JP2004122157A - 厚肉リム付プーリーの製造方法 - Google Patents
厚肉リム付プーリーの製造方法 Download PDFInfo
- Publication number
- JP2004122157A JP2004122157A JP2002288109A JP2002288109A JP2004122157A JP 2004122157 A JP2004122157 A JP 2004122157A JP 2002288109 A JP2002288109 A JP 2002288109A JP 2002288109 A JP2002288109 A JP 2002288109A JP 2004122157 A JP2004122157 A JP 2004122157A
- Authority
- JP
- Japan
- Prior art keywords
- thickening
- roller
- rim
- outer peripheral
- thick
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Pulleys (AREA)
- Forging (AREA)
Abstract
【課題】強度低下を伴うことなく、製造コストの低減を図ることにある。
【解決手段】増肉工程において少なくとも2つの増肉ローラが用いられ、第1の増肉ローラは、外周面に形成した一条溝の一方の側面の中心線に対する角度を他方の側面の中心線に対する角度より大きくし、第2の増肉ローラは、外周面に形成した一条溝の一方の側面の中心線に対する角度を前記第1の増肉ローラの一方の側面の角度より小さくすると共に、他方の側面の中心線に対する角度を前記第1の増肉ローラの一方の側面の角度より大きくしたことを特徴とする厚肉リム付プーリーの製造方法。
【選択図】 図1
【解決手段】増肉工程において少なくとも2つの増肉ローラが用いられ、第1の増肉ローラは、外周面に形成した一条溝の一方の側面の中心線に対する角度を他方の側面の中心線に対する角度より大きくし、第2の増肉ローラは、外周面に形成した一条溝の一方の側面の中心線に対する角度を前記第1の増肉ローラの一方の側面の角度より小さくすると共に、他方の側面の中心線に対する角度を前記第1の増肉ローラの一方の側面の角度より大きくしたことを特徴とする厚肉リム付プーリーの製造方法。
【選択図】 図1
Description
【0001】
【発明の属する技術分野】
この発明は、軸方向の一方に厚肉リムが形成された厚肉リム付プーリーの製造方法に関する。
【0002】
【従来の技術】
この種の厚肉リム付プーリーとしては、例えば特許文献1に示すものが知られている。この厚肉リム付プーリーは、ディスクに対して軸方向の一方の側に通常の厚さの円筒状のリムが形成され、他方の側に内側に肉厚を増した円筒状の厚肉リムが形成され、上記リムの外周面にVベルトが係合する複数のV溝を有する形状になっている。厚肉リムは、その他端面に複数のねじ孔を有しており、このねじ孔に螺合するボルトを介して動力伝達機構に連結されるようになっている。
【0003】
上記厚肉リム付プーリーの製造方法としては、例えば図4に示す方法が一般に用いられている。すなわち、所定の金属によって形成された断面が四角形の円環状の素材W1(図4(a))を熱間鍛造することにより、粗形状鍛造品A1(図4(b))を成形した後、当該粗形状鍛造品A1を荒切削加工することにより、荒削り中間品A2(図4(c))を成形し、当該荒削り中間品A2を仕上げ切削加工することにより完成品としての厚肉リム付プーリーA3(図4(d))を得るようになっている。
【0004】
上記のように構成された厚肉リム付プーリーの製造方法においては、熱間鍛造と機械加工を伴うため、材料のむだが多く、製造コストが高くなるという問題がある。
【0005】
このため、特許文献2に示すように、ローラを用いた転造により厚肉リム付プーリーを製造する方法が考えられるが、厚肉リムA4aとV溝A4bとを別々に成形することになるため、図5(b)に示すような不連な継ぎ目A4cが形成されることになる。すなわち、このようなローラ転造法を用いた場合には、外周が円形に形成された金属製の板状の素材W2(図5(a))を用い、この素材W2の外周部の一部を半径方向に押し込んで円筒部W2を成形した後、残りの外周部分にV溝A4bを転造することにより完成品としての厚肉リム付プーリーA5(図5(b))を得ることができるが、V溝A4bの下面を円筒部W2aの外周面に重ねるように塑性変形させることになり、厚肉リムA4aにおけるV溝A4bの底部近傍に環状に形成された径方向に不連な継ぎ目A4cが形成されることになる。
【0006】
【特許文献1】
特開2001−153152号公報
【0007】
【特許文献2】
特開2001−212626号公報
【0008】
【発明が解決しようとする課題】
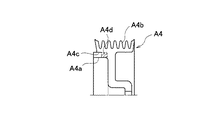
このため、上記ローラ転造法を用いた厚肉リム付プーリーの製造方法においては、材料のむだが少なく、製造コストの低減を図ることができるものの、不連な継ぎ目A4cがあるため、その分だけ厚肉リムを厚くしてねじ孔を成形する厚さを確保しなければならず、プーリーが重くなるという問題がある。特に、自動車エンジンの補機駆動用プーリーにおいては、慣性モーメントの低減のためプーリーの軽量化が望まれている。そして、上記プーリーにおいて軽量化のために、図6に示すように、斜線部A4dに肉抜き加工を行った場合には、継ぎ目A4cから内側の部分が分離されてしまい、本来の厚肉リム付プーリーの形状を保ち得なくなるため、軽量化が難しいという問題もある。
【0009】
この発明は、上記事情に鑑みてなされたものであり、強度低下を伴うことなく、軽量化を図ることのできる厚肉リム付プーリーの製造方法を提供することを課題としている。
【0010】
【課題を解決するための手段】
