JP2004195571A - 両面研磨機用ワークキャリア及びその製造方法 - Google Patents
両面研磨機用ワークキャリア及びその製造方法 Download PDFInfo
- Publication number
- JP2004195571A JP2004195571A JP2002365073A JP2002365073A JP2004195571A JP 2004195571 A JP2004195571 A JP 2004195571A JP 2002365073 A JP2002365073 A JP 2002365073A JP 2002365073 A JP2002365073 A JP 2002365073A JP 2004195571 A JP2004195571 A JP 2004195571A
- Authority
- JP
- Japan
- Prior art keywords
- double
- polishing machine
- side polishing
- work
- carrier
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Landscapes
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Abstract
【課題】極薄手のワークの研磨加工に好適に用いられる、剛性及び耐摩耗性に優れた両面研磨機用ワークキャリア及びその製造方法を提供する。
【解決手段】多数の骨材18を含む無電解鍍金液に所定の基板を浸漬して、その基板の表面にその多数の骨材18を含む金属組織20を形成する無電解鍍金工程を含むことから、キャリア10の厚み寸法を可及的に均一に形成できることに加え、両面研磨機による研磨加工に十分に耐え得る剛性及び耐摩耗性を付与できる。すなわち、極薄手のワークの研磨加工に好適に用いられる、剛性及び耐摩耗性に優れたキャリア10及びその製造方法を提供することができる。
【選択図】 図2
【解決手段】多数の骨材18を含む無電解鍍金液に所定の基板を浸漬して、その基板の表面にその多数の骨材18を含む金属組織20を形成する無電解鍍金工程を含むことから、キャリア10の厚み寸法を可及的に均一に形成できることに加え、両面研磨機による研磨加工に十分に耐え得る剛性及び耐摩耗性を付与できる。すなわち、極薄手のワークの研磨加工に好適に用いられる、剛性及び耐摩耗性に優れたキャリア10及びその製造方法を提供することができる。
【選択図】 図2
Description
【0001】
【発明の属する技術分野】
本発明は、両面研磨機による研磨加工技術に関し、特に、薄片状のワークを研磨加工する際にそのワークを保持する両面研磨機用ワークキャリア及びその製造方法の改良に関する。
【0002】
【従来の技術】
例えば、それぞれの研磨面が互いに平行となるように配設された第1定盤及び第2定盤を備え、その第1定盤と第2定盤との間に薄片状のワークを挟み込んだ状態で遊離砥粒を含むスラリ(泥漿)を供給しつつ相対回転させることでそのワークの両面に研磨加工を施す両面研磨機が知られている。この両面研磨機による研磨加工に際しては、上記第1定盤と第2定盤との間に上記ワークを保持するために薄板状のワークキャリアが用いられる。かかるワークキャリアは、その一部に設けられた保持穴部に上記ワークを納めた状態でそのワークと共に上記第1定盤と第2定盤との間に挟み込まれ、研磨加工に際してそのワークが常に上記第1定盤及び第2定盤の研磨面に摺接するように維持するものである。
【0003】
近年、固有振動数の共振を利用して発振周波数を安定化するための水晶発振器等に用いられる水晶振動子への需要が高まってきており、その材料である水晶薄片の研磨加工に上記両面研磨機が多用されている。水晶振動子が組み込まれる機器の小型化に伴い、その水晶振動子に用いられる水晶薄片は薄型化の一途をたどり、例えば30μmt以下といった極薄手のものが求められるようになってきており、かかる研磨加工を好適に行い得る技術の開発が模索されている。
【0004】
前記両面研磨機による研磨加工に用いられてきた従来のワークキャリアは、例えば厚み寸法30μmt乃至250μmt程度の工具鋼(SK鋼)から成るものであったが、厚み寸法30μmt以下のものは製造が困難であることに加え、十分な剛性を付与することができず、研磨加工中に変形等の不具合を生じさせるものであった。また、研磨屑により摩耗し易いという弊害もあった。そこで、例えば厚み寸法30μmt以下といった極薄手であっても十分な剛性及び耐摩耗性を備えたワークキャリアを提供すべく、種々の技術が提案されている(例えば、特許文献1を参照)。例えば、フォトリソグラフィ技術と電解鍍金技術を用いて形成された多数の中空部を有するワークキャリアといったものであるが、かかる構成では厚み寸法が不均一となることに加え、依然として十分な剛性を付与することができず、実用に足るものではなかった。
【0005】
【特許文献1】
特開平11−90817号公報
【0006】
【発明が解決しようとする課題】
本発明は、以上の事情を背景として為されたものであり、その目的とするところは、極薄手のワークの研磨加工に好適に用いられる、剛性及び耐摩耗性に優れた両面研磨機用ワークキャリア及びその製造方法を提供することにある。
【0007】
【課題を解決するための第1の手段】
かかる目的を達成するために、本第1発明の要旨とするところは、両面研磨機による研磨加工に際して、その両面研磨機に備えられた第1定盤と第2定盤との間に薄片状のワークを保持するために用いられる両面研磨機用ワークキャリアであって、全体に占める体積割合が5%以上70%以下の範囲内である多数の骨材が金属組織により相互に結合して形成されていることを特徴とするものである。
【0008】
【第1発明の効果】
このようにすれば、全体に占める体積割合が5%以上70%以下の範囲内である多数の骨材が金属組織により相互に結合して形成されていることから、両面研磨機による研磨加工に十分に耐え得る剛性を備えていることに加え、前記金属組織の材料を適宜選択することで必要十分な耐摩耗性を付与できる。すなわち、極薄手のワークの研磨加工に好適に用いられる、剛性及び耐摩耗性に優れた両面研磨機用ワークキャリアを提供することができる。なお、前記多数の骨材の前記両面研磨機用ワークキャリア全体に占める体積割合が5%より小さい場合及び70%より大きい場合には、何れもその両面研磨機用ワークキャリアの剛性が不十分となる。
【0009】
【第1発明の他の態様】
ここで、好適には、前記金属組織は、リン及び/又はホウ素を含むニッケル合金である。このようにすれば、前記両面研磨機用ワークキャリアの耐摩耗性を更に高めることができるという利点がある。
【0010】
また、好適には、前記金属組織は、無電解鍍金により形成されたものである。このようにすれば、前記両面研磨機用ワークキャリアの厚み寸法を可及的に均一に且つピンホール等の欠陥を生じさせることなく形成できることに加え、その耐摩耗性及び耐食性を更に高めることができるという利点がある。
【0011】
また、好適には、前記金属組織のビッカース硬さは、HV500以上である。このようにすれば、必要十分な耐摩耗性を備えた両面研磨機用ワークキャリアを提供できるという利点がある。
