JP2004190200A - 流体噴射式織機の緯糸張力付与装置 - Google Patents
流体噴射式織機の緯糸張力付与装置 Download PDFInfo
- Publication number
- JP2004190200A JP2004190200A JP2002362191A JP2002362191A JP2004190200A JP 2004190200 A JP2004190200 A JP 2004190200A JP 2002362191 A JP2002362191 A JP 2002362191A JP 2002362191 A JP2002362191 A JP 2002362191A JP 2004190200 A JP2004190200 A JP 2004190200A
- Authority
- JP
- Japan
- Prior art keywords
- weft
- hole member
- nozzle
- communication port
- air
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Looms (AREA)
Abstract
【課題】空気噴射ノズルと該ノズルに一端が対峙する貫通孔部材とを備える流体噴射式織機の緯糸張力付与装置において、貫通孔部材を工夫することにより、空気噴射ノズルからの空気噴射圧力を従来よりも弱めても、緯糸を強く牽引できるようにすることである。
【解決手段】空気噴射ノズル8と該ノズルに一端が対峙する貫通孔部材10とを備える流体噴射式織機の緯糸張力付与装置において、貫通孔部材はその側壁に外気との連通口13を、少なくとも一つ以上有することを特徴とする。連通口は、捕捉された緯糸の先端到達位置よりも上流側に設ける。連通口は、貫通孔部材の空気流路の上流側1/4から上流側5/6間に設ける。連通口は孔である。
【選択図】 図1
【解決手段】空気噴射ノズル8と該ノズルに一端が対峙する貫通孔部材10とを備える流体噴射式織機の緯糸張力付与装置において、貫通孔部材はその側壁に外気との連通口13を、少なくとも一つ以上有することを特徴とする。連通口は、捕捉された緯糸の先端到達位置よりも上流側に設ける。連通口は、貫通孔部材の空気流路の上流側1/4から上流側5/6間に設ける。連通口は孔である。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
本発明は、流体噴射式織機の緯糸張力付与装置に関する。
【0002】
【従来の技術】
流体噴射式織機の緯糸張力付与装置としては、緯糸到着側(反給糸側)に圧縮空気噴射ノズルと捕捉パイプ(本発明の貫通孔部材に相当する)を緯糸飛走路を挟んで対向配置し、圧縮空気噴射ノズルからの空気噴射によって捕捉パイプ内に緯糸を捕捉するものが知られている。(例えば、特許文献1参照。)
【0003】
【特許文献1】
特許第2956828号公報(第1頁、第1図)
【0004】
【発明が解決しようとする課題】
上述した従来の装置は、捕捉パイプが単なる筒形に形成されており、その筒形の捕捉パイプ内に緯糸を強く牽引するには、空気噴射ノズルからの空気噴射圧力を強めればよいが、そうすると強めた分だけ空気消費量が増し、製織コストが高くなる。そこで、本発明の解決課題は、捕捉パイプを工夫することにより、空気噴射ノズルからの空気噴射圧力を従来よりも高めることなく、緯糸を強く牽引できるようにすることである。
【0005】
【課題を解決するための手段】
請求項1記載の発明は、空気噴射ノズルと該ノズルに一端が対峙する貫通孔部材とを備える流体噴射式織機の緯糸張力付与装置において、貫通孔部材はその側壁に外気との連通口を、少なくとも一つ以上有することを特徴とする。
【0006】
空気噴射ノズルから貫通孔部材の一端に向かって圧縮空気が噴射されると、噴射空気は貫通孔部材内に流入し、該貫通孔部材内に一端から他端に向かう空気流が生じる。そのため貫通孔部材内は負圧となって外気が吸引され一端から貫通孔部材内に流入する。緯糸は、空気噴射ノズルからの空気流により吹き込まれたり、外気と共に吸引されて、一端から貫通孔部材内に挿入され、空気流により牽引されて捕捉され、張力が付与される。貫通孔部材内は空気流によって外気よりも負圧となるが、側壁に外気との連通口を有するので連通口からも外気が流入し、貫通孔部材内の空気流が増大する。よって、緯糸は空気流によって強く牽引され、高張力を付与される。