上記課題を解決するために、請求項1記載の発明は、外周が円形に形成された金属製の板状の素材の外周に増肉ローラを半径方向から押し当てることにより、前記素材の外周部に厚肉部を成形する増肉工程と、前記厚肉部に振分転造ローラを押し当てることにより、当該肉厚部を前記素材の左右両側に円筒状のリムを形成する振分工程と、当該リムの外周面にV溝成形ローラを押し当ててV溝を成形するV溝成形工程とを備えたプーリーの製造方法であって、増肉工程において少なくとも2つの増肉ローラが用いられ、第1の増肉ローラは、外周面に形成した一条溝の一方の側面の中心線に対する角度を他方の側面の中心線に対する角度より大きくし、第2の増肉ローラは、外周面に形成した一条溝の一方の側面の中心線に対する角度を前記第1の増肉ローラの一方の側面の角度より小さくすると共に、他方の側面の中心線に対する角度を前記第1の増肉ローラの一方の側面の角度より大きくしたことを特徴としている。
【0011】
請求項2記載の発明は、請求項1記載の発明において、前記第2の増肉ローラの外周面は、一条溝の一方の側面側の外径が前記第1の増肉ローラの外径より大きく形成されると共に、一条溝の他方の側面側は外径が第1の増肉ローラの外径より小さく形成されていることを特徴としている。
【0012】
請求項3記載の発明は、請求項1記載の発明において、前記振分転造ローラは、略中央に円弧状を有する突条が形成されると共に、少なくとも一方の側部に略中央の突条よりも高い突条が形成されていることを特徴としている。
【0013】
そして、上記のように構成された請求項1記載の発明においては、素材の外周部に一側面側に大きく増肉した厚肉部を形成した後に、この厚肉部をリムおよび厚肉リムに振り分ける転造加工をしているので、厚肉リムの外周面にV溝を成形することができて不連な継ぎ目が形成されることがない。また、第1の増肉ローラが板状素材の外周部に板状素材の面に対して一方側の側面を他方側の側面よりも大きく突出するように増肉し、次に第2の増肉ローラが一方側に大きく突出するように増肉した部分を更に半径方向に厚く増肉させると共に、他方側の側面を軸方向に大きく増肉することができるので、次の振分工程における肉厚の異なる左右の円弧状リムの形成が容易になると共に、肉欠けや巻き込みを防止することができる。
【0014】
更に、厚肉リムとV溝が一体で成形されているため、厚肉リムの内周面の基部に肉抜き加工を行なうことが可能となり、強度を低下させることなく軽量化を図ることができる。
【0015】
また、請求項2記載の発明においては、一方側に大きく突出するように増肉した部分を更に半径方向に厚く増肉できると共に、他方側は溝から出た部分を側方に逃がすようにして薄く大きく突出させることができる。
【0016】
また、請求項3記載の発明においては、略中央の突条が左右への肉の移動をスムーズにすると共に一方の側面に設けた突条が肉の移動を半径方向内方に拘束することで厚肉リムの内周面の肉欠けを防止できる。
【0017】
【発明の実施の形態】
以下、この発明の厚肉リム付プーリーの製造方法の一実施の形態およびこの実施の形態の実施に直接使用する厚肉リム付プーリーの製造装置について図1〜図3を参照して説明する。
【0018】
まず、厚肉リム付プーリーの製造装置について図2及び図3を参照して説明する。この厚肉リム付プーリーの製造装置は、円形の板状素材Waや板状素材の中央に円筒状のフランジを形成した後の素材Wbを冷間転造するための金型1とローラ群6とを備えている。
【0019】
素材Wbは、円板状に成形された鋼製(金属製)の素材Wa(図1(a))の軸心部に円筒状のフランジ部A7aをプレスにより絞り成形したものである。尚、特許文献2に示すように、転造により中心孔回りに円筒状のフランジ部を成形してもよい。
【0020】
金型1は、図3に示すように、回転金型2と、この回転金型2に素材Wbを押し付けた状態で当該回転金型2とともに回転する押さえ金型3とを備えている。回転金型2および押さえ金型3には、素材Wbを挟持する合わせ面2a、3aが形成されている。そして、回転金型2には、合わせ面2aに隣接する外周に厚肉リム付プーリーA7の厚肉リムA7c(図1(e))を形成するための厚肉リム用凹部2bが形成されており、押さえ金型3には、合わせ面3aに隣接する外周に厚肉リム付プーリーA7のリムA7b(図1(e))を形成するためのリム用凹部3bが形成されている。なお、厚肉リムA7cは、リムA7bに対して内側に肉厚を増したものとなっている。
【0021】
ローラ群6は、図2に示すように、第1増肉ローラ7と、第2増肉ローラ8と、第3増肉ローラ9と、振分転造ローラ10と、図示しないV溝転造ローラとを備えている。
【0022】
第1増肉ローラ7は、外周面に周方向に連続して形成された一条の溝7aを有しており、この溝7aを、金型1によって回転駆動される素材Wbの外周部に半径方向の外側から押し当てることにより、当該素材Wbの外周部に厚肉部A5aを成形するようになっている。
【0023】
この第1増肉ローラ7の溝7aは、底面7bが所定半径の円弧に形成されると共に、両側面7c,7dは中心線に対して外周面側が開くようにそれぞれが所定の角度α1,α2で形成されている。この角度はα1<α2となるように設定され、例えば、α1は5〜10度、α2は10〜15度に設定される。
【0024】
そして、この溝7aを回転駆動される素材Wbの外周部に半径方向の外側から押し当てることにより、素材Wbの外周部の両側部が膨らむように増肉すると共に、この増肉量は角度の大きい側の側面W2が大きくなる。
【0025】
次に、第2増肉ローラ8は、外周面に周方向に連続して形成された一条の溝8aを有しており、この溝8aを、厚肉部A5aを成形した素材Wbの外周部に半径方向の外側から押し当てることにより、素材Wbの外周部に厚肉部A5bを成形するようになっている。
【0026】
この第2増肉ローラの溝8aは、底面8bが前記第1増肉ローラ7の円弧7bよりも大きい半径の円弧に形成されると共に両側面8c,8dは中心線に対して外周面側が開くようにそれぞれが所定の角度α3,α4で形成されている。側面8cの角度α3は、第1増肉ローラ7の側面7cの角度α1と略同じで5〜10度に設定される。また、側面8dの角度α4は、第1増肉ローラ7の側面7dの角度α2よりも大きく、25〜35度に設定される。
【0027】
そして、この溝8aを厚肉部A5aを成形した素材Wbの外周部に半径方向の外側から押し当てることにより、側面W2側の増肉量を更に大きくしている。ここで、溝8aの角度が小さく設定された側面W1側の増肉量はほとんど変わることがなく、押しこまれた肉のほとんどが側面W2側に流れることになる。
