JP2004238567A - 摩擦部材及び摩擦部材ユニット - Google Patents
摩擦部材及び摩擦部材ユニット Download PDFInfo
- Publication number
- JP2004238567A JP2004238567A JP2003031131A JP2003031131A JP2004238567A JP 2004238567 A JP2004238567 A JP 2004238567A JP 2003031131 A JP2003031131 A JP 2003031131A JP 2003031131 A JP2003031131 A JP 2003031131A JP 2004238567 A JP2004238567 A JP 2004238567A
- Authority
- JP
- Japan
- Prior art keywords
- friction
- friction member
- oxide
- film
- sliding contact
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










Landscapes
- Mechanical Operated Clutches (AREA)
- Braking Arrangements (AREA)
Abstract
【課題】潤滑油による境界潤滑下において摺接する多孔質な有機材料からなる部材に対して、高い摩擦係数及び良好なμ−V特性とを兼ね備える摩擦部材の提供。
【解決手段】C−H基を含有する多孔質なセルロース繊維シートからなる部材に摺接する摩擦部材の表面部にクロム酸化物を5重量%以上含有した皮膜を形成した。又、好ましくは、上記摩擦部材において、前記摺接する表面部には前記酸化物を含有する皮膜が形成される。又は、上記摩擦部材において、前記摺接する表面部は金属と酸化物とを複合化して形成され、或いはこれらを複合化した皮膜が形成される。又は、上記摩擦部材において、前記皮膜は溶射により形成される。
【選択図】 図4
【解決手段】C−H基を含有する多孔質なセルロース繊維シートからなる部材に摺接する摩擦部材の表面部にクロム酸化物を5重量%以上含有した皮膜を形成した。又、好ましくは、上記摩擦部材において、前記摺接する表面部には前記酸化物を含有する皮膜が形成される。又は、上記摩擦部材において、前記摺接する表面部は金属と酸化物とを複合化して形成され、或いはこれらを複合化した皮膜が形成される。又は、上記摩擦部材において、前記皮膜は溶射により形成される。
【選択図】 図4
Description
【0001】
【発明の属する技術分野】
本発明は、摩擦による発熱に伴う摩擦特性の劣化が少なく、面圧を上げることなく高い摩擦トルクが得られる摩擦部材及び摩擦部材ユニットに関する。
【0002】
【従来の技術】
自動変速機のロックアップクラッチ、変速クラッチ、バンドブレーキなどのように潤滑油に浸された状態で摩擦を利用して部材同士が締結される特徴を持つ湿式クラッチ機構やその締結部位には、高い摩擦係数を有し、良好なμ−V特性を持つことが要求される。このような部位で用いられる摩擦材の組み合わせとしては、セルロース繊維或いは合成繊維を構造の骨格としたペーパー摩擦材を相手材としてスチール板とを組み合わせたものがあるが、高い摩擦トルクの要求を満たすため面圧を上げれば、ペーパー摩擦材がへたる・摩耗する・剥離する、或いは摩擦による発熱に伴いスチール板の表面に形成される微細な凹凸状の皮膜が劣化し、摩擦係数が低下して所望の摩擦力が得られないという問題を抱えている。
【0003】
従来の摩擦部材として、特開平6−147244号公報には、高速鉄道車両用の電磁吸着式ブレーキに用いられる摩擦材であって、レールとの間の摩擦係数や摩擦力を最適化するように、0.5〜3重量%の金属酸化物或いは金属炭化物を含有し、鉄などの他の材料と共に焼結して構成されたものが開示されている。
【0004】
【特許文献1】
特開平6−147244号公報。
【0005】
【発明が解決しようとする課題】
境界潤滑にて得られる摩擦係数や摩擦力などを決定する因子としては、部材同士が接触する固体部(摺接面)の作用と、油膜が薄い領域で潤滑油中の添加剤が粘度を増加させる作用とがある。そのうち、前者の固体部には、通常、クラッチ等の湿式クラッチの場合、摩擦に伴なう発熱を利用して相手材としてのスチール板の表面に潤滑油の添加剤を吸着させ、その一部を熱分解することで表面に微細な凹凸状の皮膜を形成させている。この析出した凹凸状の皮膜がペーパー摩擦材を機械的に引っ掻くように作用することで高い摩擦係数を得ている。
【0006】
しかしながら、これら皮膜の効果は、温度上昇に伴い軟化する、或いは熱負荷がかかりすぎると皮膜が劣化するなどの熱的安定性に問題を抱えている。また、この凹凸状の皮膜により得られる摩擦係数には限界があった。
【0007】
本発明は、上述の課題に鑑みてなされ、その目的は、特に、潤滑油による境界潤滑下の油膜が切れた状態下において摺接する多孔質な有機材料からなる部材に対して、高い摩擦係数及び良好なμ−V特性とを兼ね備える摩擦部材や摩擦部材ユニットを提供することである。
【0008】
【課題を解決するための手段】
上述の課題を解決し、目的を達成するために、本発明の摩擦部材は、C−H基を含有する多孔質な有機材料からなる部材に摺接する摩擦部材であって、前記摺接する表面部が遷移金属の酸化物を5重量%以上含有してなる。
【0009】
また、好ましくは、上記摩擦部材において、前記摺接する表面部には前記酸化物を含有する皮膜が形成される。
【0010】
また、好ましくは、上記摩擦部材において、前記摺接する表面部は金属と酸化物とを複合化して形成され、或いはこれらを複合化した皮膜が形成される。
【0011】
また、好ましくは、上記摩擦部材において、前記皮膜は溶射により形成される。
【0012】
また、好ましくは、上記摩擦部材において、前記皮膜は複合めっきにより形成される。
【0013】
また、好ましくは、上記摩擦部材において、前記皮膜はPVDにより形成される。
【0014】
また、好ましくは、上記摩擦部材において、前記皮膜は焼結により形成される。
【0015】
また、好ましくは、上記摩擦部材において、前記皮膜はスプレー塗装により形成される。
【0016】
また、好ましくは、上記摩擦部材において、前記摺接する表面部は凹凸形状とされ、当該凹状部分が気孔として外部に連通される。
【0017】
本発明の摩擦部材ユニットは、C−H基を含有する有機材料からなる第1の摩擦部材と、前記第1の摩擦部材に摺接する表面部が遷移金属の酸化物を5重量%以上含有してなる第2の摩擦部材とを具備する。
【0018】
また、好ましくは、上記摩擦部材ユニットにおいて、前記第1の摩擦部材は有機繊維成形体或いは多孔質な有機材料からなる。
【0019】
また、好ましくは、上記摩擦部材ユニットにおいて、前記第1及び第2の摩擦部材はクラッチの摩擦要素となる。
【0020】
【発明の効果】
以上のように、請求項1の発明によれば、C−H基を含有する多孔質な有機材料からなる部材に摺接する表面部が遷移金属の酸化物を5重量%以上含有してなることで、有機材料中に含まれるC−H基と酸化物中の酸素との間に作用する分子間力或いは水素結合力によって従来のスチール材に比べてC−H基と酸化物皮膜とが接触する面積を十分多く確保して高く安定した摩擦特性を得ることができる。
【0021】
また、例えば、湿式クラッチなどに応用した場合でも、従来のスチール板表面で問題となっている温度上昇に伴なう軟化や熱劣化の影響を受けにくくなる。
【0022】
請求項2の発明によれば、C−H基を含有する多孔質な有機材料からなる部材に摺接する表面部には酸化物を含有する皮膜が形成されるので、簡単な構造で基材表面の必要箇所に酸化物を形成することができる。
【0023】
請求項3の発明によれば、C−H基を含有する多孔質な有機材料からなる部材に摺接する表面部は金属と酸化物とを複合化して形成され、或いはこれらを複合化した皮膜が形成されていることによって、金属により酸化物を強固に保持できるため基材への密着性、耐久性、及び放熱性などを向上させることができる。
【0024】
請求項4の発明によれば、皮膜は溶射により形成されることによって、酸化物を半溶融の状態にして薄く緻密で基材と密着性のよい酸化物皮膜を形成することができる。また、皮膜中の酸化物の含有量を調整できるので、その含有量を増減して摩擦部材ごとの使用条件に応じて摩擦特性を変化させることができる。
【0025】
請求項5の発明によれば、皮膜は複合めっきにより形成されることによって、簡単な方法にて基材表面の必要箇所に酸化物を形成することができる。また、金属により酸化物を強固に保持できるため基材への密着性、耐久性、及び放熱性などを向上させることができる。
【0026】
請求項6の発明によれば、皮膜はPVDにより形成されることによって、簡単な方法にて基材表面の必要箇所に酸化物を形成することができる。また、金属により酸化物を強固に保持できるため基材への密着性、耐久性、及び放熱性などを向上させることができる。
【0027】
請求項7の発明によれば、皮膜は焼結により形成されることによって、簡単な方法にて基材表面の必要箇所に酸化物を形成することができる。また、金属により酸化物を強固に保持できるため基材への密着性、耐久性、及び放熱性などを向上させることができる。
【0028】
請求項8の発明によれば、皮膜はスプレー塗装により形成されることによって、簡単な方法にて基材表面の必要箇所に酸化物を形成することができる。また、金属により酸化物を強固に保持できるため基材への密着性、耐久性、及び放熱性などを向上させることができる。
【0029】
請求項9の発明によれば、C−H基を含有する多孔質な有機材料からなる部材に摺接する表面部は凹凸形状とされ、当該凹状部分が気孔として外部に連通されることによって、例えば、湿式クラッチなどに応用した場合に多孔質な摩擦材を通して潤滑油を排出すると共に、酸化物皮膜の凹状部分を通して潤滑油を外部に排出させることができ、高速の回転域で流体油膜の発生を抑制し、油膜を切りやすくすることで、高速回転域まで境界潤滑状態を維持することができるようになる。また、摩擦要素を押し付けた状態で回転している間、潤滑油に熱を放熱し、この潤滑油を気孔内部から排出するので、摩擦により生じた熱を外部に放出させることができ、摺接面にかかる熱負荷を緩和することができるようになり、高速回転域まで良好なμ−V特性が得られる。
【0030】
請求項10の発明によれば、C−H基を含有する有機材料からなる第1の摩擦部材と、第1の摩擦部材に摺接する表面部が遷移金属の酸化物を5重量%以上含有してなる第2の摩擦部材とを具備することによって、有機材料中に含まれるC−H基と酸化物中の酸素との間に作用する分子間力或いは水素結合力によって従来のスチール材に比べてC−H基と酸化物皮膜とが接触する面積を十分多く確保して高く安定した摩擦特性を得ることができる。
【0031】
また、例えば、湿式クラッチなどに応用した場合でも、従来のスチール板表面で問題となっている温度上昇に伴なう軟化や熱劣化の影響を受けにくくなる。
【0032】
請求項11の発明によれば、第1の摩擦部材は有機繊維成形体或いは多孔質な有機材料からなることによって、例えば、湿式クラッチなどに応用した場合に多孔質な摩擦材を通して潤滑油を排出すると共に、酸化物皮膜の凹状部分を通して潤滑油を外部に排出させることができ、高速の回転域で流体油膜の発生を抑制し、油膜を切りやすくすることで、高速回転域まで境界潤滑状態を維持することができるようになる。また、摩擦要素を押し付けた状態で回転している間、潤滑油に熱を放熱し、この潤滑油を気孔内部から排出するので、摩擦により生じた熱を外部に放出させることができ、摺接面にかかる熱負荷を緩和することができるようになり、高速回転域まで良好なμ−V特性が得られる。
【0033】
請求項12の発明によれば、第1及び第2の摩擦部材はクラッチの摩擦要素となることによって、高速の回転域で高く安定した摩擦特性を得ることができる。
【0034】
【発明の実施の形態】
以下に、本発明の実施の形態について添付図面を参照して詳細に説明する。
【0035】
尚、以下に説明する実施の形態は、本発明の実現手段としての一例であり、本発明は、その趣旨を逸脱しない範囲で下記実施形態を修正又は変形したものに適用可能である。
【0036】
[発明の概要]
本発明の特徴点の1つは、特に、油膜が切れた境界潤滑の状態で、熱負荷に対する安定性が高く、面圧を上げることなく高い摩擦係数や摩擦力(両者を併せて摩擦特性ともいう)を得ようとするものであって、ペーパー摩擦材を構成するセルロースや有機材料の中に含まれるC−H(炭化水素)基に着目し、これらC−H基との間で作用する分子間力や水素結合力がより高くなる組み合わせとして金属の酸化物を含有する摩擦部材を相手側の摩擦部材として組み合せたことにある。
【0037】
上記ペーパー摩擦材を構成するセルロースや有機材料との組み合わせ、或いは部材摺接時の摩擦特性を各種金属・酸化物・炭化物・窒化物について考察してみると、酸化物との組み合わせが最も高くなる(図1参照)。
【0038】
これは、セルロースや有機材料の中に含まれるC−H基と酸化物中の酸素との間にC−H…・O−Metalに作用する分子間力或いは水素結合力によるものであって、C−H…・N−Metal、C−H…・C−Metal、C−H…・Metalに比べて十分大きく、分子間力や水素結合の結合力そのものは金属結合や共有結合などと比べるとより低いレベルではあるが、弾性に富んだ多孔質な摩擦材と摺接させることで、C−Hと酸化物皮膜とが接触する面積を十分多く確保して高く安定した摩擦特性を得ることができるからである。
【0039】
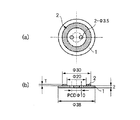
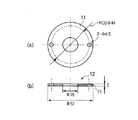
尚、図1の試験結果は、図2及び図3に示す試験片を用いて得られる。即ち、互いに摺接する1対の摩擦材のうち、第1の摩擦部材は円盤状金属部材1の表面にバインダなどによってセルロース繊維シート2を貼り付けた構造を有し(図2参照)、第2の摩擦部材は円盤状金属部材11の表面に酸化物、炭化物、及び窒化物の皮膜12を夫々形成した構造や金属表面をそのまま残した構造を有する(図3参照)。また、各皮膜12及び金属表面はラップ仕上げによりRa0.1以下に加工され、各摩擦部材の各部の寸法は図2及び図3に示す通りである。
【0040】
尚、図1の試験での評価条件は周速0.1m/s、面圧1MPa、大気中、無潤滑となっている。
【0041】
一方、潤滑油中に添加されている添加剤は金属表面に対してより活性な分子が用いられており、酸化物に対する活性は相対的に低いものである。従って、酸化物皮膜上においては、前述のように表面に潤滑油の添加剤を吸着させ、一部を熱分解することで表面に形成される微細な凹凸状の皮膜は減ることになり、スチール板表面で問題となっている温度上昇に伴なう軟化や熱劣化の影響を受けにくくなる。
【0042】
湿式クラッチなどで用いられる摩擦部材の場合、潤滑油による境界潤滑下でセルロース繊維や有機材料が晒される温度範囲は200℃以下であり、セルロース繊維や有機材料が炭化や熱劣化するレベルの温度とはならないので、摩擦要素の主体となるセルロースや有機材料の中に含まれるC−H基と酸化物中の酸素との間による作用力は、実用域で安定な特性を得ることができる。
【0043】
本発明は、このような背景に基づき、C−H基の構造を持つセルロース繊維や合成繊維などからなるペーパー摩擦材、或いはC−H基を構造に含む多孔質な有機材料からなる摩擦部材に対して相手側の摩擦部材が摺接する部位に金属酸化物の皮膜を形成したものである。
【0044】
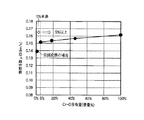
そして、図4に示すように実用域(例えば、周速0.9m/s)で摩擦係数0.15以上を維持する効果を有効に発現させるには、その相手材と摺接する部位に遷移金属の酸化物皮膜を形成、或いは遷移金属の酸化物皮膜を分散させた構造であって、皮膜中の同酸化物の含有量を5重量%以上の範囲に調整されたものであることが必要である。
【0045】
遷移金属の酸化物皮膜を選択した理由は、金属元素の元素番号(或いは原子量)のより大きい元素からなる酸化物ほど効果が大きいことによるもので(図1参照)、C−H基を含有したセルロースや有機材料を相手側の摩擦材として適切な効果が得られるものである。
【0046】
一方、金属表面をそのまま残した構造であっても大気中に曝露すると金属の最表面は酸化物の薄い膜で覆われていることが知られているが、その程度の含有量(5%未満)では上記効果が認められず、含有量の差異によって有効な量を確認した結果(図4参照)、最低でも皮膜中に5重量%の酸化物が含有していることが必要であると判明したため皮膜中の金属酸化物の含有量を5重量%以上に設定している。
【0047】
[摩擦部材の構造]
本発明に係る実施形態では、第1の(相手側)摩擦部材にはC−H基を含有する多孔質な有機材料により構成されたもの、第1の摩擦部材に摺接する第2の摩擦部材には遷移金属の酸化物を5重量%以上含有するものが夫々用いられ、或いは互いに摺接する1対の摩擦部材として第1の摩擦部材と第2の摩擦部材とを組み合わせることにより摩擦部材ユニットを構成する。
【0048】
