JP2004237460A - 縦型射出成形機 - Google Patents
縦型射出成形機 Download PDFInfo
- Publication number
- JP2004237460A JP2004237460A JP2003026135A JP2003026135A JP2004237460A JP 2004237460 A JP2004237460 A JP 2004237460A JP 2003026135 A JP2003026135 A JP 2003026135A JP 2003026135 A JP2003026135 A JP 2003026135A JP 2004237460 A JP2004237460 A JP 2004237460A
- Authority
- JP
- Japan
- Prior art keywords
- turntable
- mold
- injection
- holding plate
- molding machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1642—Making multilayered or multicoloured articles having a "sandwich" structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C2045/1685—Making multilayered or multicoloured articles mounting of the additional injection unit
Abstract
【課題】ターンテーブル機構付きの縦型射出成形機において2色成形を可能にし、また、2色成形の射出パターンの選択の自由度の大きいマシンを提供すること。
【解決手段】上側金型を取り付けた上側保持プレートと、下側金型を取り付けたターンテーブルと、上側保持プレートとターンテーブルを上下方向に相対移動させる型開閉機構と、上側保持プレートの上方に配設された射出ユニットとを、備えた縦型射出成形機において、上側金型には2つの樹脂注入口を設けて、各樹脂注入口にそれぞれ対応して第1の射出ユニットと第2の射出ユニットを縦置きに配設し、ターンテーブルは型開き状態においてサーボモータによって回転駆動可能として、下側金型を任意の回転位置に位置決め可能とし、上側金型に対する下側金型の対向状態を可変できるように、構成する。
【選択図】 図1
【解決手段】上側金型を取り付けた上側保持プレートと、下側金型を取り付けたターンテーブルと、上側保持プレートとターンテーブルを上下方向に相対移動させる型開閉機構と、上側保持プレートの上方に配設された射出ユニットとを、備えた縦型射出成形機において、上側金型には2つの樹脂注入口を設けて、各樹脂注入口にそれぞれ対応して第1の射出ユニットと第2の射出ユニットを縦置きに配設し、ターンテーブルは型開き状態においてサーボモータによって回転駆動可能として、下側金型を任意の回転位置に位置決め可能とし、上側金型に対する下側金型の対向状態を可変できるように、構成する。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、縦型射出成形機に係り、特に、2つの射出ユニットを備え、2種の樹脂を順次あるいは同時に射出することによって、2色成形を行うための縦型成形機に関するものである。
【0002】
【従来の技術】
縦型射出成形機において、回転駆動可能なターンテーブルに下側金型を搭載した、従来のターンテーブル機構付きの縦型射出成形機は、型開き状態においてターンテーブルを回転させて、下側金型を上側金型に対向した位置から移動させることが可能となっている。したがって、下側金型を上側金型の下側から離脱した位置に持ち運び、この位置で下側金型にインサート成形用の部品を容易に装着・位置決めすることが可能になっている。このような従来のターンテーブル機構付きの縦型射出成形機においては、縦置きに配設される射出ユニットの数は単一であるのが、一般的である。
【0003】
【発明が解決しようとする課題】
上述した従来のターンテーブル機構付きの縦型射出成形機は、インサート成形に用いて好便なものではあるが、備えられた射出ユニットは単一であり、2色成形を行うことに関しては、配慮がなされていなかった。
【0004】
本発明の目的とするところは、ターンテーブル機構付きの縦型射出成形機において2色成形を可能にし、また、2色成形の射出パターンの選択の自由度の大きいマシンを提供することにある。
【0005】
【課題を解決するための手段】
本発明は上記した目的を達成するために、上側金型を取り付けた上側保持プレートと、下側金型を取り付けたターンテーブルと、上側保持プレートとターンテーブルを上下方向に相対移動させる型開閉機構と、上側保持プレートの上方に配設された射出ユニットとを、備えた縦型射出成形機において、
上側金型には2つの樹脂注入口を設けて、各樹脂注入口にそれぞれ対応して第1の射出ユニットと第2の射出ユニットを縦置きに配設し、
ターンテーブルは型開き状態においてサーボモータによって回転駆動可能として、下側金型を任意の回転位置に位置決め可能とし、上側金型に対する下側金型の対向状態を可変できるように、