【0028】
尚、この実施例では、素材Wbの一方の側面W2側の増肉量を、他方の側面W1側の増肉量に対して大きく増肉するのに2つの増肉ローラを用いているが、第2増肉ローラ8aを1つで行なうようにしてもよく、また、3つ以上の増肉ローラを用いて行なうようにしてもよい。これは、成形するリム部の幅や厚さ、素材の材質等の条件により決定される。また、この増肉ローラの溝の角度も同様である。
【0029】
次に、第3増肉ローラ9は、外周面に周方向に連続して形成された一条の溝9aを有しており、この溝9aを厚肉部A5bを形成した素材Wbの外周部に半径方向外側から押し当てることにより、素材Wbの外周部に厚肉部A5cを成形するようになっている。
【0030】
この第3増肉ローラ9の溝9aは、底面9bが前記第2増肉ローラ8の円弧8bと略同じ半径の円弧に形成されると共に、両側面9c,9dは中心線に対して外周面側が開くようにそれぞれが所定の角度α5、α6で形成されている。側面9dの角度α6は、第2増肉ローラ8の側面8dの角度α4よりも小さく、角度α6は20〜30度に設定される。また、側面9d側の外周面9fの回転中心からの径は、第2増肉ローラ8の側面8d側の外周面8fの回転中心からの径よりも大きく形成されている。側面9cの角度α5は、第2増肉ローラ8の側面8dの角度α4よりも大きく、角度α5は40〜50度に設定される。また、側面9c側の外周面9eの回転中心からの径は、第2増肉ローラ8の側面8c側の外周面8eの回転中心からの径よりも小さく形成されている。
【0031】
そして、この溝9aを厚肉部A5bを成形した素材Wbの外周部に半径方向から押し当てることにより、側面9d側の素材Wbの側面W2は側面から高く形成された部分が更に半径方向内方に厚くなるように増肉される。この時、側面9dは底面9bからの高さが高いため押しこまれた肉が側面9dから外れることなく、半径方向に流れる。
【0032】
また、側面9c側の素材Wbの側面W1は、側面9cによって側面から高くなる方向に増肉され、この増肉部の半径方向の厚さは薄くなる。この時、側面9cは底面9bからの高さが低いため、押しこまれた肉が側面9cから外れて軸方向に流れることができるようになっている。
【0033】
尚、この実施例では、外周部の厚肉部A5bを増肉して厚肉部A5cを成形するのに、1つの増肉ローラ9を用いて行なったが複数のローラを用いて段階的に行なうようにしてもよい。
【0034】
振分転造ローラ10は、外周面10aの中央及び一側部に周方向に連続して形成された2つの突条10b,10cを有しており、この外周面10aを上記厚肉部A5cに半径方向の外側から押し付けることにより、当該厚肉部A5cを軸方向の一方および他方の側に徐々に振り分けるとともに、厚肉リム用凹部2bおよびリム用凹部3b内に押圧して、円筒状のリムA7bおよび厚肉リムA7c(図1(d))を成形するようになっている。
【0035】
この振分転造ローラ10の略中央の突条10bは、先端が所定半径の円弧状に形成されると共に、素材Wbの側面W1側に対応する外周面10dは、突条10bから連続するなだらかな円弧に形成されている。また、素材Wbの側面W2側に対応する外周面10eには一側部側に中央の突条10bよりも高い突条10cが形成され、この突条10cと外周面10eが角を形成している。更に、この外周面10eには、外周面10dよりも低く形成されたくぼみ10fが形成され、このくぼみ10fは、V溝A7dの耳部の位置に対応しており、V溝成形時に耳部の肉が不足しないように形成されている。
【0036】
そして、この振分転造ローラ10の外周面10aを厚肉部A5cを成形した素材Wbの外周部に半径方向の外側から押し当てることで、略中央の突条10bにより、厚肉部A5cが左右に振り分けられ、側面W1の肉は外周面10dのなだらかな円弧によりスムーズに軸方向に流れて、円弧状のリムA7bが成形されると共に、側面W2側の肉は突条10cの側面に拘束されて軸方向へ流れることができないため半径方向の内方へ流れて厚肉リムA7cを成形するようになっている。
【0037】
尚、回転金型2の厚肉リム用凹部2bの隣には、振分転造ローラ10の突条10cが係合する凹部2cが形成されている。
【0038】
次に図示しないV溝転造ローラは、外周面に周方向に連続して形成された複数のV字状の凹凸を有しており、この凹凸をリムA7bおよび厚肉リムA7cの外周面に押圧することにより、当該リムA7bおよび厚肉リムA7cの外周面に複数のV溝A7dを成形するようになっている。すなわち、V溝転造ローラは、V溝A7dを成形することによって厚肉リム付プーリーA7(図1(e))を完成させるようになっている。
【0039】
次に、厚肉リム付プーリーの製造方法の一実施の形態を説明する。まず、プレスによる打ち抜き等によって中心に孔を有する円板状の素材Waを成形する(図1(a))。そして、素材Waの中心部を絞り成形することによって、当該中心部にフランジ部A7aを有する素材Wbを成形する(図1(b))。
【0040】
次に、素材Wbを金型1に設置して、回転する素材Wbの外周に第1,第2および第3の増肉ローラ7,8,9の溝7a,8a,9aを順次押し当てることにより、外周部に厚肉部A5cを有する第1の中間品A5を成形する(図1(c))。
【0041】
その後、回転する第1の中間品A5の外周部に振分転造ローラ10の外周面10aを押し当てることにより、厚肉部A5cを第1の中間品A5の軸方向の一方および他方の側に振り分けるとともに、金型1の厚肉リム用凹部2bおよびリム用凹部3b内に押圧成形して、円筒状のリムA7bおよび厚肉リムA7cを成形する(図1(d))。
【0042】
次いで、回転する第2の中間品A6のリムA7bおよび厚肉リムA7cの外周面にV溝転造ローラを押し当てることにより、当該外周面に複数のV溝A7dを成形する(図1(e))。これにより、外周面にVベルトが係合する複数のV溝A7dを有する厚肉リム付プーリーA7が完成する。
【0043】
