JP2004223798A - 成形品取出機の振動抑制装置 - Google Patents
成形品取出機の振動抑制装置 Download PDFInfo
- Publication number
- JP2004223798A JP2004223798A JP2003012169A JP2003012169A JP2004223798A JP 2004223798 A JP2004223798 A JP 2004223798A JP 2003012169 A JP2003012169 A JP 2003012169A JP 2003012169 A JP2003012169 A JP 2003012169A JP 2004223798 A JP2004223798 A JP 2004223798A
- Authority
- JP
- Japan
- Prior art keywords
- vibration
- molded product
- chuck
- arm
- take
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images








Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
【解決手段】成形品を保持するチャックを所定位置間にて移動制御して樹脂成形機から成形品を取り出す成形品取出機に、チャック及び該チャックを移動させる可動体の少なくともいずれかには移動停止時における可動体の残留振動を打ち消す振動を発生させる動吸振装置を設ける。
【選択図】 図1
Description
【発明が属する技術分野】
本発明は、成形品を保持するチャックが取付けられるアームの移動停止時に発生する残留振動を制振する成形品取出機の振動抑制装置に関する。
【0002】
【従来技術】
従来の成形品取出機にあっては、成形品を保持するチャックを、例えば待機位置、金型間に進入する下降位置、可動金型内の成形品に相対する前進位置、可動金型内から成形品を抜き出す後退位置、樹脂成形機の操作側または反操作側に設定された成形品解放位置等の所定位置へ移動させる際に、該チャックが取付けられた可動体、特に昇降アーム自体、移動方向と反対の方向へ撓み、その移動が停止した際には、撓みの復元力により残留振動が発生している。
【0003】
この残留振動は、例えばチャックにより成形品を保持して取出す際には、アームが振動していると、成形品に対してチャックを正確に相対させることが困難で、直ちに成形品を保持して取出すことができなかった。
【0004】
このため、次動作ヘ移行するには、アームの振動が収束してから実行する必要があり、全体としての成形品取出時間が長くなる問題を有している。
【0005】
この残留振動は、アームを高剛性化することにより低減できるが、その反面、高剛性化に伴って重量化することが避けられず、これに伴って動力源の高トルク化等、アームを動かす力を大きくする必要が生じた。この結果、装置自体、大型化及び重量化して高コスト化する問題を有している。
【0006】
従来、上記した欠点を解決するため、例えば特許文献1に示すアームの残留振動抑制方法が提案されている。
この抑制方法は、アームの加速開始から加速終了までの加速時間において、加速開始時刻から起算して、前記加速時間の75%または約75%の時間が経過した時刻に、加速度のピークが来るようにすると共に、アームの減速開始から減速終了までの減速時間において、減速開始時刻から起算して、前記減速時間の25%または約25%の時間が経過した時刻に、加速度の負のピークが来るように、アーム駆動手段への加減速指令を行うことにより残留振動を抑制している。
【0007】
【特許文献1】
特開2000−79583号
【0008】
【発明が解決しようとする課題】
しかし、上記した抑制方法では、必ずしも全ての条件において残留振動を有効に吸収できなかった。
即ち、成形品取出機自体、多種多様の成形品、従って重量や大きさが異なる成形品を取出す必要があり、また、成形品の取出態様も一様ではなく、アームの先端部に姿勢制御部材を取付けて取出し作業を行う場合もあった。
【0009】
このため、取出される成形品や取出し態様に応じてチャックを含むアームの重量、取出しの位置、生産する数量に応じた取出しの時間等が多種多様に変化するため、残留振動の固有振動数も一定ではなく、各成形品取出機の仕様に応じて減速開始ポイントを設定し直す必要がある。
【0010】
この結果、それぞれの成形品やチャック及び取出し態様に応じて残留振動の制振に必要なデータを予め取得し、成形品やチャック等の変更に応じてデータを設定し直す必要があり、この作業に多くの手間と時間がかかっていた。
【0011】
又、上記した従来の残留振動抑制方法は、上記した加減速指令が有効な加速時間帯域と有効でない加速時間帯域とがあり、有効でない加速時間帯域では、全く残留振動を抑制することができなかった。
【0012】
更に、取出条件が変更されると、これに伴ってアームの固有振動数が変化することにより有効な加減速時間帯域も変化するので、取出条件変更前に有効だった加減速時間帯域が変更後も有効であるとは限らず、残留振動を効率的に抑制できなかった。
【0013】
本発明は、上記した従来の欠点を解決するために発明されたもので、その課題とする処は、簡易な構成により広い振動帯域の残留振動を打ち消す振動を発生させて残留振動を効率的に吸収して次動作への移行を短時間に行い、取出し時間を短縮することができる成形品取出機の振動抑制装置を提供することにある。
