JP2004123792A - 異形押出成形体 - Google Patents
異形押出成形体 Download PDFInfo
- Publication number
- JP2004123792A JP2004123792A JP2002285851A JP2002285851A JP2004123792A JP 2004123792 A JP2004123792 A JP 2004123792A JP 2002285851 A JP2002285851 A JP 2002285851A JP 2002285851 A JP2002285851 A JP 2002285851A JP 2004123792 A JP2004123792 A JP 2004123792A
- Authority
- JP
- Japan
- Prior art keywords
- polycarbonate resin
- aromatic polycarbonate
- molded article
- article according
- weight
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- XTBFPVLHGVYOQH-UHFFFAOYSA-N COC(Oc1ccccc1)=O Chemical compound COC(Oc1ccccc1)=O XTBFPVLHGVYOQH-UHFFFAOYSA-N 0.000 description 1
Images
Landscapes
- Polyesters Or Polycarbonates (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Abstract
【課題】芳香族ポリカーボネート樹脂組成物からなる表面の外観が良好な異形押出成形体を提供する。
【解決手段】エステル交換法で製造された芳香族ポリカーボネート樹脂100重量部に対し、分子量が500以上である滑剤を0.001〜10重量部含有する芳香族ポリカーボネート樹脂組成物を用いてなる異形押出成形体、特に、ツインウォール、または3層以上のウォールを有する異形押出成形体である。
【選択図】 なし
【解決手段】エステル交換法で製造された芳香族ポリカーボネート樹脂100重量部に対し、分子量が500以上である滑剤を0.001〜10重量部含有する芳香族ポリカーボネート樹脂組成物を用いてなる異形押出成形体、特に、ツインウォール、または3層以上のウォールを有する異形押出成形体である。
【選択図】 なし
Description
【0001】
【発明の属する技術分野】
本発明は、芳香族ポリカーボネート樹脂を用いた異形押出成形体に関するものである。詳しくは芳香族ポリカーボネート樹脂組成物を用いた表面外観の優れた異形押出成形体に関するものである。
【0002】
【従来の技術】
芳香族ポリカーボネート樹脂は、優れた機械的強度、耐久性および寸法安定性を有するので、その特性により電気電子、OA、精密機械、医療、自動車、雑貨、建材等幅広い分野に利用されている。芳香族ポリカーボネート樹脂の成形は射出成形によるものが多く、射出成形に適した材料は数多く提供されている。一方建材分野においては断面が板状や丸棒、角棒などの単純形状のものや、異形押出により複雑形状を得ることが要求されるが、芳香族ポリカーボネートをこれらの押出に適用するには多くの問題がある。
【0003】
「異形押出し成形」とは、押出機の先端に希望の形状を形作るための金型(ダイ)を取り付け、押出機内で可塑化された樹脂を、この金型を通して、連続的に一定の断面形状で押し出し、溶融状態の樹脂を冷却固化することにより、複雑な形状のものを造る成形法である。従来、該異形押出しの際には、該金型のリップに付着した異物(目やに)が成形品に混入したり、金型の複雑な形状に起因して、表面外観が悪くなったりする傾向があった。特に、高速で異形押出し成形する場合(例えば成形速度(線速度)0.01m/s以上のような条件での成形)には、シ−ト成形等、他の押出し成形と比べ、成形体表面で摩擦によって皺が発生し、外観が悪くなるという問題があった。即ち、異形押出しでは、高速処理によって、外観不良が生じるという難点を有する。
また、射出成形は、金型内に溶融樹脂を押出、冷却固化して、離型する方法であって、異形押出成形とは明確に区別されるが、このような射出成形に使用される芳香族ポリカーボネート樹脂組成物の離型剤としては、ステアリン酸モノグリセリド等の分子量が500未満の低いものが好ましいとされていた。射出成形性に適したポリカーボネート系樹脂としては、例えば、特許文献1および2に提案されている。
【0004】
【特許文献1】
特開平5−262970号
【特許文献2】
特公昭52−35696号
【0005】
【発明が解決しようとする課題】
本発明の目的は、これら従来の問題点を解決し、芳香族ポリカーボネート樹脂組成物からなる表面の外観が良好な異形押出成形体を提供すること、中でもツインウォール成形体及び3層以上のウォールを有する異形押出成形体を提供することにある。
【0006】
【課題を解決するための手段】
本発明は、上述の問題を解決するためになされたものであり、その要旨は、エステル交換法で製造された芳香族ポリカーボネート樹脂100重量部に対し、炭化水素系、高級脂肪酸、高級アルコ−ル系、及びエステル系より選ばれ、且つ重量平均分子量が500以上である滑剤を0.001〜10重量部含有することを特徴とする芳香族ポリカーボネート樹脂組成物を用いた異形押出成形体に関する。
【0007】
本発明の一態様としては、前記芳香族ポリカーボネート樹脂100重量部に対し、リン系酸化防止剤を50〜1000ppm含有する、フェノール系酸化防止剤を200〜5000ppm含有する、又はベンゾトリアゾール系紫外線吸収剤を500〜15000ppm含有する前記異形押出成形体が提供される。
本発明の他の態様とし、前記芳香族ポリカーボネート樹脂が、下記式(I)で示されるフェノール性末端基と下記式(II)示される非フェノール性末端基との数的存在比が1/25以上3/5以下である前記異形押出成形体が提供される。
【0008】
式(I)
【化3】
 【0009】
【0009】
式(II)
【化4】
【0010】
前記式中、R1及びR2は各々独立して、水素原子またはアルキル基を表す。
【0011】
また、本発明の好ましい態様として、ツインウォール形状もしくは3層以上のウォールの形状を有する前記異形押出成形体が提供される。
【0012】
【発明の実施の形態】
以下、本発明を詳細に説明する。
本発明に係る異形押出成形体は、エステル芳香族ポリカーボネート樹脂(B)を含有する組成物(A)からなる。
本発明に用いる芳香族ポリカーボネート樹脂(B)は、原料として、芳香族ジヒドロキシ化合物類(b1)及び炭酸結合を導入し得る化合物類(b2)などを用い、エステル交換法によって製造することが必要である。
【0013】
芳香族ジヒドロキシ化合物類(b1)の具体例としては、例えば、2,2−ビス(4−ヒドロキシフェニル)プロパン[=ビスフェノールA]、2,2−ビス(4−ヒドロキシ−3,5−ジメチルフェニル)プロパン、2,2−ビス(4−ヒドロキシ−3,5−ジエチルフェニル)プロパン、2,2−ビス(4−ヒドロキシ−(3,5−ジフェニル)フェニル)プロパン、2,2−ビス(4−ヒドロキシ−3,5−ジブロモフェニル)プロパン、2,2−ビス(4−ヒドロキシフェニル)ペンタン、2,4’−ジヒドロキシ−ジフェニルメタン、ビス(4−ヒドロキシフェニル)メタン、ビス(4−ヒドロキシ−5−ニトロフェニル)メタン、1,1−ビス(4−ヒドロキシフェニル)エタン、3,3−ビス(4−ヒドロキシフェニル)ペンタン、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン、ビス(4−ヒドロキシフェニル)スルホン、2,4’−ジヒドロキシジフェニルスルホン、ビス(4−ヒドロキシフェニル)スルフィド、4,4’−ジヒドロキシジフェニルエーテル、4,4’−ジヒドロキシ−3,3’−ジクロロジフェニルエーテル、4,4’−ジヒドロキシ−2,5−ジエトキシジフェニルエーテルなどが例示される。
これらの中でも2,2−ビス(4−ヒドロキシフェニル)プロパン[=ビスフェノールA]が好ましい。また、これらの芳香族ジヒドロキシ化合物類は1種でも、必要に応じて2種以上を併用して共重合体とすることもできる。
【0014】
芳香族ポリカーボネート樹脂(B)製造用の他方の原料である炭酸結合を導入し得る化合物(b2)としては、炭酸ジエステル類などが挙げられる。炭酸ジエステル類の具体例としては、ジメチルカーボネート、ジエチルカーボネート、ジ−t−ブチルカーボネート、ジフェニルカーボネート、およびジトリルカーボネートなどの置換ジフェニルカーボネートなどが挙げられる。中でも好ましいのは、ジフェニルカーボネート、置換ジフェニルカーボネートであり、特に好ましいのはジフェニルカーボネートである。これらの炭酸ジエステル類は、1種でも2種以上を併用してもよい。
【0015】
芳香族ジヒドロキシ化合物類(b1)と炭酸ジエステル類(b2)との混合比率は、所望の芳香族ポリカーボネート樹脂(B)の分子量と末端OH基濃度により決められる。芳香族ジヒドロキシ化合物類(b1)1モルに対して、炭酸ジエステル類(b2)を等モル量以上とするのが一般的であり、好ましくは1.01〜1.30モル、特に好ましくは1.01〜1.20モルである。このモル比が1.01モルより小さくなると、製造された芳香族ポリカーボネートの末端OH基が増加して、ポリマーの熱安定性が悪化する。一方、モル比が1.30より大きくなると、同一条件下ではエステル交換法の速度が低下し、所望とする分子量の芳香族ポリカーボネート樹脂の製造が困難となる。
【0016】
エステル交換法により芳香族ポリカーボネート樹脂(B)を製造する際には、通常エステル交換触媒が使用される。エステル交換触媒としては特に制限はないが、主としてアルカリ金属化合物類、及び/又は、アルカリ土類金属化合物類が使用され、これらの触媒は、1種類でも2種以上を組み合わせて使用してもよい。また、補助的に塩基性ホウ素化合物類、塩基性リン化合物類、塩基性アンモニウム化合物類またはアミン系化合物類などの塩基性化合物類を併用することもできる。
アルカリ金属化合物類の具体例としては、リチウム、ナトリウム、カリウム、ルビジウム、セシウムの水酸化物、炭酸水素塩、炭酸塩、酢酸塩、リン酸水素塩及びフェニルリン酸塩などの無機アルカリ金属化合物類、ならびに有機酸類(ステアリン酸、安息香酸など)、アルコール類(メタノール、エタノールなど)及びフェノール類(石炭酸及びビスフェノールAなど)との塩などの有機アルカリ金属化合物類が挙げられる。
アルカリ土類金属化合物類の具体例としては、ベリリウム、カルシウム、マグネシウム、ストロンチウムまたはバリウムの水酸化物、炭酸水素塩、炭酸塩及び酢酸塩などの無機アルカリ土類金属化合物類、ならびに有機酸類、アルコール類及びフェノール類との塩などの有機アルカリ土類金属化合物類などが挙げられる。
【0017】
塩基性ホウ素化合物類の具体例としては、テトラメチルホウ素、テトラエチルホウ素、テトラプロピルホウ素、テトラブチルホウ素、トリメチルエチルホウ素、トリメチルベンジルホウ素、トリメチルフェニルホウ素、トリエチルメチルホウ素、トリエチルベンジルホウ素、トリエチルフェニルホウ素、トリブチルベンジルホウ素、トリブチルフェニルホウ素、テトラフェニルホウ素、ベンジルトリフェニルホウ素、メチルトリフェニルホウ素、ブチルトリフェニルホウ素等のナトリウム塩、カリウム塩、リチウム塩、カルシウム塩、マグネシウム塩、バリウム塩、またはストロンチウム塩などが挙げられる。
塩基性リン化合物類の具体例としては、トリエチルホスフィン、トリ−n−プロピルホスフィン、トリイソプロピルホスフィン、トリ−n−ブチルホスフィン、トリフェニルホスフィン、トリブチルホスフィン、または四級ホスホニウム塩などが挙げられる。
【0018】
塩基性アンモニウム化合物類の具体例としては、テトラメチルアンモニウムヒドロキシド、テトラエチルアンモニウムヒドロキシド、テトラプロピルアンモニウムヒドロキシド、テトラブチルアンモニウムヒドロキシド、トリメチルエチルアンモニウムヒドロキシド、トリメチルベンジルアンモニウムヒドロキシド、トリメチルフェニルアンモニウムヒドロキシド、トリエチルメチルアンモニウムヒドロキシド、トリエチルベンジルアンモニウムヒドロキシド、トリエチルフェニルアンモニウムヒドロキシド、トリブチルベンジルアンモニウムヒドロキシド、トリブチルフェニルアンモニウムヒドロキシド、テトラフェニルアンモニウムヒドロキシド、ベンジルトリフェニルアンモニウムヒドロキシド、メチルトリフェニルアンモニウムヒドロキシド、ブチルトリフェニルアンモニウムヒドロキシドなどが挙げられる。
アミン系化合物類の具体例としては、4−アミノピリジン、2−アミノピリジン、N,N−ジメチル−4−アミノピリジン、4−ジエチルアミノピリジン、2−ヒドロキシピリジン、2−メトキシピリジン、4−メトキシピリジン、2−ジメチルアミノイミダゾール、2−メトキシイミダゾール、イミダゾール、2−メルカプトイミダゾール、2−メチルイミダゾール、アミノキノリンなどが挙げられる。
【0019】
これらエステル交換触媒のうち、実用的にはアルカリ金属化合物類、塩基性アンモニウム化合物類、塩基性リン化合物類が望ましく、特にアルカリ金属化合物類が好ましい。
【0020】
触媒の使用量は、芳香族ジヒドロキシ化合物類(b1)1モルに対して、1×10−9〜1×10−3モルの範囲で選ぶことができる。特にアルカリ金属化合物類、アルカリ土類金属化合物類では、通常は芳香族ジヒドロキシ化合物類(b1)1モルに対して1×10−9〜1×10−4モル、好ましくは1×10−8〜1×10−5モルの範囲で選ばれる。塩基性ホウ素化合物類、塩基性リン化合物類、塩基性アンモニウム化合物類またはアミン系化合物類などの塩基性化合物類では、芳香族ジヒドロキシ化合物類(b1)1モルに対して1×10−9〜1×10−3モル、好ましくは1×10−7〜1×10−4モルの範囲で選ばれる。
触媒量が上記範囲より少ない場合には、所定の分子量、所望の末端OH基量を有する芳香族ポリカーボネート樹脂(B)を製造するのに必要な重合活性が得られず、上記範囲より多い場合は、後記する環状オリゴマー量の増加、ポリマー色調の悪化、耐熱性の低下、耐加水分解性の低下や、ゲルの発生による異物量が増大するなど、好ましくない。
【0021】
本発明に用いる芳香族ポリカーボネート樹脂(B)は、分子量が粘度平均分子量で10000〜50000の範囲が好ましい。10000未満では芳香族ポリカーボネート樹脂の機械的強度が十分ではなく、50000以上では溶融粘度が高くなり過ぎて成形性に問題がある。上記範囲で好ましいのは12000〜40000であり、中でも特に好ましいのは20000〜25000である。なお、本発明において粘度平均分子量(Mv)とは、塩化メチレンを溶媒とし、ウベローデ粘度計によって20℃の温度で極限粘度[η]を測定し、次式、すなわち、[η]=1.23×10−4×(Mv)0.83、により算出した値を意味する。
【0022】
芳香族ポリカーボネート樹脂(B)の末端OH水酸基濃度は、(B)を用いて異形押出成形する際に、押出機の先端に取り付けた金型と成形体の間の滑り性に大きな影響を及ぼし、滑り性が悪いと、成形体の表面に皺が発生し、外観が悪くなる。発明者の実験によれば、成形体の外観を良好にする為には、下記式(I)で示される末端基と下記式(II)で示される末端基との数的存在比が、1/25〜3/5の範囲内とするのが好ましい。より好ましくは1/20〜1/2、更に好ましくは2/25〜2/5の範囲である。この数的存在比算出のための定量測定方法には、核磁気共鳴吸収法を採用する。
【0023】
式(I)
【化5】
【0024】
式(II)
【化6】
【0025】
式中、R1及びR2は各々独立して、水素原子またはアルキル基を表す。
【0026】
上記の特性を有する芳香族ポリカーボネート樹脂(B)は、前記芳香族ジヒドロキシ化合物類(b1)と、前記炭素結合を導入し得る化合物類(b2)とを選び、通常は上記エステル交換触媒を使用して製造される。エステル交換反応を行う際には、温度は140〜320℃の範囲、ならびに圧力は常圧または減圧が選ばれ、芳香族ヒドロキシ化合物などの副生成物を除去しながら、溶融重縮合反応を行うことができる。溶融重縮合反応は、バッチ式または連続式で行うことができるが、製品の安定性などの観点から連続式で行うことが好ましい。反応は通常、温度、圧力条件を変化させた2段以上の多段工程で行われる。各段階の反応温度は、上記範囲内で反応生成物が溶融状態にあれば特に制限はなく、また反応時間は、反応の進行の程度により適宜定められるが、0.1〜10時間で選ばれる。具体的には、第1段目の反応は常圧または減圧下で、温度は140〜260℃、好ましくは180〜240℃で、反応時間は0.1〜5時間、好ましくは0.5〜3時間反応させる。ついで反応系の減圧度を上げながら反応温度を高め、最終的には2mmHg以下の減圧下、240〜320℃の温度で重縮合反応を行う。
【0027】
溶融重縮合反応を行う装置には特に制限がなく、槽型、管型または塔型のいずれの型式であってもよく、各種の撹拌翼を備えた縦型重合槽、横型一軸撹拌翼型または横型二軸撹拌翼型などの重合槽を使用することができる。ここで最終重合槽は横型であることが好ましい。溶融重縮合反応中の雰囲気は特に制限はないが、反応生成物の品質の観点から、窒素ガスなどの不活性ガス存在下または減圧下で行うのが好ましい。
【0028】
溶融重縮合反応終了後、製造された芳香族ポリカーボネート樹脂は通常、ペレットとして回収されるが、その際、生成した芳香族ポリカーボネート樹脂中に残存するモノマーや副生物などの低分子量成分を除去するために、ベント式押出機で溶融混練しつつ強制的に揮発させるのがよい。芳香族ポリカーボネート樹脂(B)中の残存モノマーとしては、芳香族ジヒドロキシ化合物類、炭酸ジエステル類、これらの重縮合反応時の副生物および末端停止剤であるものモノヒドロキシ化合物類が挙げられる。
【0029】
溶融重縮合を行う際に触媒、特にアルカリ金属化合物類触媒を用いた場合には、エステル交換法ポリカーボネート中の残存触媒を、失活剤によって中和するのが好ましい。残存触媒を中和する失活剤としては、例えばイオウ含有酸性化合物類またはそれより形成される誘導体類が挙げられる。失活剤の使用量は、触媒のアルカリ金属化合物類の量に対して0.5〜10当量が好ましく、1〜5当量が特に好ましい。生成する芳香族ポリカーボネート樹脂を基準とする場合には、通常1〜100ppmの範囲であり、特に好ましいのは1〜20ppmである。
イオウ含有酸性化合物類またはそれより形成される誘導体類の例としては、スルホン酸、スルフィン酸、硫酸またはそれらのエステル類であり、具体的にはジメチル硫酸、ジエチル硫酸、p−トルエンスルホン酸、そのメチル、エチル、ブチル、オクチルおよびフェニルエステル類、ベンゼンスルホン酸、そのメチル、エチル、ブチル、オクチル、フェニルおよびドデシルエステル類、ベンゼンスルフィン酸、トルエンスルフィン酸、ナフタレンスルホン酸などが挙げられる。これらの化合物のうち、p−トルエンスルホン酸のエステルまたはベンゼンスルホン酸のエステル類が好ましく、これらの化合物は1種でも2種以上を併用することもできる。
【0030】
生成した芳香族ポリカーボネート樹脂(B)に、上記失活剤を添加する方法については、特に限定されるものではなく、従来から知られている方法によることができる。例えば、上記の失活剤を直接または希釈剤で希釈して、溶融または固体状態にある生成した芳香族ポリカーボネート樹脂に添加し、混合する方法によることができる。具体的には重縮合反応器、反応器からの樹脂移送ライン、または押出機で溶融混練する際のいずれかで失活剤を添加することにより、芳香族ポリカーボネート樹脂に混合することができる。また、ミキサーなどで芳香族ポリカーボネート樹脂のペレット、フレークまたは粉末などに失活剤を混合した後、押出機によって溶融混練する方法であってもよい。
【0031】
本発明で用いる芳香族ポリカーボネート樹脂組成物(A)は、芳香族ポリカーボネート樹脂(B)100重量部に対し、分子量が500以上である滑剤(C)を0.001〜10重量部含有する。滑剤の含有量は、0.01〜1重量部が好ましく、0.1〜0.5重量部がより好ましい。
【0032】
前記滑剤(C)は、好ましくは炭化水素系、高級脂肪酸若しくは高級アルコ−ル系、及びエステル系より選ばれる。特に、高級脂肪酸の高級アルコールエステルが好ましく、例えばペンタエリスリトールテトラステアレート、ステアリルステアレート、ベヘニルベヘネード等が挙げられる。中でも、4価以上の多価アルコ−ルの高級脂肪酸エステルが好ましく、特に多価アルコ−ルの高級脂肪酸エステルで、1分子中に2箇所以上のエステル結合を含むものが好ましい。特にペンタエリスリトールテトラステアレートが好ましい。炭化水素系の滑剤としては、流動パラフィン、パラフィンワックス、ポリエチレンワックス等;高級脂肪酸系の滑剤としては、ステアリン酸、12−ヒドロキシステアリン酸等;高級アルコール系の滑剤としては、ステアリルアルコール等が挙げられる。
【0033】
本発明では、更に、芳香族ポリカーボネート樹脂100重量部に対し、リン系酸化防止剤を50〜1000ppm含有させるのが好ましい。リン系酸化防止剤としては、例えばトリスノニルフェニルホスファイト、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト、ジステアリルペンタエリスリトールジホスファイト、ビス(2,4−ジ−t−ブチルフェニル)ペンタエリスリトールホスファイト、ビス(2,6ジ−t−ブチル−4−メチルフェニル)ペンタエリスリトールホスファイト、2,2−メチレンビス(4,6−ジ−t−ブチルフェニル)オクチルホスファイト、テトラキス(2,4−ジ−ブチルフェニル)−4,4‘−ビフェニレン−ジ−ホスホナイト等が挙げられるが、中でも特にトリス(2,4−ジ−t−ブチルフェニル)ホスファイトが好ましい。これらのリン系酸化防止剤は単独でもよいし、2種以上を併用してもよい。
【0034】
また、本発明では、芳香族ポリカーボネート樹脂100重量部に対し、酸化防止剤、好ましくはフェノール系酸化防止剤を200〜5000ppm含有するのが好ましい。フェノール系酸化防止剤としては、2,6−ジ−オブチル−4−メチルフェノール、n−オクタデシル−3−(3’,5’−ジ−t−ブチル−4’−ヒドロキシフェニル)プロピオネート、テトラキス[メチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]メタン、トリス(3,5−ジ−t−ブチル−4―ヒドロキシベンジル)イソシアヌレート、4,4‘−ブチリデンビス−(3−メチル−6−t−ブチルフェノール)、トリエチレングリコール−ビス[3−(3−t−ブチル−ヒドロキシ−5−メチルフェニル)プロピオネート]、3,9−ビス{2−[3−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ]−1,1−ジメチルエチル}−2,4,8,10−テトラオキサスピロ[5,5]ウンデカン等が挙げられるが、中でも、テトラキス[メチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]メタンが好ましい。これらの酸化防止剤は単独でもよいし、2種以上を併用してもよい。
【0035】
本発明では、更に、例えば屋外で使用する建材用などの場合、芳香族ポリカーボネート樹脂100重量部に対し、紫外線吸収剤、好ましくはベンゾトリアゾール系紫外線吸収剤を500〜15000ppm含有させるのが好ましい。ベンゾトリアゾール系紫外線吸収剤としては、例えば2−(2’−ヒドロキシ−5’−メチルフェニル)ベンゾトリアゾール、2[2’−ヒドロキシ−3’,5’−ビス(α,α−ジメチルベンジル)フェニル]−ベンゾトリアゾール、2−(2’−ヒドロキシ−3’,5’−ジ−t−ブチルフェニル)−ベンゾトリアゾール、2−(2’−ヒドロキシ−3’−tert−ブチル−5’−メチルフェニル)−5−クロロベンゾトリアゾール、2−(2’−ヒドロキシ−3’,5’−ジ−tert−ブチルフェニル)−5−クロロベンゾトリアゾール、2−(2’−ヒドロキシ−3’,5’−ジ−t−アミル)−ベンゾトリアゾール、2−(2’−ヒドロキシ−5’−t−オクチルフェニル)ベンゾトリアゾール、2,2’−メチレンビス[4−(1,1,3,3−テトラメチルブチル)−6−(2N−ベンゾトリアゾール−2−yl)フェノールが挙げられるが、中でもトリス(2,4−ジ−t−ブチルフェニル)ホスファイトが好ましい。これらの紫外線吸収剤は単独でもよいし、2種以上を併用してもよい。
【0036】
本発明では、必要に応じて、更に該芳香族ポリカーボネート樹脂組成物に対し、上記以外の熱安定剤、紫外線吸収剤、離型剤、難燃剤、顔料や染料などの着色剤、帯電防止剤、アンチブロッキング剤、滑剤、防曇剤、熱線吸収剤、天然油、合成油、ワックス、ガラス繊維や炭素繊維などの有機系または無機系充填剤、ポリエチレンテレフタレートなどの他の熱可塑性樹脂を添加することもできる。
【0037】
上記したような芳香族ポリカーボネート樹脂組成物は、当該エステル交換法で製造された芳香族ポリカーボネート樹脂と滑剤とを所定の配合比率で、さらに所望により、成形のため又は成形体に必要な物性を与えるために添加剤を添加して、通常の配合方法により製造される。特に、例えばシリンダー温度280℃、スクリュー回転数80rpm、単軸押出し機などの条件により、溶融混練で配合、製造されるのがよい。なお、滑剤、ならびに所望により添加される各種添加剤や他の熱可塑性樹脂等の配合方法は特に限定されないが、芳香族ポリカーボネート樹脂がエステル交換法により製造された後、溶融状態にある間に、所定の量を添加することもできるし、また、芳香族ポリカーボネート樹脂を製造後、一旦ペレット化した芳香族ポリカーボネート樹脂を、再度溶融して添加することもできる。かかる添加方法としては、溶融混練が充分に行われる段階で数回に分割して供給する方法、溶融混練の初期に同時に添加する方法が挙げられる。要するに、本発明では、該滑剤や添加剤等の全配合量が、ベースとなる芳香族ポリカーボネート樹脂に、均一に配合する方法であれば、特に限定されない。
【0038】
これら滑剤や各種添加剤、ならびに他の熱可塑性樹脂の添加量は、上記の範囲内でそれぞれ使用されるが、本発明の目的を損なわない範囲とするのが好ましい。特に、グレージング用途などの視認性を要求される用途では、ヘイズが低いことが好ましく、芳香族ポリカーボネート樹脂に添加する物質が充填剤、他の熱可塑性樹脂の場合には、成形体の透明度が低下することがあり、この場合の添加量はヘイズが一定値以下となる量とすることが好ましい。芳香族ポリカーボネート樹脂組成物のヘイズは、内面を800番以上番手の研磨剤で研磨した金型を用い、射出成形法によって成形した厚さが3mmの平板について、測定した値が50%以下が好ましく、さらに好ましくは20%以下であり、特に好ましくは5%以下である。
【0039】
本発明の異形押出成形体は、前記樹脂組成物を異形押出法によって成形してなる成形体である。異形押出法は、通常、先端に希望の形状を形作るための金型(賦形ダイ)を取り付けた押出し機により、押出機内で可塑化された前記樹脂組成物を、この金型を通して、連続的に一定の断面形状で押し出す工程と、押出された溶融状態の樹脂を冷却固化する工程とからなり、複雑な形状の成形体が得られる成形方法である。該金型の形状を種々換えることにより、望みの断面形状の異形押出成形体が得られるが、断面形状としては比較的単純なコの字型、中空角形、中空リブ付きのようなものから窓枠材のような複雑な断面形状のものにまで適用できる。用途としては窓枠、外壁材、机の引き出し、エッジ材、OA機器のパネルなどが挙げられるが、特に限定されない。
【0040】
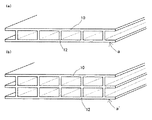
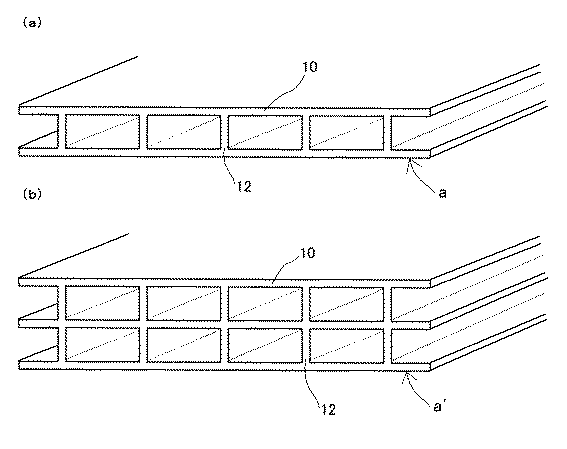
本発明の成形体は、例えば、建材等の用途に使用でき、中でも、ツインウォール成形体、又は3層以上のウォールを有する成形体に使用されるのが最も適している。図1(a)にツインウォール成形体、及び図1(b)に3層のウォールを有する成形体の断面斜視図を示す。図1(a)のツインウォールは、対向する2つのウォール部10と、その間に、ウォール部10に垂直で且つ互いに平行な複数の柱部12とを有する。図1(b)の成形体は、対向する3つのウォール部10と、2つのウォール部10の間にそれぞれ、ウォール部10に垂直で且つ互いに平行な複数の柱部12とを有する構造である。図1(a)および(b)の成形体は、断面が、各々の断面aおよびa’と同一である金型が先端に取り付けられた押出機により押出成形することによって得られる。
【0041】