貫通孔部材の断面形状は、内周面及び外周面の何れも特に限定されず、一例としては円、楕円、矩形等が挙げられる。また、内周面と外周面の形状は必ずしも一致しなくても良い。一例としては、矩形断面部材にドリル加工により円形の内周面を形成して、貫通孔部材とすることが挙げられる。さらに、貫通孔部材は、全長に亘って同一断面形状でなくても良い。一例としては、上流側が円形で、下流側が押し潰された楕円とすることが挙げられる。
【0007】
連通口は、捕捉された緯糸の先端到達位置よりも下流側に設けても良いが、緯糸の牽引力を増大するには、請求項2記載の発明のように、連通口は、捕捉された緯糸の先端到達位置よりも上流側に設けることが望ましい。このようにすれば、連通口からの空気流が緯糸に接触して牽引するので、緯糸牽引力がより増大する。
【0008】
また、連通口を上流端近傍に設けると、空気流の大きい範囲が長くなり、貫通孔部材の流路抵抗が増大するので、空気流はあまり増大せず、その結果、牽引力はあまり増大しない。連通口を下流端近傍に設けると、空気流は増大するものの、連通口からの空気流の牽引距離が短くなり、同様に牽引力はあまり増大しない。従って、牽引力を増大するには請求項3記載の発明のように、連通口は、貫通孔部材の空気流路の上流側1/4から上流側5/6間に設けることが望ましい。
【0009】
連通口の形状は限定されないが、貫通孔部材に連通口を形成する容易さを考慮すると、請求項4記載の発明のように、連通口は、孔であることが望ましい。孔であれば、ドリル加工などにより容易に形成できるほか、貫通孔部材となる前の板状素材の段階でのプレス加工等により、円の他、楕円、矩形等の多彩な形状に形成できる。
【0010】
【発明の実施の形態】
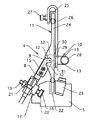
流体噴射式織機は図1から図3に示すように、サブノズル1を織幅方向に沿って複数配置し、反給糸側の織布端2の外側には緯糸検知用のフィーラー3を、更にその外側には緯糸張力付与装置4を配置してある。
【0011】
サブノズル1は筬取付用のリードホルダ5にサブノズルホルダ6を介して固定され、フィーラー3も同様にリードホルダ5にフィーラーホルダ7を介して固定されている。
【0012】
緯糸張力付与装置4の第一例は、空気噴射ノズル8のノズル口9と貫通孔部材10の一端を、筬11の緯糸案内溝12内(緯糸飛走路)を挟んで対向配置し、貫通孔部材10の側壁には外気と通じる複数の連通口13を、緯糸先端14の到達位置よりも上流側で且つ空気流路の上流側1/4から上流側5/6間に設けたことを特徴とする。また、緯糸張力付与装置4は空気噴射ノズル8及び貫通孔部材10を織幅方向に移動可能に設け、空気噴射ノズル8に隣接してその反給糸側には緯糸遮蔽板15を着脱可能に設けてある。緯糸遮蔽板15は、緯糸16の飛走を遮断して緯糸16の端部を弛んだ状態で貫通孔部材10の一端近傍に留め、貫通孔部材10に導きやすくする役割を果たすが、織物種によっては取り外して使用しない。
【0013】
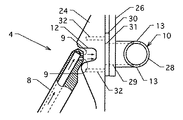
空気噴射ノズル8は、図示しない圧力空気源に接続してあると共に、リードホルダ5の織幅方向に沿って移動可能なノズルホルダ17に取り付けてある。リードホルダ5の前面側(図2では左側)に口部が狭い嵌合溝18が形成され、ノズルホルダ17からはボルト軸19が突出し、ボルト軸19の先部に有するスライダ20が嵌合溝18に嵌め込まれ、ノズルホルダ17の前面側からナット21をボルト軸19に締結することによって嵌合溝18の口部とノズルホルダ17が挟持され、ノズルホルダ17がリードホルダ5に固定される。また、リードホルダ5の上面の凹溝22内に筬11の下部がリードグリッパ23と共に収容され、リードグリッパ23で筬11を固定してある。なお、筬11は、多数枚の筬羽24を間隔をあけて並列し、その上下左右端部を筬枠25で取り囲んで保持し、並列する筬羽24の前面側に緯糸案内溝12を形成したものである。
【0014】
貫通孔部材10を構成する捕捉パイプ28は、筬11の上側筬枠25に固定される捕捉パイプホルダ26に取り付けてあり、捕捉パイプホルダ26は、ボルト27の先端を上側筬枠25に押し付けることによって固定され、捕捉パイプ28の織幅方向の位置決めがされる。
【0015】
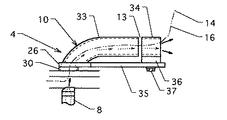