【0014】
本発明の他の課題は、加減速時間帯域やチャック板の変更等による取出条件の変更が生じた際には、これらの条件に応じた動吸振器を予め用意して段取り換えの際に動吸振器を交換することにより、各種の取出条件の変更に対してもアームの残留振動を効率的に抑制することができる成形品取出機の振動抑制装置を提供することにある。
【0015】
【課題を解決するための手段】
本発明は、成形品を保持するチャックを所定位置間にて移動制御して樹脂成形機から成形品を取り出す成形品取出機において、チャック及び該チャックを移動させる可動体の少なくともいずれかには移動停止時における可動体の残留振動を打ち消す振動を発生させる動吸振装置を設けたことを特徴とする。
【0016】
【発明の実施形態】
以下に実施形態を示す図に従って本発明を説明する。
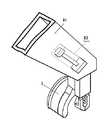
図1及び図2において、成形品取出機1は成形品を保持するチャック3を、樹脂成形機(図示せず)の軸線方向である前後方向、軸線直交方向である左右方向、上下方向の三次元方向へ移動制御して成形品を取出すもので、その本体フレーム5の基部が樹脂成形機の固定プラテン7の上面に固定される。
【0017】
本体フレーム5は金型位置から樹脂成形機の操作側又は反操作側へ延出して左右方向が長尺状からなり、その上面には左右走行体9が左右方向へ往復移動するように支持されている。そして左右走行体9に前後方向へ延出して設けられた前後フレーム11には前後走行体13が前後方向へ往復移動するように支持され、該前後走行体13には先端部にチャック3が取付けられた可動体の一部を構成する昇降アーム15が上下方向へ移動するように取付けられる。
【0018】
上記した左右走行体9、前後走行体13及び昇降アーム15は、例えばサーボモータ17・19・21によりそれぞれの方向へ移動制御されてチャック3を後述する所定の位置へ移動させる。尚、上記したサーボモータ17・19・21としては公知のリニアサーボモータを含むものであってもよい。
【0019】
昇降アーム15の先端部にはチャック3が姿勢制御装置23を介して着脱可能に取付けられる。姿勢制御装置23としては、チャック3の姿勢を垂直位置と水平位置の間で反転させる反転制御装置、チャック3の保持面が可動金型のパーティング面に相対する垂直位置、垂直状態を保ったまま保持面を水平方向へ回動させる水平回転位置の間で回動させる水平制御装置の何れであってもよく、図はチャック3の姿勢を反転回動する姿勢制御装置を示す。
【0020】
チャック3は、姿勢制御装置23の回動軸に取付けられるチャック板3aに成形品を吸着保持する複数の吸着部材や成形品をクランプするエアーシリンダ等の保持部材3bを設けた構造からなる。
【0021】
チャック3を含む昇降アーム15の下部には本発明の振動抑制装置を構成する動吸振装置25が取付けられる。動吸振装置25の取付け箇所としては、チャック3の移動停止時に昇降アーム15の振動振幅が最大になる昇降アーム15の下端部、具体的には姿勢制御装置23の背面(固定プラテン7に相対する面)側で、チャック3及び姿勢制御装置23を含む昇降アーム15の重心に一致する箇所が望ましい。
【0022】
動吸振装置25としては、想定される昇降アーム15の残留振動に対抗して動吸振装置25が発生する固有振動数に対応する弾性率及び長さで、板ばねや鋼板等の梁部材25aの上端部に、所望の固有振動数に応じた重さの錘25bを取付けた構造からなる。
【0023】
動吸振装置25が発生する振動は、概略、固有振動数、振幅、減衰率の3つで表現され、その内の固有振動数と振幅は、梁部材25aの材質、形状、長さと錘25bの重さ、取付け位置、取付け状態等との相関関係で規定される。又、振動の減衰率は、梁部材25aの材質、長さ、幅、厚みで規定される。そして動吸振装置25は、成形品取出機1に発生する残留振動の固有振動を打ち消すような周期の振動を、前述した梁部材25aと錘25bの組み合わせにより発生させる。
【0024】
尚、動吸振装置25の減衰率は、要求される残留振動の抑制時間によって適宜調整されるもので、要求される減衰率に基づいて梁部材25aの材質、長さ、幅、厚みを設定すればよい。
【0025】
次に、動吸振装置25による昇降アーム15における残留振動の吸振作用を説明する。
先ず、成形品取出機1が成形品を取出す際にチャック3を次のように移動させる。1.待機位置:樹脂成形機に装着された金型の上方位置、2.下降位置:型開した金型間内に進入する位置、3.前進位置:チャック3が型開した可動金型のパーティング面に相対して近接する位置、4.後退位置:型開した金型間にて可動金型内から成形品を完全に抜き出す位置で、上記した下降位置と一致する場合がある。5.上昇位置:成形品を保持したチャック3を金型間から完全に抜き出す位置で、上記した待機位置と一致する場合もある。6.成形品解放位置:樹脂成形機の操作側または反操作側で、成形品を樹脂成形機外にて解放させる位置。
【0026】
上記した各位置間にてチャック3を高速移動させて成形品取出し動作を行う際に、チャック3を移動させる部材、特にチャック3が直接取付けられた昇降アー知識ム15にあっては、移動に伴って移動方向と反対の方向へ撓み、チャック3の移動を停止した際には、昇降アーム15は撓みが元の状態に戻ろうとする復元力(応力)により振動することになる。
