-corrosion material and application method | |
| SG135167A1 (en) | Bond coat process for thermal barrier coating | |
| EP2899291A1 (en) | Selective localized coating deposition methods and systems for turbine components | |
| JP2004270686A5 (ja) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20070330 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20091112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20091117 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100216 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20100216 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20100216 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100219 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100317 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100323 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20100416 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20100421 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100514 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100914 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20101214 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20101217 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110310 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20111220 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120118 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4912570 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150127 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |