JP2004141709A - 柱状構造体の外周面コーティング装置及び柱状構造体の外周面コーティング方法 - Google Patents
柱状構造体の外周面コーティング装置及び柱状構造体の外周面コーティング方法 Download PDFInfo
- Publication number
- JP2004141709A JP2004141709A JP2002306709A JP2002306709A JP2004141709A JP 2004141709 A JP2004141709 A JP 2004141709A JP 2002306709 A JP2002306709 A JP 2002306709A JP 2002306709 A JP2002306709 A JP 2002306709A JP 2004141709 A JP2004141709 A JP 2004141709A
- Authority
- JP
- Japan
- Prior art keywords
- columnar structure
- outer peripheral
- peripheral surface
- coating
- pedestal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28B—SHAPING CLAY OR OTHER CERAMIC COMPOSITIONS; SHAPING SLAG; SHAPING MIXTURES CONTAINING CEMENTITIOUS MATERIAL, e.g. PLASTER
- B28B19/00—Machines or methods for applying the material to surfaces to form a permanent layer thereon
- B28B19/0038—Machines or methods for applying the material to surfaces to form a permanent layer thereon lining the outer wall of hollow objects, e.g. pipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/02—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface ; Controlling means therefor; Control of the thickness of a coating by spreading or distributing liquids or other fluent materials already applied to the coated surface
- B05C11/08—Spreading liquid or other fluent material by manipulating the work, e.g. tilting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0208—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work for applying liquid or other fluent material to separate articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0241—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work for applying liquid or other fluent material to elongated work, e.g. wires, cables, tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0254—Coating heads with slot-shaped outlet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/26—Processes for applying liquids or other fluent materials performed by applying the liquid or other fluent material from an outlet device in contact with, or almost in contact with, the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/40—Distributing applied liquids or other fluent materials by members moving relatively to surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C11/00—Component parts, details or accessories not specifically provided for in groups B05C1/00 - B05C9/00
- B05C11/02—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface ; Controlling means therefor; Control of the thickness of a coating by spreading or distributing liquids or other fluent materials already applied to the coated surface
- B05C11/04—Apparatus for spreading or distributing liquids or other fluent materials already applied to a surface ; Controlling means therefor; Control of the thickness of a coating by spreading or distributing liquids or other fluent materials already applied to the coated surface with blades
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Mechanical Engineering (AREA)
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
【課題】コーティング後の乾燥時にコーティング部のクラックの発生を防止し、欠陥のない外周面コーティングを形成することが可能な柱状構造体の外周面コーティング装置及び柱状構造体の外周面コーティング方法を提供する。
【解決手段】柱状構造体1の外周面1aに、ノズル12bからコーティング材を供給・塗布し、均し手段10で均しながらコーティングする柱状構造体1の外周面コーティング装置において、ノズル12bの開口部12cを、その上端部の位置が柱状構造体1の上端部1eと略同位置となるように、かつ略鉛直方向に配置し、その開口部12cの長手方向の長さを柱状構造体1の両端面間の長さより短く形成する。このような柱状構造体の外周面コーティング装置50を使用して柱状構造体1の外周面1aをコーティングする。
【選択図】 図1
【解決手段】柱状構造体1の外周面1aに、ノズル12bからコーティング材を供給・塗布し、均し手段10で均しながらコーティングする柱状構造体1の外周面コーティング装置において、ノズル12bの開口部12cを、その上端部の位置が柱状構造体1の上端部1eと略同位置となるように、かつ略鉛直方向に配置し、その開口部12cの長手方向の長さを柱状構造体1の両端面間の長さより短く形成する。このような柱状構造体の外周面コーティング装置50を使用して柱状構造体1の外周面1aをコーティングする。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】本発明は、柱状構造体の外周面コーティング装置及び柱状構造体の外周面コーティング方法に関する。更に詳しくは、柱状構造体の外周面コーティング後の乾燥時のクラックの発生を防止し欠陥のない外周面コーティングを形成することが可能な柱状構造体の外周面コーティング装置及び柱状構造体の外周面コーティング方法に関する。
【0002】
【従来の技術】従来、円柱状や楕円柱状等の外周面が曲面の柱状構造体の外周面に、コーティングを施す場合、作業者の手作業で行われることが多く、非効率的であった。そこで、本発明者等は、セラミックハニカム構造体(柱状構造体)の外周面にコーティングを施す外周面コーティング装置を提案した(特許文献1参照)。この装置によれば、予め外周部を加工により除去されたセラミックハニカム構造体の外周面にスラリーをコーティングして外壁部を形成することによって、たとい周縁部(外周面)に変形セルが存在するようなハニカム焼成体であっても、これから、充分な強度を持った製品を得ることができた。しかし、この外周面コーティング装置では、外周面の両端部付近のコート洩れや、コーティング後の製品の取り出し難さ及びコーティング材による装置の汚れが発生し、品質及び作業性の両面で不具合が生じることがあった。
【0003】更に、本発明者等は、柱状体(柱状構造体)の外周面コーティング装置を提案した(特許文献2参照)。この装置は、柱状体を保持する第1のパレットと、その第1のパレットの中心軸を軸として回転する機構と、柱状体の外周と所定のクリアランスを保って設けられた均し板とを備えることを特徴とするものである。この装置によれば、第1のパレットの上に載せて回転する柱状体に、ノズル(供給・塗布手段)からコーティング材が供給・塗布され、コーティング材が均し板により均され、手塗り方法に比べて、短時間に寸法精度の高い柱状体のコーティング品が得られた。しかし、この柱状体の外周面コーティング装置では、柱状構造体の中心軸方向を略鉛直方向とし、外周面の両端部間に渡って(上部側から下部側までの全体に渡って)ノズルを配置してコーティング材を供給するため、均し板によって掻き取られたコーティング材がノズルを伝って下方(外周面の下部側)に流れ、ノズルの下部側に溜まり、それが外周面に付着することにより、外周面の下部側が厚くコーティングされるという問題があった。そのため、コーティング後の乾燥時に、コーティングが厚くなり過ぎた外周面の下部側のコーティング部にクラックが入るという問題があった。
【0004】
【特許文献1】
特開平4−64768号公報
【特許文献2】
特開平8−323727号公報
【0005】
【発明が解決しようとする課題】本発明は、上述の問題に鑑みなされたものであり、中心軸方向を略鉛直方向に保持した柱状構造体の外周面の上部側にコーティング材を供給・塗布し、柱状構造体の両端面間の長さ以上の長さを有する均し手段と外周面との間で塗布面をならすことにより、コーティング材が柱状構造体の外周に均一にコーティングされ、部分的(外周面の下部側)に厚くなることが防止されるため、コーティング後の乾燥時にコーティング部のクラックの発生を防止することが可能な柱状構造体の外周面コーティング装置及び柱状構造体の外周面コーティング方法を提供することを目的とする。
【0006】
【課題を解決するための手段】上記目的を達成するため、本発明によって以下の柱状構造体の外周面コーティング装置及び柱状構造体の外周面コーティング方法が提供される。
[1] 柱状構造体を略鉛直方向に保持し、保持した前記柱状構造体と一体となって略鉛直方向の軸を共通の回転軸として自転する保持手段と、前記柱状構造体の外周面に対して所定の位置に配置され、自転する前記柱状構造体の外周面にコーティング材を供給、塗布する供給・塗布手段と、前記外周面に供給、塗布されたコーティング材の塗布面を均す板状の均し手段と、を備えた柱状構造体の外周面コーティング装置であって、前記供給・塗布手段が、前記コーティング材を前記外周面に向けて供給、塗布するスリット状に開口した開口部が形成されたノズルを有してなり、前記ノズルの開口部が、その上端部の位置が前記柱状構造体の上端部と略同位置となるように、かつ略鉛直方向に配置されてなるとともに、その長手方向の長さが前記柱状構造体の両端面間の長さより短く形成されてなり、前記均し手段が、前記柱状構造体の両端面間の長さ以上の、長手方向の長さを有するとともに、前記外周面に対して所定間隔を保持した状態で又は前記外周面に接触した状態で略鉛直方向に配置されてなり、前記ノズルの開口部から前記柱状構造体の外周面の上部側に前記コーティング材を供給、塗布するとともに、供給、塗布された前記コーティング材を前記外周面と前記均し手段の長手側端部との間で塗布面を均して、前記柱状構造体の外周面の全体に渡って均一な塗布面を形成することが可能なことを特徴とする柱状構造体の外周面コーティング装置。
[2] 前記ノズルの開口部の長手方向の長さが、前記柱状構造体の両端面間の長さの30〜80%である[1]に記載の柱状構造体の外周面コーティング装置。
[3] 前記保持手段が、前記鉛直方向の柱状構造体を一方の前記端面を下向きにして載せて保持する台座を、有してなる[1]又は[2]に記載の柱状構造体の外周面コーティング装置。