本発明では、前記芳香族ポリカーボネート樹脂組成物を用いることにより、従来、ポリカーボネート樹脂を異形押出、特に高速度で異形押出する際に、成形体の表面に皺状の部分が生じて、外観が悪くなるという問題を解決している。従って、特に、押出速度(線速度)を0.01以上(通常、0.01〜0.1m/s)の高速で、異形押出し成形する場合において、特に好適であり、生産性を向上させることができる。
【0042】
本発明の異形押出成形体は、用途によっては、表面の少なくとも一部に、ハードコート層、導電層、帯電防止層、防曇層、赤外線吸収層、光反射性被膜、印刷層及び耐候性向上のための層から選ばれる少なくとも1種の機能層が設けられているのが好ましい。これらの機能層を設ける方法は特に限定されるものではなく、従来公知の方法によることができる。例えば、異形押出する際に、表面に共押出等の手段を用いて、芳香族ポリカーボネート樹脂成形体の表面に直接設けることもできるし、機能性層を別途熱可塑性樹脂製フィルムまたはシートの表面に形成し、これらと芳香族ポリカーボネート樹脂成形体とを積層一体化して、機能層を有する成形体とすることもできる。このとき熱可塑性樹脂製フィルムまたはシートを構成する樹脂は、特に制限はないが、芳香族ポリカーボネート樹脂、ポリメチルメタクリレートのようなアクリル系樹脂が好ましい。
【0043】
芳香族ポリカーボネート樹脂成形体の表面に直接、または熱可塑性樹脂フィルムまたはシートの表面に、ハードコート層を設けるには、必要があれば、あらかじめプライマー層を設け、その上にエポキシ系、アクリル系、アミノ樹脂系、ポリシロキサン系、コロイダルシリカ系などのハードコート剤を塗布し、熱または紫外線などの手段により硬化する方法等を挙げることができる。防曇層を設けるには、通常水溶性または親水性樹脂と界面活性剤を必須成分として含有する防曇塗料を塗布し、硬化する方法を挙げることができる。
そのほか、帯電防止層、反射防止層、熱線遮断層なども、これらの機能を与える塗料を塗布し、硬化させるか、またはこれらの機能を有する薄膜層を真空蒸着法などの方法により、設けることができる。また、これらの機能性層を複合層として、二種以上の機能を同時に備えたものとすることもできる。さらに、これらの機能性層の他にまたはこれら機能性層に、印刷などにより予め美装用塗装処理を施して優れた意匠性を発揮する印刷層を設けることもできる。
【0044】
【実施例】
以下本発明についての実施例について詳細に説明するが、本発明はその主旨を越えない限り、以下の実施例に限定されるものではない。
[実施例1]
ジフェニルカーボネートとビスフェノールAとをエステル交換させて得た芳香族ポリカーボネート樹脂を用いた。該樹脂の粘度平均分子量は23000であり、前記式(I)で示される末端基と前記式(II)で示される末端基との比は1/5であった。この芳香族ポリカーボネート樹脂100重量部に対し、ペンタエリスリトールテトラステアレート(日本油脂(株)製、商標名:H476)0.3重量部、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト(旭電化(株)製、商標名アデカスタブ2112)0.02重量部、2−(2’−ヒドロキシ−5’−t−オクチルフェニル)ベンゾトリアゾ−ル(シプロ化成製、商標名:SEESORB709)0.25重量部、及びテトラキス[メチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネ−ト]メタン(チバ・スペシャルティ・ケミカルズ(株)製、商標名:Irganox1010)0.1重量部の割合で混合し、練り込みを行った。この樹脂ペレットを、φ50mm単軸押出し機(GMエンジニアリング社製)を用いて、樹脂温度270℃、ダイヘッド部の外径4.1mm、内径3.8mm、押出速度(線速度)0.08m/sの条件で、ツィンウォール状に異形押出しを行い、ツインウォール成形体を得た(図1(a)の成形体と同形状であり、ウォール部10の厚さ0.3mm、2つのウォール部10間の距離6.0mm、柱部12の厚さ0.3mm、柱部12間の距離6.1mmであった)。
作製したツインウォール成形体の表面には皺が寄ることなく、安定して成形が可能であり、外観良好な成形体が得られた。また、無色透明の成形体が得られた。
【0045】
[比較例1]
実施例1においてペンタエリスリトールテトラステアレートの替わりに、ステアリン酸モノグリセライド(理研ビタミン社製、商標名:S100A)を0.1重量部配合した以外は、実施例と同様にして練り込みを行った。この樹脂ペレットを、実施例1と同一の押出機及び押出条件で異形押出したところ、成形体表面に皺が発生し、外観不良の成形体となった。
【0046】
[実施例2]
実施例1において、テトラキス[メチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]メタンを除いた以外は、実施例1と同様にして練り込み、異形押出を行ったところ、皺は発生しなかったが、成形体の色が若干黄ばんでいた。
【0047】
[実施例3]
実施例1において、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト及びテトラキス[メチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]メタンを除いた以外は、実施例1と同様にして練り込み、異形押出を行ったところ、皺は発生しなかったが、成形体の色が実施例2で得られた成形体より更に黄ばんでいた。
【0048】
【発明の効果】
本発明によれば、芳香族ポリカーボネート樹脂組成物の異形押出の際に、高速で行っても成形体表面に皺が寄らず、外見が良好になる。本発明は、特に異形押出成形体、中でもツインウォール等の成形体を安価で簡便な方法で効率的に製造するのに適している。
【図面の簡単な説明】
【図1】図1(a)はツインウォール成形体の一例の、図1(b)は3層のウォールを有する成形体の一例の断面斜視図である。
【符号の説明】
10 ウォール部
12 柱部
a、a’ 断面
【発明の属する技術分野】
本発明は、芳香族ポリカーボネート樹脂を用いた異形押出成形体に関するものである。詳しくは芳香族ポリカーボネート樹脂組成物を用いた表面外観の優れた異形押出成形体に関するものである。
【0002】
【従来の技術】
芳香族ポリカーボネート樹脂は、優れた機械的強度、耐久性および寸法安定性を有するので、その特性により電気電子、OA、精密機械、医療、自動車、雑貨、建材等幅広い分野に利用されている。芳香族ポリカーボネート樹脂の成形は射出成形によるものが多く、射出成形に適した材料は数多く提供されている。一方建材分野においては断面が板状や丸棒、角棒などの単純形状のものや、異形押出により複雑形状を得ることが要求されるが、芳香族ポリカーボネートをこれらの押出に適用するには多くの問題がある。
【0003】
「異形押出し成形」とは、押出機の先端に希望の形状を形作るための金型(ダイ)を取り付け、押出機内で可塑化された樹脂を、この金型を通して、連続的に一定の断面形状で押し出し、溶融状態の樹脂を冷却固化することにより、複雑な形状のものを造る成形法である。従来、該異形押出しの際には、該金型のリップに付着した異物(目やに)が成形品に混入したり、金型の複雑な形状に起因して、表面外観が悪くなったりする傾向があった。特に、高速で異形押出し成形する場合(例えば成形速度(線速度)0.01m/s以上のような条件での成形)には、シ−ト成形等、他の押出し成形と比べ、成形体表面で摩擦によって皺が発生し、外観が悪くなるという問題があった。即ち、異形押出しでは、高速処理によって、外観不良が生じるという難点を有する。
また、射出成形は、金型内に溶融樹脂を押出、冷却固化して、離型する方法であって、異形押出成形とは明確に区別されるが、このような射出成形に使用される芳香族ポリカーボネート樹脂組成物の離型剤としては、ステアリン酸モノグリセリド等の分子量が500未満の低いものが好ましいとされていた。射出成形性に適したポリカーボネート系樹脂としては、例えば、特許文献1および2に提案されている。
【0004】
【特許文献1】
特開平5−262970号
【特許文献2】
特公昭52−35696号
【0005】
【発明が解決しようとする課題】
本発明の目的は、これら従来の問題点を解決し、芳香族ポリカーボネート樹脂組成物からなる表面の外観が良好な異形押出成形体を提供すること、中でもツインウォール成形体及び3層以上のウォールを有する異形押出成形体を提供することにある。
【0006】
【課題を解決するための手段】
本発明は、上述の問題を解決するためになされたものであり、その要旨は、エステル交換法で製造された芳香族ポリカーボネート樹脂100重量部に対し、炭化水素系、高級脂肪酸、高級アルコ−ル系、及びエステル系より選ばれ、且つ重量平均分子量が500以上である滑剤を0.001〜10重量部含有することを特徴とする芳香族ポリカーボネート樹脂組成物を用いた異形押出成形体に関する。
【0007】
本発明の一態様としては、前記芳香族ポリカーボネート樹脂100重量部に対し、リン系酸化防止剤を50〜1000ppm含有する、フェノール系酸化防止剤を200〜5000ppm含有する、又はベンゾトリアゾール系紫外線吸収剤を500〜15000ppm含有する前記異形押出成形体が提供される。
本発明の他の態様とし、前記芳香族ポリカーボネート樹脂が、下記式(I)で示されるフェノール性末端基と下記式(II)示される非フェノール性末端基との数的存在比が1/25以上3/5以下である前記異形押出成形体が提供される。
【0008】
式(I)
【化3】
式(II)
【化4】
前記式中、R1及びR2は各々独立して、水素原子またはアルキル基を表す。
【0011】
また、本発明の好ましい態様として、ツインウォール形状もしくは3層以上のウォールの形状を有する前記異形押出成形体が提供される。
【0012】
【発明の実施の形態】
以下、本発明を詳細に説明する。
本発明に係る異形押出成形体は、エステル芳香族ポリカーボネート樹脂(B)を含有する組成物(A)からなる。
本発明に用いる芳香族ポリカーボネート樹脂(B)は、原料として、芳香族ジヒドロキシ化合物類(b1)及び炭酸結合を導入し得る化合物類(b2)などを用い、エステル交換法によって製造することが必要である。
【0013】
芳香族ジヒドロキシ化合物類(b1)の具体例としては、例えば、2,2−ビス(4−ヒドロキシフェニル)プロパン[=ビスフェノールA]、2,2−ビス(4−ヒドロキシ−3,5−ジメチルフェニル)プロパン、2,2−ビス(4−ヒドロキシ−3,5−ジエチルフェニル)プロパン、2,2−ビス(4−ヒドロキシ−(3,5−ジフェニル)フェニル)プロパン、2,2−ビス(4−ヒドロキシ−3,5−ジブロモフェニル)プロパン、2,2−ビス(4−ヒドロキシフェニル)ペンタン、2,4’−ジヒドロキシ−ジフェニルメタン、ビス(4−ヒドロキシフェニル)メタン、ビス(4−ヒドロキシ−5−ニトロフェニル)メタン、1,1−ビス(4−ヒドロキシフェニル)エタン、3,3−ビス(4−ヒドロキシフェニル)ペンタン、1,1−ビス(4−ヒドロキシフェニル)シクロヘキサン、ビス(4−ヒドロキシフェニル)スルホン、2,4’−ジヒドロキシジフェニルスルホン、ビス(4−ヒドロキシフェニル)スルフィド、4,4’−ジヒドロキシジフェニルエーテル、4,4’−ジヒドロキシ−3,3’−ジクロロジフェニルエーテル、4,4’−ジヒドロキシ−2,5−ジエトキシジフェニルエーテルなどが例示される。
これらの中でも2,2−ビス(4−ヒドロキシフェニル)プロパン[=ビスフェノールA]が好ましい。また、これらの芳香族ジヒドロキシ化合物類は1種でも、必要に応じて2種以上を併用して共重合体とすることもできる。
【0014】
芳香族ポリカーボネート樹脂(B)製造用の他方の原料である炭酸結合を導入し得る化合物(b2)としては、炭酸ジエステル類などが挙げられる。炭酸ジエステル類の具体例としては、ジメチルカーボネート、ジエチルカーボネート、ジ−t−ブチルカーボネート、ジフェニルカーボネート、およびジトリルカーボネートなどの置換ジフェニルカーボネートなどが挙げられる。中でも好ましいのは、ジフェニルカーボネート、置換ジフェニルカーボネートであり、特に好ましいのはジフェニルカーボネートである。これらの炭酸ジエステル類は、1種でも2種以上を併用してもよい。
【0015】
芳香族ジヒドロキシ化合物類(b1)と炭酸ジエステル類(b2)との混合比率は、所望の芳香族ポリカーボネート樹脂(B)の分子量と末端OH基濃度により決められる。芳香族ジヒドロキシ化合物類(b1)1モルに対して、炭酸ジエステル類(b2)を等モル量以上とするのが一般的であり、好ましくは1.01〜1.30モル、特に好ましくは1.01〜1.20モルである。このモル比が1.01モルより小さくなると、製造された芳香族ポリカーボネートの末端OH基が増加して、ポリマーの熱安定性が悪化する。一方、モル比が1.30より大きくなると、同一条件下ではエステル交換法の速度が低下し、所望とする分子量の芳香族ポリカーボネート樹脂の製造が困難となる。
【0016】
エステル交換法により芳香族ポリカーボネート樹脂(B)を製造する際には、通常エステル交換触媒が使用される。エステル交換触媒としては特に制限はないが、主としてアルカリ金属化合物類、及び/又は、アルカリ土類金属化合物類が使用され、これらの触媒は、1種類でも2種以上を組み合わせて使用してもよい。また、補助的に塩基性ホウ素化合物類、塩基性リン化合物類、塩基性アンモニウム化合物類またはアミン系化合物類などの塩基性化合物類を併用することもできる。
アルカリ金属化合物類の具体例としては、リチウム、ナトリウム、カリウム、ルビジウム、セシウムの水酸化物、炭酸水素塩、炭酸塩、酢酸塩、リン酸水素塩及びフェニルリン酸塩などの無機アルカリ金属化合物類、ならびに有機酸類(ステアリン酸、安息香酸など)、アルコール類(メタノール、エタノールなど)及びフェノール類(石炭酸及びビスフェノールAなど)との塩などの有機アルカリ金属化合物類が挙げられる。
アルカリ土類金属化合物類の具体例としては、ベリリウム、カルシウム、マグネシウム、ストロンチウムまたはバリウムの水酸化物、炭酸水素塩、炭酸塩及び酢酸塩などの無機アルカリ土類金属化合物類、ならびに有機酸類、アルコール類及びフェノール類との塩などの有機アルカリ土類金属化合物類などが挙げられる。
【0017】
塩基性ホウ素化合物類の具体例としては、テトラメチルホウ素、テトラエチルホウ素、テトラプロピルホウ素、テトラブチルホウ素、トリメチルエチルホウ素、トリメチルベンジルホウ素、トリメチルフェニルホウ素、トリエチルメチルホウ素、トリエチルベンジルホウ素、トリエチルフェニルホウ素、トリブチルベンジルホウ素、トリブチルフェニルホウ素、テトラフェニルホウ素、ベンジルトリフェニルホウ素、メチルトリフェニルホウ素、ブチルトリフェニルホウ素等のナトリウム塩、カリウム塩、リチウム塩、カルシウム塩、マグネシウム塩、バリウム塩、またはストロンチウム塩などが挙げられる。
塩基性リン化合物類の具体例としては、トリエチルホスフィン、トリ−n−プロピルホスフィン、トリイソプロピルホスフィン、トリ−n−ブチルホスフィン、トリフェニルホスフィン、トリブチルホスフィン、または四級ホスホニウム塩などが挙げられる。
【0018】
塩基性アンモニウム化合物類の具体例としては、テトラメチルアンモニウムヒドロキシド、テトラエチルアンモニウムヒドロキシド、テトラプロピルアンモニウムヒドロキシド、テトラブチルアンモニウムヒドロキシド、トリメチルエチルアンモニウムヒドロキシド、トリメチルベンジルアンモニウムヒドロキシド、トリメチルフェニルアンモニウムヒドロキシド、トリエチルメチルアンモニウムヒドロキシド、トリエチルベンジルアンモニウムヒドロキシド、トリエチルフェニルアンモニウムヒドロキシド、トリブチルベンジルアンモニウムヒドロキシド、トリブチルフェニルアンモニウムヒドロキシド、テトラフェニルアンモニウムヒドロキシド、ベンジルトリフェニルアンモニウムヒドロキシド、メチルトリフェニルアンモニウムヒドロキシド、ブチルトリフェニルアンモニウムヒドロキシドなどが挙げられる。
アミン系化合物類の具体例としては、4−アミノピリジン、2−アミノピリジン、N,N−ジメチル−4−アミノピリジン、4−ジエチルアミノピリジン、2−ヒドロキシピリジン、2−メトキシピリジン、4−メトキシピリジン、2−ジメチルアミノイミダゾール、2−メトキシイミダゾール、イミダゾール、2−メルカプトイミダゾール、2−メチルイミダゾール、アミノキノリンなどが挙げられる。
【0019】
これらエステル交換触媒のうち、実用的にはアルカリ金属化合物類、塩基性アンモニウム化合物類、塩基性リン化合物類が望ましく、特にアルカリ金属化合物類が好ましい。
【0020】
触媒の使用量は、芳香族ジヒドロキシ化合物類(b1)1モルに対して、1×10−9〜1×10−3モルの範囲で選ぶことができる。特にアルカリ金属化合物類、アルカリ土類金属化合物類では、通常は芳香族ジヒドロキシ化合物類(b1)1モルに対して1×10−9〜1×10−4モル、好ましくは1×10−8〜1×10−5モルの範囲で選ばれる。塩基性ホウ素化合物類、塩基性リン化合物類、塩基性アンモニウム化合物類またはアミン系化合物類などの塩基性化合物類では、芳香族ジヒドロキシ化合物類(b1)1モルに対して1×10−9〜1×10−3モル、好ましくは1×10−7〜1×10−4モルの範囲で選ばれる。
触媒量が上記範囲より少ない場合には、所定の分子量、所望の末端OH基量を有する芳香族ポリカーボネート樹脂(B)を製造するのに必要な重合活性が得られず、上記範囲より多い場合は、後記する環状オリゴマー量の増加、ポリマー色調の悪化、耐熱性の低下、耐加水分解性の低下や、ゲルの発生による異物量が増大するなど、好ましくない。
【0021】
本発明に用いる芳香族ポリカーボネート樹脂(B)は、分子量が粘度平均分子量で10000〜50000の範囲が好ましい。10000未満では芳香族ポリカーボネート樹脂の機械的強度が十分ではなく、50000以上では溶融粘度が高くなり過ぎて成形性に問題がある。上記範囲で好ましいのは12000〜40000であり、中でも特に好ましいのは20000〜25000である。なお、本発明において粘度平均分子量(Mv)とは、塩化メチレンを溶媒とし、ウベローデ粘度計によって20℃の温度で極限粘度[η]を測定し、次式、すなわち、[η]=1.23×10−4×(Mv)0.83、により算出した値を意味する。
【0022】
芳香族ポリカーボネート樹脂(B)の末端OH水酸基濃度は、(B)を用いて異形押出成形する際に、押出機の先端に取り付けた金型と成形体の間の滑り性に大きな影響を及ぼし、滑り性が悪いと、成形体の表面に皺が発生し、外観が悪くなる。発明者の実験によれば、成形体の外観を良好にする為には、下記式(I)で示される末端基と下記式(II)で示される末端基との数的存在比が、1/25〜3/5の範囲内とするのが好ましい。より好ましくは1/20〜1/2、更に好ましくは2/25〜2/5の範囲である。この数的存在比算出のための定量測定方法には、核磁気共鳴吸収法を採用する。
【0023】
式(I)
【化5】
式(II)
【化6】
式中、R1及びR2は各々独立して、水素原子またはアルキル基を表す。
【0026】
上記の特性を有する芳香族ポリカーボネート樹脂(B)は、前記芳香族ジヒドロキシ化合物類(b1)と、前記炭素結合を導入し得る化合物類(b2)とを選び、通常は上記エステル交換触媒を使用して製造される。エステル交換反応を行う際には、温度は140〜320℃の範囲、ならびに圧力は常圧または減圧が選ばれ、芳香族ヒドロキシ化合物などの副生成物を除去しながら、溶融重縮合反応を行うことができる。溶融重縮合反応は、バッチ式または連続式で行うことができるが、製品の安定性などの観点から連続式で行うことが好ましい。反応は通常、温度、圧力条件を変化させた2段以上の多段工程で行われる。各段階の反応温度は、上記範囲内で反応生成物が溶融状態にあれば特に制限はなく、また反応時間は、反応の進行の程度により適宜定められるが、0.1〜10時間で選ばれる。具体的には、第1段目の反応は常圧または減圧下で、温度は140〜260℃、好ましくは180〜240℃で、反応時間は0.1〜5時間、好ましくは0.5〜3時間反応させる。ついで反応系の減圧度を上げながら反応温度を高め、最終的には2mmHg以下の減圧下、240〜320℃の温度で重縮合反応を行う。
【0027】
溶融重縮合反応を行う装置には特に制限がなく、槽型、管型または塔型のいずれの型式であってもよく、各種の撹拌翼を備えた縦型重合槽、横型一軸撹拌翼型または横型二軸撹拌翼型などの重合槽を使用することができる。ここで最終重合槽は横型であることが好ましい。溶融重縮合反応中の雰囲気は特に制限はないが、反応生成物の品質の観点から、窒素ガスなどの不活性ガス存在下または減圧下で行うのが好ましい。
【0028】
溶融重縮合反応終了後、製造された芳香族ポリカーボネート樹脂は通常、ペレットとして回収されるが、その際、生成した芳香族ポリカーボネート樹脂中に残存するモノマーや副生物などの低分子量成分を除去するために、ベント式押出機で溶融混練しつつ強制的に揮発させるのがよい。芳香族ポリカーボネート樹脂(B)中の残存モノマーとしては、芳香族ジヒドロキシ化合物類、炭酸ジエステル類、これらの重縮合反応時の副生物および末端停止剤であるものモノヒドロキシ化合物類が挙げられる。
【0029】
溶融重縮合を行う際に触媒、特にアルカリ金属化合物類触媒を用いた場合には、エステル交換法ポリカーボネート中の残存触媒を、失活剤によって中和するのが好ましい。残存触媒を中和する失活剤としては、例えばイオウ含有酸性化合物類またはそれより形成される誘導体類が挙げられる。失活剤の使用量は、触媒のアルカリ金属化合物類の量に対して0.5〜10当量が好ましく、1〜5当量が特に好ましい。生成する芳香族ポリカーボネート樹脂を基準とする場合には、通常1〜100ppmの範囲であり、特に好ましいのは1〜20ppmである。
イオウ含有酸性化合物類またはそれより形成される誘導体類の例としては、スルホン酸、スルフィン酸、硫酸またはそれらのエステル類であり、具体的にはジメチル硫酸、ジエチル硫酸、p−トルエンスルホン酸、そのメチル、エチル、ブチル、オクチルおよびフェニルエステル類、ベンゼンスルホン酸、そのメチル、エチル、ブチル、オクチル、フェニルおよびドデシルエステル類、ベンゼンスルフィン酸、トルエンスルフィン酸、ナフタレンスルホン酸などが挙げられる。これらの化合物のうち、p−トルエンスルホン酸のエステルまたはベンゼンスルホン酸のエステル類が好ましく、これらの化合物は1種でも2種以上を併用することもできる。
【0030】
生成した芳香族ポリカーボネート樹脂(B)に、上記失活剤を添加する方法については、特に限定されるものではなく、従来から知られている方法によることができる。例えば、上記の失活剤を直接または希釈剤で希釈して、溶融または固体状態にある生成した芳香族ポリカーボネート樹脂に添加し、混合する方法によることができる。具体的には重縮合反応器、反応器からの樹脂移送ライン、または押出機で溶融混練する際のいずれかで失活剤を添加することにより、芳香族ポリカーボネート樹脂に混合することができる。また、ミキサーなどで芳香族ポリカーボネート樹脂のペレット、フレークまたは粉末などに失活剤を混合した後、押出機によって溶融混練する方法であってもよい。
【0031】
本発明で用いる芳香族ポリカーボネート樹脂組成物(A)は、芳香族ポリカーボネート樹脂(B)100重量部に対し、分子量が500以上である滑剤(C)を0.001〜10重量部含有する。滑剤の含有量は、0.01〜1重量部が好ましく、0.1〜0.5重量部がより好ましい。
【0032】
前記滑剤(C)は、好ましくは炭化水素系、高級脂肪酸若しくは高級アルコ−ル系、及びエステル系より選ばれる。特に、高級脂肪酸の高級アルコールエステルが好ましく、例えばペンタエリスリトールテトラステアレート、ステアリルステアレート、ベヘニルベヘネード等が挙げられる。中でも、4価以上の多価アルコ−ルの高級脂肪酸エステルが好ましく、特に多価アルコ−ルの高級脂肪酸エステルで、1分子中に2箇所以上のエステル結合を含むものが好ましい。特にペンタエリスリトールテトラステアレートが好ましい。炭化水素系の滑剤としては、流動パラフィン、パラフィンワックス、ポリエチレンワックス等;高級脂肪酸系の滑剤としては、ステアリン酸、12−ヒドロキシステアリン酸等;高級アルコール系の滑剤としては、ステアリルアルコール等が挙げられる。
【0033】
本発明では、更に、芳香族ポリカーボネート樹脂100重量部に対し、リン系酸化防止剤を50〜1000ppm含有させるのが好ましい。リン系酸化防止剤としては、例えばトリスノニルフェニルホスファイト、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト、ジステアリルペンタエリスリトールジホスファイト、ビス(2,4−ジ−t−ブチルフェニル)ペンタエリスリトールホスファイト、ビス(2,6ジ−t−ブチル−4−メチルフェニル)ペンタエリスリトールホスファイト、2,2−メチレンビス(4,6−ジ−t−ブチルフェニル)オクチルホスファイト、テトラキス(2,4−ジ−ブチルフェニル)−4,4‘−ビフェニレン−ジ−ホスホナイト等が挙げられるが、中でも特にトリス(2,4−ジ−t−ブチルフェニル)ホスファイトが好ましい。これらのリン系酸化防止剤は単独でもよいし、2種以上を併用してもよい。
【0034】
また、本発明では、芳香族ポリカーボネート樹脂100重量部に対し、酸化防止剤、好ましくはフェノール系酸化防止剤を200〜5000ppm含有するのが好ましい。フェノール系酸化防止剤としては、2,6−ジ−オブチル−4−メチルフェノール、n−オクタデシル−3−(3’,5’−ジ−t−ブチル−4’−ヒドロキシフェニル)プロピオネート、テトラキス[メチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]メタン、トリス(3,5−ジ−t−ブチル−4―ヒドロキシベンジル)イソシアヌレート、4,4‘−ブチリデンビス−(3−メチル−6−t−ブチルフェノール)、トリエチレングリコール−ビス[3−(3−t−ブチル−ヒドロキシ−5−メチルフェニル)プロピオネート]、3,9−ビス{2−[3−(3−t−ブチル−4−ヒドロキシ−5−メチルフェニル)プロピオニルオキシ]−1,1−ジメチルエチル}−2,4,8,10−テトラオキサスピロ[5,5]ウンデカン等が挙げられるが、中でも、テトラキス[メチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]メタンが好ましい。これらの酸化防止剤は単独でもよいし、2種以上を併用してもよい。
【0035】
本発明では、更に、例えば屋外で使用する建材用などの場合、芳香族ポリカーボネート樹脂100重量部に対し、紫外線吸収剤、好ましくはベンゾトリアゾール系紫外線吸収剤を500〜15000ppm含有させるのが好ましい。ベンゾトリアゾール系紫外線吸収剤としては、例えば2−(2’−ヒドロキシ−5’−メチルフェニル)ベンゾトリアゾール、2[2’−ヒドロキシ−3’,5’−ビス(α,α−ジメチルベンジル)フェニル]−ベンゾトリアゾール、2−(2’−ヒドロキシ−3’,5’−ジ−t−ブチルフェニル)−ベンゾトリアゾール、2−(2’−ヒドロキシ−3’−tert−ブチル−5’−メチルフェニル)−5−クロロベンゾトリアゾール、2−(2’−ヒドロキシ−3’,5’−ジ−tert−ブチルフェニル)−5−クロロベンゾトリアゾール、2−(2’−ヒドロキシ−3’,5’−ジ−t−アミル)−ベンゾトリアゾール、2−(2’−ヒドロキシ−5’−t−オクチルフェニル)ベンゾトリアゾール、2,2’−メチレンビス[4−(1,1,3,3−テトラメチルブチル)−6−(2N−ベンゾトリアゾール−2−yl)フェノールが挙げられるが、中でもトリス(2,4−ジ−t−ブチルフェニル)ホスファイトが好ましい。これらの紫外線吸収剤は単独でもよいし、2種以上を併用してもよい。
【0036】
本発明では、必要に応じて、更に該芳香族ポリカーボネート樹脂組成物に対し、上記以外の熱安定剤、紫外線吸収剤、離型剤、難燃剤、顔料や染料などの着色剤、帯電防止剤、アンチブロッキング剤、滑剤、防曇剤、熱線吸収剤、天然油、合成油、ワックス、ガラス繊維や炭素繊維などの有機系または無機系充填剤、ポリエチレンテレフタレートなどの他の熱可塑性樹脂を添加することもできる。
【0037】
上記したような芳香族ポリカーボネート樹脂組成物は、当該エステル交換法で製造された芳香族ポリカーボネート樹脂と滑剤とを所定の配合比率で、さらに所望により、成形のため又は成形体に必要な物性を与えるために添加剤を添加して、通常の配合方法により製造される。特に、例えばシリンダー温度280℃、スクリュー回転数80rpm、単軸押出し機などの条件により、溶融混練で配合、製造されるのがよい。なお、滑剤、ならびに所望により添加される各種添加剤や他の熱可塑性樹脂等の配合方法は特に限定されないが、芳香族ポリカーボネート樹脂がエステル交換法により製造された後、溶融状態にある間に、所定の量を添加することもできるし、また、芳香族ポリカーボネート樹脂を製造後、一旦ペレット化した芳香族ポリカーボネート樹脂を、再度溶融して添加することもできる。かかる添加方法としては、溶融混練が充分に行われる段階で数回に分割して供給する方法、溶融混練の初期に同時に添加する方法が挙げられる。要するに、本発明では、該滑剤や添加剤等の全配合量が、ベースとなる芳香族ポリカーボネート樹脂に、均一に配合する方法であれば、特に限定されない。
【0038】
これら滑剤や各種添加剤、ならびに他の熱可塑性樹脂の添加量は、上記の範囲内でそれぞれ使用されるが、本発明の目的を損なわない範囲とするのが好ましい。特に、グレージング用途などの視認性を要求される用途では、ヘイズが低いことが好ましく、芳香族ポリカーボネート樹脂に添加する物質が充填剤、他の熱可塑性樹脂の場合には、成形体の透明度が低下することがあり、この場合の添加量はヘイズが一定値以下となる量とすることが好ましい。芳香族ポリカーボネート樹脂組成物のヘイズは、内面を800番以上番手の研磨剤で研磨した金型を用い、射出成形法によって成形した厚さが3mmの平板について、測定した値が50%以下が好ましく、さらに好ましくは20%以下であり、特に好ましくは5%以下である。
【0039】
本発明の異形押出成形体は、前記樹脂組成物を異形押出法によって成形してなる成形体である。異形押出法は、通常、先端に希望の形状を形作るための金型(賦形ダイ)を取り付けた押出し機により、押出機内で可塑化された前記樹脂組成物を、この金型を通して、連続的に一定の断面形状で押し出す工程と、押出された溶融状態の樹脂を冷却固化する工程とからなり、複雑な形状の成形体が得られる成形方法である。該金型の形状を種々換えることにより、望みの断面形状の異形押出成形体が得られるが、断面形状としては比較的単純なコの字型、中空角形、中空リブ付きのようなものから窓枠材のような複雑な断面形状のものにまで適用できる。用途としては窓枠、外壁材、机の引き出し、エッジ材、OA機器のパネルなどが挙げられるが、特に限定されない。
【0040】
本発明の成形体は、例えば、建材等の用途に使用でき、中でも、ツインウォール成形体、又は3層以上のウォールを有する成形体に使用されるのが最も適している。図1(a)にツインウォール成形体、及び図1(b)に3層のウォールを有する成形体の断面斜視図を示す。図1(a)のツインウォールは、対向する2つのウォール部10と、その間に、ウォール部10に垂直で且つ互いに平行な複数の柱部12とを有する。図1(b)の成形体は、対向する3つのウォール部10と、2つのウォール部10の間にそれぞれ、ウォール部10に垂直で且つ互いに平行な複数の柱部12とを有する構造である。図1(a)および(b)の成形体は、断面が、各々の断面aおよびa’と同一である金型が先端に取り付けられた押出機により押出成形することによって得られる。
【0041】
本発明では、前記芳香族ポリカーボネート樹脂組成物を用いることにより、従来、ポリカーボネート樹脂を異形押出、特に高速度で異形押出する際に、成形体の表面に皺状の部分が生じて、外観が悪くなるという問題を解決している。従って、特に、押出速度(線速度)を0.01以上(通常、0.01〜0.1m/s)の高速で、異形押出し成形する場合において、特に好適であり、生産性を向上させることができる。
【0042】
本発明の異形押出成形体は、用途によっては、表面の少なくとも一部に、ハードコート層、導電層、帯電防止層、防曇層、赤外線吸収層、光反射性被膜、印刷層及び耐候性向上のための層から選ばれる少なくとも1種の機能層が設けられているのが好ましい。これらの機能層を設ける方法は特に限定されるものではなく、従来公知の方法によることができる。例えば、異形押出する際に、表面に共押出等の手段を用いて、芳香族ポリカーボネート樹脂成形体の表面に直接設けることもできるし、機能性層を別途熱可塑性樹脂製フィルムまたはシートの表面に形成し、これらと芳香族ポリカーボネート樹脂成形体とを積層一体化して、機能層を有する成形体とすることもできる。このとき熱可塑性樹脂製フィルムまたはシートを構成する樹脂は、特に制限はないが、芳香族ポリカーボネート樹脂、ポリメチルメタクリレートのようなアクリル系樹脂が好ましい。
【0043】
芳香族ポリカーボネート樹脂成形体の表面に直接、または熱可塑性樹脂フィルムまたはシートの表面に、ハードコート層を設けるには、必要があれば、あらかじめプライマー層を設け、その上にエポキシ系、アクリル系、アミノ樹脂系、ポリシロキサン系、コロイダルシリカ系などのハードコート剤を塗布し、熱または紫外線などの手段により硬化する方法等を挙げることができる。防曇層を設けるには、通常水溶性または親水性樹脂と界面活性剤を必須成分として含有する防曇塗料を塗布し、硬化する方法を挙げることができる。
そのほか、帯電防止層、反射防止層、熱線遮断層なども、これらの機能を与える塗料を塗布し、硬化させるか、またはこれらの機能を有する薄膜層を真空蒸着法などの方法により、設けることができる。また、これらの機能性層を複合層として、二種以上の機能を同時に備えたものとすることもできる。さらに、これらの機能性層の他にまたはこれら機能性層に、印刷などにより予め美装用塗装処理を施して優れた意匠性を発揮する印刷層を設けることもできる。
【0044】
【実施例】
以下本発明についての実施例について詳細に説明するが、本発明はその主旨を越えない限り、以下の実施例に限定されるものではない。
[実施例1]
ジフェニルカーボネートとビスフェノールAとをエステル交換させて得た芳香族ポリカーボネート樹脂を用いた。該樹脂の粘度平均分子量は23000であり、前記式(I)で示される末端基と前記式(II)で示される末端基との比は1/5であった。この芳香族ポリカーボネート樹脂100重量部に対し、ペンタエリスリトールテトラステアレート(日本油脂(株)製、商標名:H476)0.3重量部、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト(旭電化(株)製、商標名アデカスタブ2112)0.02重量部、2−(2’−ヒドロキシ−5’−t−オクチルフェニル)ベンゾトリアゾ−ル(シプロ化成製、商標名:SEESORB709)0.25重量部、及びテトラキス[メチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネ−ト]メタン(チバ・スペシャルティ・ケミカルズ(株)製、商標名:Irganox1010)0.1重量部の割合で混合し、練り込みを行った。この樹脂ペレットを、φ50mm単軸押出し機(GMエンジニアリング社製)を用いて、樹脂温度270℃、ダイヘッド部の外径4.1mm、内径3.8mm、押出速度(線速度)0.08m/sの条件で、ツィンウォール状に異形押出しを行い、ツインウォール成形体を得た(図1(a)の成形体と同形状であり、ウォール部10の厚さ0.3mm、2つのウォール部10間の距離6.0mm、柱部12の厚さ0.3mm、柱部12間の距離6.1mmであった)。
作製したツインウォール成形体の表面には皺が寄ることなく、安定して成形が可能であり、外観良好な成形体が得られた。また、無色透明の成形体が得られた。
【0045】
[比較例1]
実施例1においてペンタエリスリトールテトラステアレートの替わりに、ステアリン酸モノグリセライド(理研ビタミン社製、商標名:S100A)を0.1重量部配合した以外は、実施例と同様にして練り込みを行った。この樹脂ペレットを、実施例1と同一の押出機及び押出条件で異形押出したところ、成形体表面に皺が発生し、外観不良の成形体となった。
【0046】
[実施例2]
実施例1において、テトラキス[メチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]メタンを除いた以外は、実施例1と同様にして練り込み、異形押出を行ったところ、皺は発生しなかったが、成形体の色が若干黄ばんでいた。
【0047】
[実施例3]
実施例1において、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト及びテトラキス[メチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネート]メタンを除いた以外は、実施例1と同様にして練り込み、異形押出を行ったところ、皺は発生しなかったが、成形体の色が実施例2で得られた成形体より更に黄ばんでいた。
【0048】
【発明の効果】
本発明によれば、芳香族ポリカーボネート樹脂組成物の異形押出の際に、高速で行っても成形体表面に皺が寄らず、外見が良好になる。本発明は、特に異形押出成形体、中でもツインウォール等の成形体を安価で簡便な方法で効率的に製造するのに適している。
【図面の簡単な説明】
【図1】図1(a)はツインウォール成形体の一例の、図1(b)は3層のウォールを有する成形体の一例の断面斜視図である。
【符号の説明】
10 ウォール部
12 柱部
a、a’ 断面
Claims (13)
- エステル交換法で製造された芳香族ポリカーボネート樹脂100重量部に対し、分子量が500以上である滑剤を0.001〜10重量部含有する芳香族ポリカーボネート樹脂組成物を用いてなる異形押出成形体。
- 前記滑剤が、4価以上の多価アルコ−ルの高級脂肪酸エステルである請求項1に記載の異形押出成形体。
- 前記滑剤が、4価以上の多価アルコ−ルの高級脂肪酸エステルで、且つ1分子中に2箇所以上のエステル結合を含む請求項1又は2に記載の異形押出成形体。
- 前記滑剤が、ペンタエリスリトールテトラステアレートである請求項1〜3のいずれか1項に記載の異形押出成形体。
- 前記芳香族ポリカーボネート樹脂が、下記式(I)で示されるフェノール性末端基と下記式(II)示される非フェノール性末端基との数的存在比が1/25以上3/5以下である請求項1〜4のいずれか1項に記載の異形押出成形体。
式(I)
- 押出速度(線速度)が0.01m/s以上の範囲で押出し成形してなる請求項1〜5のいずれか1項に記載の異形押出成形体。
- 前記芳香族ポリカーボネート樹脂100重量部に対し、リン系酸化防止剤を50〜1000ppm含有する請求項1〜6のいずれか1項に記載の異形押出成形体。
- 前記リン系酸化防止剤が、トリス(2,4−ジ−t−ブチルフェニル)ホスファイトである請求項7に記載の異形押出成形体。
- 前記芳香族ポリカーボネート樹脂100重量部に対しフェノール系酸化防止剤を200〜5000ppm含有する請求項1〜8のいずれか1項に記載の異形押出成形体。
- 前記フェノール系酸化防止剤が、テトラキス[メチレン−3−(3,5−ジ−t−ブチル−4−ヒドロキシフェニル)プロピオネ−ト]メタンである請求項9に記載の異形押出成形体。
- 前記芳香族ポリカーボネート樹脂100重量部に対しベンゾトリアゾール系紫外線吸収剤を500〜15000ppm含有する請求項1〜10のいずれか1項に記載の異形押出成形体。
- 前記ベンゾトリアゾール系紫外線吸収剤が、2−(2’−ヒドロキシ−5’−t−オクチルフェニル)である請求項11に記載の異形押出成形体。
- ツインウォール成形体又は3層以上のウォールを有する成形体である請求項1〜12のいずれか1項に記載の異形押出成形体。
Priority Applications (8)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002285851A JP2004123792A (ja) | 2002-09-30 | 2002-09-30 | 異形押出成形体 |
| AU2003273584A AU2003273584A1 (en) | 2002-09-30 | 2003-09-26 | Polycarbonate-based resin composition for extrusion using sizing die and molded article |
| CN038216981A CN1681886B (zh) | 2002-09-30 | 2003-09-26 | 使用精整模的挤出成形用聚碳酸酯系树脂组合物和成形体 |
| CNA2008101840805A CN101444984A (zh) | 2002-09-30 | 2003-09-26 | 成形体 |
| PCT/JP2003/012314 WO2004031297A1 (ja) | 2002-09-30 | 2003-09-26 | サイジングダイを用いる押出成形用ポリカーボネート系樹脂組成物及び成形体 |
| EP03755683.4A EP1548064B1 (en) | 2002-09-30 | 2003-09-26 | Process for producing molded product of polycarbonate-based resin and use of polycarbonate-based resin composition for extrusion molding using sizing die |
| US10/527,352 US7326467B2 (en) | 2002-09-30 | 2003-09-26 | Polycarbonate-based resin composition for extrusion molding using sizing die and molded product |
| TW92126892A TW200412353A (en) | 2002-09-30 | 2003-09-29 | Polycarbonate-based resin composition for extrusion using sizing die and molded article |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002285851A JP2004123792A (ja) | 2002-09-30 | 2002-09-30 | 異形押出成形体 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004123792A true JP2004123792A (ja) | 2004-04-22 |
Family
ID=32279050
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002285851A Pending JP2004123792A (ja) | 2002-09-30 | 2002-09-30 | 異形押出成形体 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP2004123792A (ja) |
| CN (1) | CN101444984A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013540623A (ja) * | 2010-10-26 | 2013-11-07 | スティロン ヨーロッパ ゲゼルシャフト ミット ベシュレンクテル ハフツング | 多層カーボネートシート |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103717392B (zh) * | 2011-08-05 | 2016-02-03 | 三菱工程塑料株式会社 | 面板和面板设置结构 |
-
2002
- 2002-09-30 JP JP2002285851A patent/JP2004123792A/ja active Pending
-
2003
- 2003-09-26 CN CNA2008101840805A patent/CN101444984A/zh active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013540623A (ja) * | 2010-10-26 | 2013-11-07 | スティロン ヨーロッパ ゲゼルシャフト ミット ベシュレンクテル ハフツング | 多層カーボネートシート |
Also Published As
| Publication number | Publication date |
|---|---|
| CN101444984A (zh) | 2009-06-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5966251B2 (ja) | ポリカーボネート樹脂組成物及び成形品 | |
| JP6015022B2 (ja) | ポリカーボネート樹脂組成物及び成形品 | |
| JP6010919B2 (ja) | ポリカーボネート樹脂組成物 | |
| JPH059285A (ja) | ポリカーボネートの製造方法 | |
| WO2011071164A1 (ja) | ポリカーボネート樹脂組成物及び成形品 | |
| JP6515699B2 (ja) | ポリカーボネート樹脂組成物及びそれよりなる成形品 | |
| JP2008291055A (ja) | 末端変性ポリカーボネート樹脂組成物 | |
| JP5434571B2 (ja) | 透明樹脂組成物及び透明樹脂成形品 | |
| CN108779323A (zh) | 冲击性能改进的熔体聚碳酸酯 | |
| JP2013049847A (ja) | 自動車内装品 | |
| JP5655657B2 (ja) | Led信号用部材 | |
| CN103897164A (zh) | 用于薄膜的聚碳酸酯树脂、其制备方法及包含其的薄膜 | |
| JP2016156031A (ja) | ポリカーボネート樹脂組成物及び成形品 | |
| JP2014198761A (ja) | ポリカーボネート樹脂成形品 | |
| JP2004123792A (ja) | 異形押出成形体 | |
| JP2012041467A (ja) | ポリカーボネート樹脂組成物及び成形品 | |
| JP2012036271A (ja) | ポリカーボネート樹脂組成物及びポリカーボネート樹脂成形品 | |
| JP3841120B2 (ja) | ポリカーボネート樹脂組成物 | |
| JP6260287B2 (ja) | フィルム加飾の樹脂成形体及びその製造方法 | |
| JP2005146254A (ja) | 芳香族ポリカーボネート、その製造法、芳香族ポリカーボネート組成物、それを用いた中空容器、及びそれを用いた押出成型品 | |
| JP5652056B2 (ja) | 樹脂組成物及び樹脂成形体 | |
| KR102200878B1 (ko) | 폴리에스테르 카보네이트 공중합체 및 제조방법과 이를 이용한 성형품 | |
| JP6229782B2 (ja) | ポリカーボネート樹脂組成物及び成形品 | |
| JP2013049846A (ja) | 遮音部材 | |
| JP5895581B2 (ja) | ポリカーボネート樹脂組成物及び成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041109 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070410 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070525 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070619 |