そして、上記遷移金属の酸化物は基材表面に酸化物皮膜として形成されるか、或いは金属と酸化物とが複合化されて(複合化皮膜として)形成される。上記酸化物皮膜や複合化皮膜は後述する溶射や焼結やスプレーコート(塗装)などの各種処理法を用いて形成される。更に、複合化皮膜は複合めっきやPVD(物理蒸着)などの処理法を用いて形成される。
【0049】
また、好ましくは第2の摩擦部材の摺接面は凹凸形状とされ、この凹状部分が潤滑油を通して外周側に排出する気孔として面方向に連通された構造を有する。
【0050】
尚、上記有機材料としてはセルロース繊維などのC−H基を含有する天然繊維の他、ポリアミド系繊維などのC−H基を含有する合成繊維などが用いられる。また、上記遷移金属の酸化物としては、図1にも示すようにクロム酸化物、チタン酸化物、酸化鉄などが用いられ、基材としては鉄(Fe)系、アルミニウム(Al)系、銅(Cu)系などの金属部材が用いられる。
【0051】
[実施例]
(1)以下に、摩擦による発熱に伴う劣化が少なく、面圧を上げることなく高い摩擦特性が得られる摩擦部材の具体的な実施例及び実施方法について説明する。
【0052】
▲1▼溶射により酸化物皮膜や複合化皮膜を形成する方法
例えば、エアロプラズマ社製のツインアノード溶射機を用いて、市販のクロム酸化物粉末を基材であるスチール板上に形成する。この方法によれば、各電極に140Aの電流を流しながらフィーダーによりプラズマ中に粉末を供給可能となり、通常のプラズマ溶射ガンの2倍のエネルギーを加えることで酸化物を半溶融の状態にして、薄く緻密で基材と密着性のよいクロム酸化物皮膜を形成することができる。
【0053】
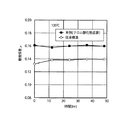
この皮膜によって、図5に示すように、従来では得ることができなかった0.15以上の高い摩擦係数を高速の回転域まで維持することができる。また、酸化物中の酸素と有機材料中のC−H基との間の分子間力や水素結合力により、従来のスチール板に比べ潤滑油中の添加剤の影響や温度の影響を受けにくい安定した摩擦特性を得ることができる。
【0054】
尚、図5は潤滑油としてマツダ純正ATFを用い、LVFA試験機を用いた一定荷重及び一定周速(0.9m/s)での低速すべり摩擦試験(JASO(日本自動車規格) M349に準拠した耐久試験)を行った際の時間(Hr)に応じた摩擦係数(μ)の変化を従来のスチール板構造との比較で示し、また、図6は図5と同様の試験機を用いてμ−V特性試験を行った際の周速(m/s)に基づく摩擦係数(μ)の変化を従来のスチール板との比較で示している。
【0055】
上記図5及び図6の各試験結果によれば、従来のスチール板構造に比べて高速回転域まで温度変化によらず安定な摩擦特性、つまり低速では摩擦係数が低く、高速になるにつれて摩擦係数が高くなる特性を得ることが確認できる。
【0056】
また、図7は一定トルク(125Nm)が得られるように荷重を制御しながら運転した際の経過時間(sec)に応じた摩擦トルク(Nm)と加圧力(N)の各変化を従来との比較で示している。
【0057】
上記図7の結果によれば、従来のスチール板構造に比べてより低い荷重で同程度のトルクを得ることが確認できる。
【0058】
即ち、セルロース繊維からなる多孔質なペーパー摩擦材と酸化物皮膜との間で従来には得られない高い摩擦特性が得られ、温度によらず安定な特性となる。
【0059】
▲2▼PVDにより複合化皮膜を形成する方法
汎用のPVD装置を用いて真空中で基材としてのスチール板上にクロム酸化物の皮膜を形成する。この方法によれば、簡単な方法にて基材表面の必要箇所に薄い酸化物の皮膜を形成することができる。また、金属により酸化物を強固に保持できるため基材への密着性、耐久性、及び放熱性などを向上させることができる。更に、上記▲1▼と同様に従来のスチール板構造に比べて高速回転域まで温度変化によらず安定な摩擦特性、つまり低速では摩擦係数が低く、高速になるにつれて摩擦係数(0.15以上)が高くなる特性を得ることができる。
【0060】
▲3▼複合めっきにより複合化皮膜を形成する方法
ニッケル浴中に所定量のクロム酸化物粒子を懸濁させて、基材としての被処理物にめっき処理を施すことで表面にクロム酸化物粒子を含有しためっき皮膜を形成する。あるいは、3価のクロム酸浴を用いて過電流な条件でめっき皮膜を析出させることにより、クロム皮膜中に微細なクロム酸化物を共析させた皮膜が形成される。この方法によれば、簡単な方法にて基材表面の必要箇所に酸化物を形成させることができる。また、金属により酸化物を強固に保持できるため基材への密着性、耐久性、及び放熱性などを向上させることができる。更に、上記▲1▼及び▲2▼と同様に従来のスチール板構造に比べて高速回転域まで温度変化によらず安定な摩擦特性、つまり低速では摩擦係数が低く、高速になるにつれて摩擦係数(0.15以上)が高くなる特性を得ることができる。
【0061】
▲4▼焼結により酸化物皮膜や複合化皮膜を形成する方法
所定比率に調整した酸化物粉末と金属の予備成形体(基材)とを用意し、これらをプレート状部品として焼結するか、或いは金属プレート(基材)上に酸化物粉末をセットして焼結することで2層構造の部材とする。更には、鉄系基材等の焼結部品を予め用意し、その部材の気孔中に重クロム酸溶液を含浸させた後、その部材を電気炉中で加熱することで焼結材表面にクロム酸化物を形成させる。この方法によれば、簡単な方法にて基材表面の必要箇所に酸化物を形成させることができる。また、金属により酸化物を強固に保持できるため基材への密着性、耐久性、及び放熱性などを向上させることができる。更に、上記▲1▼〜▲3▼と同様に従来のスチール板構造に比べて高速回転域まで温度変化によらず安定な摩擦特性、つまり低速では摩擦係数が低く、高速になるにつれて摩擦係数(0.15以上)が高くなる特性を得ることができる。
【0062】
▲5▼スプレー塗装により酸化物皮膜や複合化皮膜を形成する方法
溶剤(N−M−Pノルマルメチルピロリドン)、バインダー(ポリアミドイミド)などの耐熱性樹脂分をベースに、クロム酸化物粉末を所定量配合した塗料を用意し、被処理物(基材)に塗布した後、電気炉を用いて約230℃にて乾燥させることで皮膜を形成する。この方法によれば、簡単な方法にて基材表面の必要箇所に酸化物を形成させることができる。また、金属により酸化物を強固に保持できるため基材への密着性、耐久性、及び放熱性などを向上させることができる。更に、上記▲1▼〜▲4▼と同様に従来のスチール板構造に比べて高速回転域まで温度変化によらず安定な摩擦特性、つまり低速では摩擦係数が低く、高速になるにつれて摩擦係数(0.15以上)が高くなる特性を得ることができる。
(2)次に、皮膜中の酸化物の含有量を調整することで摩擦特性のレベルを調整する手段について説明する。
【0063】
皮膜中の酸化物の含有量を調整することで、その含有量を増減して摩擦部材ごとの使用条件に応じて摩擦特性を変化させることができる。
【0064】
具体的には、上記▲1▼と同様にエアロプラズマ社製のツインアノード溶射機を用いて市販の金属とクロム酸化物粉末をスチール板上に形成するのであるが、その際に各電極に140Aの電流を流しながら2つのフィーダーを用いてプラズマ中にニッケルクロム合金粉末とクロム酸化物粉末とを供給しながら、通常のプラズマ溶射ガンの2倍のエネルギーを加えて、ニッケルクロム合金とクロム酸化物とを半溶融状態にして、薄く緻密で基材と密着性のよい複合化皮膜を得ることができる。そして、酸化物の含有量の調整は、各フィーダからの材料の供給量を調整することで設定できる。
【0065】
また、別の手段として、上記と同様の溶射機を用い、1つのフィーダーに所定比率でニッケルクロム合金粉末とクロム酸化物とを混合し、各電極に140Aの電流を流しながらプラズマ中にニッケルクロム合金粉末とクロム酸化物粉末の混合物を供給しながら、通常のプラズマ溶射ガンの2倍のエネルギーを加えて、ニッケルクロム合金とクロム酸化物とを半溶融の状態にして、薄く緻密で基材と密着性のよい複合化皮膜を得ることができる。この場合の酸化物の含有量の調整は、フィーダに供給される各材料の混合比率を調整することで設定できる。
(3)次に、高速の回転域まで高い摩擦特性を維持できるような摩擦部材の付加的な構造について説明する。
【0066】
図8は酸化物皮膜の表面写真、図9は摩擦部材同士が締結された状態での断面構造を簡略化して示し、上記▲3▼〜▲5▼のいずれかの方法により皮膜を形成すると酸化物皮膜12の表面部が凹凸状になり、凹状部分12aが潤滑油を周縁部から排出するための気孔として面方向に連通された構造になるので、自動変速機のロックアップクラッチ、変速クラッチ、バンドブレーキ等の摩擦要素を押し付ける際に、多孔質なペーパー摩擦材を通して潤滑油を排出すると共に、酸化物皮膜の凹状部分を通して潤滑油を排出させることができる。