構成する。
【0006】
【発明の実施の形態】
以下、本発明の実施の形態を、図面を用いて説明する。
【0007】
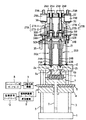
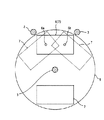
図1および図2は本発明の一実施形態(以下、本実施形態と記す)に係り、図1は、本実施形態に係るターンテーブル機構付きの縦型射出成形機の要部断正面図、図2は、ターンテーブルの回転の様子を示す説明図である。なお、図1においては、ターンテーブルより上の部分は、射出ユニットの軸中心を通る断面を示しており、ターンテーブルとその保持プレートの部分は、ターンテーブルの回転中心を通る断面を示している。なおまた、図1においては、射出ユニットがノズルタッチしていない状態となっているが、射出時にはノズルタッチされるようになっていることは、言うまでもない。
【0008】
図1において、1は下側保持プレート、2は上側保持プレート、3は、下側保持プレート1と上側保持プレート2にその両端を固定された3本のタイバー、4は、タイバー3に挿通・案内されて昇降動作可能な中間保持プレート、5は、中間保持プレート4に回転可能に取り付けられたターンテーブル、6は、上側保持プレート2の下面側に取り付けられた上側金型、7は、ターンテーブル5の上面側に取り付けられた下側金型である。
【0009】
ターンテーブル5は、図示せぬマシンの制御手段およびモータドライバによって駆動制御されるターンテーブル用サーボモータ8によって、回転伝達機構9を介して回転駆動される(サーボモータ8によって、ターンテーブル5を任意の回転位置に正確に位置付けできるようになっている)。ここでは、このターンテーブル5の回転中心は、3本のタイバー3のうちの正面寄りのタイバー3の軸中心と一致している。また、中間保持プレート4は、図示せぬマシンの制御手段およびモータドライバによって駆動制御される型開閉用サーボモータ10によって、型開閉機構(ターンテーブル昇降機構)11を介して昇降駆動される。なお、ターンテーブル用サーボモータ8および回転伝達機構9は、中間保持プレート4に搭載されている。
【0010】
上側金型6の上面側には、第1の樹脂注入口6aと第2の樹脂注入口6bとが設けられており、上側保持プレート2には、第1の樹脂注入口6aと第2の樹脂注入口6bにそれぞれ対応する、射出ユニットの先端挿入穴2a、2bが設けられている。
【0011】
上側保持プレート2の上側には、第1の樹脂注入口6aと第2の樹脂注入口6bにそれぞれ対応して、第1の射出ユニット20Aと第2の射出ユニット20Bが縦置きに配設されている。
【0012】
図1において、21、22は、2つの射出ユニット20A、20Bに共通な下側支持プレートおよび上側支持プレートで、下側支持プレート21には、各射出ユニット20A、20Bの加熱シリンダ23A、23Bの基部が取り付けられており、各加熱シリンダ23A、23B内には、回転並びに前後進可能であるようにスクリュー24A、24Bが配設されている。また、上側支持プレート22には、各射出ユニット20A、20Bの回転軸25A、25Bがそれぞれ軸支されており、各回転軸25A、25Bには、被動プーリ26A、26Bがそれぞれ固着されていると共に、ボールネジ機構27A、27Bのネジ軸27A−1、27B−1の端部がそれぞれ固着されている。なお、回転軸25Aとネジ軸27A−1、および、回転軸25Bとネジ軸27B−1は、それぞれ一体のものであってもよい。
【0013】
また、上側支持プレート22には、各射出ユニット20A、20Bの射出用サーボモータ28A、28Bが搭載されており、各射出用サーボモータ28A、28Bの出力軸に固着した駆動プーリ29A、29Bが、図示せぬタイミングベルトを介して、各被動プーリ26A、26Bにそれぞれ回転を伝達するようになっている。
【0014】
下側支持プレート21と上側支持プレート22との間に架け渡らされた案内軸30には、各射出ユニット20A、20Bの移動体31A、31Bが上下動可能なように保持されており、この各移動体31A、31Bには、ネジ軸27A−1、27B−1にそれぞれ螺合されたボールネジ機構27A、27Bのナット体27A−2、27B−2の端部がそれぞれ固着されている。
【0015】
また、各移動体31A、31Bには、被動プーリ体32A、32Bがそれぞれ回転可能なように取り付けられており、この被動プーリ体32A、32Bに、スクリュー24A、24Bの基部が固着されている。さらに、各移動体31A、31Bには、計量用サーボモータ33A、33Bがそれぞれ搭載されており、各計量用サーボモータ33A、33Bの出力軸に固着した駆動プーリ34A、34Bが、図示せぬタイミングベルトを介して、各被動プーリ体32A、32Bにそれぞれ回転を伝達するようになっている。
【0016】
また、下側支持プレート21にはノズルタッチ用サーボモータ35が搭載されており、このノズルタッチ用サーボモータ35の回転力を図示せぬボールネジ機構によって直線運動に変換して、各射出ユニット20A、20Bを含む射出系メカニズム全体を上下に駆動し、射出時には、第1の射出ユニット20Aの加熱シリンダ23Aの先端のノズルを、上側金型6の第1の樹脂注入口6aに押し付けると共に、第2の射出ユニット20Bの加熱シリンダ23Bの先端のノズルを、上側金型6の第2の樹脂注入口6bに押し付けるようになっている。