【0012】
また、前記骨材の平均粒径は、0.1μm以上10μm以下の範囲内である。このようにすれば、必要十分な剛性を備えた両面研磨機用ワークキャリアを提供できるという利点がある。なお、前記骨材の平均粒径が0.1μmより小さい場合には、製造段階において前記骨材を原料液中に分散させるのが難しくなり、10μmより大きい場合には、同じく製造段階において前記両面研磨機用ワークキャリアの厚み制御が難しくなる。
【0013】
また、好適には、前記両面研磨機用ワークキャリアの厚み寸法は、5μmt以上100μmt以下の範囲内である。このようにすれば、水晶振動子に用いられる水晶薄片等の極薄手のワークの研磨加工に好適に用いられる両面研磨機用ワークキャリアを提供できるという利点がある。
【0014】
【課題を解決するための第2の手段】
また、前記目的を達成するために、本第2発明の要旨とするところは、両面研磨機による研磨加工に際して、その両面研磨機に備えられた第1定盤と第2定盤との間に薄片状のワークを保持するために用いられる両面研磨機用ワークキャリアの製造方法であって、多数の骨材を含む無電解鍍金液に所定の基板を浸漬して、その基板の表面にその多数の骨材を含む金属組織を形成する無電解鍍金工程を含むことを特徴とするものである。
【0015】
【第2発明の効果】
このようにすれば、多数の骨材を含む無電解鍍金液に所定の基板を浸漬して、その基板の表面にその多数の骨材を含む金属組織を形成する無電解鍍金工程を含むことから、前記両面研磨機用ワークキャリアの厚み寸法を可及的に均一に形成できることに加え、両面研磨機による研磨加工に十分に耐え得る剛性及び耐摩耗性を付与できる。すなわち、極薄手のワークの研磨加工に好適に用いられる、剛性及び耐摩耗性に優れた両面研磨機用ワークキャリアの製造方法を提供することができる。
【0016】
【第2発明の他の態様】
ここで、好適には、前記無電解鍍金工程により形成される前記多数の骨材を含む金属組織全体に占めるその骨材の体積割合が5%以上70%以下の範囲内となるように、前記無電解鍍金液に含まれるその骨材の量が予め定められたものである。このようにすれば、前記両面研磨機用ワークキャリアに必要十分な剛性を付与できるという利点がある。
【0017】
また、好適には、前記無電解鍍金液は、リン及び/又はホウ素を含むものである。このようにすれば、前記両面研磨機用ワークキャリアの耐摩耗性を更に高めることができるという利点がある。
【0018】
また、好適には、前記骨材の平均粒径は、0.1μm以上10μm以下の範囲内である。このようにすれば、必要十分な剛性を備えた両面研磨機用ワークキャリアを製造できるという利点がある。
【0019】
また、好適には、前記無電解鍍金工程により形成される前記多数の骨材を含む金属組織の厚み寸法が5μmt以上100μmt以下の範囲内となるように、鍍金処理時間が予め定められたものである。このようにすれば、水晶振動子に用いられる水晶薄片等の極薄手のワークの研磨加工に好適に用いられる両面研磨機用ワークキャリアを製造できるという利点がある。
【0020】
また、好適には、前記無電解鍍金工程により形成される前記多数の骨材を含む金属組織に、200℃以上500℃以下の温度雰囲気にて熱処理を施す熱処理工程を含むものである。このようにすれば、前記両面研磨機用ワークキャリアの耐摩耗性を更に高めることができるという利点がある。
【0021】
【実施例】
以下、本発明の好適な実施例を図面に基づいて詳細に説明する。なお、以下の説明に用いる図面に関して、各部の寸法比等は必ずしも正確には描かれていない。
【0022】
図1は、本発明の一実施例である両面研磨機用ワークキャリア(以下、単にキャリアと称す)10を示す平面図である。この図1に示すように、かかるキャリア10は、外周部に設けられた歯型である複数本(図1では32本)の突起部12と、径方向中程に設けられてそれぞれ矩形状を成す複数(図1では6個)の保持穴部14と、中央部に設けられて円形状を成す中央穴16とを備えて極薄手の円板状(歯車状)に構成されている。このキャリア10は、好適には、その厚み寸法が5μmt以上100μmt以下の範囲内とされたものであり、例えば外径72mmφ×厚み50μmt×保持穴部11mm角程度の寸法を備えて形成されている。
【0023】
図2は、上記キャリア10の組織の一部を拡大して示す模式図である。この図2に示すように、上記キャリア10の組織は、例えば炭化ケイ素質、酸化アルミニウム質、窒化ケイ素質、ホウ酸アルミニウム質、ダイヤモンド質、又は炭素質(ダイヤモンドライクカーボン、グラッシーカーボン、グラファイト等)をはじめとするセラミック材料、或いは炭酸カルシウム又はPTFE(ポリテトラフルオロエチレン)等の有機樹脂材料から成り球形状又は繊維(ウィスカ)状を成す多数の骨材18が、例えばニッケル或いはニッケル合金等の金属組織20により相互に結合して形成されたものである。この組織全体に占める上記多数の骨材18の体積割合は、5%以上70%以下の範囲内であり、それらは上記金属組織20内に略均一に分散して含まれている。一般に、金属材料は他の材料に比べて延性及び剛性に優れているが、例えば上述のように100μmt以下といった極薄手に形成されたものでは折れ・曲がり等の変形が生じ易い。本実施例のキャリア10の組織は、上記多数の骨材18が金属組織20により相互に結合して形成された複合材料から成ることで、その延性及び剛性が可及的に高められている。
【0024】
上記骨材18としては、例えば、前記キャリア10の耐摩耗性を重視するのであれば、JIS Z2244に規定するビッカース硬さでHV1000以上である材料が好適に用いられ、また、その平均粒径(繊維状粒子にあっては平均短径)は、0.1μm以上10μm以下の範囲内であることが好ましく、最大であるものの粒径が前記キャリア10の厚み寸法の半分以下であるべきである。また、前記キャリア10の潤滑性を高めることで摩耗を抑制するというのであれば、PTFEの粒子、グラファイト粒子、二硫化モリブデン粒子等が好適に用いられる。この骨材18の平均粒径が0.1μmより小さい場合には、例えば後述する無電解鍍金工程P3において無電解鍍金液中に分散させるのが難しくなり、10μmより大きい場合には、同じく無電解鍍金工程P3において前記キャリア10の厚み制御が難しくなる。また、上記金属組織20としては、0.5重量%以上20重量%以下、更に好適には3重量%以上15重量%以下のリンを含むリン−ニッケル合金、或いは0.1重量%以上5重量%以下、更に好適には0.3重量%以上3重量%以下のホウ素を含むホウ素−ニッケル合金等が好適に用いられる。かかる組成のニッケル合金は、所定の熱処理が施されることにより、例えばビッカース硬さでHV1000といった比較的高い硬さが付与されるものであり、延いては優れた耐摩耗性を示す。
【0025】
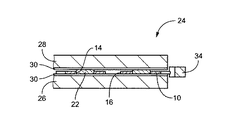