【0067】
これにより高速の回転域で流体油膜の発生を抑制し、油膜を切りやすくすることで、高速回転域まで境界潤滑状態を維持することができるようになる。また、摩擦要素を押し付けた状態で回転している間、潤滑油に熱を放熱し、この潤滑油を気孔内部から排出するので、摩擦により生じた熱を外部に放出させることができ、摺接面にかかる熱負荷を緩和することができるようになり、高速回転域まで良好なμ−V特性が得られる。
(4)次に、トルクコンバーターへの適用例について説明する。
【0068】
図10は従来のトルクコンバータの断面構造を示し、図11は図10におけるロックアップクラッチの断面構造及び側面構造、並びに酸化物皮膜が形成されるプレート部材の断面構造を示し、ロックアップクラッチはポンプ21と一体的に回転するケーシング22と、このケーシング22に対して摺接及び離間可能にタービン23と一体的に回転するクラッチ24とを備え、ケーシング22におけるクラッチ24に対向してクラッチ24と摺接する部位22aの全周又は一部分に前述した▲1▼〜▲5▼のいずれかの方法にて酸化物皮膜12を形成した中空円盤状のプレート部材25をレーザビーム溶接によって接合した構造を有している。
【0069】
上記プレート部材25は、その片面(摺接面)に酸化物皮膜12が形成され、その摺接面が所望の粗さに調整されたものを予め用意し、溶接歪みの少ないレーザビーム溶接によって入力側の摩擦材と摺接する部位に接合される。
【0070】
また、他の接合例として、図12に示すように上記プレート部材25の周縁部に一定間隔で複数の突起部26を設け、図13に示すようにプレート部材25の摺接面に酸化物皮膜12を形成した後、ケーシング22の成形時にプレート部材25の突起部26を加締めることにより双方が相対的に回転しないように機械的に接合することもできる。
【0071】
尚、他の適用例として、図15に示す如く自動変速機の変速クラッチ31やバンドブレーキ(不図示)などの摩擦要素に応用することもできる。
(5)酸化物皮膜にクラウニング(膨らみ)を設けた構造
図14は図11や図12に示すプレート部材25に形成される酸化物皮膜12の詳細な断面構造を示しており、図示のようにプレート部材25に形成される酸化物皮膜12に摺接面側の中央部が凸状に最も膨らんだ滑らかなクラウニングを設けることでプレート部材25とペーパー摩擦材との当たりを調整できる構造となり、従来ペーパー摩擦材側の摺接面に設定していた(管理が難しい)テーパーを廃止することができると共に、ケーシングが変形しても充分なシール性や潤滑油の排出性を確保することができるようになる。上記クラウニングは、酸化物皮膜形成後の後加工においてエンドレスペーパなどを用いて形成できる。
【0072】
そして、この構造によれば、ペーパー摩擦材が多孔質であることで相手材と摺接する際に潰れると共に、ペーパー摩擦材とより均等に接触させることが可能となるため安定した摩擦特性を得ることができる。
【図面の簡単な説明】
【図1】一方の摩擦部材としてのセルロース繊維シートと、他方の摩擦部材としての金属、酸化物、炭化物、及び窒化物の夫々とを摺接させる試験による金属元素の原子番号と両部材間の摩擦係数との関係を示す図である。
【図2】図1の試験に用いられる一方の摩擦部材としての試験片の形状を示す図である。
【図3】図1の試験に用いられる他方の摩擦部材としての試験片の形状を示す図である。
【図4】一方の摩擦部材としてのセルロース繊維シートと、他方の摩擦部材としてのクロム酸化物を含有する部材とを摺接させる試験による金属酸化物の含有量と摩擦係数との関係を示す図である。
【図5】一方の摩擦部材としてのセルロース繊維シートと他方の摩擦部材としての従来構造の部材とを摺接させる試験による耐久時間と摩擦係数との関係と、一方の摩擦部材としてのセルロース繊維シートと他方の摩擦部材として例示するクロム酸化物を含有する部材とを摺接させる試験による耐久時間と摩擦係数との関係とを比較して示す図である。
【図6】一方の摩擦部材としてのセルロース繊維シートと他方の摩擦部材としての従来構造の部材とを摺接させる試験による周速と摩擦係数との関係(a)と、一方の摩擦部材としてのセルロース繊維シートと他方の摩擦部材として例示するクロム酸化物を含有する部材とを摺接させる試験による周速と摩擦係数との関係(b)とを示す図である。
【図7】一方の摩擦部材としてのセルロース繊維シートと他方の摩擦部材としての従来構造の部材とを摺接させる試験による耐久時間と摩擦トルク及び加圧力との関係(a)と、一方の摩擦部材としてのセルロース繊維シートと他方の摩擦部材として例示するクロム酸化物を含有する部材とを摺接させる試験による耐久時間と摩擦トルク及び加圧力との関係(b)とを示す図である。
【図8】酸化物皮膜の表面写真を示す図である。
【図9】摩擦部材同士が締結された状態での断面構造を簡略化して示した図である。
【図10】従来のトルクコンバータの断面構造を示す図である。
【図11】図10におけるロックアップクラッチの断面構造(a)及び側面構造(c)、並びに酸化物皮膜が形成されるプレート部材の断面構造(b)を示した図である。
【図12】ロックアップクラッチのケーシングと接合するためのプレート部材の他の構造を示す図である。
【図13】ロックアップクラッチにおけるケーシングとプレート部材との他の接合例を示す図である。
【図14】図11や図12に示すプレート部材に形成される酸化物皮膜の詳細な断面構造を示した図である。
【図15】自動変速機の変速クラッチへの適用例を示す図である。
【符号の説明】
1,11 金属部材(基材)
2 セルロース繊維シート
12 酸化物皮膜
12a 気孔
21 ポンプ
22 ケーシング
23 タービン
24 クラッチ
25 プレート部材
26 突起部
【発明の属する技術分野】
本発明は、摩擦による発熱に伴う摩擦特性の劣化が少なく、面圧を上げることなく高い摩擦トルクが得られる摩擦部材及び摩擦部材ユニットに関する。
【0002】
【従来の技術】
自動変速機のロックアップクラッチ、変速クラッチ、バンドブレーキなどのように潤滑油に浸された状態で摩擦を利用して部材同士が締結される特徴を持つ湿式クラッチ機構やその締結部位には、高い摩擦係数を有し、良好なμ−V特性を持つことが要求される。このような部位で用いられる摩擦材の組み合わせとしては、セルロース繊維或いは合成繊維を構造の骨格としたペーパー摩擦材を相手材としてスチール板とを組み合わせたものがあるが、高い摩擦トルクの要求を満たすため面圧を上げれば、ペーパー摩擦材がへたる・摩耗する・剥離する、或いは摩擦による発熱に伴いスチール板の表面に形成される微細な凹凸状の皮膜が劣化し、摩擦係数が低下して所望の摩擦力が得られないという問題を抱えている。
【0003】
従来の摩擦部材として、特開平6−147244号公報には、高速鉄道車両用の電磁吸着式ブレーキに用いられる摩擦材であって、レールとの間の摩擦係数や摩擦力を最適化するように、0.5〜3重量%の金属酸化物或いは金属炭化物を含有し、鉄などの他の材料と共に焼結して構成されたものが開示されている。
【0004】
【特許文献1】
特開平6−147244号公報。
【0005】
【発明が解決しようとする課題】
境界潤滑にて得られる摩擦係数や摩擦力などを決定する因子としては、部材同士が接触する固体部(摺接面)の作用と、油膜が薄い領域で潤滑油中の添加剤が粘度を増加させる作用とがある。そのうち、前者の固体部には、通常、クラッチ等の湿式クラッチの場合、摩擦に伴なう発熱を利用して相手材としてのスチール板の表面に潤滑油の添加剤を吸着させ、その一部を熱分解することで表面に微細な凹凸状の皮膜を形成させている。この析出した凹凸状の皮膜がペーパー摩擦材を機械的に引っ掻くように作用することで高い摩擦係数を得ている。
【0006】
しかしながら、これら皮膜の効果は、温度上昇に伴い軟化する、或いは熱負荷がかかりすぎると皮膜が劣化するなどの熱的安定性に問題を抱えている。また、この凹凸状の皮膜により得られる摩擦係数には限界があった。
【0007】
本発明は、上述の課題に鑑みてなされ、その目的は、特に、潤滑油による境界潤滑下の油膜が切れた状態下において摺接する多孔質な有機材料からなる部材に対して、高い摩擦係数及び良好なμ−V特性とを兼ね備える摩擦部材や摩擦部材ユニットを提供することである。
【0008】
【課題を解決するための手段】
上述の課題を解決し、目的を達成するために、本発明の摩擦部材は、C−H基を含有する多孔質な有機材料からなる部材に摺接する摩擦部材であって、前記摺接する表面部が遷移金属の酸化物を5重量%以上含有してなる。
【0009】
また、好ましくは、上記摩擦部材において、前記摺接する表面部には前記酸化物を含有する皮膜が形成される。
【0010】