図3に示すように捕捉パイプ28は、上流側端部を湾曲して下流側が織幅方向の外側に向かって延在しており、その側壁に複数の連通口13を、噴射空気の進行方向に間隔をあけて上下に対称的に設けてある。連通口13は、図面では円形の孔であるが、楕円、矩形などの他形状であっても良い。また、補足パイプ28も上記湾曲形状に限らず他形状、例えば経糸送り出し側に延びる直管形状であってもよい。
【0016】
捕捉パイプホルダ26は、上側筬枠25を覆う逆J字状の板であり、上側筬枠25の前面から上端面を経て筬11の背面の緯糸案内溝12の高さまで垂下すると共に、抜穴29を有しており、その抜穴29の前面側に抜穴31を有するピン固定板30を、背面側に捕捉パイプ28の一端を溶接等により接合する。ピン固定板30には、抜穴31の上下にそれぞれピン32が設けられ、それらのピン32が筬羽24間に挿入されて、筬羽24の間隔を押し広げ、空気噴射ノズル8のノズル口9からの噴射空気流の通過空間を形成している。従って、貫通孔部材10は、捕捉パイプ28と捕捉パイプホルダ26とピン固定板30と2つのピン32、およびその間にピン32が挿入される2つの筬羽24とから構成される。なお、2つのピン32と2つの筬羽24とにより形成される空間が、貫通孔部材10の一端を形成し、緯糸案内溝12に開口する。
よって、貫通孔部材10の一端を形成するその空間と2つの抜穴29,31および捕捉パイプ28とを連通して空気流路が形成される。実施例では、空気流路の長さは、捕捉された緯糸16の先端14が捕捉パイプ28から突出する程度とする。
従って、全ての連通口13は、緯糸先端到達位置よりも上流側に位置すると共に、図3に示すように貫通孔部材10の空気流路の上流側1/4から上流側5/6間に設けられている。
【0017】
緯糸張力付与装置4の作用は以下の通りである。まず、図示しない緯入れノズルから緯糸16が緯入れされ、サブノズル1からの空気噴射によって緯糸16が織布端2の外側まで運ばれ、緯糸張力付与装置4の空気噴射ノズル8から空気噴射され、その空気が貫通孔部材10に流れ込むことによって緯糸16を貫通孔部材10に吹き込んだり、引きこむ。その際に、貫通孔部材10内は負圧になって連通口13から外気が流入し、空気流量が増大するので、緯糸を強く牽引することができる。また、フィーラー3と空気噴射ノズル8間に捨耳(図示省略)が形成され、捕捉パイプ28に引きこまれた緯糸16は、筬打ち後、捨耳となり、筬11の後退に伴う捕捉パイプ28の移動により捕捉パイプ28から抜け出る。
この実施例では、空気流により捕捉された緯糸16の先端14は、貫通孔部材10の他端から突出しているが、緯糸長さが短いため貫通孔部材10内に留まっていても良い。連通口13が空気流路に沿って複数設けてあるので、捕捉された緯糸16の先端14が到達した位置よりも上流側の連通口13から流入した空気流が緯糸16と接触して牽引するので、緯糸先端14が到達した位置よりも下流側の連通口13から流入した空気流は、接触して牽引しないものの同様の効果を得る。
なお、最も効率が良い連通口13の大きさ、位置、および数は、空気噴射ノズル8に供給される圧縮空気の圧力、空気流路の流路断面積、長さ、および屈曲具合等により決まり、圧縮空気の圧力は緯糸種によって調整されるので、製織条件に応じた試験等により連通口13のそれらを決定するのが好ましい。
更に、この実施例では、貫通孔部材10の一端は、筬11の反給糸側の緯糸案内溝12に開口しているが、反給糸側の緯糸飛走経路を挟んで空気噴射ノズル8と対峙すれば良く、従って緯糸案内溝12の反給糸側延長上に開口していても良い。
【0018】
緯糸張力付与装置4の第一例の変形例は図4に示すように、空気噴射ノズル8のノズル口9が複数(図では上下二つ)設けてあるもので、飛走位置が緯入れ毎に変動する緯糸16を効率良く貫通孔部材10に吹き込むことができる。
【0019】
緯糸張力付与装置4の第二例は図5に示すように、貫通孔部材10が上流捕捉パイプ33の他端(下流側の端)に、下流捕捉パイプ34の一端を対向して設け、両パイプ間の隙間を連通口13として形成したことを特徴とするものである。
【0020】