図3は、前記キャリア10が両面研磨機24による研磨加工に用いられる様子を、その両面研磨機24の第1定盤26及び第2定盤28を省略して示す平面図であり、図4は、図3の両面研磨機24に第1定盤26及び第2定盤28を加えたIV−IV断面の様子を示す断面図である。ここで、前記キャリア10及びワーク22は、第1定盤26或いは第2定盤28に比べて無視できるほどに薄いが、図4では説明のために寸法比を変更して示している。これらの図3及び図4に示すように、上記第1定盤26及び第2定盤28は、それぞれの研磨面に研磨パッド30が貼り付けられた同程度の寸法を備えた円板状部材であり、それらの研磨面が互いに平行となるように同軸に配設されている。また、複数枚(図3では3枚)の前記キャリア10が嵌め入れられることでそれらのキャリア10がピニオンギヤとなる遊星歯車を構成するサンギヤ32及びリングギヤ34が、上記第1定盤26及び第2定盤28と同軸に或いは若干軸心をずらして配設されている。
【0026】
上記両面研磨機24による研磨加工に際して、前記キャリア10は、前記複数の保持穴部14のそれぞれに例えば水晶薄片等の極薄手のワーク22を納めた状態で、上記サンギヤ32及びリングギヤ34の間に嵌め入れられて、上記第1定盤26と第2定盤28との間に挟み込まれる。そして、例えばダイヤモンド質の遊離砥粒を含むスラリ(泥漿)を供給しつつ上記第1定盤26及び第2定盤28をそれらの軸心まわりに前記キャリア10に対して相対回転させ、且つ上記サンギヤ32又はリングギヤ34をその軸心まわりに回転させることで、上記ワーク22の両面が上記第1定盤26及び第2定盤28それぞれに備えられた研磨パッド30の表面に摺接させられ、そのワーク22の両面に研磨加工が施される。
【0027】
以下、本発明の一実施例である両面研磨機用ワークキャリアの製造方法について説明する。図5は、前記キャリア10の製造工程の一例を示す工程図である。この図5に示すように、先ず、マスキング工程P1において、母型(マンドレル)として用いられる、例えば外径250mmφ×厚み3mmt程度の寸法を備え一面に鏡面仕上加工が施されたステンレス基板におけるその鏡面すなわち電鋳面に、フォトレジスト等によりレジストパターンが形成される。このレジストパターンは、前記キャリア10が電鋳形成されるべき部分を除く部分を被覆するものであり、その膜厚は、少なくとも製造されるキャリア10の厚み寸法よりも厚く設定されるべきであり、所望されるキャリア10の厚み寸法が例えば30μmt程度である場合、レジストパターンの膜厚は50μmt程度とされる。
【0028】
次に、下地鍍金工程P2において、上記マスキング工程P1にてレジストパターンが形成された基板が例えばワット浴(硫酸ニッケル、硫酸、及び塩化ニッケルを含有する浴液)等の鍍金液に浸漬され、電流密度0.5A/dm2 で10分間程度の電解鍍金処理が施されることで、上記電鋳面のレジストパターンを除く部分に厚さ1μmt程度のニッケル鍍金が形成される。このニッケル鍍金が形成されることで、後述する無電解鍍金工程P3にて無電解鍍金が好適に形成されると共に、電鋳されたその無電解鍍金が剥離工程P5にて剥離し易くなる。
【0029】
次に、無電解鍍金工程P3において、上記下地鍍金工程P2にて下地鍍金の施された基板が以下に示すような前記多数の骨材18が混合・撹拌された所定の無電解鍍金液に浸漬され、90℃程度の温度にて2時間程度の無電解鍍金処理が施される。この無電解鍍金処理により、前記多数の骨材18を含む金属組織20が形成される。無電解鍍金により電鋳される金属組織20にはピンホール等の欠陥が少ないことに加え、所望の厚みに対して±10%以内の厚み精度で可及的に均一な厚み寸法に形成される。ここで、かかる組織の厚み寸法が5μmt以上100μmt以下の範囲内となるように、鍍金処理時間が予め定められたものである。また、この無電解鍍金処理に用いられる無電解鍍金液は、無電解鍍金処理により形成される組織全体に占めるその骨材18の体積割合が5%以上70%以下の範囲内となるように、その液中に含まれる前記骨材18の量が予め定められたものである。なお、この無電解鍍金液には、例えば日本カニゼン(株)製のカニゼン鍍金液等の市販品が用いられても構わない。そのようにして、例えば前記骨材18と金属組織20との体積比が1:9の複合組織が形成される。
【0030】
[無電解鍍金液]
塩化ニッケル:30g/l
次亜リン酸ナトリウム:10g/l
ヒドロキシ酢酸ナトリウム:50g/l
pH:4乃至6
鍍金成長速度:15μm/h
骨材:球形状アルミナ(平均粒径0.6μm)
骨材濃度:1g/l
【0031】
次に、レジスト除去工程P4において、前記無電解鍍金工程P3にて前記複合組織が電鋳された基板が例えば水酸化ナトリウム水溶液等のアルカリ液に浸漬されて、その基板の電鋳面に形成されたレジストパターンが除去され、続く剥離工程P5において、電鋳された成形体が例えばカッターナイフ等により前記基板から剥離される。そのようにして得られる成形体は、例えば30μmt程度の厚み寸法を備えたものであり、その厚みばらつきは±1μm以下の範囲内となる。
【0032】
次に、熱処理工程P6において、上記剥離工程P5にて剥離された成形体に例えば200℃以上500℃以下の温度雰囲気にて例えば2時間程度保持の熱処理が施される。リン−ニッケル合金或いはホウ素−ニッケル合金等は、かかる熱処理により硬質化し、例えばビッカース硬さでHV500乃至HV1200程度の硬さを備えたものとなる。以上のような工程により、前記キャリア10が製造される。
【0033】
このように、本実施例によれば、全体に占める体積割合が5%以上70%以下の範囲内である前記多数の骨材18が金属組織20により相互に結合して形成されていることから、前記両面研磨機24による研磨加工に十分に耐え得る剛性を備えていることに加え、前記金属組織20の材料を適宜選択することで必要十分な耐摩耗性を付与できる。すなわち、極薄手のワーク22の研磨加工に好適に用いられる、剛性及び耐摩耗性に優れた前記キャリア10を提供することができる。
【0034】
また、前記金属組織20は、リン及び/又はホウ素を含むニッケル合金であるため、前記キャリア10の耐摩耗性を更に高めることができるという利点がある。
【0035】
また、前記金属組織20は、無電解鍍金により形成されたものであるため、前記キャリア10の厚み寸法を可及的に均一に且つピンホール等の欠陥を生じさせることなく形成できることに加え、その耐摩耗性及び耐食性を更に高めることができるという利点がある。
【0036】
また、前記金属組織20のビッカース硬さは、HV500以上であるため、必要十分な耐摩耗性を備えた前記キャリア10を提供できるという利点がある。
【0037】
また、前記骨材18の平均粒径は、0.1μm以上10μm以下の範囲内であるため、必要十分な剛性を備えた前記キャリア10を提供できるという利点がある。
【0038】
また、前記キャリア10の厚み寸法は、5μmt以上100μmt以下の範囲内であるため、水晶振動子に用いられる水晶薄片等の極薄手のワーク22の研磨加工に好適に用いられる前記キャリア10を提供できるという利点がある。
【0039】
また、前記多数の骨材18を含む無電解鍍金液に所定の基板を浸漬して、その基板の表面にその多数の骨材18を含む金属組織20を形成する無電解鍍金工程P3を含むことから、前記キャリア10の厚み寸法を可及的に均一に形成できることに加え、前記両面研磨機24による研磨加工に十分に耐え得る剛性及び耐摩耗性を付与できる。すなわち、極薄手のワーク22の研磨加工に好適に用いられる、剛性及び耐摩耗性に優れた前記キャリア10の製造方法を提供することができる。