【0017】
上述した第1の射出ユニット20Aと第2の射出ユニット20Bは、互いに独立して計量動作、射出動作を行い得るようになっている。計量時には、計量用サーボモータ33A(33B)を回転駆動して、この回転力を、駆動プーリ34A(34B)→図示せぬタイミングベルト→被動プーリ体32A(32B)を経由して、スクリュー24A(24B)に伝達して、スクリュー24A(24B)を所定方向に回転させ、これによって、加熱シリンダ23A(23B)の基端側に供給された樹脂原料を混練・可塑化しつつ、スクリュー24A(24B)のネジ送り作用によってスクリュー先端側に送り込む。そして、スクリュー先端側に溶融樹脂が蓄えられるに従って、スクリュー24A(24B)が背圧を制御されつつ後退し、スクリュー先端側に所定量の溶融樹脂が蓄えられた時点で、計量用サーボモータ33A(33B)を停止させてスクリュー24A(24B)の回転を停止させるようになっている。また、射出時には、射出用サーボモータ28A(28B)を回転駆動して、この回転力を、駆動プーリ29A(29B)→図示せぬタイミングベルト→被動プーリ26A(26B)→回転軸25A(25B)を経由して、ボールネジ機構27A(27B)のネジ軸27A−1(27B−1)に伝達して、ネジ軸27A−1(27B−1)を所定方向に回転させ、これによって、ボールネジ機構27A(27B)により回転を直線運動に変換してボールネジ機構27A(27B)のナット体27A−2(27B−2)を前進させて、ナット体27A−2(27B−2)と共に移動体31A(31B)およびスクリュー24A(24B)を前進駆動し、スクリュー24A(24B)によりスクリュー先端側に蓄えられて溶融樹脂を、上側金型6と下側金型7とで形成されたキャビティ(成形空間)内に、射出・充填するようになっている。
【0018】
次に、本実施形態のターンテーブル機構付きの縦型射出成形機による2色成形について説明する。本実施形態においては、1つの上側金型6に対して共通な2つの下側金型7を、ターンテーブル5上に180°おきに搭載してある。
【0019】
まず、上側金型6と下側金型7とで形成される成形空間(キャビティ)の形状が一定であるサンドウィッチ成形について説明する。このサンドウィッチ成形では、型開き状態において、ターンテーブル5上の一方の下側金型7が上側金型6と完全に対向するように、ターンテーブル5がその回転位置を位置決め・制御され(図2の実線図示の状態)、この状態で型締めが行われる(なお、このとき型締めされた下側金型7にはインサート成形用の部材が装着・位置決めされている)。これによって、上側金型6に穿設した第1の樹脂注入口6aと第2の樹脂注入口6bの両者が、成形空間と連通した状態となる。この状態で、まず、第1の射出ユニット20Aによって第1の樹脂注入口6aを経由して、両金型6、7で形成される成形空間内に樹脂Aが射出され、この樹脂Aが固化する前に、続いて、第1の射出ユニット20Bによって第2の樹脂注入口6bを経由して、両金型6、7で形成される成形空間内に樹脂Bが射出され、これによって、樹脂A内に樹脂Bが挟まれたサンドウィッチ成形がなされる(図1は、このサンドウィッチ成形の様子を示している)。
【0020】
また、上記したように射出およびそれに引続く冷却(成形品の固化)が行われている間に、ターンテーブル7上にある他方の下側金型7(非成形位置にある下側金型7)に対して、インサート成形用の部材が装着・位置決めされるようになっている。そして、サンドウィッチ成形による成形品が固化した後、型開きが行われ、次に成形品の取り出しが行われ、続いて、ターンテーブル7が180°回転駆動される。これによって、インサート成形用の部材が装着・位置決めされた他方の下側金型7が、上側金型6と完全に対向する位置に持ち運ばれることになり、次に型締めが行われる。
【0021】
かような成形手法を採ると、インサート成形でかつサンドウィッチ成形による成形品が、効率よく生産できる。
【0022】
次に、第1の射出ユニット20Aによる射出時と第2の射出ユニット20Bによる射出時とで、上側金型6と下側金型7とで形成される成形空間の形状が変化する2色成形について説明する。この場合には、型開き状態において、ターンテーブル5上の一方の下側金型7の一部のみが上側金型6と対向するように、ターンテーブル5がその回転位置を位置決め・制御され(図2の2点鎖線図示の状態)、この状態で型締めが行われる。これによって、上側金型6に穿設した第1の樹脂注入口6aのみが、成形空間と連通した状態となる。この状態で、まず、第1の射出ユニット20Aによって第1の樹脂注入口6aを経由して、両金型6、7で形成される成形空間内に樹脂Aが射出され、この樹脂Aが固化した後、型開きとターンテーブル5の回転が行われ、他方の下側金型7が図2の3点鎖線図示の位置に持ち運ばれる。この持ち運ばれた他方の下側金型7には、先の工程で成形された樹脂Aによる成形部分があり、かつ、樹脂Aに対してインサート成形用の部材が装着・位置決めされている。続いて、型締めが行われ、これによって、上側金型6に穿設した第2の樹脂注入口6bのみが、成形空間と連通した状態となる。この状態で、第2の射出ユニット20Bによって第2の樹脂注入口6bを経由して、両金型6、7で形成される成形空間内に樹脂Bが射出される。そして、樹脂Bが固化した後、型開きと、成形品の取り出しとが行われる。