下流捕捉パイプ34は、捕捉パイプホルダ26から織幅方向外側に延びる下流パイプホルダ35によって、織幅方向に移動可能に固定してある。具体的には、下流パイプホルダ35に織幅方向に長い長孔(図示省略)をあけ、下流捕捉パイプ34の側壁にナット部材36を接合し、長孔の所定位置でボルト37をナット部材36に締結することで位置決めする。上流捕捉パイプ33の他端と下流捕捉パイプ34の一端が図示したように明確に離れる状態に位置決めされると、パイプの全周に亘って連通口13が形成される。また図示しないが、上流捕捉パイプ33の他端と下流捕捉パイプ34の一端が接触する状態に位置決めされた場合でも、一方の端面に切り欠き等を設けることにより端面間に隙間を生じ、パイプの全周の一部に連通口13が形成される。
【0021】
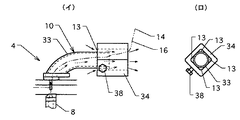
緯糸張力付与装置4の第三例は図6に示すように、上流捕捉パイプ33の下流側端部に、その外側を囲む下流捕捉パイプ34を挿入し、ボルト38の締結で固定すると共に、上流捕捉パイプ33の下流側端部と下流捕捉パイプ34の上流側端部との間に連通口13となる隙間を形成したことを特徴とする。
【0022】
ここでは、上流捕捉パイプ33が断面円形であるのに対し、下流捕捉パイプ34は内側面が上流捕捉パイプ33の外側面よりも大きな断面四角形である。従って、下流捕捉パイプ34の内側の四隅部分がそれぞれ連通口13となる。上流捕捉パイプ33の外側面と下流捕捉パイプ34の内側面は、この実施例のように互いに異なる形状であっても良いが、下流捕捉パイプ34の内側面が上流捕捉パイプ33の外側面よりも大きければ、円同士や四角形同士のように互いに同一形状としても良く、その場合には、周の少なくとも一部に内側面と外側面からなる隙間が生じて連通口13が形成される。
【0023】
緯糸張力付与装置4の第四例は図7に示すように、捕捉パイプ28の他端に栓39を詰めると共に、その側壁の栓近傍に空気流出口40をあけることにより、貫通孔部材10を形成したことを特徴とする。空気流出口40は、連通口13よりも大きく形成してある。
【0024】
【発明の効果】
本発明は、貫通孔部材の連通口によって、貫通孔部材内の空気流量を増大するので、緯糸の牽引力が強くなる。そして、緯糸の牽引が必要以上に強くなれば、空気噴射ノズルからの空気噴射圧力を弱めることも可能となり、空気消費量が減少し、製織コストを抑えることもできる。また、連通口の位置を特定することにより、緯糸の牽引力をより増大できる。さらに、連通口を孔とすることにより、連通口の形成が容易となる。
【図面の簡単な説明】
【図1】緯糸張力付与装置の第一例の取付状態を示す正面図である。
【図2】図1の右側面図である。
【図3】図1のP方向から視た図である。
【図4】緯糸張力付与装置の第一例の変形例を示す側面図である。
【図5】緯糸張力付与装置の第二例を示す平面図である。
【図6】(イ)(ロ)緯糸張力付与装置の第三例を示す平面図、右側面図である。
【図7】(イ)(ロ)緯糸張力付与装置の第四例を示す側面図、貫通孔部材の下面図である。
【符号の説明】
8 空気噴射ノズル
10 貫通孔部材
13 連通口
16 緯糸
【発明の属する技術分野】
本発明は、流体噴射式織機の緯糸張力付与装置に関する。
【0002】
【従来の技術】
流体噴射式織機の緯糸張力付与装置としては、緯糸到着側(反給糸側)に圧縮空気噴射ノズルと捕捉パイプ(本発明の貫通孔部材に相当する)を緯糸飛走路を挟んで対向配置し、圧縮空気噴射ノズルからの空気噴射によって捕捉パイプ内に緯糸を捕捉するものが知られている。(例えば、特許文献1参照。)
【0003】
【特許文献1】
特許第2956828号公報(第1頁、第1図)
【0004】
【発明が解決しようとする課題】
上述した従来の装置は、捕捉パイプが単なる筒形に形成されており、その筒形の捕捉パイプ内に緯糸を強く牽引するには、空気噴射ノズルからの空気噴射圧力を強めればよいが、そうすると強めた分だけ空気消費量が増し、製織コストが高くなる。そこで、本発明の解決課題は、捕捉パイプを工夫することにより、空気噴射ノズルからの空気噴射圧力を従来よりも高めることなく、緯糸を強く牽引できるようにすることである。
【0005】
【課題を解決するための手段】
請求項1記載の発明は、空気噴射ノズルと該ノズルに一端が対峙する貫通孔部材とを備える流体噴射式織機の緯糸張力付与装置において、貫通孔部材はその側壁に外気との連通口を、少なくとも一つ以上有することを特徴とする。
【0006】