【0027】
この残留振動による昇降アーム15の固有振動数は昇降アーム15の長さ及び重量、具体的には昇降アーム15の支持点である前後走行体13からの長さ、姿勢制御装置23を含むチャック3の重量等により決まり、その振幅は先端部ほど大きくなる。このことからチャック3が下降位置に移動した後に前進位置と後退位置の間で移動停止する際に顕著に発生する傾向にある。
【0028】
そしてチャック3を含む昇降アーム15が、例えば右方向へ移動すると、該昇降アーム15の先端部側は移動方向と反対側の左側に撓み、また動吸振装置25の梁部材25aも上部に設けられた錘25bにより同じ方向へ弾性変形することになる。
【0029】
そして昇降アーム15の移動が停止した際には、撓みの復元力により左側から右側へ撓んで振動することになるが、このとき、動吸振装置25の錘25bが昇降アーム15とは別に梁部材25aの弾性率や錘25bの重さに応じた固有振動数で振動し、動吸振装置25を含む昇降アーム15全体の残留振動を打ち消す反共振振動になって昇降アーム15の振動エネルギーを吸収することにより残留振動を減衰させる。
【0030】
尚、動吸振装置25による振動は、梁部材25aの長さ、形状及び材質等により決定される減衰率に応じて徐々に減衰して収斂することになる。
【0031】
図3は動吸振装置25を取付けていない昇降アーム15の振動状態例を、図4は動吸振装置25を取付けた際の昇降アームの振動状態例を示し、これらの図から動吸振装置25を取付けた場合にあっては、移動停止後に昇降アーム15の残留振動を短時間に吸収して静止させることが分かる。
【0032】
本実施形態は、チャック3を移動させる可動体、特に昇降アーム15の移動停止時の残留振動を、該昇降アーム15に動吸振装置25を取付ける簡易な構成により短時間に収束させることができ、次動作への移行を短時間に行うことができる。
【0033】
以下に、動吸振装置及びこれが装着される成形品取出機の変更実施形態を説明する。
【0034】
1.図5に示すように、梁部材25aの上部に取付けられた錘25bの外周側に所定の微小間隔をおいてゴムリング51を取付けてか、あるいは弾性部材25aの直径と長さを変えて固有振動数および減衰率を調整してもよい。
【0035】
尚、この実施形態においては、図6に示すように錘25bの両側に圧縮ばね又は引っ張りばね等の弾性部材53を設けて梁部材25aの固有振動数及び減衰率を調整するようにしてもよい。
【0036】
2.板ばねからなる梁部材25aをゴム部材とし、該ゴム部材の上部に錘を取付けた構成であってもよい。
【0037】
3.上記説明は、動吸振装置25における梁部材の25aの振動を、その材質、長さ、幅、厚み等で規定される減衰率で減衰して収斂させる構成としたが、図7に示すように梁部材25aに、例えばゴムリング等の減衰部材65を取付けて梁部材25a自体の振動を短時間に収斂させる構成としてもよい。
【0038】
4.図8に示すように、容器71内に、例えば高粘度油等の粘性流体73を流動できるように収容し、昇降アーム15の残留振動により粘性流体73を振動させることにより反共振振動を発生させて残留振動を吸収する構成であってもよい。この場合にあっては、粘性流体73の振動を収斂させる減衰率は、その粘度によって決定される。
【0039】
5.図5及び図6に示す錘にあっては、容器内にて図8に示す例と同様に容器内に、例えば高粘度油等の粘性流体を流動できるように収容した構造であってもよい。
【0040】
6.上記説明の成形品取出機1は、チャック3を左右方向、前後方向及び上下方向の三次元方向へ移動制御して樹脂成形機から成形品を取り出す構造のものとしたが、動吸振装置が装着される成形品取出機としては、図9に示すように前後方向へ移動するように支持された可動台(図示せず)に設けられたサーボモータ等の電動モータ(図示せず)の回転軸に、チャック3を旋回移動させて金型間に進入させる旋回アーム81を取付けた構造であってもよい。
【0041】
この場合にあっては、旋回アーム81の先端部に上記したそれぞれの動吸振装置83を取付け、該旋回アーム81の旋回移動停止時に発生する残留振動を吸収すればよい。
【0042】
また、図示はしないが、チャックを左右方向及び前後方向へ移動制御して成形品を横取出しする構造の成形品取出機であっても実施可能である。この場合も、チャックが取付けられる横可動体に動吸振装置を取付け、横可動体の移動停止時に発生する残留振動を吸収すればよい。
【0043】
7.上記説明は、昇降アームとチャックとの間に設けられる姿勢制御装置に動吸振装置を取付けて昇降アームの残留振動を制振する構成としたが、動吸振装置が取付けられる部材としては、昇降アーム、チャックを姿勢制御しない取出し態様にあってはチャックに直接取付ける構成であっても良い。
【0044】
また、昇降アームに取付け場合にあっては、通常は残留振動による振幅が大きくなりやすい下部が適しているが、昇降アームの剛性等による残留振動の大きさを考慮して昇降アームの中間部や上部等のいずれの箇所でも取付け可能である。
【0045】
8.上記説明は、可動体を昇降アーム、チャック及び姿勢制御装置の少なくともいずれかとし、これに動吸振装置を取付けて昇降アームの残留振動を吸収する構成としたが、本発明の可動体としては成形品取出機においてチャックを移動させる部材、具体的には左右走行体、前後走行体を含み、少なくともいずれかに動吸振装置を取付けて昇降アームの残留振動を低減させる構成であっても良い。