上記のように構成された厚肉リム付プーリーの製造装置を用いた厚肉リム付プーリーの製造方法によれば、素材Wbの外周部に一方側へ大きく突出した厚肉部A5cを成形した後に、この厚肉部A5cをリムA7bおよび厚肉リムA7cに振り分ける転造加工をしているので、厚肉リムA7cの外周面にV溝A7dが成形されて不連な継ぎ目が形成されることがない。そして、このような継ぎ目が形成されることがないことから、図1(e)に示すように、強度的、機能的に必要としない厚肉リムA7cの内周面基部である斜線部A7eに肉抜き加工を行なうことが可能となり、強度を低下させることなく軽量化することが可能となる。
【0044】
尚、厚肉リムA7cの端面には特許文献1と同様にボルトを固定するねじ孔が成形される。また、増肉からV溝の成形まで転造加工により連続して成形することができ、機械加工を要しないので、製造時間の短縮および製造コストの低減を図ることができる。したがって、成形時の材料のむだを少なくできると共に、成形されるプーリーの強度低下を伴うことなく、軽量化を図ることができ、製造コストの安い厚肉プーリーの製造方法を提供できる。
【0045】
【発明の効果】
請求項1記載の発明においては、素材の外周部に一側面側に大きく増肉した厚肉部を形成した後に、この厚肉部をリムおよび厚肉リムに振り分ける転造加工をしているので、厚肉リムの外周面にV溝を成形することができて不連な継ぎ目が形成されることがない。したがって、強度を低下させることなく軽量な厚肉リム付プーリーを製造できる。また、素材の外周部を一側面側に大きく増肉した後、この一側面側を半径方向内方へ厚く増肉させると共に、他側面側を軸方向へ大きく薄く増肉しているので、次の振分工程における肉厚の異なる左右の円筒状リムの成形が容易にできると共に、肉欠けや巻き込みを防止できる。
【0046】
また、請求項2記載の発明においては、一方側に大きく突出するように増肉した部分を更に半径方向に厚く増肉できると共に、他方側は溝から出た部分を軸方向に逃がすようにして薄く大きく突出させることができる。
【0047】
また、請求項3記載の発明によれば、略中央の突条が左右への肉の移動をスムーズにすると共に、一方の側面に設けた突条が肉の移動を半径方向内方に拘束することで厚肉リムの内周面の肉欠けを防止できる。
【図面の簡単な説明】
【図1】この発明の一実施の形態として示した厚肉リム付プーリーの製造方法を示す図であって、厚肉リム付プーリーにおける素材から完成品までの各段階の形状を示す断面図である。
【図2】同厚肉リム付プーリーの製造方法で直接使用するローラ群を示す説明図である。
【図3】同厚肉リム付プーリーの製造方法で直接使用する厚肉リム付プーリーの製造装置を示す断面図である。
【図4】従来の厚肉リム付プーリーの製造方法を示す図であって、厚肉リム付プーリーにおける素材から完成品までの各段階の形状を示す断面図である。
【図5】他の従来の厚肉リム付プーリーの製造方法を示す図であって、厚肉リム付プーリーにおける素材および完成品の形状を示す断面図である。
【図6】同厚肉リム付プーリーの製造方法によって製造した厚肉リム付プーリーの問題点を示す断面図である。
【符号の説明】
7 第1増肉ローラ(第1の増肉ローラ)
8 第2増肉ローラ(第1の増肉ローラ)
9 第3増肉ローラ(第2の増肉ローラ)
10 振分転造ローラ
A5a 厚肉部
A7 厚肉リム付プーリー
A7b リム
A7c 厚肉リム
A7d V溝
Wb 素材
【発明の属する技術分野】
この発明は、軸方向の一方に厚肉リムが形成された厚肉リム付プーリーの製造方法に関する。
【0002】
【従来の技術】
この種の厚肉リム付プーリーとしては、例えば特許文献1に示すものが知られている。この厚肉リム付プーリーは、ディスクに対して軸方向の一方の側に通常の厚さの円筒状のリムが形成され、他方の側に内側に肉厚を増した円筒状の厚肉リムが形成され、上記リムの外周面にVベルトが係合する複数のV溝を有する形状になっている。厚肉リムは、その他端面に複数のねじ孔を有しており、このねじ孔に螺合するボルトを介して動力伝達機構に連結されるようになっている。
【0003】
上記厚肉リム付プーリーの製造方法としては、例えば図4に示す方法が一般に用いられている。すなわち、所定の金属によって形成された断面が四角形の円環状の素材W1(図4(a))を熱間鍛造することにより、粗形状鍛造品A1(図4(b))を成形した後、当該粗形状鍛造品A1を荒切削加工することにより、荒削り中間品A2(図4(c))を成形し、当該荒削り中間品A2を仕上げ切削加工することにより完成品としての厚肉リム付プーリーA3(図4(d))を得るようになっている。
【0004】
上記のように構成された厚肉リム付プーリーの製造方法においては、熱間鍛造と機械加工を伴うため、材料のむだが多く、製造コストが高くなるという問題がある。
【0005】
このため、特許文献2に示すように、ローラを用いた転造により厚肉リム付プーリーを製造する方法が考えられるが、厚肉リムA4aとV溝A4bとを別々に成形することになるため、図5(b)に示すような不連な継ぎ目A4cが形成されることになる。すなわち、このようなローラ転造法を用いた場合には、外周が円形に形成された金属製の板状の素材W2(図5(a))を用い、この素材W2の外周部の一部を半径方向に押し込んで円筒部W2を成形した後、残りの外周部分にV溝A4bを転造することにより完成品としての厚肉リム付プーリーA5(図5(b))を得ることができるが、V溝A4bの下面を円筒部W2aの外周面に重ねるように塑性変形させることになり、厚肉リムA4aにおけるV溝A4bの底部近傍に環状に形成された径方向に不連な継ぎ目A4cが形成されることになる。
【0006】
【特許文献1】
特開2001−153152号公報
【0007】
【特許文献2】
特開2001−212626号公報
【0008】
【発明が解決しようとする課題】
このため、上記ローラ転造法を用いた厚肉リム付プーリーの製造方法においては、材料のむだが少なく、製造コストの低減を図ることができるものの、不連な継ぎ目A4cがあるため、その分だけ厚肉リムを厚くしてねじ孔を成形する厚さを確保しなければならず、プーリーが重くなるという問題がある。特に、自動車エンジンの補機駆動用プーリーにおいては、慣性モーメントの低減のためプーリーの軽量化が望まれている。そして、上記プーリーにおいて軽量化のために、図6に示すように、斜線部A4dに肉抜き加工を行った場合には、継ぎ目A4cから内側の部分が分離されてしまい、本来の厚肉リム付プーリーの形状を保ち得なくなるため、軽量化が難しいという問題もある。