【0040】
また、前記無電解鍍金工程P3により形成される前記多数の骨材18を含む金属組織20全体に占めるその骨材18の体積割合が5%以上70%以下の範囲内となるように、前記無電解鍍金液に含まれるその骨材18の量が予め定められたものであるため、前記キャリア10に必要十分な剛性を付与できるという利点がある。
【0041】
また、前記無電解鍍金液は、リン及び/又はホウ素を含むものであるため、前記キャリア10の耐摩耗性を更に高めることができるという利点がある。
【0042】
また、前記無電解鍍金工程P3により形成される前記多数の骨材18を含む金属組織20の厚み寸法が5μmt以上100μmt以下の範囲内となるように、鍍金処理時間が予め定められたものであるため、水晶振動子に用いられる水晶薄片等の極薄手のワーク22の研磨加工に好適に用いられる前記キャリア10を製造できるという利点がある。
【0043】
また、前記無電解鍍金工程P3により形成される前記多数の骨材18を含む金属組織20から成る前記成形体に、200℃以上500℃以下の温度雰囲気にて熱処理を施す熱処理工程P6を含むものであるため、前記キャリア10の耐摩耗性を更に高めることができるという利点がある。
【0044】
以上、本発明の好適な実施例を図面に基づいて詳細に説明したが、本発明はこれに限定されるものではなく、更に別の態様においても実施される。
【0045】
例えば、前述の実施例において、前記キャリア10にはその径方向中程に複数個の保持穴部14が設けられており、それらの保持穴部14にて前記ワーク22を保持するものであったが、本発明はこれに限定されるものではなく、例えば中央部に単一の保持穴部が設けられており、その保持穴部にて前記ワーク22を保持するものであってもよい。また、前記保持穴部14は矩形状でなくともよく、例えば円形状或いは楕円形状等、ワーク22の形状に応じて適宜変更され得るものである。
【0046】
また、前述の実施例において、前記キャリア10は、遊離砥粒を含むスラリを供給しつつ研磨加工を行う形式の前記両面研磨機24に用いられていたが、例えば多数の研磨粒子が所定の結合剤により相互に結合して形成された円板状の研磨体が前記第1定盤26及び第2定盤28それぞれの研磨面に貼り付けられ、水等の研磨液を供給しつつそれらの研磨体を前記ワーク22に摺接させることで研磨加工を行う形式の両面研磨機に用いられても構わない。
【0047】
また、前述の実施例において、前記キャリア10は、水晶から成るワーク22の研磨加工に用いられていたが、例えばシリコン、化合物半導体、又はその他の硬質脆性材料等をワークとした前記両面研磨機24による両面研磨加工に広く用いられ得るものであることは言うまでもない。
【0048】
また、前述の実施例において、前記多数の骨材18を含む金属組織20は、前記無電解鍍金工程P3において、無電解鍍金技術により形成されるものであったが、所望の剛性及び耐摩耗性が得られるのであれば、例えば電解鍍金技術により形成されるものであっても構わない。
【0049】
また、前述の実施例では特に言及していないが、前記キャリア10の表面すなわち鍍金表面からの前記骨材18の突出量は可及的に小さくされることが好ましい。この突出量が大きい場合、斯かる骨材18の脱落を促し、研磨加工に際して定盤又はワーク等を傷つけるおそれがある。このため、必要に応じて、前記無電解鍍金工程P3により形成された複合組織に付着した前記骨材18をすべて除去した後、仕上鍍金処理を行うなどして突出量を零に近づけても構わない。
【0050】
その他、一々例示はしないが、本発明はその趣旨を逸脱しない範囲内において、種々の変更が加えられて実施されるものである。
【図面の簡単な説明】
【図1】本発明の一実施例である両面研磨機用ワークキャリアを示す平面図である。
【図2】図1の両面研磨機用ワークキャリアの組織の一部を拡大して示す模式図である。
【図3】図1の両面研磨機用ワークキャリアが両面研磨機による研磨加工に用いられる様子を、その両面研磨機の第1定盤及び第2定盤を省略して示す平面図である。
【図4】図3の両面研磨機に第1定盤及び第2定盤を加えたIV−IV断面の様子を示す断面図である。
【図5】図1の両面研磨機用ワークキャリアの製造工程の一例を示す工程図である。
【符号の説明】
10:両面研磨機用ワークキャリア
18:骨材
20:金属組織
22:ワーク
24:両面研磨機
26:第1定盤
28:第2定盤
P3:無電解鍍金工程
P6:熱処理工程
【発明の属する技術分野】
本発明は、両面研磨機による研磨加工技術に関し、特に、薄片状のワークを研磨加工する際にそのワークを保持する両面研磨機用ワークキャリア及びその製造方法の改良に関する。
【0002】
【従来の技術】
例えば、それぞれの研磨面が互いに平行となるように配設された第1定盤及び第2定盤を備え、その第1定盤と第2定盤との間に薄片状のワークを挟み込んだ状態で遊離砥粒を含むスラリ(泥漿)を供給しつつ相対回転させることでそのワークの両面に研磨加工を施す両面研磨機が知られている。この両面研磨機による研磨加工に際しては、上記第1定盤と第2定盤との間に上記ワークを保持するために薄板状のワークキャリアが用いられる。かかるワークキャリアは、その一部に設けられた保持穴部に上記ワークを納めた状態でそのワークと共に上記第1定盤と第2定盤との間に挟み込まれ、研磨加工に際してそのワークが常に上記第1定盤及び第2定盤の研磨面に摺接するように維持するものである。
【0003】
近年、固有振動数の共振を利用して発振周波数を安定化するための水晶発振器等に用いられる水晶振動子への需要が高まってきており、その材料である水晶薄片の研磨加工に上記両面研磨機が多用されている。水晶振動子が組み込まれる機器の小型化に伴い、その水晶振動子に用いられる水晶薄片は薄型化の一途をたどり、例えば30μmt以下といった極薄手のものが求められるようになってきており、かかる研磨加工を好適に行い得る技術の開発が模索されている。
【0004】
前記両面研磨機による研磨加工に用いられてきた従来のワークキャリアは、例えば厚み寸法30μmt乃至250μmt程度の工具鋼(SK鋼)から成るものであったが、厚み寸法30μmt以下のものは製造が困難であることに加え、十分な剛性を付与することができず、研磨加工中に変形等の不具合を生じさせるものであった。また、研磨屑により摩耗し易いという弊害もあった。そこで、例えば厚み寸法30μmt以下といった極薄手であっても十分な剛性及び耐摩耗性を備えたワークキャリアを提供すべく、種々の技術が提案されている(例えば、特許文献1を参照)。例えば、フォトリソグラフィ技術と電解鍍金技術を用いて形成された多数の中空部を有するワークキャリアといったものであるが、かかる構成では厚み寸法が不均一となることに加え、依然として十分な剛性を付与することができず、実用に足るものではなかった。
【0005】
【特許文献1】
特開平11−90817号公報
【0006】
【発明が解決しようとする課題】
本発明は、以上の事情を背景として為されたものであり、その目的とするところは、極薄手のワークの研磨加工に好適に用いられる、剛性及び耐摩耗性に優れた両面研磨機用ワークキャリア及びその製造方法を提供することにある。