[4] 前記保持手段が、前記台座に載せて保持した前記柱状構造体の他方の前記端面を上方から下方に押さえるとともに、前記略鉛直方向の軸を前記共通の回転軸として自転するカムを、更に有してなる[3]に記載の柱状構造体の外周面コーティング装置。
[5] 前記台座と前記カムとのそれぞれの外周形状が略同一である[4]に記載の柱状構造体の外周面コーティング装置。
[6] 前記柱状構造体と、前記台座及び/又は前記カムと、を所定の位置関係に保持する芯出し手段を更に備えた[3]〜[5]のいずれかに記載の柱状構造体の外周面コーティング装置。
[7] 前記均し手段を前記柱状構造体の外周に対して所定の位置に配置させるように、前記均し手段を前記台座及び/又は前記カムの外周にならい駆動させる、ならい手段を更に備えた[3]〜[6]のいずれかに記載の柱状構造体の外周面コーティング装置。
[8] 前記ならい手段が、前記供給・塗布手段及び前記均し手段と一体となって、前記カムの外周に接触しながら前記カムの外周にならって前後に移動する、互いに所定の間隔で配置された第1及び第2のならいローラを有するとともに、前記第1及び第2のならいローラが、それぞれの中心間を結ぶ線分と前記均し手段とが形成する角度が所定の角度となるように配置された[7]に記載の柱状構造体の外周面コーティング装置。
[9] 前記ならい手段が、前記供給・塗布手段及び前記均し手段と一体となって、前記台座の外周に接触しながら前記台座の外周にならって前後に移動する、第3及び第4のならいローラを更に有するとともに、前記第3のならいローラと前記第1のならいローラとの回転軸が共通であり、前記第4のならいローラと前記第2のならいローラとの回転軸が共通である[8]に記載の柱状構造体の外周面コーティング装置。
[10] 前記台座及び/又は前記カムの外周がステンレス鋼又はセラミックから構成されてなる[3]〜[9]のいずれかに記載の柱状構造体の外周面コーティング装置。
[11] 前記均し手段が、ステンレス鋼又は耐摩耗セラミックから構成されてなる[1]〜[10]のいずれかに記載の柱状構造体の外周面コーティング装置。
[12] 前記柱状構造体の中心軸方向に垂直な平面で切断した断面の形状が、円形又は楕円形である[1]〜[11]のいずれかに記載の柱状構造体の外周面コーティング装置。
[13] 前記柱状構造体が、流体の流路となる複数のセルからなるハニカム構造体である[1]〜[12]のいずれかに記載の柱状構造体の外周面コーティング装置。
[14] 前記供給・塗布手段と前記均し手段とが一体となって、前記柱状構造体の外周に沿って回転することが可能な[1]〜[13]のいずれかに記載の柱状構造体の外周面コーティング装置。
[15] 前記[1]〜[14]のいずれかに記載された柱状構造体の外周面コーティング装置を使用して、前記柱状構造体を前記保持手段で保持し、前記略鉛直方向の軸を共通の回転軸として自転させながら、前記供給・塗布手段から前記柱状構造体の前記外周面の上部側に前記コーティング材を供給・塗布し、供給・塗布された前記コーティング材の塗布面を、前記外周面と前記均し手段の長手側端部との間で均すことを特徴とする柱状構造体の外周面コーティング方法。
【0007】このように、本発明の柱状構造体の外周面コーティング装置は、供給・塗布手段が、スリット状に開口した開口部が形成されたノズルを有してなり、その開口部が、その上端部の位置が柱状構造体の上端部と略同位置となるように、かつ略鉛直方向に配置されてなるとともに、その長手方向の長さが柱状構造体の両端面間の長さより短く形成されてなり、ノズルの開口部から柱状構造体の外周面の上部側にコーティング材を供給、塗布するとともに、供給、塗布されたコーティング材を外周面と均し手段の長手側端部との間で均すため、均し板によって掻き取られたコーティング材がノズルを伝って下方(外周面の下部側)に流れて外周面の下部側が厚くコーティングされることなく、柱状構造体の外周面の全体に渡って均一な塗布面を形成することが可能になる。これにより、コーティング後の乾燥時にコーティング部のクラックの発生が防止される。また、本発明の柱状構造体の外周面コーティング方法は、本発明の柱状構造体の外周面コーティング装置を使用して、コーティング材を柱状構造体の外周に塗布し、塗布面を均すため、コーティング後の乾燥時にコーティング部のクラックの発生が防止される。
【0008】
【発明の実施の形態】以下、本発明の実施の形態を図面を参照しながら具体的に説明するが、本発明は以下の実施の形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で、当業者の通常の知識に基づいて、適宜設計の変更、改良等が加えられることが理解されるべきである。
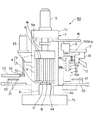
【0009】図1は、本発明の柱状構造体の外周面コーティング装置の一の実施の形態を模式的に示す正面図である。
【0010】図1に示すように、本実施の形態における柱状構造体の外周面コーティング装置50は、台座3及びカム2から構成される保持手段4が、フレーム7の中央部付近に、鉛直方向の軸を回転軸として自転可能に装着され、均し手段10及び供給・塗布手段12が一体となって、前後動作用ベース15、アーム回転部16及びアーム17,18を介してフレーム上部7aに装着されている。
【0011】保持手段4を構成する台座3は、円盤状でその中心軸が鉛直方向を向くようにしてフレーム下部7bに上下動可能に装着されている。そして台座3にはシャフト6aを介して台座用モーター6が装着されており、台座3の中心軸を回転中心にして自転するようになっている。また、保持手段4を構成するカム2は、厚さが厚い円盤状(高さの低い円柱状)でその中心軸が台座3の中心軸と略一致するようにフレーム上部7aに上下動可能に装着されている。そしてカム2にはシャフト5aを介してカム用モーター5が装着されており、カム2の中心軸を中心にして自転するようになっている。台座3の自転及びカム2の自転は同期するようになっている。このように構成された保持手段4で柱状構造体1を保持するときは、柱状構造体1を、中心軸が台座3の中心軸と略一致するようにして(一方の端面1bを下向きにして)、台座3の上に載せ、カム2を柱状構造体1の他方(上側)の端面1c側に配置し、柱状構造体1を台座3とカム2とで狭持(保持)する。このように保持された柱状構造体1は、台座3とカム2とが同期して自転するのに伴い、中心軸を共通(カム2及び台座3の中心軸と共通)の回転軸として自転することができる。ここで、カム2及び台座3は、その外周形状が、柱状構造体1の外周形状と略同一となるように形成されている。
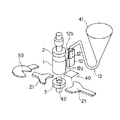
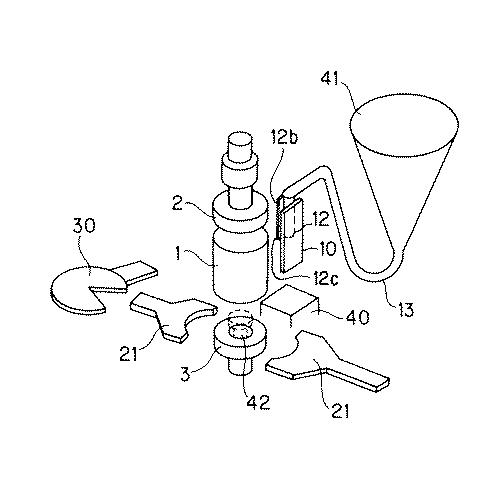
【0012】柱状構造体1を台座3に載せるときには、柱状構造体1は、図1及び図6に示す移載パレット30に載せられ、柱状構造体1を載せた移載パレット30が台座3の上部空間まで移動する。このとき移載パレット30は、サポートシャフト31及びスイングアーム32を介してスイングモーター33により回転移動する。そして、図6に示すように、台座3の中央部に設けられた上昇可能な突き上げ板42が上昇し、柱状構造体1をその上に載せ、移載パレット30が元の位置に移動した後に突き上げ板42が下降し、台座3に納まる(台座3の上面と突き上げ板42の上面とが同一面上に配置される)。これにより、柱状構造体1が台座3上に配置される。そして、図1及び図6に示す芯出し板21,21により、柱状構造体1は、その中心軸がカム2及び台座3の中心軸と略一致するように配置される。図1に示すように、2つの芯出し板21,21は、略同一直線上に配設された2つのレール20,20上にそれぞれ配置される。この2つの芯出し板21,21が、レール20,20上をカム2及び台座3の中心軸の方向に移動し、2つの芯出し板21,21のそれぞれからカム2及び台座3の中心軸までの距離が等距離で、かつ2つの芯出し板21,21間の距離が柱状構造体1の外径と略同一となる位置で止まり、柱状構造体1を対向する2つの芯出し板21,21で挟むようにして、柱状構造体1の中心軸をカム2及び台座3の中心軸と略一致させるようにしている。芯出し板21の外周面1aと接する部分は、外周面1aの形状に沿う形状が好ましく、例えば、円柱状の柱状構造体の場合には、図6に示すような円弧に沿う形状が好ましい。
【0013】台座3上に配置された柱状構造体1は、台座3が一対のガイドレール(図示せず)に沿って上昇することにより、その上端面がカム2に接触し、カム2と台座3との間で狭持される(カム2が柱状構造体1の上端面側に配置される)。これにより、柱状構造体1は保持手段4によって保持された状態となる。ここで、台座3及びカム2の対向するそれぞれの面(柱状構造体1の端面1b及び1cと接触する面)には、柱状構造体1の破損等を防止するために、ゴム、スポンジ等のクッション性のシートが装着されることが好ましい。
【0014】図2に示すように、供給・塗布手段12は、、スリット状に開口した開口部12cが形成されたノズル12bが、その長手方向が供給管12aの長手方向に沿うように、供給管12aに形成されてなり、供給管12aには、ノズル12bの開口部12c(空間部分)と連通するように長手方向に沿ってスリット状の孔が形成されている。そして図1に示すように、供給・塗布手段12は、ノズル12bの開口部12cの上端部の位置が柱状構造体1の上端部1eと略同位置(鉛直方向で略同じ高さ)となるように、かつ略鉛直方向に配置されている。更に、ノズル12bの開口部12cは、その長手方向の長さが柱状構造体1の両端面間の長さより短く形成されている。ノズル12bの開口部12cの長手方向の長さは、柱状構造体1の両端面間の長さの30〜80%であることが好ましい。30%より小さいと、長手方向長さが短くなるため、柱状構造体1の外周面1aの全体に渡って均一なコーティング材による塗布面を形成し難くなる。80%より大きいと、長手方向長さが長くなるため、コーティング材がノズル12bの下部側に溜まり、それが外周面1aに付着することにより、外周面1aの下部側が厚くなることがある。
【0015】供給・塗布手段12は、ノズル12bの開口部12cが柱状構造体1側を向き、供給管12aの中心軸(ノズル12bの長手方向)が柱状構造体1の中心軸方向を向くように配置されている。そして、配管13は供給管12aの上側の端部に繋がれ、配管13を通じて供給されたコーティング材が供給管12aを経由してノズル12bの開口部12cから柱状構造体1の外周面1aに供給・塗布されるようになっている。
【0016】図1に示すように、均し手段10は、その長手方向と柱状構造体1の中心軸方向とが一致するように配置されている。均し手段10は、均し板10aを含んでなり、均し板10aは図1に示すように長方形状の板である。均し板10aと柱状構造体1の外周面1aとの間隔は、所望の外周面コーティングを形成するように調節することができるが、2.0mm以下が好ましく、柱状構造体1の外周面1aに接する場合もあり得る。2.0mmより大きいと、コーティング材が均一な塗膜を形成することができる厚さを超えるため、均し板10aで塗膜を均すことができないことがある。
【0017】図2に示すように、供給・塗布手段12と均し手段10とは、供給・塗布手段12のノズル12bの向く方向が均し手段10の一方の長手側端部の方向を向くようにして、一体となるように形成されている。そして、一体となった供給・塗布手段12と均し手段10とは、ノズル12bの開口部12cが柱状構造体1側を向いて、外周面1aに沿うように配置されている。
【0018】図1に示すように、アーム回転部16の下部には、ならい手段として略円柱状のならいローラ14が配設されており、アーム17,18及びアーム回転部16を介して、供給・塗布手段12及び均し手段10と一体となって略水平移動するように形成されている。水平移動は、アーム回転部16が前後動作用ベース15に取り付けられ、前後動作用ベース15が略水平にスライド移動することによって行われる。ならいローラ14は、カム2に接したときに、鉛直方向の軸を中心にして、カム2の自転する力により、カム2に接しながら自在に自転するように形成されている。
【0019】図3は、ならいローラ14がカム2の外周面に接触し、均し手段10の均し板10aが柱状構造体1の外周面1aと所定の間隔を開けて配置された状態を示す。この状態は、図1に示す状態から、外周面1aのコーティングを行うために、一体となって移動する供給・塗布手段12、均し手段10、ならいローラ14及び前後動作用ベース15を、前後動作用ベース15のスライド移動により柱状構造体1側に移動させたものである。この移動は、水平移動であるため、供給・塗布手段12の供給管12a(及びノズル12b)の長手方向、均し手段10(均し板10a)の長手方向及びならいローラ14の回転軸は、いずれも柱状構造体1の中心軸と略平行(鉛直方向)の状態を維持している。
【0020】図3に示すように、均し手段10を構成する均し板10aは、柱状構造体1の両端面1b,1c間に渡って、柱状構造体1の外周面1aと所定の間隔を開けて配置されており、図4に示すように、供給・塗布手段12のノズル12bは、その開口部12cを柱状構造体1側を向けながら、柱状構造体1の外周面1aと所定の間隔を開けて配置されている。そして、配管13(図3参照)を経由して供給されたコーティング材を、ノズル12bから、自転する柱状構造体1の外周面1aの上部側に供給・塗布し、その直後に、均し手段10(均し板10a)と外周面1aとの間で、コーティング材の塗布面を均す(均し板10aにより塗布面を均す)ことにより、柱状構造体1の外周面1aの全体に渡って均一な塗布面が形成される。