【0046】
【発明の効果】
本発明は、簡易な構成により広い振動帯域の残留振動を打ち消す振動を発生させて残留振動を効率的に吸収して次動作への移行を短時間に行い、取出し時間を短縮することができる。また、加減速時間帯域やチャック板の変更等による取出条件の変更が生じた際には、これらの条件に応じた動吸振器を予め用意して段取り換えの際に動吸振器を交換することにより、各種の取出条件の変更に対してもアームの残留振動を効率的に抑制することができる。
【図面の簡単な説明】
【図1】成形品取出機の概略を示す説明図である。
【図2】動吸振装置の取付け例を示す説明図である。
【図3】動吸振装置を取付けていない昇降アーム15の振動状態例を示す波形図である。
【図4】動吸振装置を取付けた際の昇降アームの振動状態例を示す波形図である。
【図5】動吸振装置の変更実施形態を示す説明図である。
【図6】動吸振装置の変更実施形態を示す説明図である。
【図7】動吸振装置の変更実施形態を示す説明図である。
【図8】動吸振装置の変更実施形態を示す説明図である。
【図9】動吸振装置が取付けられる成形品取出機の変更実施形態を示す説明図である。
【符号の説明】
1−成形品取出機、3−チャック、15−昇降アーム、25−動吸振装置
Claims (9)
- 成形品を保持するチャックを所定位置間にて移動制御して樹脂成形機から成形品を取り出す成形品取出機において、チャック及び該チャックを移動させる可動体の少なくともいずれかには移動停止時における可動体の残留振動を打ち消す振動を発生させる動吸振装置を設けた成形品取出機の振動抑制装置。
- 請求項1において、成形品取出機はチャックを樹脂成形機の軸線方向、軸線直交方向及び上下方向へ移動制御して成形品を取り出す成形品取出機の振動抑制装置。
- 請求項1において、成形品取出機はチャックを金型間と樹脂成形機の操作側及び反操作側にいずれか一方側へ旋回移動して成形品を取り出す成形品取出機の振動抑制装置。
- 請求項2において、チャックは該チャックを上下方向へ移動する昇降アームの下部に設けると共に動吸振装置はチャックを含む昇降アームの下部に設けた成形品取出機の振動抑制装置。
- 請求項3において、チャックは該チャックを旋回移動する旋回アームの先端部に設けると共に動吸振装置は該旋回アームの先端部に設けた成形品取出機の振動抑制装置。
- 請求項1において、動吸振装置は発生させる固有振動数及び振動減衰率に応じた長さ及び弾性率の梁部材及び、該梁部材の先端部に設けられ、固有振動数に対応する重さの錘とからなる成形品取出機の振動抑制装置。
- 請求項6において、梁部材はばね材からなる成形品取出機の振動抑制装置。
- 請求項6において、梁部材及び錘の少なくともいずれかに減衰部材を設けて振動減衰率を調整可能にした成形品取出機の振動抑制装置。
- 請求項1の動吸振装置は、容器内に流体を流動可能に封入して振動させると共に流体の粘性による減衰率で振動を収斂させる成形品取出機の振動抑制装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003012169A JP2004223798A (ja) | 2003-01-21 | 2003-01-21 | 成形品取出機の振動抑制装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003012169A JP2004223798A (ja) | 2003-01-21 | 2003-01-21 | 成形品取出機の振動抑制装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2004223798A true JP2004223798A (ja) | 2004-08-12 |
| JP2004223798A5 JP2004223798A5 (ja) | 2006-02-09 |
Family
ID=32900865
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003012169A Pending JP2004223798A (ja) | 2003-01-21 | 2003-01-21 | 成形品取出機の振動抑制装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004223798A (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007136975A (ja) * | 2005-11-22 | 2007-06-07 | Star Seiki Co Ltd | 成形品取出機のチャック制振方法 |
| DE102016123716A1 (de) | 2015-12-09 | 2017-06-14 | Yushin Precision Equipment Co., Ltd. | Vorrichtung zum Entnehmen eines Formproduktes |
| JP2017105189A (ja) * | 2015-12-09 | 2017-06-15 | 株式会社ユーシン精機 | 成形品取出機 |