【0007】
【課題を解決するための第1の手段】
かかる目的を達成するために、本第1発明の要旨とするところは、両面研磨機による研磨加工に際して、その両面研磨機に備えられた第1定盤と第2定盤との間に薄片状のワークを保持するために用いられる両面研磨機用ワークキャリアであって、全体に占める体積割合が5%以上70%以下の範囲内である多数の骨材が金属組織により相互に結合して形成されていることを特徴とするものである。
【0008】
【第1発明の効果】
このようにすれば、全体に占める体積割合が5%以上70%以下の範囲内である多数の骨材が金属組織により相互に結合して形成されていることから、両面研磨機による研磨加工に十分に耐え得る剛性を備えていることに加え、前記金属組織の材料を適宜選択することで必要十分な耐摩耗性を付与できる。すなわち、極薄手のワークの研磨加工に好適に用いられる、剛性及び耐摩耗性に優れた両面研磨機用ワークキャリアを提供することができる。なお、前記多数の骨材の前記両面研磨機用ワークキャリア全体に占める体積割合が5%より小さい場合及び70%より大きい場合には、何れもその両面研磨機用ワークキャリアの剛性が不十分となる。
【0009】
【第1発明の他の態様】
ここで、好適には、前記金属組織は、リン及び/又はホウ素を含むニッケル合金である。このようにすれば、前記両面研磨機用ワークキャリアの耐摩耗性を更に高めることができるという利点がある。
【0010】
また、好適には、前記金属組織は、無電解鍍金により形成されたものである。このようにすれば、前記両面研磨機用ワークキャリアの厚み寸法を可及的に均一に且つピンホール等の欠陥を生じさせることなく形成できることに加え、その耐摩耗性及び耐食性を更に高めることができるという利点がある。
【0011】
また、好適には、前記金属組織のビッカース硬さは、HV500以上である。このようにすれば、必要十分な耐摩耗性を備えた両面研磨機用ワークキャリアを提供できるという利点がある。
【0012】
また、前記骨材の平均粒径は、0.1μm以上10μm以下の範囲内である。このようにすれば、必要十分な剛性を備えた両面研磨機用ワークキャリアを提供できるという利点がある。なお、前記骨材の平均粒径が0.1μmより小さい場合には、製造段階において前記骨材を原料液中に分散させるのが難しくなり、10μmより大きい場合には、同じく製造段階において前記両面研磨機用ワークキャリアの厚み制御が難しくなる。
【0013】
また、好適には、前記両面研磨機用ワークキャリアの厚み寸法は、5μmt以上100μmt以下の範囲内である。このようにすれば、水晶振動子に用いられる水晶薄片等の極薄手のワークの研磨加工に好適に用いられる両面研磨機用ワークキャリアを提供できるという利点がある。
【0014】
【課題を解決するための第2の手段】
また、前記目的を達成するために、本第2発明の要旨とするところは、両面研磨機による研磨加工に際して、その両面研磨機に備えられた第1定盤と第2定盤との間に薄片状のワークを保持するために用いられる両面研磨機用ワークキャリアの製造方法であって、多数の骨材を含む無電解鍍金液に所定の基板を浸漬して、その基板の表面にその多数の骨材を含む金属組織を形成する無電解鍍金工程を含むことを特徴とするものである。
【0015】
【第2発明の効果】
このようにすれば、多数の骨材を含む無電解鍍金液に所定の基板を浸漬して、その基板の表面にその多数の骨材を含む金属組織を形成する無電解鍍金工程を含むことから、前記両面研磨機用ワークキャリアの厚み寸法を可及的に均一に形成できることに加え、両面研磨機による研磨加工に十分に耐え得る剛性及び耐摩耗性を付与できる。すなわち、極薄手のワークの研磨加工に好適に用いられる、剛性及び耐摩耗性に優れた両面研磨機用ワークキャリアの製造方法を提供することができる。
【0016】
【第2発明の他の態様】
ここで、好適には、前記無電解鍍金工程により形成される前記多数の骨材を含む金属組織全体に占めるその骨材の体積割合が5%以上70%以下の範囲内となるように、前記無電解鍍金液に含まれるその骨材の量が予め定められたものである。このようにすれば、前記両面研磨機用ワークキャリアに必要十分な剛性を付与できるという利点がある。
【0017】
また、好適には、前記無電解鍍金液は、リン及び/又はホウ素を含むものである。このようにすれば、前記両面研磨機用ワークキャリアの耐摩耗性を更に高めることができるという利点がある。
【0018】
また、好適には、前記骨材の平均粒径は、0.1μm以上10μm以下の範囲内である。このようにすれば、必要十分な剛性を備えた両面研磨機用ワークキャリアを製造できるという利点がある。
【0019】
また、好適には、前記無電解鍍金工程により形成される前記多数の骨材を含む金属組織の厚み寸法が5μmt以上100μmt以下の範囲内となるように、鍍金処理時間が予め定められたものである。このようにすれば、水晶振動子に用いられる水晶薄片等の極薄手のワークの研磨加工に好適に用いられる両面研磨機用ワークキャリアを製造できるという利点がある。
【0020】
また、好適には、前記無電解鍍金工程により形成される前記多数の骨材を含む金属組織に、200℃以上500℃以下の温度雰囲気にて熱処理を施す熱処理工程を含むものである。このようにすれば、前記両面研磨機用ワークキャリアの耐摩耗性を更に高めることができるという利点がある。
【0021】
【実施例】
以下、本発明の好適な実施例を図面に基づいて詳細に説明する。なお、以下の説明に用いる図面に関して、各部の寸法比等は必ずしも正確には描かれていない。
【0022】
図1は、本発明の一実施例である両面研磨機用ワークキャリア(以下、単にキャリアと称す)10を示す平面図である。この図1に示すように、かかるキャリア10は、外周部に設けられた歯型である複数本(図1では32本)の突起部12と、径方向中程に設けられてそれぞれ矩形状を成す複数(図1では6個)の保持穴部14と、中央部に設けられて円形状を成す中央穴16とを備えて極薄手の円板状(歯車状)に構成されている。このキャリア10は、好適には、その厚み寸法が5μmt以上100μmt以下の範囲内とされたものであり、例えば外径72mmφ×厚み50μmt×保持穴部11mm角程度の寸法を備えて形成されている。
【0023】
図2は、上記キャリア10の組織の一部を拡大して示す模式図である。この図2に示すように、上記キャリア10の組織は、例えば炭化ケイ素質、酸化アルミニウム質、窒化ケイ素質、ホウ酸アルミニウム質、ダイヤモンド質、又は炭素質(ダイヤモンドライクカーボン、グラッシーカーボン、グラファイト等)をはじめとするセラミック材料、或いは炭酸カルシウム又はPTFE(ポリテトラフルオロエチレン)等の有機樹脂材料から成り球形状又は繊維(ウィスカ)状を成す多数の骨材18が、例えばニッケル或いはニッケル合金等の金属組織20により相互に結合して形成されたものである。この組織全体に占める上記多数の骨材18の体積割合は、5%以上70%以下の範囲内であり、それらは上記金属組織20内に略均一に分散して含まれている。一般に、金属材料は他の材料に比べて延性及び剛性に優れているが、例えば上述のように100μmt以下といった極薄手に形成されたものでは折れ・曲がり等の変形が生じ易い。本実施例のキャリア10の組織は、上記多数の骨材18が金属組織20により相互に結合して形成された複合材料から成ることで、その延性及び剛性が可及的に高められている。