【0021】このように、供給・塗布手段12のノズル12bの開口部12cが、その上端部の位置が柱状構造体1の上端部1eと略同位置となるように配置し、その長手方向の長さが柱状構造体1の両端面間の長さより短く形成されているため、外周面1aの上部側に供給されたコーティング材が、均し板10aを伝って下方に流れることがないため、柱状構造体1の外周面1aの全体に渡って均一な塗布面を形成することが可能になる。これにより、コーティング後の乾燥時にコーティング部のクラックの発生が防止される。
【0022】本実施の形態において、供給・塗布手段12及び均し手段10を柱状構造体1の外周形状にならって移動させるための、ならい手段として使用されるならいローラ14は、図4に示すように、第1のならいローラ14aと第2のならいローラ14bとから構成され、2つは略同一水平面上に位置している。2つのならいローラ14(第1のならいローラ14a及び第2のならいローラ14b)は、ばね(図示せず)の力によりカム2の外周面に僅かに押しつけられながら柱状構造体1が自転するときに、その外周形状に沿って一定方向に平行移動するようになっている。この2つのならいローラ14(第1のならいローラ14a及び第2のならいローラ14b)が、カム2の外周面にならって移動するときに、ならいローラ14と供給・塗布手段12及び均し手段10とが一体となって移動するため、供給・塗布手段12及び均し手段10と柱状構造体1の外周面1aとの間の距離を一定に保つことができる。このとき、柱状構造体1の外径はカム2及び台座3の外径より、柱状構造体1に施すコーティングの厚さ分だけ小さいことが好ましい。この径の差により柱状構造体1の外周面1aのコーティング部の厚さが調節できる。また、第1のならいローラ14aと第2のならいローラ14bのそれぞれの中心軸間の間隔は、柱状構造体1の中心軸に垂直な平面で切断した断面形状が円形の場合にはその円の半径、その断面形状が円形以外の「周囲が滑らかな曲線(直線を含んでもよい)の形状(楕円等)」の場合には曲率半径が最も小さい部分のその曲率半径、の10〜170%が好ましい。10%より小さいと、ならいローラ14の動きが安定しないため、供給・塗布手段12及び均し手段10の外周面1aに対する向き(角度)が変化して、安定したコーティングが妨げられることがある。170%より大きいと、ならい手段14と、水平面に投影した位置における、供給・塗布手段12及び均し手段10との位置関係が離れた状態になるため、ならい手段14が外周面1aと接する部分と、均し手段10が外周面1aと接する部分の、凹凸が異なることがある。
【0023】供給・塗布手段12及び均し手段10を、ならいローラ14により、より安定的に動作させるために、第1のならいローラ14a及び第2のならいローラ14bと一体となって移動する、第3のならいローラ14c及び第4のならいローラ14dを台座3の外周面にならうように配置してもよい。その場合、第3のならいローラ14cと第1のならいローラ14aとの回転軸が共通であり、第4のならいローラ14dと第2のならいローラ14bとの回転軸が共通であることが動作の安定上好ましい。
【0024】図5に示す、ならいローラ14a及び14bのそれぞれの中心を通る直線と均し手段10の先端部分とが形成する角度Aが20〜60度であることが好ましい。20度より小さいと余分なコーティング材を除去する力が小さくなり所定の寸法より大きく仕上がることがあり、60度より大きいと柱状構造体の外周面を強く押さえることになり必要以上にコーティング材を掻き取ることがある。ここで、上記角度Aとは、ならいローラ14a及び14bのそれぞれの中心を通る直線上において柱状構造体1の回転方向R側を向く「方向x」と、均し手段10の先端部分の延長線上において、柱状構造体1側に延びる「方向y」との間に形成される角度Aをいう。
【0025】本実施の形態で使用する、カム2、台座3及び均し板10の材質は、特に限定されるものではないが、それぞれの外表面がステンレス鋼又は耐摩耗性セラミックであることが好ましい。耐摩耗性セラミックとしては、Si3N4、PZT、SiC又はAl2O3が好ましい。
【0026】本実施の形態の柱状構造体の外周面コーティング装置50(図1参照)は、外周面をコーティングする柱状構造体1の、中心軸方向に垂直な平面で切断した断面の形状が、円形又は楕円形である場合に好ましく適用でき、更に断面形状が円形や楕円形でなくても、外周面が滑らかな曲面で形成される柱状構造体にも好ましく適用できる。
【0027】また、本実施の形態の柱状構造体の外周面コーティング装置50(図1参照)は、柱状構造体1が、流体の流路となる複数のセルからなるハニカム構造体である場合に好ましく適用できる。ハニカム構造体の材質としては、セラミック製のものを好適例として挙げることができる。
【0028】本実施の形態の柱状構造体の外周面コーティング装置の使用の際に使用されるコーティング材は、柱状構造体の外周面のコーティングに適していれば特に限定されるものではなく、例えば、無機繊維、無機バインダー、無機粒子及び有機バインダー等を含有するペースト状のコーティング材が使用できる。無機繊維としては、シリカアルミナ、ムライト、アルミナ、シリカ等のセラミックファイバーが挙げられる。無機バインダーとしては、シリカゾル、アルミナゾル等が挙げられる。無機粒子としては、粉末炭化珪素、粉末窒化珪素、粉末窒化硼素、ウィスカー等が挙げられる。有機バインダーとしては、ポリビニルアルコール、メチルセルロース、エチルセルロース、カルボキシセルロース等が挙げられる。また、コーティング材には無機繊維、無機バインダー、無機粒子及び有機バインダー等の他に、水、アセトン、アルコール等の溶剤等が含有される。これらの溶剤により、ペースト状のコーティング材の粘度が調節され、柱状構造体の外周面にコーティングするのに適した状態になる。コーティング材の粘度は15〜50Pa・sが好ましい。15Pa・sより小さいと、粘度が低いため、コーティングの厚さが薄くなり過ぎることがあり、50Pa・sより大きいと、粘度が高いため、外周面に薄く、均一にコーティングし難くなることがある。
【0029】本発明の柱状構造体の外周面コーティング装置の他の実施の形態は、保持手段4が、台座3を有しカム2を有しないものである。柱状構造体1をその中心軸を台座3の中心軸と略一致させて台座3の上に載せて、均し手段10の均し板10aが、柱状構造体1の外周面1aと所定の間隔で配置され、供給・塗布手段12のノズル12bから柱状構造体1の外周面1aに供給・塗布されたコーティング材の塗布面が、外周面1aと均し手段10(均し板10a)との間で均されるものである。この場合には、ならい手段として使用するならいローラ14は、保持手段4がカム2を有しないため、台座3の外周にならう第3のならいローラ14cと第4のならいローラ14dの2つとなる。
【0030】本実施の形態は、保持手段4が台座3を有しカム2を有しない点と、ならい手段14が台座3の外周にならう第3のならいローラ14cと第4のならいローラ14dの2つとなること以外は、図1に示した上述の実施の形態の場合と同様である。
【0031】本発明の柱状構造体の外周面コーティング装置の更に他の実施の形態は、供給・塗布手段12と均し手段10とが一体となって、柱状構造体1の外周面1aに沿って回転するものである。この場合、柱状構造体1の中心軸を回転中心として、供給・塗布手段12、均し手段10及びならい手段14が一体となって柱状構造体1の外周面1aに沿って回転しながら、供給・塗布手段12からコーティング材を供給・塗布し、均し手段10によって塗布面を均すものである。
【0032】本実施の形態は、柱状構造体1の中心軸を回転中心として、供給・塗布手段12、均し手段10及びならい手段14が一体となって柱状構造体1の外周面1aに沿って回転すること以外は、図1に示した上述の実施の形態の場合と同様である。
【0033】次に、本発明の柱状構造体の外周面コーティング方法について図面を参照しながら具体的に説明する。本発明の柱状構造体の外周面コーティング方法は、上述した本発明の柱状構造体の外周面コーティング装置50(図1参照)を使用して、柱状構造体1を保持手段4で保持し、略鉛直方向の軸を共通の回転軸として自転させながら、供給・塗布手段12から柱状構造体1の外周面1aにコーティング材を供給・塗布し、供給・塗布されたコーティング材の塗布面を、外周面1aと均し手段10(均し板10a)との間で均すことを特徴とするものである。
【0034】本実施の形態では、まず、柱状構造体1を、図1及び図6に示す移載パレット30に載せ、移載パレット30を台座3の上部空間まで移動させる。その後、台座3の中央部に設けられた上昇可能な突き上げ板42(図6参照)を上昇させて柱状構造体1をその上に載せ、移載パレット30を元の位置に移動させた後に、突き上げ板42を下降させ、台座3に納める(台座3の上面と突き上げ板42の上面とが同一面上に配置される)ことにより、柱状構造体1を台座3上に配置させる。そして、図1及び図6に示す芯出し板21,21を使用して、柱状構造体1は、その中心軸がカム2及び台座3の中心軸と略一致するように配置する。
【0035】台座3上に配置した柱状構造体1の上端面1cを、台座3を上昇させることにより、カム2に接触させ、カム2と台座3との間に狭持させる(カム2が柱状構造体1の上端面側に配置される)。これにより、柱状構造体1は保持手段4によって保持された状態となる。
【0036】次にスラリー状のコーティング材を、図6に示すタンク41に供給する。そして、供給・塗布手段12、均し手段10及びならい手段14を、図3に示すように、均し手段10の均し板10aと柱状構造体1の外周面1aとの間隔が所定の間隔になり、ならい手段14がカム2の外周面に接触するように移動させる(図1の状態から図3の状態にする)。このとき、均し板10aの上側の端部は柱状構造体1の上端部1eより上側に、均し板10aの下側の端部は柱状構造体1の下端部1dより下側に配置されるようにする。次に、カム用モーター5及び台座用モーター6を起動し、カム2、台座3及び柱状構造体1を所定の回転数で自転させる。この状態で、コーティング材供給用ポンプ(図示せず)により、コーティング材を配管13を通して供給管12aに送り、ノズル12bの開口部12cから柱状構造体1の外周面1aの上部側に供給・塗布する。そして、柱状構造体1の外周面1aの上部側に塗布されたコーティング材は重力により下方に移動しながら均し手段10の均し板10aにより均され、柱状構造体1の外周面1aの全体に渡って均一な塗布面のコーティングが完了する。
【0037】柱状構造体1の外周面1aのコーティングが完了した後に、カム2及び台座3の自転を停止し、台座3を下降させる。その後、突き上げ板42(図6参照)で柱状構造体1を突き上げ、柱状構造体1の端面1bを持ち上げ、端面1bの下部に移載パレット30を移動させる。そして、突き上げ板42を下降させ、柱状構造体1を移載パレット30に載せ、乾燥機台(図示せず)に移す。ここで、供給・塗布手段12により供給された後、余剰となったコーティング材は、均し手段10の下に設けてあるスラリー受け容器40に回収し、ポンプ(図示せず)によりタンク41(図6参照)に回収するようにする。
【0038】このように、本発明の柱状構造体の外周面コーティング装置を使用して、柱状構造体の外周面をコーティングしたので、供給・塗布手段12のノズル12bの開口部12cが、その上端部の位置が柱状構造体1の上端部1eと略同位置となるように配置され、その開口部12cの長手方向の長さが柱状構造体1の両端面間の長さより短く形成されているため、外周面1aの上部側に供給されたコーティング材が、均し板10aを伝って下方に流れることがないため、外周面1aの下部側のコーティングが厚くなることなく、柱状構造体1の外周面1aの全体に渡って均一な塗布面を形成することが可能になる。これにより、コーティング後の乾燥時にコーティング部のクラックの発生が防止される。
【0039】
【実施例】以下、本発明を実施例により更に具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【0040】図1に示す柱状構造体の外周面のコーティング装置を使用して、以下に示すようにして、柱状構造体の外周面をコーティングした。
【0041】
(柱状構造体及びコーティング材)
使用した柱状構造体は、流体の流路となる複数のセルからなる円柱状のハニカム構造体であり、中心軸方向の高さが250mmと300mmの2種類のハニカム構造体を使用して試験を行った。2種類のハニカム構造体はいずれも、材質がコージェライトであり、外周面が研削加工されて加工後の外径が143mmであり、リブ厚が0.175mm、セル密度が400セル/(インチ)2であった。カム2及び台座3の中心軸に垂直な断面の径(円の直径)は、ハニカム構造体の中心軸に垂直な断面の径(円の直径)と略同じである。
【0042】使用したスラリー状のコーティング材は、組成はコーティングセメント(SiO2:60.0、Al2O3:39.2、Na2O:0.4、MgO:0.3、他の無機質:0.1、不凍液入)が75質量%、コージェライト粉末(平均粒径2μm)が25質量%そして、粘度は20〜37Pa・sのものを使用した。