| DE102017118911A1 (de) | 2016-08-18 | 2018-02-22 | Yushin Precision Equipment Co., Ltd. | Vorrichtung zum Entnehmen von Formprodukt |
| DE102017118521A1 (de) | 2016-08-18 | 2018-02-22 | Yushin Precision Equipment Co., Ltd. | Vorrichtung zum entnehmen von formprodukt |
| JP2018030365A (ja) * | 2016-08-18 | 2018-03-01 | 株式会社ユーシン精機 | 成形品取出機 |
| DE102017129973A1 (de) | 2016-12-22 | 2018-06-28 | Yushin Precision Equipment Co., Ltd. | Vorrichtung zum Entnehmen von Formprodukt |
| JP2018144390A (ja) * | 2017-03-07 | 2018-09-20 | 株式会社ユーシン精機 | 成形品取出機 |
| JP2018192668A (ja) * | 2017-05-16 | 2018-12-06 | 株式会社ユーシン精機 | 成形品取出機 |
| JP2018202808A (ja) * | 2017-06-08 | 2018-12-27 | 株式会社ユーシン精機 | 成形品取出機 |
-
2003
- 2003-01-21 JP JP2003012169A patent/JP2004223798A/ja active Pending
Cited By (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007136975A (ja) * | 2005-11-22 | 2007-06-07 | Star Seiki Co Ltd | 成形品取出機のチャック制振方法 |
| DE102016123716A1 (de) | 2015-12-09 | 2017-06-14 | Yushin Precision Equipment Co., Ltd. | Vorrichtung zum Entnehmen eines Formproduktes |
| JP2017105189A (ja) * | 2015-12-09 | 2017-06-15 | 株式会社ユーシン精機 | 成形品取出機 |
| JP2017105190A (ja) * | 2015-12-09 | 2017-06-15 | 株式会社ユーシン精機 | 成形品取出機 |
| US20170165888A1 (en) * | 2015-12-09 | 2017-06-15 | Yushin Precision Equipment Co., Ltd. | Apparatus for taking out molded product |
| CN106965392A (zh) * | 2015-12-09 | 2017-07-21 | 株式会社有信精机 | 成形品取出机 |
| US10603829B2 (en) | 2015-12-09 | 2020-03-31 | Yushin Precision Equipment Co., Ltd. | Apparatus for taking out molded product |
| CN106965392B (zh) * | 2015-12-09 | 2020-08-14 | 株式会社有信精机 | 成形品取出机 |
| DE102017118911A1 (de) | 2016-08-18 | 2018-02-22 | Yushin Precision Equipment Co., Ltd. | Vorrichtung zum Entnehmen von Formprodukt |
| JP2018030364A (ja) * | 2016-08-18 | 2018-03-01 | 株式会社ユーシン精機 | 成形品取出機 |
| JP2018030365A (ja) * | 2016-08-18 | 2018-03-01 | 株式会社ユーシン精機 | 成形品取出機 |
| DE102017118521A1 (de) | 2016-08-18 | 2018-02-22 | Yushin Precision Equipment Co., Ltd. | Vorrichtung zum entnehmen von formprodukt |
| US10377072B2 (en) | 2016-08-18 | 2019-08-13 | Yushin Precision Equipment Co., Ltd. | Apparatus for taking out molded product |
| US10377059B2 (en) | 2016-08-18 | 2019-08-13 | Yushin Precision Equipment Co., Ltd. | Apparatus for taking out molded product |
| DE102017129973A1 (de) | 2016-12-22 | 2018-06-28 | Yushin Precision Equipment Co., Ltd. | Vorrichtung zum Entnehmen von Formprodukt |