【0024】
上記骨材18としては、例えば、前記キャリア10の耐摩耗性を重視するのであれば、JIS Z2244に規定するビッカース硬さでHV1000以上である材料が好適に用いられ、また、その平均粒径(繊維状粒子にあっては平均短径)は、0.1μm以上10μm以下の範囲内であることが好ましく、最大であるものの粒径が前記キャリア10の厚み寸法の半分以下であるべきである。また、前記キャリア10の潤滑性を高めることで摩耗を抑制するというのであれば、PTFEの粒子、グラファイト粒子、二硫化モリブデン粒子等が好適に用いられる。この骨材18の平均粒径が0.1μmより小さい場合には、例えば後述する無電解鍍金工程P3において無電解鍍金液中に分散させるのが難しくなり、10μmより大きい場合には、同じく無電解鍍金工程P3において前記キャリア10の厚み制御が難しくなる。また、上記金属組織20としては、0.5重量%以上20重量%以下、更に好適には3重量%以上15重量%以下のリンを含むリン−ニッケル合金、或いは0.1重量%以上5重量%以下、更に好適には0.3重量%以上3重量%以下のホウ素を含むホウ素−ニッケル合金等が好適に用いられる。かかる組成のニッケル合金は、所定の熱処理が施されることにより、例えばビッカース硬さでHV1000といった比較的高い硬さが付与されるものであり、延いては優れた耐摩耗性を示す。
【0025】
図3は、前記キャリア10が両面研磨機24による研磨加工に用いられる様子を、その両面研磨機24の第1定盤26及び第2定盤28を省略して示す平面図であり、図4は、図3の両面研磨機24に第1定盤26及び第2定盤28を加えたIV−IV断面の様子を示す断面図である。ここで、前記キャリア10及びワーク22は、第1定盤26或いは第2定盤28に比べて無視できるほどに薄いが、図4では説明のために寸法比を変更して示している。これらの図3及び図4に示すように、上記第1定盤26及び第2定盤28は、それぞれの研磨面に研磨パッド30が貼り付けられた同程度の寸法を備えた円板状部材であり、それらの研磨面が互いに平行となるように同軸に配設されている。また、複数枚(図3では3枚)の前記キャリア10が嵌め入れられることでそれらのキャリア10がピニオンギヤとなる遊星歯車を構成するサンギヤ32及びリングギヤ34が、上記第1定盤26及び第2定盤28と同軸に或いは若干軸心をずらして配設されている。
【0026】
上記両面研磨機24による研磨加工に際して、前記キャリア10は、前記複数の保持穴部14のそれぞれに例えば水晶薄片等の極薄手のワーク22を納めた状態で、上記サンギヤ32及びリングギヤ34の間に嵌め入れられて、上記第1定盤26と第2定盤28との間に挟み込まれる。そして、例えばダイヤモンド質の遊離砥粒を含むスラリ(泥漿)を供給しつつ上記第1定盤26及び第2定盤28をそれらの軸心まわりに前記キャリア10に対して相対回転させ、且つ上記サンギヤ32又はリングギヤ34をその軸心まわりに回転させることで、上記ワーク22の両面が上記第1定盤26及び第2定盤28それぞれに備えられた研磨パッド30の表面に摺接させられ、そのワーク22の両面に研磨加工が施される。
【0027】
以下、本発明の一実施例である両面研磨機用ワークキャリアの製造方法について説明する。図5は、前記キャリア10の製造工程の一例を示す工程図である。この図5に示すように、先ず、マスキング工程P1において、母型(マンドレル)として用いられる、例えば外径250mmφ×厚み3mmt程度の寸法を備え一面に鏡面仕上加工が施されたステンレス基板におけるその鏡面すなわち電鋳面に、フォトレジスト等によりレジストパターンが形成される。このレジストパターンは、前記キャリア10が電鋳形成されるべき部分を除く部分を被覆するものであり、その膜厚は、少なくとも製造されるキャリア10の厚み寸法よりも厚く設定されるべきであり、所望されるキャリア10の厚み寸法が例えば30μmt程度である場合、レジストパターンの膜厚は50μmt程度とされる。
【0028】
次に、下地鍍金工程P2において、上記マスキング工程P1にてレジストパターンが形成された基板が例えばワット浴(硫酸ニッケル、硫酸、及び塩化ニッケルを含有する浴液)等の鍍金液に浸漬され、電流密度0.5A/dm2 で10分間程度の電解鍍金処理が施されることで、上記電鋳面のレジストパターンを除く部分に厚さ1μmt程度のニッケル鍍金が形成される。このニッケル鍍金が形成されることで、後述する無電解鍍金工程P3にて無電解鍍金が好適に形成されると共に、電鋳されたその無電解鍍金が剥離工程P5にて剥離し易くなる。
【0029】
次に、無電解鍍金工程P3において、上記下地鍍金工程P2にて下地鍍金の施された基板が以下に示すような前記多数の骨材18が混合・撹拌された所定の無電解鍍金液に浸漬され、90℃程度の温度にて2時間程度の無電解鍍金処理が施される。この無電解鍍金処理により、前記多数の骨材18を含む金属組織20が形成される。無電解鍍金により電鋳される金属組織20にはピンホール等の欠陥が少ないことに加え、所望の厚みに対して±10%以内の厚み精度で可及的に均一な厚み寸法に形成される。ここで、かかる組織の厚み寸法が5μmt以上100μmt以下の範囲内となるように、鍍金処理時間が予め定められたものである。また、この無電解鍍金処理に用いられる無電解鍍金液は、無電解鍍金処理により形成される組織全体に占めるその骨材18の体積割合が5%以上70%以下の範囲内となるように、その液中に含まれる前記骨材18の量が予め定められたものである。なお、この無電解鍍金液には、例えば日本カニゼン(株)製のカニゼン鍍金液等の市販品が用いられても構わない。そのようにして、例えば前記骨材18と金属組織20との体積比が1:9の複合組織が形成される。
【0030】
[無電解鍍金液]
塩化ニッケル:30g/l
次亜リン酸ナトリウム:10g/l
ヒドロキシ酢酸ナトリウム:50g/l
pH:4乃至6
鍍金成長速度:15μm/h
骨材:球形状アルミナ(平均粒径0.6μm)
骨材濃度:1g/l
【0031】
次に、レジスト除去工程P4において、前記無電解鍍金工程P3にて前記複合組織が電鋳された基板が例えば水酸化ナトリウム水溶液等のアルカリ液に浸漬されて、その基板の電鋳面に形成されたレジストパターンが除去され、続く剥離工程P5において、電鋳された成形体が例えばカッターナイフ等により前記基板から剥離される。そのようにして得られる成形体は、例えば30μmt程度の厚み寸法を備えたものであり、その厚みばらつきは±1μm以下の範囲内となる。
【0032】
次に、熱処理工程P6において、上記剥離工程P5にて剥離された成形体に例えば200℃以上500℃以下の温度雰囲気にて例えば2時間程度保持の熱処理が施される。リン−ニッケル合金或いはホウ素−ニッケル合金等は、かかる熱処理により硬質化し、例えばビッカース硬さでHV500乃至HV1200程度の硬さを備えたものとなる。以上のような工程により、前記キャリア10が製造される。
【0033】