【0043】
(柱状構造体の外周面のコーティング方法)
柱状構造体(ハニカム構造体)1を、図1に示す移載パレット30に載せ、移載パレット30を台座3の上部空間まで移動させた。その後、台座3の中央部に設けられた上昇可能な突き上げ板42(図6参照)を上昇させて柱状構造体(ハニカム構造体)1をその上に載せ、移載パレット30が元の位置に移動した後に、突き上げ板42を下降させて柱状構造体(ハニカム構造体)1を台座3上に配置した。そして、図1に示す芯出し板21,21により、柱状構造体(ハニカム構造体)1を、その中心軸がカム2及び台座3の中心軸と略一致するように配置した。
【0044】台座3上に配置された柱状構造体(ハニカム構造体)1は、台座3を上昇させることにより、その上端面をカム2に接触させ、カム2と台座3との間で狭持した。これにより、柱状構造体(ハニカム構造体)1は保持手段4によって保持された状態となる。
【0045】次にスラリー状のコーティング材を、図6に示すタンク41に供給した。そして、供給・塗布手段12、均し手段10及びならい手段14を、図3に示すように、均し手段10の均し板10aが柱状構造体(ハニカム構造体)1の外周面1aに沿い、ならい手段14がカム2の外周面に接触するように移動させた(図1の状態から図3の状態にした)。このとき、均し板10aの柱状構造体(ハニカム構造体)1側の端部と柱状構造体(ハニカム構造体)1の外周面との距離が0.5mmとなるようにした。また、図5に示す角度A(ならいローラ14a及び14bのそれぞれの中心を通る直線(x方向)と、均し手段10(均し板10a)の先端部分の延長線(y方向)との間に形成される角度)を45度とした。この状態で、コーティング材供給用ポンプ(図示せず)により、コーティング材を配管13を通して供給管12aに送り、ノズル12bの開口部12cから柱状構造体(ハニカム構造体)1の外周面1aの上部側に供給・塗布した。柱状構造体1(ハニカム構造体)の外周面1aに塗布されたコーティング材を均し手段10の均し板10aにより均すことにより、柱状構造体(ハニカム構造体)1の外周面1aのコーティングが完了した。このとき、カム2及び台座3の回転(自転)数は、供給・塗布時には10rpmで3周とし、その後は塗布面を均すために10rpmで1周回転(自転)させた。均し板10aの材質は、ステンレスであり、先端に弾性体(ゴム)を有したものとした。
【0046】
(塗りむら及び乾燥クラックの評価)
上述の、柱状構造体の外周面のコーティング方法において、ハニカム構造体の中心軸方向の高さ(製品長)が250mmのものについてノズルの長手方向長さ(ノズル長)を120,170,220mmに変化させ(実施例1〜3)、ハニカム構造体の中心軸方向の高さが300mmのものについてノズルの長手方向長さを120,170,220,270,320に変化させて(実施例4〜7、比較例1)、柱状構造体(ハニカム構造体)1の外周面のコーティングの、塗りむら又は乾燥クラックの発生を評価した。塗りむら及び乾燥クラックは目視で判断し、「塗りむら又は乾燥クラックなし」の場合の評価結果を○、「塗りむら又は乾燥クラックの比率0〜50%」の場合の評価結果を△、「塗りむら又は乾燥クラックの比率50%超」の場合の評価結果を×とした。ここで、塗りむらとは目視でコーティング材の塗布厚さが厚くなっている部分をいい、乾燥クラックとは乾燥時にクラックの発生した部分をいう。そして、「塗りむら又は乾燥クラックの比率」とは、ハニカム構造体の外周面全体の面積に対する、塗りむら又は乾燥クラックの発生した部分の面積の比率をいう。製品長、ノズル長、製品長に対するノズル長の比率(ノズル長/製品長)、及び評価結果を表1に示す。
【0047】
【表1】
 【0048】表1に示すように、柱状構造体の両端面間の距離に対するノズルの長手方向長さの比率が小さいものが塗りむら又は乾燥クラックの発生が少ないことが分かる。
【0048】表1に示すように、柱状構造体の両端面間の距離に対するノズルの長手方向長さの比率が小さいものが塗りむら又は乾燥クラックの発生が少ないことが分かる。
【0049】
【発明の効果】上述したように、本発明の柱状構造体の外周面のコーティング装置によれば、供給・塗布手段が、スリット状に開口した開口部が形成されたノズルを有してなり、その開口部が、その上端部の位置が柱状構造体の上端部と略同位置となるように、かつ略鉛直方向に配置されてなるとともに、その長手方向の長さが柱状構造体の両端面間の長さより短く形成されてなり、ノズルの開口部から柱状構造体の外周面の上部側にコーティング材を供給、塗布するとともに、供給、塗布されたコーティング材を外周面と均し手段の長手側端部との間で均すため、均し板によって掻き取られたコーティング材がノズルを伝って下方(外周面の下部側)に流れてノズルの下部側に溜まり、それが外周面に付着することにより外周面の下部側が厚くコーティングされること、を防止でき、柱状構造体の外周面の全体に渡って均一な塗布面を形成することが可能になる。これにより、コーティング後の乾燥時にコーティング部のクラックの発生が防止され、欠陥のない外周面コーティングが形成される。また、本発明の柱状構造体の外周面コーティング方法は、本発明の柱状構造体の外周面コーティング装置を使用して、コーティング材を柱状構造体の外周に塗布し、塗布面を均すため、コーティング後の乾燥時にコーティング部のクラックの発生が防止され、欠陥のない外周面コーティングが形成される。
【図面の簡単な説明】
【図1】本発明の柱状構造体の外周面コーティング装置の一の実施の形態を模式的に示す正面図である。
【図2】本発明の柱状構造体の外周面コーティング装置の一の実施の形態に使用する、均し手段と供給・塗布手段とを拡大して模式的に示す斜視図である。
【図3】本発明の柱状構造体の外周面コーティング装置の一の実施の形態であって、供給・塗布手段等を柱状構造体側に移動させた状態を模式的に示す正面図である。
【図4】本発明の柱状構造体の外周面コーティング装置の一の実施の形態に使用する、均し手段、供給・塗布手段及びならい手段の相互の位置関係を示す断面図である。
【図5】本発明の柱状構造体の外周面コーティング装置の一の実施の形態に使用する、均し手段、供給・塗布手段及びならい手段の相互の位置関係を示す断面図である。
【図6】本発明の柱状構造体の外周面コーティング装置の実施の形態を模式的に示す斜視図である。
【符号の説明】
1…柱状構造体、1a…外周面、1b…端面、1c…端面、1d…下端部、1e…上端部、2…カム、3…台座、4…保持手段、5…カム用モーター、5a…シャフト、6…台座用モーター、6a…シャフト、7…フレーム、7a…フレーム上部、7b…フレーム下部、10…均し手段、10a…均し板、12…供給・塗布手段、12a…供給管、12b…ノズル、12c…開口部、13…配管、14…ならいローラ、14a…第1のならいローラ、14b…第2のならいローラ、14c…第3のならいローラ、14d…第4のならいローラ、15…前後動作用ベース、16…アーム回転部、17…アーム、18…アーム、20…レール、21…芯出し板、30…移載パレット、31…サポートシャフト、32…スイングアーム、33…スイングモーター、40…スラリー受け容器、41…タンク、42…突き上げ板、50…柱状構造体の外周面コーティング装置、R…回転方向、A…角度。
【発明の属する技術分野】本発明は、柱状構造体の外周面コーティング装置及び柱状構造体の外周面コーティング方法に関する。更に詳しくは、柱状構造体の外周面コーティング後の乾燥時のクラックの発生を防止し欠陥のない外周面コーティングを形成することが可能な柱状構造体の外周面コーティング装置及び柱状構造体の外周面コーティング方法に関する。
【0002】
【従来の技術】従来、円柱状や楕円柱状等の外周面が曲面の柱状構造体の外周面に、コーティングを施す場合、作業者の手作業で行われることが多く、非効率的であった。そこで、本発明者等は、セラミックハニカム構造体(柱状構造体)の外周面にコーティングを施す外周面コーティング装置を提案した(特許文献1参照)。この装置によれば、予め外周部を加工により除去されたセラミックハニカム構造体の外周面にスラリーをコーティングして外壁部を形成することによって、たとい周縁部(外周面)に変形セルが存在するようなハニカム焼成体であっても、これから、充分な強度を持った製品を得ることができた。しかし、この外周面コーティング装置では、外周面の両端部付近のコート洩れや、コーティング後の製品の取り出し難さ及びコーティング材による装置の汚れが発生し、品質及び作業性の両面で不具合が生じることがあった。
【0003】更に、本発明者等は、柱状体(柱状構造体)の外周面コーティング装置を提案した(特許文献2参照)。この装置は、柱状体を保持する第1のパレットと、その第1のパレットの中心軸を軸として回転する機構と、柱状体の外周と所定のクリアランスを保って設けられた均し板とを備えることを特徴とするものである。この装置によれば、第1のパレットの上に載せて回転する柱状体に、ノズル(供給・塗布手段)からコーティング材が供給・塗布され、コーティング材が均し板により均され、手塗り方法に比べて、短時間に寸法精度の高い柱状体のコーティング品が得られた。しかし、この柱状体の外周面コーティング装置では、柱状構造体の中心軸方向を略鉛直方向とし、外周面の両端部間に渡って(上部側から下部側までの全体に渡って)ノズルを配置してコーティング材を供給するため、均し板によって掻き取られたコーティング材がノズルを伝って下方(外周面の下部側)に流れ、ノズルの下部側に溜まり、それが外周面に付着することにより、外周面の下部側が厚くコーティングされるという問題があった。そのため、コーティング後の乾燥時に、コーティングが厚くなり過ぎた外周面の下部側のコーティング部にクラックが入るという問題があった。
【0004】
【特許文献1】
特開平4−64768号公報
【特許文献2】
特開平8−323727号公報
【0005】
【発明が解決しようとする課題】本発明は、上述の問題に鑑みなされたものであり、中心軸方向を略鉛直方向に保持した柱状構造体の外周面の上部側にコーティング材を供給・塗布し、柱状構造体の両端面間の長さ以上の長さを有する均し手段と外周面との間で塗布面をならすことにより、コーティング材が柱状構造体の外周に均一にコーティングされ、部分的(外周面の下部側)に厚くなることが防止されるため、コーティング後の乾燥時にコーティング部のクラックの発生を防止することが可能な柱状構造体の外周面コーティング装置及び柱状構造体の外周面コーティング方法を提供することを目的とする。
【0006】
【課題を解決するための手段】上記目的を達成するため、本発明によって以下の柱状構造体の外周面コーティング装置及び柱状構造体の外周面コーティング方法が提供される。
[1] 柱状構造体を略鉛直方向に保持し、保持した前記柱状構造体と一体となって略鉛直方向の軸を共通の回転軸として自転する保持手段と、前記柱状構造体の外周面に対して所定の位置に配置され、自転する前記柱状構造体の外周面にコーティング材を供給、塗布する供給・塗布手段と、前記外周面に供給、塗布されたコーティング材の塗布面を均す板状の均し手段と、を備えた柱状構造体の外周面コーティング装置であって、前記供給・塗布手段が、前記コーティング材を前記外周面に向けて供給、塗布するスリット状に開口した開口部が形成されたノズルを有してなり、前記ノズルの開口部が、その上端部の位置が前記柱状構造体の上端部と略同位置となるように、かつ略鉛直方向に配置されてなるとともに、その長手方向の長さが前記柱状構造体の両端面間の長さより短く形成されてなり、前記均し手段が、前記柱状構造体の両端面間の長さ以上の、長手方向の長さを有するとともに、前記外周面に対して所定間隔を保持した状態で又は前記外周面に接触した状態で略鉛直方向に配置されてなり、前記ノズルの開口部から前記柱状構造体の外周面の上部側に前記コーティング材を供給、塗布するとともに、供給、塗布された前記コーティング材を前記外周面と前記均し手段の長手側端部との間で塗布面を均して、前記柱状構造体の外周面の全体に渡って均一な塗布面を形成することが可能なことを特徴とする柱状構造体の外周面コーティング装置。
[2] 前記ノズルの開口部の長手方向の長さが、前記柱状構造体の両端面間の長さの30〜80%である[1]に記載の柱状構造体の外周面コーティング装置。
[3] 前記保持手段が、前記鉛直方向の柱状構造体を一方の前記端面を下向きにして載せて保持する台座を、有してなる[1]又は[2]に記載の柱状構造体の外周面コーティング装置。
[4] 前記保持手段が、前記台座に載せて保持した前記柱状構造体の他方の前記端面を上方から下方に押さえるとともに、前記略鉛直方向の軸を前記共通の回転軸として自転するカムを、更に有してなる[3]に記載の柱状構造体の外周面コーティング装置。
[5] 前記台座と前記カムとのそれぞれの外周形状が略同一である[4]に記載の柱状構造体の外周面コーティング装置。
[6] 前記柱状構造体と、前記台座及び/又は前記カムと、を所定の位置関係に保持する芯出し手段を更に備えた[3]〜[5]のいずれかに記載の柱状構造体の外周面コーティング装置。
[7] 前記均し手段を前記柱状構造体の外周に対して所定の位置に配置させるように、前記均し手段を前記台座及び/又は前記カムの外周にならい駆動させる、ならい手段を更に備えた[3]〜[6]のいずれかに記載の柱状構造体の外周面コーティング装置。