【0023】
続いて、成形品の取り出しを行った下側金型7が、図2の2点鎖線図示の位置に来るように、ターンテーブル7が180°回転駆動され、先と同様の、型締め並びに第1の射出ユニット20Aによる樹脂Aの射出が行われる。そして、樹脂Aが固化した後、型開きとターンテーブル5の回転が行われて、非成形位置に持ち運ばれた下側金型7の樹脂Aによる成形部分に対して、インサート成形用の部材の装着・位置決めが行われる。
【0024】
かような成形手法を採っても、インサート成形でかつ2色成形による成形品が、効率よく生産できる。
【0025】
なお、上述した実施の形態では、ターンテーブル5上に2つの下側金型7を搭載した例を示したが、ターンテーブル5上に単一の下側金型7を搭載した場合においても、本発明は有効である。
【0026】
また、上述した2色成形の射出パターン以外の2色成形(マーブル模様の2色成形)も可能であり、また、インサート用の部材の装着タイミングも任意に選択可能である。
【0027】
なおまた、上述した実施の形態では、中間保持プレート4、ターンテーブル5を昇降させて型開閉を行うようにしているが、場合によっては、上側保持プレート2や射出ユニット側を昇降させて型開閉を行うようにしてよい。
【0028】
【発明の効果】
以上のように本発明によれば、ターンテーブル機構付きの縦型射出成形機において2色成形を可能にし、また、2色成形の射出パターンの選択の自由度の大きいマシンを提供することができ、その価値は多大である。
【図面の簡単な説明】
【図1】本発明の一実施形態に係るターンテーブル機構付きの縦型射出成形機の要部断正面図である。
【図2】本発明の一実施形態に係るターンテーブル機構付きの縦型射出成形機における、ターンテーブルの回転の様子を示す説明図である。
【符号の説明】
1 下側保持プレート
2 上側保持プレート
2a、2b 射出ユニットの先端挿入穴
3 タイバー
4 中間保持プレート
5 ターンテーブル
6 上側金型
6a 第1の樹脂注入口
6b 第2の樹脂注入口
7 下側金型
8 ターンテーブル用サーボモータ
9 回転伝達機構
10 型開閉用サーボモータ
11 型開閉機構(ターンテーブル昇降機構)
20A 第1の射出ユニット
20B 第2の射出ユニット
21 下側支持プレート
22 上側支持プレート
23A、23B 加熱シリンダ
24A、24B スクリュー
25A、25B 回転軸
26A、26B 被動プーリ
27A、27B ボールネジ機構
27A−1、27B−1 ネジ軸
27A−2、27B−2 ナット体
28A、28B 射出用サーボモータ
29A、29B 駆動プーリ
30 案内軸
31A、31B 移動体
32A、32B 被動プーリ体
33A、33B 計量用サーボモータ
34A、34B 駆動プーリ
【発明の属する技術分野】
本発明は、縦型射出成形機に係り、特に、2つの射出ユニットを備え、2種の樹脂を順次あるいは同時に射出することによって、2色成形を行うための縦型成形機に関するものである。
【0002】
【従来の技術】
縦型射出成形機において、回転駆動可能なターンテーブルに下側金型を搭載した、従来のターンテーブル機構付きの縦型射出成形機は、型開き状態においてターンテーブルを回転させて、下側金型を上側金型に対向した位置から移動させることが可能となっている。したがって、下側金型を上側金型の下側から離脱した位置に持ち運び、この位置で下側金型にインサート成形用の部品を容易に装着・位置決めすることが可能になっている。このような従来のターンテーブル機構付きの縦型射出成形機においては、縦置きに配設される射出ユニットの数は単一であるのが、一般的である。
【0003】
【発明が解決しようとする課題】
上述した従来のターンテーブル機構付きの縦型射出成形機は、インサート成形に用いて好便なものではあるが、備えられた射出ユニットは単一であり、2色成形を行うことに関しては、配慮がなされていなかった。
【0004】
本発明の目的とするところは、ターンテーブル機構付きの縦型射出成形機において2色成形を可能にし、また、2色成形の射出パターンの選択の自由度の大きいマシンを提供することにある。
【0005】
【課題を解決するための手段】
本発明は上記した目的を達成するために、上側金型を取り付けた上側保持プレートと、下側金型を取り付けたターンテーブルと、上側保持プレートとターンテーブルを上下方向に相対移動させる型開閉機構と、上側保持プレートの上方に配設された射出ユニットとを、備えた縦型射出成形機において、
上側金型には2つの樹脂注入口を設けて、各樹脂注入口にそれぞれ対応して第1の射出ユニットと第2の射出ユニットを縦置きに配設し、
ターンテーブルは型開き状態においてサーボモータによって回転駆動可能として、下側金型を任意の回転位置に位置決め可能とし、上側金型に対する下側金型の対向状態を可変できるように、
構成する。
【0006】
【発明の実施の形態】
以下、本発明の実施の形態を、図面を用いて説明する。
【0007】