このように、本実施例によれば、全体に占める体積割合が5%以上70%以下の範囲内である前記多数の骨材18が金属組織20により相互に結合して形成されていることから、前記両面研磨機24による研磨加工に十分に耐え得る剛性を備えていることに加え、前記金属組織20の材料を適宜選択することで必要十分な耐摩耗性を付与できる。すなわち、極薄手のワーク22の研磨加工に好適に用いられる、剛性及び耐摩耗性に優れた前記キャリア10を提供することができる。
【0034】
また、前記金属組織20は、リン及び/又はホウ素を含むニッケル合金であるため、前記キャリア10の耐摩耗性を更に高めることができるという利点がある。
【0035】
また、前記金属組織20は、無電解鍍金により形成されたものであるため、前記キャリア10の厚み寸法を可及的に均一に且つピンホール等の欠陥を生じさせることなく形成できることに加え、その耐摩耗性及び耐食性を更に高めることができるという利点がある。
【0036】
また、前記金属組織20のビッカース硬さは、HV500以上であるため、必要十分な耐摩耗性を備えた前記キャリア10を提供できるという利点がある。
【0037】
また、前記骨材18の平均粒径は、0.1μm以上10μm以下の範囲内であるため、必要十分な剛性を備えた前記キャリア10を提供できるという利点がある。
【0038】
また、前記キャリア10の厚み寸法は、5μmt以上100μmt以下の範囲内であるため、水晶振動子に用いられる水晶薄片等の極薄手のワーク22の研磨加工に好適に用いられる前記キャリア10を提供できるという利点がある。
【0039】
また、前記多数の骨材18を含む無電解鍍金液に所定の基板を浸漬して、その基板の表面にその多数の骨材18を含む金属組織20を形成する無電解鍍金工程P3を含むことから、前記キャリア10の厚み寸法を可及的に均一に形成できることに加え、前記両面研磨機24による研磨加工に十分に耐え得る剛性及び耐摩耗性を付与できる。すなわち、極薄手のワーク22の研磨加工に好適に用いられる、剛性及び耐摩耗性に優れた前記キャリア10の製造方法を提供することができる。
【0040】
また、前記無電解鍍金工程P3により形成される前記多数の骨材18を含む金属組織20全体に占めるその骨材18の体積割合が5%以上70%以下の範囲内となるように、前記無電解鍍金液に含まれるその骨材18の量が予め定められたものであるため、前記キャリア10に必要十分な剛性を付与できるという利点がある。
【0041】
また、前記無電解鍍金液は、リン及び/又はホウ素を含むものであるため、前記キャリア10の耐摩耗性を更に高めることができるという利点がある。
【0042】
また、前記無電解鍍金工程P3により形成される前記多数の骨材18を含む金属組織20の厚み寸法が5μmt以上100μmt以下の範囲内となるように、鍍金処理時間が予め定められたものであるため、水晶振動子に用いられる水晶薄片等の極薄手のワーク22の研磨加工に好適に用いられる前記キャリア10を製造できるという利点がある。
【0043】
また、前記無電解鍍金工程P3により形成される前記多数の骨材18を含む金属組織20から成る前記成形体に、200℃以上500℃以下の温度雰囲気にて熱処理を施す熱処理工程P6を含むものであるため、前記キャリア10の耐摩耗性を更に高めることができるという利点がある。
【0044】
以上、本発明の好適な実施例を図面に基づいて詳細に説明したが、本発明はこれに限定されるものではなく、更に別の態様においても実施される。
【0045】
例えば、前述の実施例において、前記キャリア10にはその径方向中程に複数個の保持穴部14が設けられており、それらの保持穴部14にて前記ワーク22を保持するものであったが、本発明はこれに限定されるものではなく、例えば中央部に単一の保持穴部が設けられており、その保持穴部にて前記ワーク22を保持するものであってもよい。また、前記保持穴部14は矩形状でなくともよく、例えば円形状或いは楕円形状等、ワーク22の形状に応じて適宜変更され得るものである。
【0046】
また、前述の実施例において、前記キャリア10は、遊離砥粒を含むスラリを供給しつつ研磨加工を行う形式の前記両面研磨機24に用いられていたが、例えば多数の研磨粒子が所定の結合剤により相互に結合して形成された円板状の研磨体が前記第1定盤26及び第2定盤28それぞれの研磨面に貼り付けられ、水等の研磨液を供給しつつそれらの研磨体を前記ワーク22に摺接させることで研磨加工を行う形式の両面研磨機に用いられても構わない。
【0047】
また、前述の実施例において、前記キャリア10は、水晶から成るワーク22の研磨加工に用いられていたが、例えばシリコン、化合物半導体、又はその他の硬質脆性材料等をワークとした前記両面研磨機24による両面研磨加工に広く用いられ得るものであることは言うまでもない。
【0048】
また、前述の実施例において、前記多数の骨材18を含む金属組織20は、前記無電解鍍金工程P3において、無電解鍍金技術により形成されるものであったが、所望の剛性及び耐摩耗性が得られるのであれば、例えば電解鍍金技術により形成されるものであっても構わない。
【0049】
また、前述の実施例では特に言及していないが、前記キャリア10の表面すなわち鍍金表面からの前記骨材18の突出量は可及的に小さくされることが好ましい。この突出量が大きい場合、斯かる骨材18の脱落を促し、研磨加工に際して定盤又はワーク等を傷つけるおそれがある。このため、必要に応じて、前記無電解鍍金工程P3により形成された複合組織に付着した前記骨材18をすべて除去した後、仕上鍍金処理を行うなどして突出量を零に近づけても構わない。
【0050】
その他、一々例示はしないが、本発明はその趣旨を逸脱しない範囲内において、種々の変更が加えられて実施されるものである。
【図面の簡単な説明】
【図1】本発明の一実施例である両面研磨機用ワークキャリアを示す平面図である。
【図2】図1の両面研磨機用ワークキャリアの組織の一部を拡大して示す模式図である。
【図3】図1の両面研磨機用ワークキャリアが両面研磨機による研磨加工に用いられる様子を、その両面研磨機の第1定盤及び第2定盤を省略して示す平面図である。
【図4】図3の両面研磨機に第1定盤及び第2定盤を加えたIV−IV断面の様子を示す断面図である。
【図5】図1の両面研磨機用ワークキャリアの製造工程の一例を示す工程図である。
【符号の説明】
10:両面研磨機用ワークキャリア
18:骨材
20:金属組織
22:ワーク
24:両面研磨機
26:第1定盤
28:第2定盤
P3:無電解鍍金工程
P6:熱処理工程
Claims (12)
- 両面研磨機による研磨加工に際して、該両面研磨機に備えられた第1定盤と第2定盤との間に薄片状のワークを保持するために用いられる両面研磨機用ワークキャリアであって、
全体に占める体積割合が5%以上70%以下の範囲内である多数の骨材が金属組織により相互に結合して形成されていることを特徴とする両面研磨機用ワークキャリア。 - 前記金属組織は、リン及び/又はホウ素を含むニッケル合金である請求項1の両面研磨機用ワークキャリア。
- 前記金属組織は、無電解鍍金により形成されたものである請求項1又は2の両面研磨機用ワークキャリア。
- 前記金属組織のビッカース硬さは、HV500以上である請求項1から3の何れかの両面研磨機用ワークキャリア。