[8] 前記ならい手段が、前記供給・塗布手段及び前記均し手段と一体となって、前記カムの外周に接触しながら前記カムの外周にならって前後に移動する、互いに所定の間隔で配置された第1及び第2のならいローラを有するとともに、前記第1及び第2のならいローラが、それぞれの中心間を結ぶ線分と前記均し手段とが形成する角度が所定の角度となるように配置された[7]に記載の柱状構造体の外周面コーティング装置。
[9] 前記ならい手段が、前記供給・塗布手段及び前記均し手段と一体となって、前記台座の外周に接触しながら前記台座の外周にならって前後に移動する、第3及び第4のならいローラを更に有するとともに、前記第3のならいローラと前記第1のならいローラとの回転軸が共通であり、前記第4のならいローラと前記第2のならいローラとの回転軸が共通である[8]に記載の柱状構造体の外周面コーティング装置。
[10] 前記台座及び/又は前記カムの外周がステンレス鋼又はセラミックから構成されてなる[3]〜[9]のいずれかに記載の柱状構造体の外周面コーティング装置。
[11] 前記均し手段が、ステンレス鋼又は耐摩耗セラミックから構成されてなる[1]〜[10]のいずれかに記載の柱状構造体の外周面コーティング装置。
[12] 前記柱状構造体の中心軸方向に垂直な平面で切断した断面の形状が、円形又は楕円形である[1]〜[11]のいずれかに記載の柱状構造体の外周面コーティング装置。
[13] 前記柱状構造体が、流体の流路となる複数のセルからなるハニカム構造体である[1]〜[12]のいずれかに記載の柱状構造体の外周面コーティング装置。
[14] 前記供給・塗布手段と前記均し手段とが一体となって、前記柱状構造体の外周に沿って回転することが可能な[1]〜[13]のいずれかに記載の柱状構造体の外周面コーティング装置。
[15] 前記[1]〜[14]のいずれかに記載された柱状構造体の外周面コーティング装置を使用して、前記柱状構造体を前記保持手段で保持し、前記略鉛直方向の軸を共通の回転軸として自転させながら、前記供給・塗布手段から前記柱状構造体の前記外周面の上部側に前記コーティング材を供給・塗布し、供給・塗布された前記コーティング材の塗布面を、前記外周面と前記均し手段の長手側端部との間で均すことを特徴とする柱状構造体の外周面コーティング方法。
【0007】このように、本発明の柱状構造体の外周面コーティング装置は、供給・塗布手段が、スリット状に開口した開口部が形成されたノズルを有してなり、その開口部が、その上端部の位置が柱状構造体の上端部と略同位置となるように、かつ略鉛直方向に配置されてなるとともに、その長手方向の長さが柱状構造体の両端面間の長さより短く形成されてなり、ノズルの開口部から柱状構造体の外周面の上部側にコーティング材を供給、塗布するとともに、供給、塗布されたコーティング材を外周面と均し手段の長手側端部との間で均すため、均し板によって掻き取られたコーティング材がノズルを伝って下方(外周面の下部側)に流れて外周面の下部側が厚くコーティングされることなく、柱状構造体の外周面の全体に渡って均一な塗布面を形成することが可能になる。これにより、コーティング後の乾燥時にコーティング部のクラックの発生が防止される。また、本発明の柱状構造体の外周面コーティング方法は、本発明の柱状構造体の外周面コーティング装置を使用して、コーティング材を柱状構造体の外周に塗布し、塗布面を均すため、コーティング後の乾燥時にコーティング部のクラックの発生が防止される。
【0008】
【発明の実施の形態】以下、本発明の実施の形態を図面を参照しながら具体的に説明するが、本発明は以下の実施の形態に限定されるものではなく、本発明の趣旨を逸脱しない範囲で、当業者の通常の知識に基づいて、適宜設計の変更、改良等が加えられることが理解されるべきである。
【0009】図1は、本発明の柱状構造体の外周面コーティング装置の一の実施の形態を模式的に示す正面図である。
【0010】図1に示すように、本実施の形態における柱状構造体の外周面コーティング装置50は、台座3及びカム2から構成される保持手段4が、フレーム7の中央部付近に、鉛直方向の軸を回転軸として自転可能に装着され、均し手段10及び供給・塗布手段12が一体となって、前後動作用ベース15、アーム回転部16及びアーム17,18を介してフレーム上部7aに装着されている。
【0011】保持手段4を構成する台座3は、円盤状でその中心軸が鉛直方向を向くようにしてフレーム下部7bに上下動可能に装着されている。そして台座3にはシャフト6aを介して台座用モーター6が装着されており、台座3の中心軸を回転中心にして自転するようになっている。また、保持手段4を構成するカム2は、厚さが厚い円盤状(高さの低い円柱状)でその中心軸が台座3の中心軸と略一致するようにフレーム上部7aに上下動可能に装着されている。そしてカム2にはシャフト5aを介してカム用モーター5が装着されており、カム2の中心軸を中心にして自転するようになっている。台座3の自転及びカム2の自転は同期するようになっている。このように構成された保持手段4で柱状構造体1を保持するときは、柱状構造体1を、中心軸が台座3の中心軸と略一致するようにして(一方の端面1bを下向きにして)、台座3の上に載せ、カム2を柱状構造体1の他方(上側)の端面1c側に配置し、柱状構造体1を台座3とカム2とで狭持(保持)する。このように保持された柱状構造体1は、台座3とカム2とが同期して自転するのに伴い、中心軸を共通(カム2及び台座3の中心軸と共通)の回転軸として自転することができる。ここで、カム2及び台座3は、その外周形状が、柱状構造体1の外周形状と略同一となるように形成されている。
【0012】柱状構造体1を台座3に載せるときには、柱状構造体1は、図1及び図6に示す移載パレット30に載せられ、柱状構造体1を載せた移載パレット30が台座3の上部空間まで移動する。このとき移載パレット30は、サポートシャフト31及びスイングアーム32を介してスイングモーター33により回転移動する。そして、図6に示すように、台座3の中央部に設けられた上昇可能な突き上げ板42が上昇し、柱状構造体1をその上に載せ、移載パレット30が元の位置に移動した後に突き上げ板42が下降し、台座3に納まる(台座3の上面と突き上げ板42の上面とが同一面上に配置される)。これにより、柱状構造体1が台座3上に配置される。そして、図1及び図6に示す芯出し板21,21により、柱状構造体1は、その中心軸がカム2及び台座3の中心軸と略一致するように配置される。図1に示すように、2つの芯出し板21,21は、略同一直線上に配設された2つのレール20,20上にそれぞれ配置される。この2つの芯出し板21,21が、レール20,20上をカム2及び台座3の中心軸の方向に移動し、2つの芯出し板21,21のそれぞれからカム2及び台座3の中心軸までの距離が等距離で、かつ2つの芯出し板21,21間の距離が柱状構造体1の外径と略同一となる位置で止まり、柱状構造体1を対向する2つの芯出し板21,21で挟むようにして、柱状構造体1の中心軸をカム2及び台座3の中心軸と略一致させるようにしている。芯出し板21の外周面1aと接する部分は、外周面1aの形状に沿う形状が好ましく、例えば、円柱状の柱状構造体の場合には、図6に示すような円弧に沿う形状が好ましい。
【0013】台座3上に配置された柱状構造体1は、台座3が一対のガイドレール(図示せず)に沿って上昇することにより、その上端面がカム2に接触し、カム2と台座3との間で狭持される(カム2が柱状構造体1の上端面側に配置される)。これにより、柱状構造体1は保持手段4によって保持された状態となる。ここで、台座3及びカム2の対向するそれぞれの面(柱状構造体1の端面1b及び1cと接触する面)には、柱状構造体1の破損等を防止するために、ゴム、スポンジ等のクッション性のシートが装着されることが好ましい。
【0014】図2に示すように、供給・塗布手段12は、、スリット状に開口した開口部12cが形成されたノズル12bが、その長手方向が供給管12aの長手方向に沿うように、供給管12aに形成されてなり、供給管12aには、ノズル12bの開口部12c(空間部分)と連通するように長手方向に沿ってスリット状の孔が形成されている。そして図1に示すように、供給・塗布手段12は、ノズル12bの開口部12cの上端部の位置が柱状構造体1の上端部1eと略同位置(鉛直方向で略同じ高さ)となるように、かつ略鉛直方向に配置されている。更に、ノズル12bの開口部12cは、その長手方向の長さが柱状構造体1の両端面間の長さより短く形成されている。ノズル12bの開口部12cの長手方向の長さは、柱状構造体1の両端面間の長さの30〜80%であることが好ましい。30%より小さいと、長手方向長さが短くなるため、柱状構造体1の外周面1aの全体に渡って均一なコーティング材による塗布面を形成し難くなる。80%より大きいと、長手方向長さが長くなるため、コーティング材がノズル12bの下部側に溜まり、それが外周面1aに付着することにより、外周面1aの下部側が厚くなることがある。
【0015】供給・塗布手段12は、ノズル12bの開口部12cが柱状構造体1側を向き、供給管12aの中心軸(ノズル12bの長手方向)が柱状構造体1の中心軸方向を向くように配置されている。そして、配管13は供給管12aの上側の端部に繋がれ、配管13を通じて供給されたコーティング材が供給管12aを経由してノズル12bの開口部12cから柱状構造体1の外周面1aに供給・塗布されるようになっている。
【0016】図1に示すように、均し手段10は、その長手方向と柱状構造体1の中心軸方向とが一致するように配置されている。均し手段10は、均し板10aを含んでなり、均し板10aは図1に示すように長方形状の板である。均し板10aと柱状構造体1の外周面1aとの間隔は、所望の外周面コーティングを形成するように調節することができるが、2.0mm以下が好ましく、柱状構造体1の外周面1aに接する場合もあり得る。2.0mmより大きいと、コーティング材が均一な塗膜を形成することができる厚さを超えるため、均し板10aで塗膜を均すことができないことがある。
【0017】図2に示すように、供給・塗布手段12と均し手段10とは、供給・塗布手段12のノズル12bの向く方向が均し手段10の一方の長手側端部の方向を向くようにして、一体となるように形成されている。そして、一体となった供給・塗布手段12と均し手段10とは、ノズル12bの開口部12cが柱状構造体1側を向いて、外周面1aに沿うように配置されている。
【0018】図1に示すように、アーム回転部16の下部には、ならい手段として略円柱状のならいローラ14が配設されており、アーム17,18及びアーム回転部16を介して、供給・塗布手段12及び均し手段10と一体となって略水平移動するように形成されている。水平移動は、アーム回転部16が前後動作用ベース15に取り付けられ、前後動作用ベース15が略水平にスライド移動することによって行われる。ならいローラ14は、カム2に接したときに、鉛直方向の軸を中心にして、カム2の自転する力により、カム2に接しながら自在に自転するように形成されている。
【0019】図3は、ならいローラ14がカム2の外周面に接触し、均し手段10の均し板10aが柱状構造体1の外周面1aと所定の間隔を開けて配置された状態を示す。この状態は、図1に示す状態から、外周面1aのコーティングを行うために、一体となって移動する供給・塗布手段12、均し手段10、ならいローラ14及び前後動作用ベース15を、前後動作用ベース15のスライド移動により柱状構造体1側に移動させたものである。この移動は、水平移動であるため、供給・塗布手段12の供給管12a(及びノズル12b)の長手方向、均し手段10(均し板10a)の長手方向及びならいローラ14の回転軸は、いずれも柱状構造体1の中心軸と略平行(鉛直方向)の状態を維持している。
【0020】図3に示すように、均し手段10を構成する均し板10aは、柱状構造体1の両端面1b,1c間に渡って、柱状構造体1の外周面1aと所定の間隔を開けて配置されており、図4に示すように、供給・塗布手段12のノズル12bは、その開口部12cを柱状構造体1側を向けながら、柱状構造体1の外周面1aと所定の間隔を開けて配置されている。そして、配管13(図3参照)を経由して供給されたコーティング材を、ノズル12bから、自転する柱状構造体1の外周面1aの上部側に供給・塗布し、その直後に、均し手段10(均し板10a)と外周面1aとの間で、コーティング材の塗布面を均す(均し板10aにより塗布面を均す)ことにより、柱状構造体1の外周面1aの全体に渡って均一な塗布面が形成される。
【0021】このように、供給・塗布手段12のノズル12bの開口部12cが、その上端部の位置が柱状構造体1の上端部1eと略同位置となるように配置し、その長手方向の長さが柱状構造体1の両端面間の長さより短く形成されているため、外周面1aの上部側に供給されたコーティング材が、均し板10aを伝って下方に流れることがないため、柱状構造体1の外周面1aの全体に渡って均一な塗布面を形成することが可能になる。これにより、コーティング後の乾燥時にコーティング部のクラックの発生が防止される。