図1および図2は本発明の一実施形態(以下、本実施形態と記す)に係り、図1は、本実施形態に係るターンテーブル機構付きの縦型射出成形機の要部断正面図、図2は、ターンテーブルの回転の様子を示す説明図である。なお、図1においては、ターンテーブルより上の部分は、射出ユニットの軸中心を通る断面を示しており、ターンテーブルとその保持プレートの部分は、ターンテーブルの回転中心を通る断面を示している。なおまた、図1においては、射出ユニットがノズルタッチしていない状態となっているが、射出時にはノズルタッチされるようになっていることは、言うまでもない。
【0008】
図1において、1は下側保持プレート、2は上側保持プレート、3は、下側保持プレート1と上側保持プレート2にその両端を固定された3本のタイバー、4は、タイバー3に挿通・案内されて昇降動作可能な中間保持プレート、5は、中間保持プレート4に回転可能に取り付けられたターンテーブル、6は、上側保持プレート2の下面側に取り付けられた上側金型、7は、ターンテーブル5の上面側に取り付けられた下側金型である。
【0009】
ターンテーブル5は、図示せぬマシンの制御手段およびモータドライバによって駆動制御されるターンテーブル用サーボモータ8によって、回転伝達機構9を介して回転駆動される(サーボモータ8によって、ターンテーブル5を任意の回転位置に正確に位置付けできるようになっている)。ここでは、このターンテーブル5の回転中心は、3本のタイバー3のうちの正面寄りのタイバー3の軸中心と一致している。また、中間保持プレート4は、図示せぬマシンの制御手段およびモータドライバによって駆動制御される型開閉用サーボモータ10によって、型開閉機構(ターンテーブル昇降機構)11を介して昇降駆動される。なお、ターンテーブル用サーボモータ8および回転伝達機構9は、中間保持プレート4に搭載されている。
【0010】
上側金型6の上面側には、第1の樹脂注入口6aと第2の樹脂注入口6bとが設けられており、上側保持プレート2には、第1の樹脂注入口6aと第2の樹脂注入口6bにそれぞれ対応する、射出ユニットの先端挿入穴2a、2bが設けられている。
【0011】
上側保持プレート2の上側には、第1の樹脂注入口6aと第2の樹脂注入口6bにそれぞれ対応して、第1の射出ユニット20Aと第2の射出ユニット20Bが縦置きに配設されている。
【0012】
図1において、21、22は、2つの射出ユニット20A、20Bに共通な下側支持プレートおよび上側支持プレートで、下側支持プレート21には、各射出ユニット20A、20Bの加熱シリンダ23A、23Bの基部が取り付けられており、各加熱シリンダ23A、23B内には、回転並びに前後進可能であるようにスクリュー24A、24Bが配設されている。また、上側支持プレート22には、各射出ユニット20A、20Bの回転軸25A、25Bがそれぞれ軸支されており、各回転軸25A、25Bには、被動プーリ26A、26Bがそれぞれ固着されていると共に、ボールネジ機構27A、27Bのネジ軸27A−1、27B−1の端部がそれぞれ固着されている。なお、回転軸25Aとネジ軸27A−1、および、回転軸25Bとネジ軸27B−1は、それぞれ一体のものであってもよい。
【0013】
また、上側支持プレート22には、各射出ユニット20A、20Bの射出用サーボモータ28A、28Bが搭載されており、各射出用サーボモータ28A、28Bの出力軸に固着した駆動プーリ29A、29Bが、図示せぬタイミングベルトを介して、各被動プーリ26A、26Bにそれぞれ回転を伝達するようになっている。
【0014】
下側支持プレート21と上側支持プレート22との間に架け渡らされた案内軸30には、各射出ユニット20A、20Bの移動体31A、31Bが上下動可能なように保持されており、この各移動体31A、31Bには、ネジ軸27A−1、27B−1にそれぞれ螺合されたボールネジ機構27A、27Bのナット体27A−2、27B−2の端部がそれぞれ固着されている。
【0015】
また、各移動体31A、31Bには、被動プーリ体32A、32Bがそれぞれ回転可能なように取り付けられており、この被動プーリ体32A、32Bに、スクリュー24A、24Bの基部が固着されている。さらに、各移動体31A、31Bには、計量用サーボモータ33A、33Bがそれぞれ搭載されており、各計量用サーボモータ33A、33Bの出力軸に固着した駆動プーリ34A、34Bが、図示せぬタイミングベルトを介して、各被動プーリ体32A、32Bにそれぞれ回転を伝達するようになっている。
【0016】
また、下側支持プレート21にはノズルタッチ用サーボモータ35が搭載されており、このノズルタッチ用サーボモータ35の回転力を図示せぬボールネジ機構によって直線運動に変換して、各射出ユニット20A、20Bを含む射出系メカニズム全体を上下に駆動し、射出時には、第1の射出ユニット20Aの加熱シリンダ23Aの先端のノズルを、上側金型6の第1の樹脂注入口6aに押し付けると共に、第2の射出ユニット20Bの加熱シリンダ23Bの先端のノズルを、上側金型6の第2の樹脂注入口6bに押し付けるようになっている。
【0017】