また、好ましくは、上記摩擦部材において、前記摺接する表面部は金属と酸化物とを複合化して形成され、或いはこれらを複合化した皮膜が形成される。
【0011】
また、好ましくは、上記摩擦部材において、前記皮膜は溶射により形成される。
【0012】
また、好ましくは、上記摩擦部材において、前記皮膜は複合めっきにより形成される。
【0013】
また、好ましくは、上記摩擦部材において、前記皮膜はPVDにより形成される。
【0014】
また、好ましくは、上記摩擦部材において、前記皮膜は焼結により形成される。
【0015】
また、好ましくは、上記摩擦部材において、前記皮膜はスプレー塗装により形成される。
【0016】
また、好ましくは、上記摩擦部材において、前記摺接する表面部は凹凸形状とされ、当該凹状部分が気孔として外部に連通される。
【0017】
本発明の摩擦部材ユニットは、C−H基を含有する有機材料からなる第1の摩擦部材と、前記第1の摩擦部材に摺接する表面部が遷移金属の酸化物を5重量%以上含有してなる第2の摩擦部材とを具備する。
【0018】
また、好ましくは、上記摩擦部材ユニットにおいて、前記第1の摩擦部材は有機繊維成形体或いは多孔質な有機材料からなる。
【0019】
また、好ましくは、上記摩擦部材ユニットにおいて、前記第1及び第2の摩擦部材はクラッチの摩擦要素となる。
【0020】
【発明の効果】
以上のように、請求項1の発明によれば、C−H基を含有する多孔質な有機材料からなる部材に摺接する表面部が遷移金属の酸化物を5重量%以上含有してなることで、有機材料中に含まれるC−H基と酸化物中の酸素との間に作用する分子間力或いは水素結合力によって従来のスチール材に比べてC−H基と酸化物皮膜とが接触する面積を十分多く確保して高く安定した摩擦特性を得ることができる。
【0021】
また、例えば、湿式クラッチなどに応用した場合でも、従来のスチール板表面で問題となっている温度上昇に伴なう軟化や熱劣化の影響を受けにくくなる。
【0022】
請求項2の発明によれば、C−H基を含有する多孔質な有機材料からなる部材に摺接する表面部には酸化物を含有する皮膜が形成されるので、簡単な構造で基材表面の必要箇所に酸化物を形成することができる。
【0023】
請求項3の発明によれば、C−H基を含有する多孔質な有機材料からなる部材に摺接する表面部は金属と酸化物とを複合化して形成され、或いはこれらを複合化した皮膜が形成されていることによって、金属により酸化物を強固に保持できるため基材への密着性、耐久性、及び放熱性などを向上させることができる。
【0024】
請求項4の発明によれば、皮膜は溶射により形成されることによって、酸化物を半溶融の状態にして薄く緻密で基材と密着性のよい酸化物皮膜を形成することができる。また、皮膜中の酸化物の含有量を調整できるので、その含有量を増減して摩擦部材ごとの使用条件に応じて摩擦特性を変化させることができる。
【0025】
請求項5の発明によれば、皮膜は複合めっきにより形成されることによって、簡単な方法にて基材表面の必要箇所に酸化物を形成することができる。また、金属により酸化物を強固に保持できるため基材への密着性、耐久性、及び放熱性などを向上させることができる。
【0026】
請求項6の発明によれば、皮膜はPVDにより形成されることによって、簡単な方法にて基材表面の必要箇所に酸化物を形成することができる。また、金属により酸化物を強固に保持できるため基材への密着性、耐久性、及び放熱性などを向上させることができる。
【0027】
請求項7の発明によれば、皮膜は焼結により形成されることによって、簡単な方法にて基材表面の必要箇所に酸化物を形成することができる。また、金属により酸化物を強固に保持できるため基材への密着性、耐久性、及び放熱性などを向上させることができる。
【0028】
請求項8の発明によれば、皮膜はスプレー塗装により形成されることによって、簡単な方法にて基材表面の必要箇所に酸化物を形成することができる。また、金属により酸化物を強固に保持できるため基材への密着性、耐久性、及び放熱性などを向上させることができる。
【0029】
請求項9の発明によれば、C−H基を含有する多孔質な有機材料からなる部材に摺接する表面部は凹凸形状とされ、当該凹状部分が気孔として外部に連通されることによって、例えば、湿式クラッチなどに応用した場合に多孔質な摩擦材を通して潤滑油を排出すると共に、酸化物皮膜の凹状部分を通して潤滑油を外部に排出させることができ、高速の回転域で流体油膜の発生を抑制し、油膜を切りやすくすることで、高速回転域まで境界潤滑状態を維持することができるようになる。また、摩擦要素を押し付けた状態で回転している間、潤滑油に熱を放熱し、この潤滑油を気孔内部から排出するので、摩擦により生じた熱を外部に放出させることができ、摺接面にかかる熱負荷を緩和することができるようになり、高速回転域まで良好なμ−V特性が得られる。
【0030】
請求項10の発明によれば、C−H基を含有する有機材料からなる第1の摩擦部材と、第1の摩擦部材に摺接する表面部が遷移金属の酸化物を5重量%以上含有してなる第2の摩擦部材とを具備することによって、有機材料中に含まれるC−H基と酸化物中の酸素との間に作用する分子間力或いは水素結合力によって従来のスチール材に比べてC−H基と酸化物皮膜とが接触する面積を十分多く確保して高く安定した摩擦特性を得ることができる。
【0031】
また、例えば、湿式クラッチなどに応用した場合でも、従来のスチール板表面で問題となっている温度上昇に伴なう軟化や熱劣化の影響を受けにくくなる。
【0032】
請求項11の発明によれば、第1の摩擦部材は有機繊維成形体或いは多孔質な有機材料からなることによって、例えば、湿式クラッチなどに応用した場合に多孔質な摩擦材を通して潤滑油を排出すると共に、酸化物皮膜の凹状部分を通して潤滑油を外部に排出させることができ、高速の回転域で流体油膜の発生を抑制し、油膜を切りやすくすることで、高速回転域まで境界潤滑状態を維持することができるようになる。また、摩擦要素を押し付けた状態で回転している間、潤滑油に熱を放熱し、この潤滑油を気孔内部から排出するので、摩擦により生じた熱を外部に放出させることができ、摺接面にかかる熱負荷を緩和することができるようになり、高速回転域まで良好なμ−V特性が得られる。
【0033】
請求項12の発明によれば、第1及び第2の摩擦部材はクラッチの摩擦要素となることによって、高速の回転域で高く安定した摩擦特性を得ることができる。
【0034】
【発明の実施の形態】
以下に、本発明の実施の形態について添付図面を参照して詳細に説明する。
【0035】
尚、以下に説明する実施の形態は、本発明の実現手段としての一例であり、本発明は、その趣旨を逸脱しない範囲で下記実施形態を修正又は変形したものに適用可能である。
【0036】
[発明の概要]
本発明の特徴点の1つは、特に、油膜が切れた境界潤滑の状態で、熱負荷に対する安定性が高く、面圧を上げることなく高い摩擦係数や摩擦力(両者を併せて摩擦特性ともいう)を得ようとするものであって、ペーパー摩擦材を構成するセルロースや有機材料の中に含まれるC−H(炭化水素)基に着目し、これらC−H基との間で作用する分子間力や水素結合力がより高くなる組み合わせとして金属の酸化物を含有する摩擦部材を相手側の摩擦部材として組み合せたことにある。
【0037】
上記ペーパー摩擦材を構成するセルロースや有機材料との組み合わせ、或いは部材摺接時の摩擦特性を各種金属・酸化物・炭化物・窒化物について考察してみると、酸化物との組み合わせが最も高くなる(図1参照)。
【0038】
これは、セルロースや有機材料の中に含まれるC−H基と酸化物中の酸素との間にC−H…・O−Metalに作用する分子間力或いは水素結合力によるものであって、C−H…・N−Metal、C−H…・C−Metal、C−H…・Metalに比べて十分大きく、分子間力や水素結合の結合力そのものは金属結合や共有結合などと比べるとより低いレベルではあるが、弾性に富んだ多孔質な摩擦材と摺接させることで、C−Hと酸化物皮膜とが接触する面積を十分多く確保して高く安定した摩擦特性を得ることができるからである。
【0039】
尚、図1の試験結果は、図2及び図3に示す試験片を用いて得られる。即ち、互いに摺接する1対の摩擦材のうち、第1の摩擦部材は円盤状金属部材1の表面にバインダなどによってセルロース繊維シート2を貼り付けた構造を有し(図2参照)、第2の摩擦部材は円盤状金属部材11の表面に酸化物、炭化物、及び窒化物の皮膜12を夫々形成した構造や金属表面をそのまま残した構造を有する(図3参照)。また、各皮膜12及び金属表面はラップ仕上げによりRa0.1以下に加工され、各摩擦部材の各部の寸法は図2及び図3に示す通りである。
【0040】
尚、図1の試験での評価条件は周速0.1m/s、面圧1MPa、大気中、無潤滑となっている。