【0022】本実施の形態において、供給・塗布手段12及び均し手段10を柱状構造体1の外周形状にならって移動させるための、ならい手段として使用されるならいローラ14は、図4に示すように、第1のならいローラ14aと第2のならいローラ14bとから構成され、2つは略同一水平面上に位置している。2つのならいローラ14(第1のならいローラ14a及び第2のならいローラ14b)は、ばね(図示せず)の力によりカム2の外周面に僅かに押しつけられながら柱状構造体1が自転するときに、その外周形状に沿って一定方向に平行移動するようになっている。この2つのならいローラ14(第1のならいローラ14a及び第2のならいローラ14b)が、カム2の外周面にならって移動するときに、ならいローラ14と供給・塗布手段12及び均し手段10とが一体となって移動するため、供給・塗布手段12及び均し手段10と柱状構造体1の外周面1aとの間の距離を一定に保つことができる。このとき、柱状構造体1の外径はカム2及び台座3の外径より、柱状構造体1に施すコーティングの厚さ分だけ小さいことが好ましい。この径の差により柱状構造体1の外周面1aのコーティング部の厚さが調節できる。また、第1のならいローラ14aと第2のならいローラ14bのそれぞれの中心軸間の間隔は、柱状構造体1の中心軸に垂直な平面で切断した断面形状が円形の場合にはその円の半径、その断面形状が円形以外の「周囲が滑らかな曲線(直線を含んでもよい)の形状(楕円等)」の場合には曲率半径が最も小さい部分のその曲率半径、の10〜170%が好ましい。10%より小さいと、ならいローラ14の動きが安定しないため、供給・塗布手段12及び均し手段10の外周面1aに対する向き(角度)が変化して、安定したコーティングが妨げられることがある。170%より大きいと、ならい手段14と、水平面に投影した位置における、供給・塗布手段12及び均し手段10との位置関係が離れた状態になるため、ならい手段14が外周面1aと接する部分と、均し手段10が外周面1aと接する部分の、凹凸が異なることがある。
【0023】供給・塗布手段12及び均し手段10を、ならいローラ14により、より安定的に動作させるために、第1のならいローラ14a及び第2のならいローラ14bと一体となって移動する、第3のならいローラ14c及び第4のならいローラ14dを台座3の外周面にならうように配置してもよい。その場合、第3のならいローラ14cと第1のならいローラ14aとの回転軸が共通であり、第4のならいローラ14dと第2のならいローラ14bとの回転軸が共通であることが動作の安定上好ましい。
【0024】図5に示す、ならいローラ14a及び14bのそれぞれの中心を通る直線と均し手段10の先端部分とが形成する角度Aが20〜60度であることが好ましい。20度より小さいと余分なコーティング材を除去する力が小さくなり所定の寸法より大きく仕上がることがあり、60度より大きいと柱状構造体の外周面を強く押さえることになり必要以上にコーティング材を掻き取ることがある。ここで、上記角度Aとは、ならいローラ14a及び14bのそれぞれの中心を通る直線上において柱状構造体1の回転方向R側を向く「方向x」と、均し手段10の先端部分の延長線上において、柱状構造体1側に延びる「方向y」との間に形成される角度Aをいう。
【0025】本実施の形態で使用する、カム2、台座3及び均し板10の材質は、特に限定されるものではないが、それぞれの外表面がステンレス鋼又は耐摩耗性セラミックであることが好ましい。耐摩耗性セラミックとしては、Si3N4、PZT、SiC又はAl2O3が好ましい。
【0026】本実施の形態の柱状構造体の外周面コーティング装置50(図1参照)は、外周面をコーティングする柱状構造体1の、中心軸方向に垂直な平面で切断した断面の形状が、円形又は楕円形である場合に好ましく適用でき、更に断面形状が円形や楕円形でなくても、外周面が滑らかな曲面で形成される柱状構造体にも好ましく適用できる。
【0027】また、本実施の形態の柱状構造体の外周面コーティング装置50(図1参照)は、柱状構造体1が、流体の流路となる複数のセルからなるハニカム構造体である場合に好ましく適用できる。ハニカム構造体の材質としては、セラミック製のものを好適例として挙げることができる。
【0028】本実施の形態の柱状構造体の外周面コーティング装置の使用の際に使用されるコーティング材は、柱状構造体の外周面のコーティングに適していれば特に限定されるものではなく、例えば、無機繊維、無機バインダー、無機粒子及び有機バインダー等を含有するペースト状のコーティング材が使用できる。無機繊維としては、シリカアルミナ、ムライト、アルミナ、シリカ等のセラミックファイバーが挙げられる。無機バインダーとしては、シリカゾル、アルミナゾル等が挙げられる。無機粒子としては、粉末炭化珪素、粉末窒化珪素、粉末窒化硼素、ウィスカー等が挙げられる。有機バインダーとしては、ポリビニルアルコール、メチルセルロース、エチルセルロース、カルボキシセルロース等が挙げられる。また、コーティング材には無機繊維、無機バインダー、無機粒子及び有機バインダー等の他に、水、アセトン、アルコール等の溶剤等が含有される。これらの溶剤により、ペースト状のコーティング材の粘度が調節され、柱状構造体の外周面にコーティングするのに適した状態になる。コーティング材の粘度は15〜50Pa・sが好ましい。15Pa・sより小さいと、粘度が低いため、コーティングの厚さが薄くなり過ぎることがあり、50Pa・sより大きいと、粘度が高いため、外周面に薄く、均一にコーティングし難くなることがある。
【0029】本発明の柱状構造体の外周面コーティング装置の他の実施の形態は、保持手段4が、台座3を有しカム2を有しないものである。柱状構造体1をその中心軸を台座3の中心軸と略一致させて台座3の上に載せて、均し手段10の均し板10aが、柱状構造体1の外周面1aと所定の間隔で配置され、供給・塗布手段12のノズル12bから柱状構造体1の外周面1aに供給・塗布されたコーティング材の塗布面が、外周面1aと均し手段10(均し板10a)との間で均されるものである。この場合には、ならい手段として使用するならいローラ14は、保持手段4がカム2を有しないため、台座3の外周にならう第3のならいローラ14cと第4のならいローラ14dの2つとなる。
【0030】本実施の形態は、保持手段4が台座3を有しカム2を有しない点と、ならい手段14が台座3の外周にならう第3のならいローラ14cと第4のならいローラ14dの2つとなること以外は、図1に示した上述の実施の形態の場合と同様である。
【0031】本発明の柱状構造体の外周面コーティング装置の更に他の実施の形態は、供給・塗布手段12と均し手段10とが一体となって、柱状構造体1の外周面1aに沿って回転するものである。この場合、柱状構造体1の中心軸を回転中心として、供給・塗布手段12、均し手段10及びならい手段14が一体となって柱状構造体1の外周面1aに沿って回転しながら、供給・塗布手段12からコーティング材を供給・塗布し、均し手段10によって塗布面を均すものである。
【0032】本実施の形態は、柱状構造体1の中心軸を回転中心として、供給・塗布手段12、均し手段10及びならい手段14が一体となって柱状構造体1の外周面1aに沿って回転すること以外は、図1に示した上述の実施の形態の場合と同様である。
【0033】次に、本発明の柱状構造体の外周面コーティング方法について図面を参照しながら具体的に説明する。本発明の柱状構造体の外周面コーティング方法は、上述した本発明の柱状構造体の外周面コーティング装置50(図1参照)を使用して、柱状構造体1を保持手段4で保持し、略鉛直方向の軸を共通の回転軸として自転させながら、供給・塗布手段12から柱状構造体1の外周面1aにコーティング材を供給・塗布し、供給・塗布されたコーティング材の塗布面を、外周面1aと均し手段10(均し板10a)との間で均すことを特徴とするものである。
【0034】本実施の形態では、まず、柱状構造体1を、図1及び図6に示す移載パレット30に載せ、移載パレット30を台座3の上部空間まで移動させる。その後、台座3の中央部に設けられた上昇可能な突き上げ板42(図6参照)を上昇させて柱状構造体1をその上に載せ、移載パレット30を元の位置に移動させた後に、突き上げ板42を下降させ、台座3に納める(台座3の上面と突き上げ板42の上面とが同一面上に配置される)ことにより、柱状構造体1を台座3上に配置させる。そして、図1及び図6に示す芯出し板21,21を使用して、柱状構造体1は、その中心軸がカム2及び台座3の中心軸と略一致するように配置する。
【0035】台座3上に配置した柱状構造体1の上端面1cを、台座3を上昇させることにより、カム2に接触させ、カム2と台座3との間に狭持させる(カム2が柱状構造体1の上端面側に配置される)。これにより、柱状構造体1は保持手段4によって保持された状態となる。
【0036】次にスラリー状のコーティング材を、図6に示すタンク41に供給する。そして、供給・塗布手段12、均し手段10及びならい手段14を、図3に示すように、均し手段10の均し板10aと柱状構造体1の外周面1aとの間隔が所定の間隔になり、ならい手段14がカム2の外周面に接触するように移動させる(図1の状態から図3の状態にする)。このとき、均し板10aの上側の端部は柱状構造体1の上端部1eより上側に、均し板10aの下側の端部は柱状構造体1の下端部1dより下側に配置されるようにする。次に、カム用モーター5及び台座用モーター6を起動し、カム2、台座3及び柱状構造体1を所定の回転数で自転させる。この状態で、コーティング材供給用ポンプ(図示せず)により、コーティング材を配管13を通して供給管12aに送り、ノズル12bの開口部12cから柱状構造体1の外周面1aの上部側に供給・塗布する。そして、柱状構造体1の外周面1aの上部側に塗布されたコーティング材は重力により下方に移動しながら均し手段10の均し板10aにより均され、柱状構造体1の外周面1aの全体に渡って均一な塗布面のコーティングが完了する。
【0037】柱状構造体1の外周面1aのコーティングが完了した後に、カム2及び台座3の自転を停止し、台座3を下降させる。その後、突き上げ板42(図6参照)で柱状構造体1を突き上げ、柱状構造体1の端面1bを持ち上げ、端面1bの下部に移載パレット30を移動させる。そして、突き上げ板42を下降させ、柱状構造体1を移載パレット30に載せ、乾燥機台(図示せず)に移す。ここで、供給・塗布手段12により供給された後、余剰となったコーティング材は、均し手段10の下に設けてあるスラリー受け容器40に回収し、ポンプ(図示せず)によりタンク41(図6参照)に回収するようにする。
【0038】このように、本発明の柱状構造体の外周面コーティング装置を使用して、柱状構造体の外周面をコーティングしたので、供給・塗布手段12のノズル12bの開口部12cが、その上端部の位置が柱状構造体1の上端部1eと略同位置となるように配置され、その開口部12cの長手方向の長さが柱状構造体1の両端面間の長さより短く形成されているため、外周面1aの上部側に供給されたコーティング材が、均し板10aを伝って下方に流れることがないため、外周面1aの下部側のコーティングが厚くなることなく、柱状構造体1の外周面1aの全体に渡って均一な塗布面を形成することが可能になる。これにより、コーティング後の乾燥時にコーティング部のクラックの発生が防止される。
【0039】
【実施例】以下、本発明を実施例により更に具体的に説明するが、本発明はこれらの実施例に限定されるものではない。
【0040】図1に示す柱状構造体の外周面のコーティング装置を使用して、以下に示すようにして、柱状構造体の外周面をコーティングした。
【0041】
(柱状構造体及びコーティング材)
使用した柱状構造体は、流体の流路となる複数のセルからなる円柱状のハニカム構造体であり、中心軸方向の高さが250mmと300mmの2種類のハニカム構造体を使用して試験を行った。2種類のハニカム構造体はいずれも、材質がコージェライトであり、外周面が研削加工されて加工後の外径が143mmであり、リブ厚が0.175mm、セル密度が400セル/(インチ)2であった。カム2及び台座3の中心軸に垂直な断面の径(円の直径)は、ハニカム構造体の中心軸に垂直な断面の径(円の直径)と略同じである。
【0042】使用したスラリー状のコーティング材は、組成はコーティングセメント(SiO2:60.0、Al2O3:39.2、Na2O:0.4、MgO:0.3、他の無機質:0.1、不凍液入)が75質量%、コージェライト粉末(平均粒径2μm)が25質量%そして、粘度は20〜37Pa・sのものを使用した。
【0043】
(柱状構造体の外周面のコーティング方法)
柱状構造体(ハニカム構造体)1を、図1に示す移載パレット30に載せ、移載パレット30を台座3の上部空間まで移動させた。その後、台座3の中央部に設けられた上昇可能な突き上げ板42(図6参照)を上昇させて柱状構造体(ハニカム構造体)1をその上に載せ、移載パレット30が元の位置に移動した後に、突き上げ板42を下降させて柱状構造体(ハニカム構造体)1を台座3上に配置した。そして、図1に示す芯出し板21,21により、柱状構造体(ハニカム構造体)1を、その中心軸がカム2及び台座3の中心軸と略一致するように配置した。
【0044】台座3上に配置された柱状構造体(ハニカム構造体)1は、台座3を上昇させることにより、その上端面をカム2に接触させ、カム2と台座3との間で狭持した。これにより、柱状構造体(ハニカム構造体)1は保持手段4によって保持された状態となる。