上述した第1の射出ユニット20Aと第2の射出ユニット20Bは、互いに独立して計量動作、射出動作を行い得るようになっている。計量時には、計量用サーボモータ33A(33B)を回転駆動して、この回転力を、駆動プーリ34A(34B)→図示せぬタイミングベルト→被動プーリ体32A(32B)を経由して、スクリュー24A(24B)に伝達して、スクリュー24A(24B)を所定方向に回転させ、これによって、加熱シリンダ23A(23B)の基端側に供給された樹脂原料を混練・可塑化しつつ、スクリュー24A(24B)のネジ送り作用によってスクリュー先端側に送り込む。そして、スクリュー先端側に溶融樹脂が蓄えられるに従って、スクリュー24A(24B)が背圧を制御されつつ後退し、スクリュー先端側に所定量の溶融樹脂が蓄えられた時点で、計量用サーボモータ33A(33B)を停止させてスクリュー24A(24B)の回転を停止させるようになっている。また、射出時には、射出用サーボモータ28A(28B)を回転駆動して、この回転力を、駆動プーリ29A(29B)→図示せぬタイミングベルト→被動プーリ26A(26B)→回転軸25A(25B)を経由して、ボールネジ機構27A(27B)のネジ軸27A−1(27B−1)に伝達して、ネジ軸27A−1(27B−1)を所定方向に回転させ、これによって、ボールネジ機構27A(27B)により回転を直線運動に変換してボールネジ機構27A(27B)のナット体27A−2(27B−2)を前進させて、ナット体27A−2(27B−2)と共に移動体31A(31B)およびスクリュー24A(24B)を前進駆動し、スクリュー24A(24B)によりスクリュー先端側に蓄えられて溶融樹脂を、上側金型6と下側金型7とで形成されたキャビティ(成形空間)内に、射出・充填するようになっている。
【0018】
次に、本実施形態のターンテーブル機構付きの縦型射出成形機による2色成形について説明する。本実施形態においては、1つの上側金型6に対して共通な2つの下側金型7を、ターンテーブル5上に180°おきに搭載してある。
【0019】
まず、上側金型6と下側金型7とで形成される成形空間(キャビティ)の形状が一定であるサンドウィッチ成形について説明する。このサンドウィッチ成形では、型開き状態において、ターンテーブル5上の一方の下側金型7が上側金型6と完全に対向するように、ターンテーブル5がその回転位置を位置決め・制御され(図2の実線図示の状態)、この状態で型締めが行われる(なお、このとき型締めされた下側金型7にはインサート成形用の部材が装着・位置決めされている)。これによって、上側金型6に穿設した第1の樹脂注入口6aと第2の樹脂注入口6bの両者が、成形空間と連通した状態となる。この状態で、まず、第1の射出ユニット20Aによって第1の樹脂注入口6aを経由して、両金型6、7で形成される成形空間内に樹脂Aが射出され、この樹脂Aが固化する前に、続いて、第1の射出ユニット20Bによって第2の樹脂注入口6bを経由して、両金型6、7で形成される成形空間内に樹脂Bが射出され、これによって、樹脂A内に樹脂Bが挟まれたサンドウィッチ成形がなされる(図1は、このサンドウィッチ成形の様子を示している)。
【0020】
また、上記したように射出およびそれに引続く冷却(成形品の固化)が行われている間に、ターンテーブル7上にある他方の下側金型7(非成形位置にある下側金型7)に対して、インサート成形用の部材が装着・位置決めされるようになっている。そして、サンドウィッチ成形による成形品が固化した後、型開きが行われ、次に成形品の取り出しが行われ、続いて、ターンテーブル7が180°回転駆動される。これによって、インサート成形用の部材が装着・位置決めされた他方の下側金型7が、上側金型6と完全に対向する位置に持ち運ばれることになり、次に型締めが行われる。
【0021】
かような成形手法を採ると、インサート成形でかつサンドウィッチ成形による成形品が、効率よく生産できる。
【0022】
次に、第1の射出ユニット20Aによる射出時と第2の射出ユニット20Bによる射出時とで、上側金型6と下側金型7とで形成される成形空間の形状が変化する2色成形について説明する。この場合には、型開き状態において、ターンテーブル5上の一方の下側金型7の一部のみが上側金型6と対向するように、ターンテーブル5がその回転位置を位置決め・制御され(図2の2点鎖線図示の状態)、この状態で型締めが行われる。これによって、上側金型6に穿設した第1の樹脂注入口6aのみが、成形空間と連通した状態となる。この状態で、まず、第1の射出ユニット20Aによって第1の樹脂注入口6aを経由して、両金型6、7で形成される成形空間内に樹脂Aが射出され、この樹脂Aが固化した後、型開きとターンテーブル5の回転が行われ、他方の下側金型7が図2の3点鎖線図示の位置に持ち運ばれる。この持ち運ばれた他方の下側金型7には、先の工程で成形された樹脂Aによる成形部分があり、かつ、樹脂Aに対してインサート成形用の部材が装着・位置決めされている。続いて、型締めが行われ、これによって、上側金型6に穿設した第2の樹脂注入口6bのみが、成形空間と連通した状態となる。この状態で、第2の射出ユニット20Bによって第2の樹脂注入口6bを経由して、両金型6、7で形成される成形空間内に樹脂Bが射出される。そして、樹脂Bが固化した後、型開きと、成形品の取り出しとが行われる。
【0023】
続いて、成形品の取り出しを行った下側金型7が、図2の2点鎖線図示の位置に来るように、ターンテーブル7が180°回転駆動され、先と同様の、型締め並びに第1の射出ユニット20Aによる樹脂Aの射出が行われる。そして、樹脂Aが固化した後、型開きとターンテーブル5の回転が行われて、非成形位置に持ち運ばれた下側金型7の樹脂Aによる成形部分に対して、インサート成形用の部材の装着・位置決めが行われる。