- 前記骨材の平均粒径は、0.1μm以上10μm以下の範囲内である請求項1から4の何れかの両面研磨機用ワークキャリア。
- 厚み寸法が5μmt以上100μmt以下の範囲内である請求項1から5の何れかの両面研磨機用ワークキャリア。
- 両面研磨機による研磨加工に際して、該両面研磨機に備えられた第1定盤と第2定盤との間に薄片状のワークを保持するために用いられる両面研磨機用ワークキャリアの製造方法であって、
多数の骨材を含む無電解鍍金液に所定の基板を浸漬して、該基板の表面に該多数の骨材を含む金属組織を形成する無電解鍍金工程を含むことを特徴とする両面研磨機用ワークキャリアの製造方法。 - 前記無電解鍍金工程により形成される前記多数の骨材を含む金属組織全体に占める該骨材の体積割合が5%以上70%以下の範囲内となるように、前記無電解鍍金液に含まれる該骨材の量が予め定められたものである請求項7の両面研磨機用ワークキャリアの製造方法。
- 前記無電解鍍金液は、リン及び/又はホウ素を含むものである請求項7又は8の両面研磨機用ワークキャリアの製造方法。
- 前記骨材の平均粒径は、0.1μm以上10μm以下の範囲内である請求項7から9の何れかの両面研磨機用ワークキャリアの製造方法。
- 前記無電解鍍金工程により形成される前記多数の骨材を含む金属組織の厚み寸法が5μmt以上100μmt以下の範囲内となるように、鍍金処理時間が予め定められたものである請求項7から10の何れかの両面研磨機用ワークキャリアの製造方法。
- 前記無電解鍍金工程により形成される前記多数の骨材を含む金属組織に、200℃以上500℃以下の温度雰囲気にて熱処理を施す熱処理工程を含むものである請求項7から11の何れかの両面研磨機用ワークキャリアの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002365073A JP2004195571A (ja) | 2002-12-17 | 2002-12-17 | 両面研磨機用ワークキャリア及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002365073A JP2004195571A (ja) | 2002-12-17 | 2002-12-17 | 両面研磨機用ワークキャリア及びその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004195571A true JP2004195571A (ja) | 2004-07-15 |
Family
ID=32762728
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002365073A Pending JP2004195571A (ja) | 2002-12-17 | 2002-12-17 | 両面研磨機用ワークキャリア及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004195571A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009101441A (ja) * | 2007-10-22 | 2009-05-14 | Crystal Kogaku:Kk | 電鋳キャリアおよびその製造方法 |
| WO2016170721A1 (ja) * | 2015-04-20 | 2016-10-27 | 信越半導体株式会社 | エピタキシャルウェーハの製造方法 |
-
2002
- 2002-12-17 JP JP2002365073A patent/JP2004195571A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009101441A (ja) * | 2007-10-22 | 2009-05-14 | Crystal Kogaku:Kk | 電鋳キャリアおよびその製造方法 |
| WO2016170721A1 (ja) * | 2015-04-20 | 2016-10-27 | 信越半導体株式会社 | エピタキシャルウェーハの製造方法 |
| JP2016204187A (ja) * | 2015-04-20 | 2016-12-08 | 信越半導体株式会社 | エピタキシャルウェーハの製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4998778B2 (ja) | ナノカーボン繊維含有電着工具とその製造方法 | |
| JPH06114739A (ja) | 電着砥石 | |
| WO2006115039A1 (ja) | 両面研磨装置用キャリア及びこれを用いた両面研磨装置並びに両面研磨方法 | |
| JP6291096B1 (ja) | ハブ型ブレード及びハブ型ブレード製造方法 | |
| JP4113509B2 (ja) | 被研磨物保持用キャリア | |
| JP2004195571A (ja) | 両面研磨機用ワークキャリア及びその製造方法 | |
| JP3956048B2 (ja) | 砥石ペレット、砥石、これらの製造方法、砥石を用いた光学素子の製造方法、及び投影露光装置の製造方法 | |
| JP2010179438A (ja) | 切断ブレード及びその製造方法並びに中間体 | |
| CN111941300A (zh) | 晶体定向磨料有序排布的金刚石砂轮制备方法 | |
| JP4767548B2 (ja) | 電着砥石及び電着砥石の製造方法 | |
| JP2009101441A (ja) | 電鋳キャリアおよびその製造方法 | |
| CN1604835A (zh) | 磨石及制造光学元件的方法 | |
| JP5478209B2 (ja) | 研磨用具及び研磨用具の製造方法 | |
| JP2998160B2 (ja) | 人工砥石 | |
| KR20100086847A (ko) | 다이아몬드 공구 및 그 제조방법 | |
| JP2010209371A (ja) | 炭素膜被覆部材、炭素膜の形成方法及びcmpパッドコンディショナー | |
| JP2001260031A (ja) | ペレット型砥石とその製造方法 | |
| JP3898822B2 (ja) | ラッピングキャリアおよびその製造方法 | |
| JPH11188634A (ja) | 電鋳薄刃砥石およびその製造方法 | |
| JP2005169547A (ja) | ペレット成形型及びペレットの製造方法 | |
| JP2010173015A (ja) | ニッケルめっき膜、該ニッケルめっき膜を用いた研削工具、およびニッケルめっき膜の成膜方法 | |
| JP3295575B2 (ja) | 2層金属めっき立方晶系bn微粒子およびその製造方法 | |
| JP2004330401A (ja) | 超砥粒ホイールおよびその製造方法 | |
| JPS5959352A (ja) | 切断加工用砥石の製造方法 | |
| TW201043398A (en) | Bamboo carbon composite grinding material and method for manufacturing the same |