空気噴射ノズルから貫通孔部材の一端に向かって圧縮空気が噴射されると、噴射空気は貫通孔部材内に流入し、該貫通孔部材内に一端から他端に向かう空気流が生じる。そのため貫通孔部材内は負圧となって外気が吸引され一端から貫通孔部材内に流入する。緯糸は、空気噴射ノズルからの空気流により吹き込まれたり、外気と共に吸引されて、一端から貫通孔部材内に挿入され、空気流により牽引されて捕捉され、張力が付与される。貫通孔部材内は空気流によって外気よりも負圧となるが、側壁に外気との連通口を有するので連通口からも外気が流入し、貫通孔部材内の空気流が増大する。よって、緯糸は空気流によって強く牽引され、高張力を付与される。
貫通孔部材の断面形状は、内周面及び外周面の何れも特に限定されず、一例としては円、楕円、矩形等が挙げられる。また、内周面と外周面の形状は必ずしも一致しなくても良い。一例としては、矩形断面部材にドリル加工により円形の内周面を形成して、貫通孔部材とすることが挙げられる。さらに、貫通孔部材は、全長に亘って同一断面形状でなくても良い。一例としては、上流側が円形で、下流側が押し潰された楕円とすることが挙げられる。
【0007】
連通口は、捕捉された緯糸の先端到達位置よりも下流側に設けても良いが、緯糸の牽引力を増大するには、請求項2記載の発明のように、連通口は、捕捉された緯糸の先端到達位置よりも上流側に設けることが望ましい。このようにすれば、連通口からの空気流が緯糸に接触して牽引するので、緯糸牽引力がより増大する。
【0008】
また、連通口を上流端近傍に設けると、空気流の大きい範囲が長くなり、貫通孔部材の流路抵抗が増大するので、空気流はあまり増大せず、その結果、牽引力はあまり増大しない。連通口を下流端近傍に設けると、空気流は増大するものの、連通口からの空気流の牽引距離が短くなり、同様に牽引力はあまり増大しない。従って、牽引力を増大するには請求項3記載の発明のように、連通口は、貫通孔部材の空気流路の上流側1/4から上流側5/6間に設けることが望ましい。
【0009】
連通口の形状は限定されないが、貫通孔部材に連通口を形成する容易さを考慮すると、請求項4記載の発明のように、連通口は、孔であることが望ましい。孔であれば、ドリル加工などにより容易に形成できるほか、貫通孔部材となる前の板状素材の段階でのプレス加工等により、円の他、楕円、矩形等の多彩な形状に形成できる。
【0010】
【発明の実施の形態】
流体噴射式織機は図1から図3に示すように、サブノズル1を織幅方向に沿って複数配置し、反給糸側の織布端2の外側には緯糸検知用のフィーラー3を、更にその外側には緯糸張力付与装置4を配置してある。
【0011】
サブノズル1は筬取付用のリードホルダ5にサブノズルホルダ6を介して固定され、フィーラー3も同様にリードホルダ5にフィーラーホルダ7を介して固定されている。
【0012】
緯糸張力付与装置4の第一例は、空気噴射ノズル8のノズル口9と貫通孔部材10の一端を、筬11の緯糸案内溝12内(緯糸飛走路)を挟んで対向配置し、貫通孔部材10の側壁には外気と通じる複数の連通口13を、緯糸先端14の到達位置よりも上流側で且つ空気流路の上流側1/4から上流側5/6間に設けたことを特徴とする。また、緯糸張力付与装置4は空気噴射ノズル8及び貫通孔部材10を織幅方向に移動可能に設け、空気噴射ノズル8に隣接してその反給糸側には緯糸遮蔽板15を着脱可能に設けてある。緯糸遮蔽板15は、緯糸16の飛走を遮断して緯糸16の端部を弛んだ状態で貫通孔部材10の一端近傍に留め、貫通孔部材10に導きやすくする役割を果たすが、織物種によっては取り外して使用しない。
【0013】
空気噴射ノズル8は、図示しない圧力空気源に接続してあると共に、リードホルダ5の織幅方向に沿って移動可能なノズルホルダ17に取り付けてある。リードホルダ5の前面側(図2では左側)に口部が狭い嵌合溝18が形成され、ノズルホルダ17からはボルト軸19が突出し、ボルト軸19の先部に有するスライダ20が嵌合溝18に嵌め込まれ、ノズルホルダ17の前面側からナット21をボルト軸19に締結することによって嵌合溝18の口部とノズルホルダ17が挟持され、ノズルホルダ17がリードホルダ5に固定される。また、リードホルダ5の上面の凹溝22内に筬11の下部がリードグリッパ23と共に収容され、リードグリッパ23で筬11を固定してある。なお、筬11は、多数枚の筬羽24を間隔をあけて並列し、その上下左右端部を筬枠25で取り囲んで保持し、並列する筬羽24の前面側に緯糸案内溝12を形成したものである。
【0014】
貫通孔部材10を構成する捕捉パイプ28は、筬11の上側筬枠25に固定される捕捉パイプホルダ26に取り付けてあり、捕捉パイプホルダ26は、ボルト27の先端を上側筬枠25に押し付けることによって固定され、捕捉パイプ28の織幅方向の位置決めがされる。