【0024】
かような成形手法を採っても、インサート成形でかつ2色成形による成形品が、効率よく生産できる。
【0025】
なお、上述した実施の形態では、ターンテーブル5上に2つの下側金型7を搭載した例を示したが、ターンテーブル5上に単一の下側金型7を搭載した場合においても、本発明は有効である。
【0026】
また、上述した2色成形の射出パターン以外の2色成形(マーブル模様の2色成形)も可能であり、また、インサート用の部材の装着タイミングも任意に選択可能である。
【0027】
なおまた、上述した実施の形態では、中間保持プレート4、ターンテーブル5を昇降させて型開閉を行うようにしているが、場合によっては、上側保持プレート2や射出ユニット側を昇降させて型開閉を行うようにしてよい。
【0028】
【発明の効果】
以上のように本発明によれば、ターンテーブル機構付きの縦型射出成形機において2色成形を可能にし、また、2色成形の射出パターンの選択の自由度の大きいマシンを提供することができ、その価値は多大である。
【図面の簡単な説明】
【図1】本発明の一実施形態に係るターンテーブル機構付きの縦型射出成形機の要部断正面図である。
【図2】本発明の一実施形態に係るターンテーブル機構付きの縦型射出成形機における、ターンテーブルの回転の様子を示す説明図である。
【符号の説明】
1 下側保持プレート
2 上側保持プレート
2a、2b 射出ユニットの先端挿入穴
3 タイバー
4 中間保持プレート
5 ターンテーブル
6 上側金型
6a 第1の樹脂注入口
6b 第2の樹脂注入口
7 下側金型
8 ターンテーブル用サーボモータ
9 回転伝達機構
10 型開閉用サーボモータ
11 型開閉機構(ターンテーブル昇降機構)
20A 第1の射出ユニット
20B 第2の射出ユニット
21 下側支持プレート
22 上側支持プレート
23A、23B 加熱シリンダ
24A、24B スクリュー
25A、25B 回転軸
26A、26B 被動プーリ
27A、27B ボールネジ機構
27A−1、27B−1 ネジ軸
27A−2、27B−2 ナット体
28A、28B 射出用サーボモータ
29A、29B 駆動プーリ
30 案内軸
31A、31B 移動体
32A、32B 被動プーリ体
33A、33B 計量用サーボモータ
34A、34B 駆動プーリ
Claims (5)
- 上側金型を取り付けた上側保持プレートと、下側金型を取り付けたターンテーブルと、上側保持プレートとターンテーブルを上下方向に相対移動させる型開閉機構と、上側保持プレートの上方に配設された射出ユニットとを、備えた縦型射出成形機であって、
前記上側金型には複数の樹脂注入口が設けられて、各樹脂注入口にそれぞれ対応して複数の射出ユニットが縦置きに配設され、
前記ターンテーブルは型開き状態において回転駆動可能とされて、下側金型を任意の回転位置に位置決め可能としたことを特徴とする縦型射出成形機。 - 上側金型を取り付けた上側保持プレートと、下側金型を取り付けたターンテーブルと、上側保持プレートとターンテーブルを上下方向に相対移動させる型開閉機構と、上側保持プレートの上方に配設された射出ユニットとを、備えた縦型射出成形機であって、
前記上側金型には2つの樹脂注入口が設けられて、各樹脂注入口にそれぞれ対応して第1の射出ユニットと第2の射出ユニットが縦置きに配設され、
前記ターンテーブルは型開き状態において回転駆動可能とされて、下側金型を任意の回転位置に位置決め可能としたことを特徴とする縦型射出成形機。 - 請求項1または2記載において、
前記ターンテーブルの回転駆動源はサーボモータであることを特徴とする縦型射出成形機。 - 請求項1または2記載において、
前記ターンテーブルを回転させることによって前記下側金型を回転させ、前記上側金型に対する前記下側金型の対向状態を可変できるようにしたことを特徴とする縦型射出成形機。 - 請求項2記載において、
前記ターンテーブルには、1つの前記上側金型に対して共通な、2つの前記下側金型を取り付け可能としたことを特徴とする縦型射出成形機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003026135A JP2004237460A (ja) | 2003-02-03 | 2003-02-03 | 縦型射出成形機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003026135A JP2004237460A (ja) | 2003-02-03 | 2003-02-03 | 縦型射出成形機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004237460A true JP2004237460A (ja) | 2004-08-26 |
Family
ID=32954230