【0009】
この発明は、上記事情に鑑みてなされたものであり、強度低下を伴うことなく、軽量化を図ることのできる厚肉リム付プーリーの製造方法を提供することを課題としている。
【0010】
【課題を解決するための手段】
上記課題を解決するために、請求項1記載の発明は、外周が円形に形成された金属製の板状の素材の外周に増肉ローラを半径方向から押し当てることにより、前記素材の外周部に厚肉部を成形する増肉工程と、前記厚肉部に振分転造ローラを押し当てることにより、当該肉厚部を前記素材の左右両側に円筒状のリムを形成する振分工程と、当該リムの外周面にV溝成形ローラを押し当ててV溝を成形するV溝成形工程とを備えたプーリーの製造方法であって、増肉工程において少なくとも2つの増肉ローラが用いられ、第1の増肉ローラは、外周面に形成した一条溝の一方の側面の中心線に対する角度を他方の側面の中心線に対する角度より大きくし、第2の増肉ローラは、外周面に形成した一条溝の一方の側面の中心線に対する角度を前記第1の増肉ローラの一方の側面の角度より小さくすると共に、他方の側面の中心線に対する角度を前記第1の増肉ローラの一方の側面の角度より大きくしたことを特徴としている。
【0011】
請求項2記載の発明は、請求項1記載の発明において、前記第2の増肉ローラの外周面は、一条溝の一方の側面側の外径が前記第1の増肉ローラの外径より大きく形成されると共に、一条溝の他方の側面側は外径が第1の増肉ローラの外径より小さく形成されていることを特徴としている。
【0012】
請求項3記載の発明は、請求項1記載の発明において、前記振分転造ローラは、略中央に円弧状を有する突条が形成されると共に、少なくとも一方の側部に略中央の突条よりも高い突条が形成されていることを特徴としている。
【0013】
そして、上記のように構成された請求項1記載の発明においては、素材の外周部に一側面側に大きく増肉した厚肉部を形成した後に、この厚肉部をリムおよび厚肉リムに振り分ける転造加工をしているので、厚肉リムの外周面にV溝を成形することができて不連な継ぎ目が形成されることがない。また、第1の増肉ローラが板状素材の外周部に板状素材の面に対して一方側の側面を他方側の側面よりも大きく突出するように増肉し、次に第2の増肉ローラが一方側に大きく突出するように増肉した部分を更に半径方向に厚く増肉させると共に、他方側の側面を軸方向に大きく増肉することができるので、次の振分工程における肉厚の異なる左右の円弧状リムの形成が容易になると共に、肉欠けや巻き込みを防止することができる。
【0014】
更に、厚肉リムとV溝が一体で成形されているため、厚肉リムの内周面の基部に肉抜き加工を行なうことが可能となり、強度を低下させることなく軽量化を図ることができる。
【0015】
また、請求項2記載の発明においては、一方側に大きく突出するように増肉した部分を更に半径方向に厚く増肉できると共に、他方側は溝から出た部分を側方に逃がすようにして薄く大きく突出させることができる。
【0016】
また、請求項3記載の発明においては、略中央の突条が左右への肉の移動をスムーズにすると共に一方の側面に設けた突条が肉の移動を半径方向内方に拘束することで厚肉リムの内周面の肉欠けを防止できる。
【0017】
【発明の実施の形態】
以下、この発明の厚肉リム付プーリーの製造方法の一実施の形態およびこの実施の形態の実施に直接使用する厚肉リム付プーリーの製造装置について図1〜図3を参照して説明する。
【0018】
まず、厚肉リム付プーリーの製造装置について図2及び図3を参照して説明する。この厚肉リム付プーリーの製造装置は、円形の板状素材Waや板状素材の中央に円筒状のフランジを形成した後の素材Wbを冷間転造するための金型1とローラ群6とを備えている。
【0019】
素材Wbは、円板状に成形された鋼製(金属製)の素材Wa(図1(a))の軸心部に円筒状のフランジ部A7aをプレスにより絞り成形したものである。尚、特許文献2に示すように、転造により中心孔回りに円筒状のフランジ部を成形してもよい。
【0020】
金型1は、図3に示すように、回転金型2と、この回転金型2に素材Wbを押し付けた状態で当該回転金型2とともに回転する押さえ金型3とを備えている。回転金型2および押さえ金型3には、素材Wbを挟持する合わせ面2a、3aが形成されている。そして、回転金型2には、合わせ面2aに隣接する外周に厚肉リム付プーリーA7の厚肉リムA7c(図1(e))を形成するための厚肉リム用凹部2bが形成されており、押さえ金型3には、合わせ面3aに隣接する外周に厚肉リム付プーリーA7のリムA7b(図1(e))を形成するためのリム用凹部3bが形成されている。なお、厚肉リムA7cは、リムA7bに対して内側に肉厚を増したものとなっている。
【0021】
ローラ群6は、図2に示すように、第1増肉ローラ7と、第2増肉ローラ8と、第3増肉ローラ9と、振分転造ローラ10と、図示しないV溝転造ローラとを備えている。
【0022】
第1増肉ローラ7は、外周面に周方向に連続して形成された一条の溝7aを有しており、この溝7aを、金型1によって回転駆動される素材Wbの外周部に半径方向の外側から押し当てることにより、当該素材Wbの外周部に厚肉部A5aを成形するようになっている。
【0023】
この第1増肉ローラ7の溝7aは、底面7bが所定半径の円弧に形成されると共に、両側面7c,7dは中心線に対して外周面側が開くようにそれぞれが所定の角度α1,α2で形成されている。この角度はα1<α2となるように設定され、例えば、α1は5〜10度、α2は10〜15度に設定される。
【0024】
そして、この溝7aを回転駆動される素材Wbの外周部に半径方向の外側から押し当てることにより、素材Wbの外周部の両側部が膨らむように増肉すると共に、この増肉量は角度の大きい側の側面W2が大きくなる。
【0025】
次に、第2増肉ローラ8は、外周面に周方向に連続して形成された一条の溝8aを有しており、この溝8aを、厚肉部A5aを成形した素材Wbの外周部に半径方向の外側から押し当てることにより、素材Wbの外周部に厚肉部A5bを成形するようになっている。
【0026】