【0015】
図3に示すように捕捉パイプ28は、上流側端部を湾曲して下流側が織幅方向の外側に向かって延在しており、その側壁に複数の連通口13を、噴射空気の進行方向に間隔をあけて上下に対称的に設けてある。連通口13は、図面では円形の孔であるが、楕円、矩形などの他形状であっても良い。また、補足パイプ28も上記湾曲形状に限らず他形状、例えば経糸送り出し側に延びる直管形状であってもよい。
【0016】
捕捉パイプホルダ26は、上側筬枠25を覆う逆J字状の板であり、上側筬枠25の前面から上端面を経て筬11の背面の緯糸案内溝12の高さまで垂下すると共に、抜穴29を有しており、その抜穴29の前面側に抜穴31を有するピン固定板30を、背面側に捕捉パイプ28の一端を溶接等により接合する。ピン固定板30には、抜穴31の上下にそれぞれピン32が設けられ、それらのピン32が筬羽24間に挿入されて、筬羽24の間隔を押し広げ、空気噴射ノズル8のノズル口9からの噴射空気流の通過空間を形成している。従って、貫通孔部材10は、捕捉パイプ28と捕捉パイプホルダ26とピン固定板30と2つのピン32、およびその間にピン32が挿入される2つの筬羽24とから構成される。なお、2つのピン32と2つの筬羽24とにより形成される空間が、貫通孔部材10の一端を形成し、緯糸案内溝12に開口する。
よって、貫通孔部材10の一端を形成するその空間と2つの抜穴29,31および捕捉パイプ28とを連通して空気流路が形成される。実施例では、空気流路の長さは、捕捉された緯糸16の先端14が捕捉パイプ28から突出する程度とする。
従って、全ての連通口13は、緯糸先端到達位置よりも上流側に位置すると共に、図3に示すように貫通孔部材10の空気流路の上流側1/4から上流側5/6間に設けられている。
【0017】
緯糸張力付与装置4の作用は以下の通りである。まず、図示しない緯入れノズルから緯糸16が緯入れされ、サブノズル1からの空気噴射によって緯糸16が織布端2の外側まで運ばれ、緯糸張力付与装置4の空気噴射ノズル8から空気噴射され、その空気が貫通孔部材10に流れ込むことによって緯糸16を貫通孔部材10に吹き込んだり、引きこむ。その際に、貫通孔部材10内は負圧になって連通口13から外気が流入し、空気流量が増大するので、緯糸を強く牽引することができる。また、フィーラー3と空気噴射ノズル8間に捨耳(図示省略)が形成され、捕捉パイプ28に引きこまれた緯糸16は、筬打ち後、捨耳となり、筬11の後退に伴う捕捉パイプ28の移動により捕捉パイプ28から抜け出る。
この実施例では、空気流により捕捉された緯糸16の先端14は、貫通孔部材10の他端から突出しているが、緯糸長さが短いため貫通孔部材10内に留まっていても良い。連通口13が空気流路に沿って複数設けてあるので、捕捉された緯糸16の先端14が到達した位置よりも上流側の連通口13から流入した空気流が緯糸16と接触して牽引するので、緯糸先端14が到達した位置よりも下流側の連通口13から流入した空気流は、接触して牽引しないものの同様の効果を得る。
なお、最も効率が良い連通口13の大きさ、位置、および数は、空気噴射ノズル8に供給される圧縮空気の圧力、空気流路の流路断面積、長さ、および屈曲具合等により決まり、圧縮空気の圧力は緯糸種によって調整されるので、製織条件に応じた試験等により連通口13のそれらを決定するのが好ましい。
更に、この実施例では、貫通孔部材10の一端は、筬11の反給糸側の緯糸案内溝12に開口しているが、反給糸側の緯糸飛走経路を挟んで空気噴射ノズル8と対峙すれば良く、従って緯糸案内溝12の反給糸側延長上に開口していても良い。
【0018】
緯糸張力付与装置4の第一例の変形例は図4に示すように、空気噴射ノズル8のノズル口9が複数(図では上下二つ)設けてあるもので、飛走位置が緯入れ毎に変動する緯糸16を効率良く貫通孔部材10に吹き込むことができる。
【0019】
緯糸張力付与装置4の第二例は図5に示すように、貫通孔部材10が上流捕捉パイプ33の他端(下流側の端)に、下流捕捉パイプ34の一端を対向して設け、両パイプ間の隙間を連通口13として形成したことを特徴とするものである。
【0020】