【0041】
一方、潤滑油中に添加されている添加剤は金属表面に対してより活性な分子が用いられており、酸化物に対する活性は相対的に低いものである。従って、酸化物皮膜上においては、前述のように表面に潤滑油の添加剤を吸着させ、一部を熱分解することで表面に形成される微細な凹凸状の皮膜は減ることになり、スチール板表面で問題となっている温度上昇に伴なう軟化や熱劣化の影響を受けにくくなる。
【0042】
湿式クラッチなどで用いられる摩擦部材の場合、潤滑油による境界潤滑下でセルロース繊維や有機材料が晒される温度範囲は200℃以下であり、セルロース繊維や有機材料が炭化や熱劣化するレベルの温度とはならないので、摩擦要素の主体となるセルロースや有機材料の中に含まれるC−H基と酸化物中の酸素との間による作用力は、実用域で安定な特性を得ることができる。
【0043】
本発明は、このような背景に基づき、C−H基の構造を持つセルロース繊維や合成繊維などからなるペーパー摩擦材、或いはC−H基を構造に含む多孔質な有機材料からなる摩擦部材に対して相手側の摩擦部材が摺接する部位に金属酸化物の皮膜を形成したものである。
【0044】
そして、図4に示すように実用域(例えば、周速0.9m/s)で摩擦係数0.15以上を維持する効果を有効に発現させるには、その相手材と摺接する部位に遷移金属の酸化物皮膜を形成、或いは遷移金属の酸化物皮膜を分散させた構造であって、皮膜中の同酸化物の含有量を5重量%以上の範囲に調整されたものであることが必要である。
【0045】
遷移金属の酸化物皮膜を選択した理由は、金属元素の元素番号(或いは原子量)のより大きい元素からなる酸化物ほど効果が大きいことによるもので(図1参照)、C−H基を含有したセルロースや有機材料を相手側の摩擦材として適切な効果が得られるものである。
【0046】
一方、金属表面をそのまま残した構造であっても大気中に曝露すると金属の最表面は酸化物の薄い膜で覆われていることが知られているが、その程度の含有量(5%未満)では上記効果が認められず、含有量の差異によって有効な量を確認した結果(図4参照)、最低でも皮膜中に5重量%の酸化物が含有していることが必要であると判明したため皮膜中の金属酸化物の含有量を5重量%以上に設定している。
【0047】
[摩擦部材の構造]
本発明に係る実施形態では、第1の(相手側)摩擦部材にはC−H基を含有する多孔質な有機材料により構成されたもの、第1の摩擦部材に摺接する第2の摩擦部材には遷移金属の酸化物を5重量%以上含有するものが夫々用いられ、或いは互いに摺接する1対の摩擦部材として第1の摩擦部材と第2の摩擦部材とを組み合わせることにより摩擦部材ユニットを構成する。
【0048】
そして、上記遷移金属の酸化物は基材表面に酸化物皮膜として形成されるか、或いは金属と酸化物とが複合化されて(複合化皮膜として)形成される。上記酸化物皮膜や複合化皮膜は後述する溶射や焼結やスプレーコート(塗装)などの各種処理法を用いて形成される。更に、複合化皮膜は複合めっきやPVD(物理蒸着)などの処理法を用いて形成される。
【0049】
また、好ましくは第2の摩擦部材の摺接面は凹凸形状とされ、この凹状部分が潤滑油を通して外周側に排出する気孔として面方向に連通された構造を有する。
【0050】
尚、上記有機材料としてはセルロース繊維などのC−H基を含有する天然繊維の他、ポリアミド系繊維などのC−H基を含有する合成繊維などが用いられる。また、上記遷移金属の酸化物としては、図1にも示すようにクロム酸化物、チタン酸化物、酸化鉄などが用いられ、基材としては鉄(Fe)系、アルミニウム(Al)系、銅(Cu)系などの金属部材が用いられる。
【0051】
[実施例]
(1)以下に、摩擦による発熱に伴う劣化が少なく、面圧を上げることなく高い摩擦特性が得られる摩擦部材の具体的な実施例及び実施方法について説明する。
【0052】
▲1▼溶射により酸化物皮膜や複合化皮膜を形成する方法
例えば、エアロプラズマ社製のツインアノード溶射機を用いて、市販のクロム酸化物粉末を基材であるスチール板上に形成する。この方法によれば、各電極に140Aの電流を流しながらフィーダーによりプラズマ中に粉末を供給可能となり、通常のプラズマ溶射ガンの2倍のエネルギーを加えることで酸化物を半溶融の状態にして、薄く緻密で基材と密着性のよいクロム酸化物皮膜を形成することができる。
【0053】
この皮膜によって、図5に示すように、従来では得ることができなかった0.15以上の高い摩擦係数を高速の回転域まで維持することができる。また、酸化物中の酸素と有機材料中のC−H基との間の分子間力や水素結合力により、従来のスチール板に比べ潤滑油中の添加剤の影響や温度の影響を受けにくい安定した摩擦特性を得ることができる。
【0054】
尚、図5は潤滑油としてマツダ純正ATFを用い、LVFA試験機を用いた一定荷重及び一定周速(0.9m/s)での低速すべり摩擦試験(JASO(日本自動車規格) M349に準拠した耐久試験)を行った際の時間(Hr)に応じた摩擦係数(μ)の変化を従来のスチール板構造との比較で示し、また、図6は図5と同様の試験機を用いてμ−V特性試験を行った際の周速(m/s)に基づく摩擦係数(μ)の変化を従来のスチール板との比較で示している。
【0055】
上記図5及び図6の各試験結果によれば、従来のスチール板構造に比べて高速回転域まで温度変化によらず安定な摩擦特性、つまり低速では摩擦係数が低く、高速になるにつれて摩擦係数が高くなる特性を得ることが確認できる。
【0056】
また、図7は一定トルク(125Nm)が得られるように荷重を制御しながら運転した際の経過時間(sec)に応じた摩擦トルク(Nm)と加圧力(N)の各変化を従来との比較で示している。
【0057】
上記図7の結果によれば、従来のスチール板構造に比べてより低い荷重で同程度のトルクを得ることが確認できる。
【0058】
即ち、セルロース繊維からなる多孔質なペーパー摩擦材と酸化物皮膜との間で従来には得られない高い摩擦特性が得られ、温度によらず安定な特性となる。
【0059】
▲2▼PVDにより複合化皮膜を形成する方法
汎用のPVD装置を用いて真空中で基材としてのスチール板上にクロム酸化物の皮膜を形成する。この方法によれば、簡単な方法にて基材表面の必要箇所に薄い酸化物の皮膜を形成することができる。また、金属により酸化物を強固に保持できるため基材への密着性、耐久性、及び放熱性などを向上させることができる。更に、上記▲1▼と同様に従来のスチール板構造に比べて高速回転域まで温度変化によらず安定な摩擦特性、つまり低速では摩擦係数が低く、高速になるにつれて摩擦係数(0.15以上)が高くなる特性を得ることができる。
【0060】
▲3▼複合めっきにより複合化皮膜を形成する方法
ニッケル浴中に所定量のクロム酸化物粒子を懸濁させて、基材としての被処理物にめっき処理を施すことで表面にクロム酸化物粒子を含有しためっき皮膜を形成する。あるいは、3価のクロム酸浴を用いて過電流な条件でめっき皮膜を析出させることにより、クロム皮膜中に微細なクロム酸化物を共析させた皮膜が形成される。この方法によれば、簡単な方法にて基材表面の必要箇所に酸化物を形成させることができる。また、金属により酸化物を強固に保持できるため基材への密着性、耐久性、及び放熱性などを向上させることができる。更に、上記▲1▼及び▲2▼と同様に従来のスチール板構造に比べて高速回転域まで温度変化によらず安定な摩擦特性、つまり低速では摩擦係数が低く、高速になるにつれて摩擦係数(0.15以上)が高くなる特性を得ることができる。
【0061】
▲4▼焼結により酸化物皮膜や複合化皮膜を形成する方法
所定比率に調整した酸化物粉末と金属の予備成形体(基材)とを用意し、これらをプレート状部品として焼結するか、或いは金属プレート(基材)上に酸化物粉末をセットして焼結することで2層構造の部材とする。更には、鉄系基材等の焼結部品を予め用意し、その部材の気孔中に重クロム酸溶液を含浸させた後、その部材を電気炉中で加熱することで焼結材表面にクロム酸化物を形成させる。この方法によれば、簡単な方法にて基材表面の必要箇所に酸化物を形成させることができる。また、金属により酸化物を強固に保持できるため基材への密着性、耐久性、及び放熱性などを向上させることができる。更に、上記▲1▼〜▲3▼と同様に従来のスチール板構造に比べて高速回転域まで温度変化によらず安定な摩擦特性、つまり低速では摩擦係数が低く、高速になるにつれて摩擦係数(0.15以上)が高くなる特性を得ることができる。
【0062】
▲5▼スプレー塗装により酸化物皮膜や複合化皮膜を形成する方法