この第2増肉ローラの溝8aは、底面8bが前記第1増肉ローラ7の円弧7bよりも大きい半径の円弧に形成されると共に両側面8c,8dは中心線に対して外周面側が開くようにそれぞれが所定の角度α3,α4で形成されている。側面8cの角度α3は、第1増肉ローラ7の側面7cの角度α1と略同じで5〜10度に設定される。また、側面8dの角度α4は、第1増肉ローラ7の側面7dの角度α2よりも大きく、25〜35度に設定される。
【0027】
そして、この溝8aを厚肉部A5aを成形した素材Wbの外周部に半径方向の外側から押し当てることにより、側面W2側の増肉量を更に大きくしている。ここで、溝8aの角度が小さく設定された側面W1側の増肉量はほとんど変わることがなく、押しこまれた肉のほとんどが側面W2側に流れることになる。
【0028】
尚、この実施例では、素材Wbの一方の側面W2側の増肉量を、他方の側面W1側の増肉量に対して大きく増肉するのに2つの増肉ローラを用いているが、第2増肉ローラ8aを1つで行なうようにしてもよく、また、3つ以上の増肉ローラを用いて行なうようにしてもよい。これは、成形するリム部の幅や厚さ、素材の材質等の条件により決定される。また、この増肉ローラの溝の角度も同様である。
【0029】
次に、第3増肉ローラ9は、外周面に周方向に連続して形成された一条の溝9aを有しており、この溝9aを厚肉部A5bを形成した素材Wbの外周部に半径方向外側から押し当てることにより、素材Wbの外周部に厚肉部A5cを成形するようになっている。
【0030】
この第3増肉ローラ9の溝9aは、底面9bが前記第2増肉ローラ8の円弧8bと略同じ半径の円弧に形成されると共に、両側面9c,9dは中心線に対して外周面側が開くようにそれぞれが所定の角度α5、α6で形成されている。側面9dの角度α6は、第2増肉ローラ8の側面8dの角度α4よりも小さく、角度α6は20〜30度に設定される。また、側面9d側の外周面9fの回転中心からの径は、第2増肉ローラ8の側面8d側の外周面8fの回転中心からの径よりも大きく形成されている。側面9cの角度α5は、第2増肉ローラ8の側面8dの角度α4よりも大きく、角度α5は40〜50度に設定される。また、側面9c側の外周面9eの回転中心からの径は、第2増肉ローラ8の側面8c側の外周面8eの回転中心からの径よりも小さく形成されている。
【0031】
そして、この溝9aを厚肉部A5bを成形した素材Wbの外周部に半径方向から押し当てることにより、側面9d側の素材Wbの側面W2は側面から高く形成された部分が更に半径方向内方に厚くなるように増肉される。この時、側面9dは底面9bからの高さが高いため押しこまれた肉が側面9dから外れることなく、半径方向に流れる。
【0032】
また、側面9c側の素材Wbの側面W1は、側面9cによって側面から高くなる方向に増肉され、この増肉部の半径方向の厚さは薄くなる。この時、側面9cは底面9bからの高さが低いため、押しこまれた肉が側面9cから外れて軸方向に流れることができるようになっている。
【0033】
尚、この実施例では、外周部の厚肉部A5bを増肉して厚肉部A5cを成形するのに、1つの増肉ローラ9を用いて行なったが複数のローラを用いて段階的に行なうようにしてもよい。
【0034】
振分転造ローラ10は、外周面10aの中央及び一側部に周方向に連続して形成された2つの突条10b,10cを有しており、この外周面10aを上記厚肉部A5cに半径方向の外側から押し付けることにより、当該厚肉部A5cを軸方向の一方および他方の側に徐々に振り分けるとともに、厚肉リム用凹部2bおよびリム用凹部3b内に押圧して、円筒状のリムA7bおよび厚肉リムA7c(図1(d))を成形するようになっている。
【0035】
この振分転造ローラ10の略中央の突条10bは、先端が所定半径の円弧状に形成されると共に、素材Wbの側面W1側に対応する外周面10dは、突条10bから連続するなだらかな円弧に形成されている。また、素材Wbの側面W2側に対応する外周面10eには一側部側に中央の突条10bよりも高い突条10cが形成され、この突条10cと外周面10eが角を形成している。更に、この外周面10eには、外周面10dよりも低く形成されたくぼみ10fが形成され、このくぼみ10fは、V溝A7dの耳部の位置に対応しており、V溝成形時に耳部の肉が不足しないように形成されている。
【0036】
そして、この振分転造ローラ10の外周面10aを厚肉部A5cを成形した素材Wbの外周部に半径方向の外側から押し当てることで、略中央の突条10bにより、厚肉部A5cが左右に振り分けられ、側面W1の肉は外周面10dのなだらかな円弧によりスムーズに軸方向に流れて、円弧状のリムA7bが成形されると共に、側面W2側の肉は突条10cの側面に拘束されて軸方向へ流れることができないため半径方向の内方へ流れて厚肉リムA7cを成形するようになっている。
【0037】
尚、回転金型2の厚肉リム用凹部2bの隣には、振分転造ローラ10の突条10cが係合する凹部2cが形成されている。
【0038】
次に図示しないV溝転造ローラは、外周面に周方向に連続して形成された複数のV字状の凹凸を有しており、この凹凸をリムA7bおよび厚肉リムA7cの外周面に押圧することにより、当該リムA7bおよび厚肉リムA7cの外周面に複数のV溝A7dを成形するようになっている。すなわち、V溝転造ローラは、V溝A7dを成形することによって厚肉リム付プーリーA7(図1(e))を完成させるようになっている。
【0039】
次に、厚肉リム付プーリーの製造方法の一実施の形態を説明する。まず、プレスによる打ち抜き等によって中心に孔を有する円板状の素材Waを成形する(図1(a))。そして、素材Waの中心部を絞り成形することによって、当該中心部にフランジ部A7aを有する素材Wbを成形する(図1(b))。
【0040】
次に、素材Wbを金型1に設置して、回転する素材Wbの外周に第1,第2および第3の増肉ローラ7,8,9の溝7a,8a,9aを順次押し当てることにより、外周部に厚肉部A5cを有する第1の中間品A5を成形する(図1(c))。
【0041】
その後、回転する第1の中間品A5の外周部に振分転造ローラ10の外周面10aを押し当てることにより、厚肉部A5cを第1の中間品A5の軸方向の一方および他方の側に振り分けるとともに、金型1の厚肉リム用凹部2bおよびリム用凹部3b内に押圧成形して、円筒状のリムA7bおよび厚肉リムA7cを成形する(図1(d))。
【0042】