| US10486342B2 (en) | 2016-12-22 | 2019-11-26 | Yushin Precision Equipment Co., Ltd. | Apparatus for taking out molded product |
| GB2558417A (en) * | 2016-12-22 | 2018-07-11 | Yushin Seiki Kk | Apparatus for taking out molded product |
| JP2018103364A (ja) * | 2016-12-22 | 2018-07-05 | 株式会社ユーシン精機 | 成形品取出機 |
| US10987834B2 (en) | 2016-12-22 | 2021-04-27 | Yushin Precision Equipment Co., Ltd. | Apparatus for taking out molded product |
| GB2558417B (en) * | 2016-12-22 | 2022-04-06 | Yushin Seiki Kk | Apparatus for taking out molded product |
| JP2018144390A (ja) * | 2017-03-07 | 2018-09-20 | 株式会社ユーシン精機 | 成形品取出機 |
| JP2018192668A (ja) * | 2017-05-16 | 2018-12-06 | 株式会社ユーシン精機 | 成形品取出機 |
| JP2018202808A (ja) * | 2017-06-08 | 2018-12-27 | 株式会社ユーシン精機 | 成形品取出機 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004223798A (ja) | 成形品取出機の振動抑制装置 | |
| CN107671264B (zh) | 一种低压铸造电机外壳螺旋水道砂芯清理机及其操作方法 | |
| CN102470419A (zh) | 毛刺除去方法及装置 | |
| EP1997573A1 (en) | Sand shake-out device using vibration | |
| EP2832495A1 (en) | Tyre-retreading system constituted by a robotized arm with angular interpolation movements | |
| CN109397700A (zh) | 三维打印后处理系统及方法 | |
| CN207449146U (zh) | 三维打印后处理系统 | |
| EP2735421A2 (en) | Apparatus for removing resin molded product and method for removing resin molded product | |
| JP6008722B2 (ja) | 成形品取出し装置 | |
| JP2004263767A (ja) | 動吸振器の固有振動数可変機構及び成形品取出機 | |
| CN217021451U (zh) | 3d打印用铲料清洗一体机 | |
| CN114228151A (zh) | 3d打印用铲料清洗一体机 | |
| CN213134160U (zh) | 一种台板清洗装置 | |
| JP2004218818A (ja) | 動吸振装置及びこれを取付けた成形品取出機 | |
| JP6991675B2 (ja) | 樹脂成形品取出し機におけるチャック姿勢制御装置 | |
| JP4151894B2 (ja) | 成形品取出機 | |
| JP6871072B2 (ja) | 成形品取出機 | |
| CN214867136U (zh) | 一种自动去水口设备 | |
| JP5592711B2 (ja) | 粉末成形品のばり取り装置 | |
| CN109913865B (zh) | 一种抛丸器前曲叶片的制备模具机构及制备方法 | |
| CN213511888U (zh) | 一种新型改进结构的机械设备减震装置 | |
| JP6779773B2 (ja) | 成形品取出機 | |
| CN207240884U (zh) | 一种甩干机 | |
| CN118204479B (zh) | 车床床身毛坯浇铸后落砂装置及方法 | |
| CN218664207U (zh) | 一种产品下线收集装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051220 |
|
| A621 | Written request for application examination |
Effective date: 20051220 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070920 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071003 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080226 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080305 |