【0045】次にスラリー状のコーティング材を、図6に示すタンク41に供給した。そして、供給・塗布手段12、均し手段10及びならい手段14を、図3に示すように、均し手段10の均し板10aが柱状構造体(ハニカム構造体)1の外周面1aに沿い、ならい手段14がカム2の外周面に接触するように移動させた(図1の状態から図3の状態にした)。このとき、均し板10aの柱状構造体(ハニカム構造体)1側の端部と柱状構造体(ハニカム構造体)1の外周面との距離が0.5mmとなるようにした。また、図5に示す角度A(ならいローラ14a及び14bのそれぞれの中心を通る直線(x方向)と、均し手段10(均し板10a)の先端部分の延長線(y方向)との間に形成される角度)を45度とした。この状態で、コーティング材供給用ポンプ(図示せず)により、コーティング材を配管13を通して供給管12aに送り、ノズル12bの開口部12cから柱状構造体(ハニカム構造体)1の外周面1aの上部側に供給・塗布した。柱状構造体1(ハニカム構造体)の外周面1aに塗布されたコーティング材を均し手段10の均し板10aにより均すことにより、柱状構造体(ハニカム構造体)1の外周面1aのコーティングが完了した。このとき、カム2及び台座3の回転(自転)数は、供給・塗布時には10rpmで3周とし、その後は塗布面を均すために10rpmで1周回転(自転)させた。均し板10aの材質は、ステンレスであり、先端に弾性体(ゴム)を有したものとした。
【0046】
(塗りむら及び乾燥クラックの評価)
上述の、柱状構造体の外周面のコーティング方法において、ハニカム構造体の中心軸方向の高さ(製品長)が250mmのものについてノズルの長手方向長さ(ノズル長)を120,170,220mmに変化させ(実施例1〜3)、ハニカム構造体の中心軸方向の高さが300mmのものについてノズルの長手方向長さを120,170,220,270,320に変化させて(実施例4〜7、比較例1)、柱状構造体(ハニカム構造体)1の外周面のコーティングの、塗りむら又は乾燥クラックの発生を評価した。塗りむら及び乾燥クラックは目視で判断し、「塗りむら又は乾燥クラックなし」の場合の評価結果を○、「塗りむら又は乾燥クラックの比率0〜50%」の場合の評価結果を△、「塗りむら又は乾燥クラックの比率50%超」の場合の評価結果を×とした。ここで、塗りむらとは目視でコーティング材の塗布厚さが厚くなっている部分をいい、乾燥クラックとは乾燥時にクラックの発生した部分をいう。そして、「塗りむら又は乾燥クラックの比率」とは、ハニカム構造体の外周面全体の面積に対する、塗りむら又は乾燥クラックの発生した部分の面積の比率をいう。製品長、ノズル長、製品長に対するノズル長の比率(ノズル長/製品長)、及び評価結果を表1に示す。
【0047】
【表1】
【0049】
【発明の効果】上述したように、本発明の柱状構造体の外周面のコーティング装置によれば、供給・塗布手段が、スリット状に開口した開口部が形成されたノズルを有してなり、その開口部が、その上端部の位置が柱状構造体の上端部と略同位置となるように、かつ略鉛直方向に配置されてなるとともに、その長手方向の長さが柱状構造体の両端面間の長さより短く形成されてなり、ノズルの開口部から柱状構造体の外周面の上部側にコーティング材を供給、塗布するとともに、供給、塗布されたコーティング材を外周面と均し手段の長手側端部との間で均すため、均し板によって掻き取られたコーティング材がノズルを伝って下方(外周面の下部側)に流れてノズルの下部側に溜まり、それが外周面に付着することにより外周面の下部側が厚くコーティングされること、を防止でき、柱状構造体の外周面の全体に渡って均一な塗布面を形成することが可能になる。これにより、コーティング後の乾燥時にコーティング部のクラックの発生が防止され、欠陥のない外周面コーティングが形成される。また、本発明の柱状構造体の外周面コーティング方法は、本発明の柱状構造体の外周面コーティング装置を使用して、コーティング材を柱状構造体の外周に塗布し、塗布面を均すため、コーティング後の乾燥時にコーティング部のクラックの発生が防止され、欠陥のない外周面コーティングが形成される。
【図面の簡単な説明】
【図1】本発明の柱状構造体の外周面コーティング装置の一の実施の形態を模式的に示す正面図である。
【図2】本発明の柱状構造体の外周面コーティング装置の一の実施の形態に使用する、均し手段と供給・塗布手段とを拡大して模式的に示す斜視図である。
【図3】本発明の柱状構造体の外周面コーティング装置の一の実施の形態であって、供給・塗布手段等を柱状構造体側に移動させた状態を模式的に示す正面図である。
【図4】本発明の柱状構造体の外周面コーティング装置の一の実施の形態に使用する、均し手段、供給・塗布手段及びならい手段の相互の位置関係を示す断面図である。
【図5】本発明の柱状構造体の外周面コーティング装置の一の実施の形態に使用する、均し手段、供給・塗布手段及びならい手段の相互の位置関係を示す断面図である。
【図6】本発明の柱状構造体の外周面コーティング装置の実施の形態を模式的に示す斜視図である。
【符号の説明】
1…柱状構造体、1a…外周面、1b…端面、1c…端面、1d…下端部、1e…上端部、2…カム、3…台座、4…保持手段、5…カム用モーター、5a…シャフト、6…台座用モーター、6a…シャフト、7…フレーム、7a…フレーム上部、7b…フレーム下部、10…均し手段、10a…均し板、12…供給・塗布手段、12a…供給管、12b…ノズル、12c…開口部、13…配管、14…ならいローラ、14a…第1のならいローラ、14b…第2のならいローラ、14c…第3のならいローラ、14d…第4のならいローラ、15…前後動作用ベース、16…アーム回転部、17…アーム、18…アーム、20…レール、21…芯出し板、30…移載パレット、31…サポートシャフト、32…スイングアーム、33…スイングモーター、40…スラリー受け容器、41…タンク、42…突き上げ板、50…柱状構造体の外周面コーティング装置、R…回転方向、A…角度。
Claims (15)
- 柱状構造体を略鉛直方向に保持し、保持した前記柱状構造体と一体となって略鉛直方向の軸を共通の回転軸として自転する保持手段と、前記柱状構造体の外周面に対して所定の位置に配置され、自転する前記柱状構造体の外周面にコーティング材を供給、塗布する供給・塗布手段と、前記外周面に供給、塗布されたコーティング材の塗布面を均す板状の均し手段と、を備えた柱状構造体の外周面コーティング装置であって、
前記供給・塗布手段が、前記コーティング材を前記外周面に向けて供給、塗布するスリット状に開口した開口部が形成されたノズルを有してなり、前記ノズルの開口部が、その上端部の位置が前記柱状構造体の上端部と略同位置となるように、かつ略鉛直方向に配置されてなるとともに、その長手方向の長さが前記柱状構造体の両端面間の長さより短く形成されてなり、
前記均し手段が、前記柱状構造体の両端面間の長さ以上の、長手方向の長さを有するとともに、前記外周面に対して所定間隔を保持した状態で又は前記外周面に接触した状態で略鉛直方向に配置されてなり、
前記ノズルの開口部から前記柱状構造体の外周面の上部側に前記コーティング材を供給、塗布するとともに、供給、塗布された前記コーティング材を前記外周面と前記均し手段の長手側端部との間で塗布面を均して、前記柱状構造体の外周面の全体に渡って均一な塗布面を形成することが可能なことを特徴とする柱状構造体の外周面コーティング装置。 - 前記ノズルの開口部の長手方向の長さが、前記柱状構造体の両端面間の長さの30〜80%である請求項1に記載の柱状構造体の外周面コーティング装置。
- 前記保持手段が、前記鉛直方向の柱状構造体を一方の前記端面を下向きにして載せて保持する台座を、有してなる請求項1又は2に記載の柱状構造体の外周面コーティング装置。
- 前記保持手段が、前記台座に載せて保持した前記柱状構造体の他方の前記端面を上方から下方に押さえるとともに、前記略鉛直方向の軸を前記共通の回転軸として自転するカムを、更に有してなる請求項3に記載の柱状構造体の外周面コーティング装置。
- 前記台座と前記カムとのそれぞれの外周形状が略同一である請求項4に記載の柱状構造体の外周面コーティング装置。
- 前記柱状構造体と、前記台座及び/又は前記カムと、を所定の位置関係に保持する芯出し手段を更に備えた請求項3〜5のいずれかに記載の柱状構造体の外周面コーティング装置。
- 前記均し手段を前記柱状構造体の外周に対して所定の位置に配置させるように、前記均し手段を前記台座及び/又は前記カムの外周にならい駆動させる、ならい手段を更に備えた請求項3〜6のいずれかに記載の柱状構造体の外周面コーティング装置。
- 前記ならい手段が、前記供給・塗布手段及び前記均し手段と一体となって、前記カムの外周に接触しながら前記カムの外周にならって前後に移動する、互いに所定の間隔で配置された第1及び第2のならいローラを有するとともに、前記第1及び第2のならいローラが、それぞれの中心間を結ぶ線分と前記均し手段とが形成する角度が所定の角度となるように配置された請求項7に記載の柱状構造体の外周面コーティング装置。
- 前記ならい手段が、前記供給・塗布手段及び前記均し手段と一体となって、前記台座の外周に接触しながら前記台座の外周にならって前後に移動する、第3及び第4のならいローラを更に有するとともに、前記第3のならいローラと前記第1のならいローラとの回転軸が共通であり、前記第4のならいローラと前記第2のならいローラとの回転軸が共通である請求項8に記載の柱状構造体の外周面コーティング装置。
- 前記台座及び/又は前記カムの外周がステンレス鋼又はセラミックから構成されてなる請求項3〜9のいずれかに記載の柱状構造体の外周面コーティング装置。
- 前記均し手段が、ステンレス鋼又は耐摩耗セラミックから構成されてなる請求項1〜10のいずれかに記載の柱状構造体の外周面コーティング装置。
- 前記柱状構造体の中心軸方向に垂直な平面で切断した断面の形状が、円形又は楕円形である請求項1〜11のいずれかに記載の柱状構造体の外周面コーティング装置。
- 前記柱状構造体が、流体の流路となる複数のセルからなるハニカム構造体である請求項1〜12のいずれかに記載の柱状構造体の外周面コーティング装置。
- 前記供給・塗布手段と前記均し手段とが一体となって、前記柱状構造体の外周に沿って回転することが可能な請求項1〜13のいずれかに記載の柱状構造体の外周面コーティング装置。
- 前記請求項1〜14のいずれかに記載された柱状構造体の外周面コーティング装置を使用して、前記柱状構造体を前記保持手段で保持し、前記略鉛直方向の軸を共通の回転軸として自転させながら、前記供給・塗布手段から前記柱状構造体の前記外周面の上部側に前記コーティング材を供給・塗布し、供給・塗布された前記コーティング材の塗布面を、前記外周面と前記均し手段の長手側端部との間で均すことを特徴とする柱状構造体の外周面コーティング方法。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002306709A JP2004141709A (ja) | 2002-10-22 | 2002-10-22 | 柱状構造体の外周面コーティング装置及び柱状構造体の外周面コーティング方法 |
| KR1020057006981A KR100676441B1 (ko) | 2002-10-22 | 2003-10-21 | 주상 구조체의 외주면 코팅 장치 및 주상 구조체의 외주면 코팅 방법 |
| EP03754211A EP1555070B1 (en) | 2002-10-22 | 2003-10-21 | Device and method for coating outer periphery of pillar structure body |
| AU2003273067A AU2003273067A1 (en) | 2002-10-22 | 2003-10-21 | Device and method for coating outer periphery of pillar structure body |
| DE60330487T DE60330487D1 (de) | 2002-10-22 | 2003-10-21 | Vorrichtung und verfahren zum beschichten des auss |
| PCT/JP2003/013430 WO2004037440A1 (ja) | 2002-10-22 | 2003-10-21 | 柱状構造体の外周面コーティング装置及び柱状構造体の外周面コーティング方法 |
| PL374736A PL206669B1 (pl) | 2002-10-22 | 2003-10-21 | Urządzenie i sposób powlekania zewnętrznej powierzchni obwodowej konstrukcji słupowej |
| US10/531,575 US7501160B2 (en) | 2002-10-22 | 2003-10-21 | Apparatus for coating outer peripheral surface of pillar structure and method for coating outer peripheral surface of pillar structure |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002306709A JP2004141709A (ja) | 2002-10-22 | 2002-10-22 | 柱状構造体の外周面コーティング装置及び柱状構造体の外周面コーティング方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004141709A true JP2004141709A (ja) | 2004-05-20 |
Family
ID=32170908