次いで、回転する第2の中間品A6のリムA7bおよび厚肉リムA7cの外周面にV溝転造ローラを押し当てることにより、当該外周面に複数のV溝A7dを成形する(図1(e))。これにより、外周面にVベルトが係合する複数のV溝A7dを有する厚肉リム付プーリーA7が完成する。
【0043】
上記のように構成された厚肉リム付プーリーの製造装置を用いた厚肉リム付プーリーの製造方法によれば、素材Wbの外周部に一方側へ大きく突出した厚肉部A5cを成形した後に、この厚肉部A5cをリムA7bおよび厚肉リムA7cに振り分ける転造加工をしているので、厚肉リムA7cの外周面にV溝A7dが成形されて不連な継ぎ目が形成されることがない。そして、このような継ぎ目が形成されることがないことから、図1(e)に示すように、強度的、機能的に必要としない厚肉リムA7cの内周面基部である斜線部A7eに肉抜き加工を行なうことが可能となり、強度を低下させることなく軽量化することが可能となる。
【0044】
尚、厚肉リムA7cの端面には特許文献1と同様にボルトを固定するねじ孔が成形される。また、増肉からV溝の成形まで転造加工により連続して成形することができ、機械加工を要しないので、製造時間の短縮および製造コストの低減を図ることができる。したがって、成形時の材料のむだを少なくできると共に、成形されるプーリーの強度低下を伴うことなく、軽量化を図ることができ、製造コストの安い厚肉プーリーの製造方法を提供できる。
【0045】
【発明の効果】
請求項1記載の発明においては、素材の外周部に一側面側に大きく増肉した厚肉部を形成した後に、この厚肉部をリムおよび厚肉リムに振り分ける転造加工をしているので、厚肉リムの外周面にV溝を成形することができて不連な継ぎ目が形成されることがない。したがって、強度を低下させることなく軽量な厚肉リム付プーリーを製造できる。また、素材の外周部を一側面側に大きく増肉した後、この一側面側を半径方向内方へ厚く増肉させると共に、他側面側を軸方向へ大きく薄く増肉しているので、次の振分工程における肉厚の異なる左右の円筒状リムの成形が容易にできると共に、肉欠けや巻き込みを防止できる。
【0046】
また、請求項2記載の発明においては、一方側に大きく突出するように増肉した部分を更に半径方向に厚く増肉できると共に、他方側は溝から出た部分を軸方向に逃がすようにして薄く大きく突出させることができる。
【0047】
また、請求項3記載の発明によれば、略中央の突条が左右への肉の移動をスムーズにすると共に、一方の側面に設けた突条が肉の移動を半径方向内方に拘束することで厚肉リムの内周面の肉欠けを防止できる。
【図面の簡単な説明】
【図1】この発明の一実施の形態として示した厚肉リム付プーリーの製造方法を示す図であって、厚肉リム付プーリーにおける素材から完成品までの各段階の形状を示す断面図である。
【図2】同厚肉リム付プーリーの製造方法で直接使用するローラ群を示す説明図である。
【図3】同厚肉リム付プーリーの製造方法で直接使用する厚肉リム付プーリーの製造装置を示す断面図である。
【図4】従来の厚肉リム付プーリーの製造方法を示す図であって、厚肉リム付プーリーにおける素材から完成品までの各段階の形状を示す断面図である。
【図5】他の従来の厚肉リム付プーリーの製造方法を示す図であって、厚肉リム付プーリーにおける素材および完成品の形状を示す断面図である。
【図6】同厚肉リム付プーリーの製造方法によって製造した厚肉リム付プーリーの問題点を示す断面図である。
【符号の説明】
7 第1増肉ローラ(第1の増肉ローラ)
8 第2増肉ローラ(第1の増肉ローラ)
9 第3増肉ローラ(第2の増肉ローラ)
10 振分転造ローラ
A5a 厚肉部
A7 厚肉リム付プーリー
A7b リム
A7c 厚肉リム
A7d V溝
Wb 素材
Claims (3)
- 外周が円形に形成された金属製の板状の素材の外周に増肉ローラを半径方向から押し当てることにより、前記素材の外周部に厚肉部を成形する増肉工程と、前記厚肉部に振分転造ローラを押し当てることにより、当該肉厚部を前記素材の左右両側に円筒状のリムを形成する振分工程と、当該リムの外周面にV溝成形ローラを押し当ててV溝を成形するV溝成形工程とを備えたプーリーの製造方法であって、増肉工程において少なくとも2つの増肉ローラが用いられ、第1の増肉ローラは、外周面に形成した一条溝の一方の側面の中心線に対する角度を他方の側面の中心線に対する角度より大きくし、第2の増肉ローラは、外周面に形成した一条溝の一方の側面の中心線に対する角度を前記第1の増肉ローラの一方の側面の角度より小さくすると共に、他方の側面の中心線に対する角度を前記第1の増肉ローラの一方の側面の角度より大きくしたことを特徴とする厚肉リム付プーリーの製造方法。
- 前記第2の増肉ローラの外周面は、一条溝の一方の側面側の外径が前記第1の増肉ローラの外径より大きく形成されると共に、一条溝の他方の側面側は外径が第1の増肉ローラの外径より小さく形成されていることを特徴とする請求項1に記載の厚肉リム付プーリーの製造方法。
- 前記振分転造ローラは、略中央に円弧状を有する突条が形成されると共に、少なくとも一方の側部に略中央の突条よりも高い突条が形成されていることを特徴とする請求項1に記載の厚肉リム付プーリーの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002288109A JP2004122157A (ja) | 2002-09-30 | 2002-09-30 | 厚肉リム付プーリーの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002288109A JP2004122157A (ja) | 2002-09-30 | 2002-09-30 | 厚肉リム付プーリーの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2004122157A true JP2004122157A (ja) | 2004-04-22 |
Family
ID=32280701