溶剤(N−M−Pノルマルメチルピロリドン)、バインダー(ポリアミドイミド)などの耐熱性樹脂分をベースに、クロム酸化物粉末を所定量配合した塗料を用意し、被処理物(基材)に塗布した後、電気炉を用いて約230℃にて乾燥させることで皮膜を形成する。この方法によれば、簡単な方法にて基材表面の必要箇所に酸化物を形成させることができる。また、金属により酸化物を強固に保持できるため基材への密着性、耐久性、及び放熱性などを向上させることができる。更に、上記▲1▼〜▲4▼と同様に従来のスチール板構造に比べて高速回転域まで温度変化によらず安定な摩擦特性、つまり低速では摩擦係数が低く、高速になるにつれて摩擦係数(0.15以上)が高くなる特性を得ることができる。
(2)次に、皮膜中の酸化物の含有量を調整することで摩擦特性のレベルを調整する手段について説明する。
【0063】
皮膜中の酸化物の含有量を調整することで、その含有量を増減して摩擦部材ごとの使用条件に応じて摩擦特性を変化させることができる。
【0064】
具体的には、上記▲1▼と同様にエアロプラズマ社製のツインアノード溶射機を用いて市販の金属とクロム酸化物粉末をスチール板上に形成するのであるが、その際に各電極に140Aの電流を流しながら2つのフィーダーを用いてプラズマ中にニッケルクロム合金粉末とクロム酸化物粉末とを供給しながら、通常のプラズマ溶射ガンの2倍のエネルギーを加えて、ニッケルクロム合金とクロム酸化物とを半溶融状態にして、薄く緻密で基材と密着性のよい複合化皮膜を得ることができる。そして、酸化物の含有量の調整は、各フィーダからの材料の供給量を調整することで設定できる。
【0065】
また、別の手段として、上記と同様の溶射機を用い、1つのフィーダーに所定比率でニッケルクロム合金粉末とクロム酸化物とを混合し、各電極に140Aの電流を流しながらプラズマ中にニッケルクロム合金粉末とクロム酸化物粉末の混合物を供給しながら、通常のプラズマ溶射ガンの2倍のエネルギーを加えて、ニッケルクロム合金とクロム酸化物とを半溶融の状態にして、薄く緻密で基材と密着性のよい複合化皮膜を得ることができる。この場合の酸化物の含有量の調整は、フィーダに供給される各材料の混合比率を調整することで設定できる。
(3)次に、高速の回転域まで高い摩擦特性を維持できるような摩擦部材の付加的な構造について説明する。
【0066】
図8は酸化物皮膜の表面写真、図9は摩擦部材同士が締結された状態での断面構造を簡略化して示し、上記▲3▼〜▲5▼のいずれかの方法により皮膜を形成すると酸化物皮膜12の表面部が凹凸状になり、凹状部分12aが潤滑油を周縁部から排出するための気孔として面方向に連通された構造になるので、自動変速機のロックアップクラッチ、変速クラッチ、バンドブレーキ等の摩擦要素を押し付ける際に、多孔質なペーパー摩擦材を通して潤滑油を排出すると共に、酸化物皮膜の凹状部分を通して潤滑油を排出させることができる。
【0067】
これにより高速の回転域で流体油膜の発生を抑制し、油膜を切りやすくすることで、高速回転域まで境界潤滑状態を維持することができるようになる。また、摩擦要素を押し付けた状態で回転している間、潤滑油に熱を放熱し、この潤滑油を気孔内部から排出するので、摩擦により生じた熱を外部に放出させることができ、摺接面にかかる熱負荷を緩和することができるようになり、高速回転域まで良好なμ−V特性が得られる。
(4)次に、トルクコンバーターへの適用例について説明する。
【0068】
図10は従来のトルクコンバータの断面構造を示し、図11は図10におけるロックアップクラッチの断面構造及び側面構造、並びに酸化物皮膜が形成されるプレート部材の断面構造を示し、ロックアップクラッチはポンプ21と一体的に回転するケーシング22と、このケーシング22に対して摺接及び離間可能にタービン23と一体的に回転するクラッチ24とを備え、ケーシング22におけるクラッチ24に対向してクラッチ24と摺接する部位22aの全周又は一部分に前述した▲1▼〜▲5▼のいずれかの方法にて酸化物皮膜12を形成した中空円盤状のプレート部材25をレーザビーム溶接によって接合した構造を有している。
【0069】
上記プレート部材25は、その片面(摺接面)に酸化物皮膜12が形成され、その摺接面が所望の粗さに調整されたものを予め用意し、溶接歪みの少ないレーザビーム溶接によって入力側の摩擦材と摺接する部位に接合される。
【0070】
また、他の接合例として、図12に示すように上記プレート部材25の周縁部に一定間隔で複数の突起部26を設け、図13に示すようにプレート部材25の摺接面に酸化物皮膜12を形成した後、ケーシング22の成形時にプレート部材25の突起部26を加締めることにより双方が相対的に回転しないように機械的に接合することもできる。
【0071】
尚、他の適用例として、図15に示す如く自動変速機の変速クラッチ31やバンドブレーキ(不図示)などの摩擦要素に応用することもできる。
(5)酸化物皮膜にクラウニング(膨らみ)を設けた構造
図14は図11や図12に示すプレート部材25に形成される酸化物皮膜12の詳細な断面構造を示しており、図示のようにプレート部材25に形成される酸化物皮膜12に摺接面側の中央部が凸状に最も膨らんだ滑らかなクラウニングを設けることでプレート部材25とペーパー摩擦材との当たりを調整できる構造となり、従来ペーパー摩擦材側の摺接面に設定していた(管理が難しい)テーパーを廃止することができると共に、ケーシングが変形しても充分なシール性や潤滑油の排出性を確保することができるようになる。上記クラウニングは、酸化物皮膜形成後の後加工においてエンドレスペーパなどを用いて形成できる。
【0072】
そして、この構造によれば、ペーパー摩擦材が多孔質であることで相手材と摺接する際に潰れると共に、ペーパー摩擦材とより均等に接触させることが可能となるため安定した摩擦特性を得ることができる。
【図面の簡単な説明】
【図1】一方の摩擦部材としてのセルロース繊維シートと、他方の摩擦部材としての金属、酸化物、炭化物、及び窒化物の夫々とを摺接させる試験による金属元素の原子番号と両部材間の摩擦係数との関係を示す図である。
【図2】図1の試験に用いられる一方の摩擦部材としての試験片の形状を示す図である。
【図3】図1の試験に用いられる他方の摩擦部材としての試験片の形状を示す図である。
【図4】一方の摩擦部材としてのセルロース繊維シートと、他方の摩擦部材としてのクロム酸化物を含有する部材とを摺接させる試験による金属酸化物の含有量と摩擦係数との関係を示す図である。
【図5】一方の摩擦部材としてのセルロース繊維シートと他方の摩擦部材としての従来構造の部材とを摺接させる試験による耐久時間と摩擦係数との関係と、一方の摩擦部材としてのセルロース繊維シートと他方の摩擦部材として例示するクロム酸化物を含有する部材とを摺接させる試験による耐久時間と摩擦係数との関係とを比較して示す図である。
【図6】一方の摩擦部材としてのセルロース繊維シートと他方の摩擦部材としての従来構造の部材とを摺接させる試験による周速と摩擦係数との関係(a)と、一方の摩擦部材としてのセルロース繊維シートと他方の摩擦部材として例示するクロム酸化物を含有する部材とを摺接させる試験による周速と摩擦係数との関係(b)とを示す図である。
【図7】一方の摩擦部材としてのセルロース繊維シートと他方の摩擦部材としての従来構造の部材とを摺接させる試験による耐久時間と摩擦トルク及び加圧力との関係(a)と、一方の摩擦部材としてのセルロース繊維シートと他方の摩擦部材として例示するクロム酸化物を含有する部材とを摺接させる試験による耐久時間と摩擦トルク及び加圧力との関係(b)とを示す図である。
【図8】酸化物皮膜の表面写真を示す図である。
【図9】摩擦部材同士が締結された状態での断面構造を簡略化して示した図である。
【図10】従来のトルクコンバータの断面構造を示す図である。
【図11】図10におけるロックアップクラッチの断面構造(a)及び側面構造(c)、並びに酸化物皮膜が形成されるプレート部材の断面構造(b)を示した図である。
【図12】ロックアップクラッチのケーシングと接合するためのプレート部材の他の構造を示す図である。
【図13】ロックアップクラッチにおけるケーシングとプレート部材との他の接合例を示す図である。
【図14】図11や図12に示すプレート部材に形成される酸化物皮膜の詳細な断面構造を示した図である。
【図15】自動変速機の変速クラッチへの適用例を示す図である。
【符号の説明】
1,11 金属部材(基材)
2 セルロース繊維シート
12 酸化物皮膜
12a 気孔
21 ポンプ
22 ケーシング
23 タービン
24 クラッチ
25 プレート部材
26 突起部
Claims (12)
- C−H基を含有する多孔質な有機材料からなる部材に摺接する摩擦部材であって、
前記摺接する表面部が遷移金属の酸化物を5重量%以上含有してなることを特徴とする摩擦部材。 - 前記摺接する表面部には前記酸化物を含有する皮膜が形成されることを特徴とする請求項1に記載の摩擦部材。