下流捕捉パイプ34は、捕捉パイプホルダ26から織幅方向外側に延びる下流パイプホルダ35によって、織幅方向に移動可能に固定してある。具体的には、下流パイプホルダ35に織幅方向に長い長孔(図示省略)をあけ、下流捕捉パイプ34の側壁にナット部材36を接合し、長孔の所定位置でボルト37をナット部材36に締結することで位置決めする。上流捕捉パイプ33の他端と下流捕捉パイプ34の一端が図示したように明確に離れる状態に位置決めされると、パイプの全周に亘って連通口13が形成される。また図示しないが、上流捕捉パイプ33の他端と下流捕捉パイプ34の一端が接触する状態に位置決めされた場合でも、一方の端面に切り欠き等を設けることにより端面間に隙間を生じ、パイプの全周の一部に連通口13が形成される。
【0021】
緯糸張力付与装置4の第三例は図6に示すように、上流捕捉パイプ33の下流側端部に、その外側を囲む下流捕捉パイプ34を挿入し、ボルト38の締結で固定すると共に、上流捕捉パイプ33の下流側端部と下流捕捉パイプ34の上流側端部との間に連通口13となる隙間を形成したことを特徴とする。
【0022】
ここでは、上流捕捉パイプ33が断面円形であるのに対し、下流捕捉パイプ34は内側面が上流捕捉パイプ33の外側面よりも大きな断面四角形である。従って、下流捕捉パイプ34の内側の四隅部分がそれぞれ連通口13となる。上流捕捉パイプ33の外側面と下流捕捉パイプ34の内側面は、この実施例のように互いに異なる形状であっても良いが、下流捕捉パイプ34の内側面が上流捕捉パイプ33の外側面よりも大きければ、円同士や四角形同士のように互いに同一形状としても良く、その場合には、周の少なくとも一部に内側面と外側面からなる隙間が生じて連通口13が形成される。
【0023】
緯糸張力付与装置4の第四例は図7に示すように、捕捉パイプ28の他端に栓39を詰めると共に、その側壁の栓近傍に空気流出口40をあけることにより、貫通孔部材10を形成したことを特徴とする。空気流出口40は、連通口13よりも大きく形成してある。
【0024】
【発明の効果】
本発明は、貫通孔部材の連通口によって、貫通孔部材内の空気流量を増大するので、緯糸の牽引力が強くなる。そして、緯糸の牽引が必要以上に強くなれば、空気噴射ノズルからの空気噴射圧力を弱めることも可能となり、空気消費量が減少し、製織コストを抑えることもできる。また、連通口の位置を特定することにより、緯糸の牽引力をより増大できる。さらに、連通口を孔とすることにより、連通口の形成が容易となる。
【図面の簡単な説明】
【図1】緯糸張力付与装置の第一例の取付状態を示す正面図である。
【図2】図1の右側面図である。
【図3】図1のP方向から視た図である。
【図4】緯糸張力付与装置の第一例の変形例を示す側面図である。
【図5】緯糸張力付与装置の第二例を示す平面図である。
【図6】(イ)(ロ)緯糸張力付与装置の第三例を示す平面図、右側面図である。
【図7】(イ)(ロ)緯糸張力付与装置の第四例を示す側面図、貫通孔部材の下面図である。
【符号の説明】
8 空気噴射ノズル
10 貫通孔部材
13 連通口
16 緯糸
Claims (4)
- 空気噴射ノズル(8)と該ノズルに一端が対峙する貫通孔部材(10)とを備える流体噴射式織機の緯糸張力付与装置において、
貫通孔部材(10)はその側壁に外気との連通口(13)を、少なくとも一つ以上有することを特徴とする流体噴射式織機の緯糸張力付与装置。 - 連通口(13)は、捕捉された緯糸(16)の先端到達位置よりも上流側に設けてあることを特徴とする請求項1記載の流体噴射式織機の緯糸張力付与装置。
- 連通口(13)は、貫通孔部材(10)の空気流路の上流側1/4から上流側5/6間に設けてあることを特徴とする請求項1又は2記載の流体噴射式織機の緯糸張力付与装置。
- 連通口(13)は、孔であることを特徴とする請求項1、2、又は3記載の流体噴射式織機の緯糸張力付与装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002362191A JP2004190200A (ja) | 2002-12-13 | 2002-12-13 | 流体噴射式織機の緯糸張力付与装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002362191A JP2004190200A (ja) | 2002-12-13 | 2002-12-13 | 流体噴射式織機の緯糸張力付与装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004190200A true JP2004190200A (ja) | 2004-07-08 |