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002288109A Pending JP2004122157A (ja) | 2002-09-30 | 2002-09-30 | 厚肉リム付プーリーの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2004122157A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008126996A1 (en) * | 2007-04-17 | 2008-10-23 | Halla Climate Control Corp. | Manufacturing method of compressor pulley |
| KR100995436B1 (ko) * | 2008-06-25 | 2010-11-18 | 주식회사 티에스피 | 벨트풀리의 롤링 제조방법 |
| JP2014111273A (ja) * | 2012-12-05 | 2014-06-19 | Aisin Aw Co Ltd | 成形装置及び成形方法 |
-
2002
- 2002-09-30 JP JP2002288109A patent/JP2004122157A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2008126996A1 (en) * | 2007-04-17 | 2008-10-23 | Halla Climate Control Corp. | Manufacturing method of compressor pulley |
| US8402658B2 (en) | 2007-04-17 | 2013-03-26 | Halla Climate Control Corp. | Manufacturing method of compressor pulley |
| KR100995436B1 (ko) * | 2008-06-25 | 2010-11-18 | 주식회사 티에스피 | 벨트풀리의 롤링 제조방법 |
| JP2014111273A (ja) * | 2012-12-05 | 2014-06-19 | Aisin Aw Co Ltd | 成形装置及び成形方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2212725C (en) | Spun pulley with thick hub and method | |
| JP3704474B2 (ja) | ポリvプーリの製造方法 | |
| WO1993013891A1 (en) | Method of forming material made of sheet metal into boss part and method of forming sheet metal into pulley | |
| CA2088025A1 (en) | Cold-forming of toothed wheels from sheet steel | |
| JP2004122157A (ja) | 厚肉リム付プーリーの製造方法 | |
| US5904060A (en) | Sheet metal member having a peripheral wall and method of thickening the peripheral wall thereof | |
| JP2999449B2 (ja) | プレス成形プーリの製造方法および装置 | |
| US6348020B2 (en) | Internal spun hub and method of making same | |
| JP3704475B2 (ja) | ポリvプーリの製造方法 | |
| WO1991000155A1 (en) | Method of manufacturing sheet metal poly-v-groove pulleys and products obtained thereby | |
| JPH0459980B2 (ja) | ||
| JPH1058074A (ja) | 円筒部品の成形方法 | |
| JPH0459981B2 (ja) | ||
| JP3325841B2 (ja) | 板金製プーリの製造方法 | |
| US8087169B2 (en) | Method of manufacturing sheet metal back face pulley | |
| JPH08267162A (ja) | プーリーの製造方法 | |
| JPH0138576B2 (ja) | ||
| JP3725136B2 (ja) | 板金製部材の成形方法 | |
| JP3690466B2 (ja) | 等速形自在軸継手における外輪部材の製造方法 | |
| WO2000054905A1 (fr) | Procede de fabrication d'une poulie a plusieurs rainures en v | |
| JP2001105072A (ja) | 板金製部材の成形方法およびその成形金型 | |
| WO2003090950A1 (en) | Method of tensile flow forming | |
| JP2733651B2 (ja) | 板金製ポリv溝プーリの製造方法 | |
| JPH07115105B2 (ja) | 多段多溝vプーリおよびその製造方法 | |
| JP2000140973A (ja) | 多条vプーリ及びその製造法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050727 |
|
| A977 | Report on retrieval |
Effective date: 20071207 Free format text: JAPANESE INTERMEDIATE CODE: A971007 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071218 |
|
| A02 | Decision of refusal |
Effective date: 20080509 Free format text: JAPANESE INTERMEDIATE CODE: A02 |