- 前記摺接する表面部は金属と酸化物とを複合化して形成され、或いはこれらを複合化した皮膜が形成されることを特徴とする請求項1又は2に記載の摩擦部材。
- 前記皮膜は溶射により形成されることを特徴とする請求項2又は3に記載の摩擦部材。
- 前記皮膜は複合めっきにより形成されることを特徴とする請求項3に記載の摩擦部材。
- 前記皮膜はPVDにより形成されることを特徴とする請求項2又は3に記載の摩擦部材。
- 前記皮膜は焼結により形成されることを特徴とする請求項2又は3に記載の摩擦部材。
- 前記皮膜はスプレー塗装により形成されることを特徴とする請求項2又は3に記載の摩擦部材。
- 前記摺接する表面部は凹凸形状とされ、当該凹状部分が気孔として外部に連通されることを特徴とする請求項1乃至8のいずれか1項に記載の摩擦部材。
- C−H基を含有する有機材料からなる第1の摩擦部材と、前記第1の摩擦部材に摺接する表面部が遷移金属の酸化物を5重量%以上含有してなる第2の摩擦部材とを具備することを特徴とする摩擦部材ユニット。
- 前記第1の摩擦部材は有機繊維成形体或いは多孔質な有機材料からなることを特徴とする請求項10に記載の摩擦部材ユニット。
- 前記第1及び第2の摩擦部材はクラッチの摩擦要素となることを特徴とする請求項10又は11に記載の摩擦部材ユニット。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003031131A JP2004238567A (ja) | 2003-02-07 | 2003-02-07 | 摩擦部材及び摩擦部材ユニット |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003031131A JP2004238567A (ja) | 2003-02-07 | 2003-02-07 | 摩擦部材及び摩擦部材ユニット |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004238567A true JP2004238567A (ja) | 2004-08-26 |
Family
ID=32957816
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003031131A Pending JP2004238567A (ja) | 2003-02-07 | 2003-02-07 | 摩擦部材及び摩擦部材ユニット |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004238567A (ja) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5924542U (ja) * | 1982-08-05 | 1984-02-15 | 臼井国際産業株式会社 | デイスク・ブレ−キ装置におけるデイスク構造体 |
| JPS5956438U (ja) * | 1982-10-05 | 1984-04-13 | 玉置重工業株式会社 | デイスクブレ−キ |
| JPS6377143U (ja) * | 1986-11-10 | 1988-05-23 | ||
| JPS63219563A (ja) * | 1987-03-10 | 1988-09-13 | Toyota Motor Corp | デイスクロ−タの製造方法 |
| JPH04142388A (ja) * | 1990-10-02 | 1992-05-15 | Aisin Chem Co Ltd | 湿式摩擦材 |
| JPH0614572U (ja) * | 1992-07-23 | 1994-02-25 | エヌエスケー・ワーナー株式会社 | 摩擦係合装置 |
| JP2001049467A (ja) * | 1999-08-16 | 2001-02-20 | Ngk Insulators Ltd | 摺動材料およびその製造方法 |
-
2003
- 2003-02-07 JP JP2003031131A patent/JP2004238567A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5924542U (ja) * | 1982-08-05 | 1984-02-15 | 臼井国際産業株式会社 | デイスク・ブレ−キ装置におけるデイスク構造体 |
| JPS5956438U (ja) * | 1982-10-05 | 1984-04-13 | 玉置重工業株式会社 | デイスクブレ−キ |
| JPS6377143U (ja) * | 1986-11-10 | 1988-05-23 | ||
| JPS63219563A (ja) * | 1987-03-10 | 1988-09-13 | Toyota Motor Corp | デイスクロ−タの製造方法 |
| JPH04142388A (ja) * | 1990-10-02 | 1992-05-15 | Aisin Chem Co Ltd | 湿式摩擦材 |
| JPH0614572U (ja) * | 1992-07-23 | 1994-02-25 | エヌエスケー・ワーナー株式会社 | 摩擦係合装置 |
| JP2001049467A (ja) * | 1999-08-16 | 2001-02-20 | Ngk Insulators Ltd | 摺動材料およびその製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4602655B2 (ja) | 対称な幾何学的形状を有する摩擦調整層を有する摩擦材料 | |
| KR102057131B1 (ko) | 슈퍼페라이트 철계 화합물을 함유하는 분무 분말 및 기판, 특히 열적 분무층을 가진 브레이크 디스크 | |
| JP5453533B2 (ja) | 摺動部材 | |
| GB2242240A (en) | Bearings | |
| CN103347629A (zh) | 耐磨无铅合金滑动元件及其制造方法 | |
| JPWO2014181562A1 (ja) | 摺動部材 | |
| GB2363433A (en) | PTFE based composite sliding material | |
| CN104999736A (zh) | 多层滑动部件,以及用于汽车的齿条-齿轮型操控设备中的使用该多层滑动部件的齿条导承 | |
| DE3421569C1 (de) | Verschleissfeste Beschichtung | |
| KR20150085047A (ko) | 피스톤 링용 용사 피막, 피스톤 링 및 피스톤 링용 용사 피막의 제조 방법 | |
| GB2241993A (en) | Bearings | |
| JP2020533475A (ja) | 摺動性コーティング、それを用いた摺動要素及びそれの使用 | |
| JP3416049B2 (ja) | 摺動部用被覆材およびピストンリング | |
| JPS63303048A (ja) | シフトフオ−ク | |
| JPH02178395A (ja) | 摺動材料 | |
| JP2004238567A (ja) | 摩擦部材及び摩擦部材ユニット | |
| JP2015183237A (ja) | 摺動部材 | |
| JP4507735B2 (ja) | 湿式摩擦部材及び湿式摩擦部材ユニット | |
| JP4203971B2 (ja) | 低フリクション炭素薄膜 | |
| JP4349719B2 (ja) | アルミニウム青銅焼結軸受材料およびその製造方法 | |
| JP2006213013A (ja) | 複層樹脂摺動部材 | |
| JP6682366B2 (ja) | 摺動部材の製造方法 | |
| JP3661750B2 (ja) | 複層焼結摺動部材の製造方法 | |
| JP6258139B2 (ja) | 摺動部材 | |
| JP2004225762A (ja) | 湿式クラッチ用摺動部材および湿式クラッチ装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051208 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20080117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080205 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080606 |