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003026135A Pending JP2004237460A (ja) | 2003-02-03 | 2003-02-03 | 縦型射出成形機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004237460A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5901823B1 (ja) * | 2015-05-18 | 2016-04-13 | スギヤマプラスチック株式会社 | 樹脂射出成形方法及び樹脂射出成形装置 |
| KR101849025B1 (ko) * | 2009-12-24 | 2018-04-13 | 쿠르티 코스트루지오니 메카니체 에스.피.에이. | 연결케이블을 제조하기 위한 장치와 방법 |
| CN109454827A (zh) * | 2018-12-28 | 2019-03-12 | 东莞汇美模具制造股份有限公司 | 一种新型双色模的模具结构 |
| CN109760266A (zh) * | 2018-12-29 | 2019-05-17 | 宁波长飞亚塑料机械制造有限公司 | 一种r型电动注射转轴式双色注塑机 |
-
2003
- 2003-02-03 JP JP2003026135A patent/JP2004237460A/ja active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101849025B1 (ko) * | 2009-12-24 | 2018-04-13 | 쿠르티 코스트루지오니 메카니체 에스.피.에이. | 연결케이블을 제조하기 위한 장치와 방법 |
| JP5901823B1 (ja) * | 2015-05-18 | 2016-04-13 | スギヤマプラスチック株式会社 | 樹脂射出成形方法及び樹脂射出成形装置 |
| JP2016215456A (ja) * | 2015-05-18 | 2016-12-22 | スギヤマプラスチック株式会社 | 樹脂射出成形方法及び樹脂射出成形装置 |
| CN109454827A (zh) * | 2018-12-28 | 2019-03-12 | 东莞汇美模具制造股份有限公司 | 一种新型双色模的模具结构 |
| CN109760266A (zh) * | 2018-12-29 | 2019-05-17 | 宁波长飞亚塑料机械制造有限公司 | 一种r型电动注射转轴式双色注塑机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101835704B1 (ko) | 복합 성형품 성형용의 사출 성형기 | |
| JP2001205656A (ja) | 射出成形方法 | |
| JP2004237460A (ja) | 縦型射出成形機 | |
| JP2003039501A (ja) | ホットランナ装置および射出成形装置 | |
| JP2786243B2 (ja) | 射出成形機の射出可塑化装置 | |
| JP5022734B2 (ja) | 射出成形機 | |
| JP3499982B2 (ja) | 2材複合成形装置 | |
| JP2009000854A (ja) | 射出成形装置 | |
| US20090214687A1 (en) | Injection Molding Machine | |
| JP2006142600A (ja) | 射出成形機及び射出成形方法 | |
| JP2004237458A (ja) | 射出成形機 | |
| JP3163417B2 (ja) | 射出成形方法 | |
| KR102502455B1 (ko) | 사출 성형기 | |
| US20010045688A1 (en) | Motor controlled mold pin actuator | |
| JP4254920B2 (ja) | 射出成形機 | |
| JP4100147B2 (ja) | ホットランナー装置及び射出成形装置 | |
| JP2010167708A (ja) | 射出成形機 | |
| KR200359452Y1 (ko) | 입형식 이종 사출성형기의 회전판 구동장치 | |
| JPH09239770A (ja) | 射出成形品の製造方法及び装置 | |
| JPH10225965A (ja) | エジェクタ装置 | |
| JP3044344B2 (ja) | 射出成形機 | |
| JPH10180852A (ja) | 射出延伸ブロー成形機 | |
| KR101972614B1 (ko) | 사출성형기 및 사출성형기의 사출 제어방법 | |
| JPH08281736A (ja) | 射出成形機の射出装置 | |
| JP2000289066A (ja) | 射出成形機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050117 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20061113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061121 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070313 |