Family
ID=32760714
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002362191A Pending JP2004190200A (ja) | 2002-12-13 | 2002-12-13 | 流体噴射式織機の緯糸張力付与装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004190200A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101031047B1 (ko) | 2008-12-16 | 2011-04-25 | (재)한국섬유기계연구소 | 에어제트 직기의 얀 스트레치 시스템 |
| CN105544070A (zh) * | 2014-10-27 | 2016-05-04 | 株式会社丰田自动织机 | 喷气织机的纬纱张力施加设备 |
-
2002
- 2002-12-13 JP JP2002362191A patent/JP2004190200A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101031047B1 (ko) | 2008-12-16 | 2011-04-25 | (재)한국섬유기계연구소 | 에어제트 직기의 얀 스트레치 시스템 |
| CN105544070A (zh) * | 2014-10-27 | 2016-05-04 | 株式会社丰田自动织机 | 喷气织机的纬纱张力施加设备 |
| JP2016084557A (ja) * | 2014-10-27 | 2016-05-19 | 株式会社豊田自動織機 | エアジェット織機における緯糸張力付与装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1722019B1 (en) | Weft tension device for jet looms | |
| US4096889A (en) | Weaving loom | |
| JPH0116940B2 (ja) | ||
| JP6119715B2 (ja) | エアジェット織機における緯糸張力付与装置 | |
| JP2004190200A (ja) | 流体噴射式織機の緯糸張力付与装置 | |
| JPS6411738B2 (ja) | ||
| JP2005264416A5 (ja) | ||
| KR101031270B1 (ko) | 에어제트 직기의 얀 스트레치 시스템 | |
| CN113913999B (zh) | 纬纱张力赋予装置 | |
| JPH08209499A (ja) | ノズル式織機のよこ糸伸ばし・検出装置 | |
| JP2002061052A (ja) | タックイン装置 | |
| JP5369915B2 (ja) | エアジェット織機における緯糸張力付与装置 | |
| US20030201026A1 (en) | Catching and holding apparatus for the catching-side weft thread end in a weaving machine | |
| JP2000170057A (ja) | ジェットルームにおける緯糸張力付与装置 | |
| JP2528566B2 (ja) | 糸通しヘッド | |
| JP2000154441A (ja) | ジェットルームにおける緯糸張力付与装置 | |
| JPS59179846A (ja) | 空気噴射式織機の緯糸端牽引装置 | |
| KR101031047B1 (ko) | 에어제트 직기의 얀 스트레치 시스템 | |
| JPH0431269Y2 (ja) | ||
| JP7311297B2 (ja) | 空気噴射式織機のサブノズル | |
| JP3346750B2 (ja) | 無杼織機におけるタックイン装置 | |
| JP2829704B2 (ja) | 流体噴射織機の緯糸安定化装置 | |
| US4422484A (en) | Weft guide device in a jet loom | |
| KR101056459B1 (ko) | 에어제트 직기용 흡입형 얀 스트레치 노즐 | |
| JP2001336043A (ja) | タックイン装置のグリッパ |