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002306709A Pending JP2004141709A (ja) | 2002-10-22 | 2002-10-22 | 柱状構造体の外周面コーティング装置及び柱状構造体の外周面コーティング方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7501160B2 (ja) |
| EP (1) | EP1555070B1 (ja) |
| JP (1) | JP2004141709A (ja) |
| KR (1) | KR100676441B1 (ja) |
| AU (1) | AU2003273067A1 (ja) |
| DE (1) | DE60330487D1 (ja) |
| PL (1) | PL206669B1 (ja) |
| WO (1) | WO2004037440A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011513050A (ja) * | 2008-02-29 | 2011-04-28 | コーニング インコーポレイテッド | ハニカム体に対して支持体を位置合せするための方法及び装置 |
| US7971864B2 (en) | 2005-08-19 | 2011-07-05 | Ngk Insulators, Ltd. | Positioning method and device for columnar structure |
| JP2012501258A (ja) * | 2008-08-29 | 2012-01-19 | コーニング インコーポレイテッド | ハニカム体への層塗布方法 |
| JP2014064984A (ja) * | 2012-09-25 | 2014-04-17 | Ngk Insulators Ltd | ハニカム構造体の外周塗工方法 |
| KR102408074B1 (ko) * | 2022-01-26 | 2022-06-15 | 주식회사 에코필텍 | 필터외체와 덮게를 위한 접착제 도포 시스템 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20090217524A1 (en) * | 2008-02-28 | 2009-09-03 | Jeffrey John Domey | Method and apparatus for manufacturing a honeycomb article |
| US8142859B2 (en) * | 2008-05-30 | 2012-03-27 | Corning Incorporated | Method of applying a cement mixture to a honeycomb body |
| US20100304041A1 (en) * | 2009-05-29 | 2010-12-02 | Tonia Havewala Fletcher | Method For Coating Honeycomb Bodies |
| US20110126973A1 (en) * | 2009-11-30 | 2011-06-02 | Andrewlavage Jr Edward Francis | Apparatus And Method For Manufacturing A Honeycomb Article |
| CN103157578B (zh) * | 2011-12-12 | 2016-04-20 | 赛恩倍吉科技顾问(深圳)有限公司 | 涂抹装置 |
| JP2014054792A (ja) * | 2012-09-13 | 2014-03-27 | Ngk Insulators Ltd | ハニカム構造体の製造方法 |
| CN114618754B (zh) * | 2022-05-16 | 2022-07-26 | 四川上特科技有限公司 | 一种晶圆片玻璃浆填充装置 |
| CN115007422B (zh) * | 2022-06-28 | 2023-09-29 | 深圳湘广医疗器材有限公司 | 一种聚碳酸酯板材加工工艺 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1281407A (en) * | 1917-03-08 | 1918-10-15 | Charles Henson Marquess | Apparatus for making concrete articles. |
| US3691992A (en) * | 1968-12-26 | 1972-09-19 | Ameron Inc | Apparatus for truing mortar coating |
| US4397893A (en) * | 1981-09-08 | 1983-08-09 | Bottoms Clifford C | System for flame spray coating of a rod |
| JPS58210873A (ja) | 1982-06-02 | 1983-12-08 | Toppan Printing Co Ltd | 糊付ロ−ラ用ドクタ−機構 |
| GB2182268B (en) * | 1985-11-02 | 1989-10-04 | Metal Box Plc | The coating of articles |
| US5435847A (en) * | 1989-09-01 | 1995-07-25 | Fuji Photo Film Co., Ltd. | Coating apparatus |
| JP2883418B2 (ja) | 1990-06-30 | 1999-04-19 | マツダ株式会社 | 流体継手の締結力制御装置 |
| JP3133940B2 (ja) | 1995-03-30 | 2001-02-13 | 日本碍子株式会社 | 柱状体の外周コーティング装置 |
| US5749970A (en) | 1995-03-30 | 1998-05-12 | Ngk Insulators, Ltd. | Apparatus for coating outer peripheral surface of columnar structural body with a coating material |
-
2002
- 2002-10-22 JP JP2002306709A patent/JP2004141709A/ja active Pending
-
2003
- 2003-10-21 DE DE60330487T patent/DE60330487D1/de not_active Expired - Lifetime
- 2003-10-21 AU AU2003273067A patent/AU2003273067A1/en not_active Abandoned
- 2003-10-21 US US10/531,575 patent/US7501160B2/en not_active Expired - Lifetime
- 2003-10-21 KR KR1020057006981A patent/KR100676441B1/ko active IP Right Grant
- 2003-10-21 WO PCT/JP2003/013430 patent/WO2004037440A1/ja active Application Filing
- 2003-10-21 PL PL374736A patent/PL206669B1/pl unknown
- 2003-10-21 EP EP03754211A patent/EP1555070B1/en not_active Expired - Lifetime
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7971864B2 (en) | 2005-08-19 | 2011-07-05 | Ngk Insulators, Ltd. | Positioning method and device for columnar structure |
| JP2011513050A (ja) * | 2008-02-29 | 2011-04-28 | コーニング インコーポレイテッド | ハニカム体に対して支持体を位置合せするための方法及び装置 |
| JP2012501258A (ja) * | 2008-08-29 | 2012-01-19 | コーニング インコーポレイテッド | ハニカム体への層塗布方法 |
| JP2014064984A (ja) * | 2012-09-25 | 2014-04-17 | Ngk Insulators Ltd | ハニカム構造体の外周塗工方法 |
| KR102408074B1 (ko) * | 2022-01-26 | 2022-06-15 | 주식회사 에코필텍 | 필터외체와 덮게를 위한 접착제 도포 시스템 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1555070A4 (en) | 2007-12-12 |
| DE60330487D1 (de) | 2010-01-21 |
| US20060102070A1 (en) | 2006-05-18 |
| PL206669B1 (pl) | 2010-09-30 |
| AU2003273067A1 (en) | 2004-05-13 |
| US7501160B2 (en) | 2009-03-10 |
| EP1555070A1 (en) | 2005-07-20 |
| WO2004037440A1 (ja) | 2004-05-06 |
| PL374736A1 (en) | 2005-10-31 |
| KR20050056261A (ko) | 2005-06-14 |
| EP1555070B1 (en) | 2009-12-09 |
| KR100676441B1 (ko) | 2007-02-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2004141709A (ja) | 柱状構造体の外周面コーティング装置及び柱状構造体の外周面コーティング方法 | |
| US11298800B2 (en) | Method of transferring particles to a substrate | |
| JP5057815B2 (ja) | ハニカム成形体用端面処理装置、ハニカム成形体の封止方法、及び、ハニカム構造体の製造方法 | |
| JP4012927B2 (ja) | 半導体ウェーハのポリッシング装置及び方法 | |
| JP4413485B2 (ja) | 柱状構造体の外周面コーティング装置及び柱状構造体の外周面コーティング方法 | |
| EP0488267A2 (en) | Wafer binding method and apparatus | |
| JP2010221165A (ja) | ハニカム構造体の外周面コーティング装置、及び外周面コーティング方法 | |
| TWI763738B (zh) | 用來清潔基材局部區域的裝置以及方法 | |
| JP2009220056A (ja) | スリットノズルの清掃方法及び清掃装置並びに、ディスプレイ用部材の製造方法及び製造装置 | |
| JP4894962B1 (ja) | 円筒部材の製造方法 | |
| CN113210199B (zh) | 一种半导体抛光膜用涂膜系统及涂膜方法 | |
| JP3133940B2 (ja) | 柱状体の外周コーティング装置 | |
| JP5840113B2 (ja) | 円筒部材の製造方法 | |
| CN113319734B (zh) | 化学抛光装置及其方法 | |
| TW201922418A (zh) | 用於單面研磨裝置的晶圓貼附裝置及用於單面研磨裝置的晶圓貼附方法 | |
| JP6062776B2 (ja) | バッキングロールを有するコータ | |
| JP2008132745A (ja) | ハニカム成形体用封口装置、ハニカム焼成体用封口装置、封止材ペーストの充填方法、及び、ハニカム構造体の製造方法 | |
| JP7078300B1 (ja) | 光造形装置 | |
| JP3613742B2 (ja) | 連続塗布装置及び連続塗布方法 | |
| KR101600606B1 (ko) | 유리판용 백패드 부착 장치 | |
| JPH09155269A (ja) | 塗布装置 | |
| JPH09267066A (ja) | 塗布方法および塗布装置 | |
| JP2017195248A (ja) | 塗布方法 | |
| JPH04134918U (ja) | ローラ外周面の塗布材の塗布方法及び塗布装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050805 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20080401 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080528 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20080826 |